Пристрій для управління процесом контактного стикового зварювання плавленням
Номер патенту: 728
Опубліковано: 15.12.1993
Автори: Горишняков Олексій Іванович, Кучук-Яценко Сергій Іванович, Добровольський Станіслав Дмитрович, Сахарнов Василь Олексійович, Череднічок Віталій Тимофійович, Кривенко Валерій Георгійович
Формула / Реферат
Устройство для управления процессом контактной стыковой сварки оплавлением, содерщащее силовой тиристорный контактор, включенный в первичную цепь сварочного трансформатора, к управляющим входам контактора подключен блок формирования управляющих импульсов, к одному его входу подключен блок сравнения, к последнему подключен один выход блока программного задания сварочного напряжения, в первичную цепь сварочного трансформатора включен датчик сварочного тока, соединенный с узлом коррекции сварочного напряжения в функции сварочного тока, отличающееся тем, что, целью повышения производительности гвар-ки за счет сокращения длительности оплавления, необходимого для получения качественного сварочного соединения, в устройство введены программирующий блок, управляемый делитель напряжения и управляемый коммутатор, при этом блок сравнения через управляемый делитель напряжения и управляемый коммутатор соединен с узлом коррекции сварочного напряжения в функции сварочного тока, второй выход блока программного задания сварочного напряжения соединен с одним из входов управляемого коммутатора, выход программирующего блока соединен с одним из входов управляемого делителя напряжения и одним из входов блока формирования управляющих импульсов.
Текст
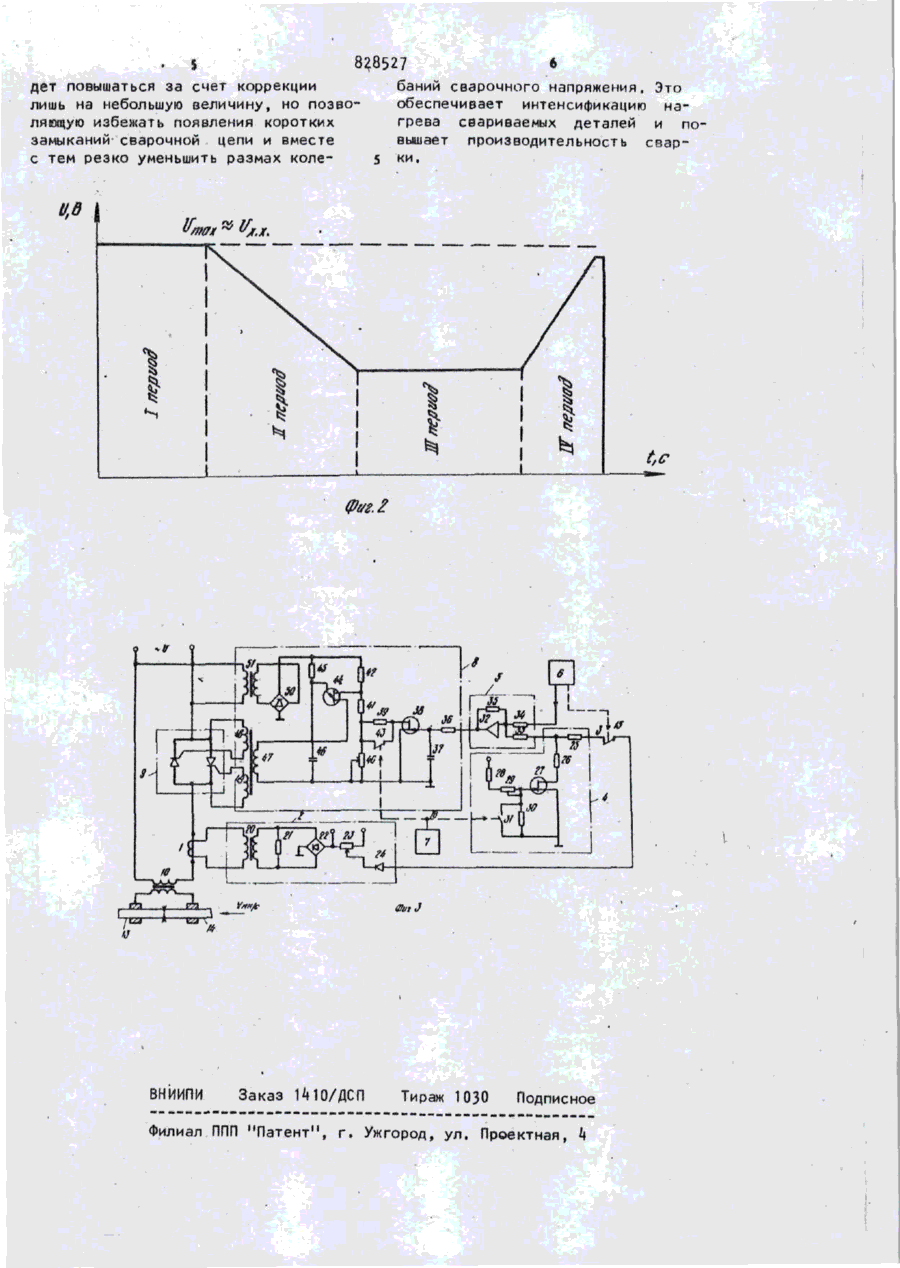
Т Не подлежит опубликованию в о т к р ы т о й п е ч а т и СОЮЗ СОВЕТСНИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИК 3(5» В 2 3 К ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИИ 000209 К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21) 289*4702/25-27 (22) 26.03.80 (72) В.Г. Кривенко, С И . КучукЯценко, А.И, Горишняков, В.А. Сахарнов, 8.Т. Чередничок и С.Д. Добровол ь с ки й (71) Ордена Ленина и ордена Трудового Красного Знамени институт электросварки им Е.О, Патона (53)621.791.762.5(088.8) (56) 1. Патент США W 2727969, 219-97, 20.12.55. 2. Журнал "Мицубиси дэнки гино", 1978, 52, №9 с.6?О-673. 3. Патон Б.Е. и Лебедев В.К. Электрооборудование для контактной сварки. М., "Машиностроение", 1Эб9» с.225. (5ч)(57) УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ, содержащее силовой тиристорный контактор, включенный в первичную цепь сварочного трансформатора, к управляющим входам контактора подключен блок формирования управляющих импульсов, к одному его входу подключен блок сравнения, к последнему подключен один выход блока программного задания сварочного напряжения, в первичную цепь сварочного трансформатора включен датчик сварочного тока, соединенный с узлом коррекции сварочного напряжения в функции сварочного тока, о т л и ч а ю щ е е с я тем, что, с целью повышения производительности сварки за счет сокращения длительности оплавления, необходимого для получения качественного сварного соединения, 'в устройство введены программирующий блок, управляемый делитель напряжения и управляемый коммутатор, при этом блок сравнения через управляемый делитель напряжения и управляемый коммутатор соединен с узлом коррекции сварочного напряжения в функции сварочного тока, второй выход блока программного задания сварочного напряжения соединен с одним из входов управляемого коммутатора, выход программирующего блока соединен с одним из входов управляемого делителя напряжения и одним из входов блока формирования управляющих импульсов. 7) /У і—і—. * і h ф*?/ і 00 го 828527 Изобретение относится к области сварки и может быть использовано при стыковой сварке оплавлением, преимущественно, деталей большого сечения. Известны устройства управления про- 5 цессом стыковой сварки оплавлением, в которых имеется блок программного изменения сварочного напряжения, связанный через блок формирования управляющих импульсов с силовым контакic тором, включенным в первичную цепь сварочного трансформатора [і], или связанный с преобразователем напряжения, выполняющим функции источника питания сварочной машины [2 3. (5 Недостатком данных устройств является то, что, учитывая возможность изменения условий сварки, нижний уровень задания сварочного- напряжения и время снижения напряжения вы- 2о бирают выше оптимальных значений с тем, чтобы гарантировать устойчивость оплавления. Это приводит к снижению интенсивности нагрева свариваемых деталей и производительности. 25 Известно также устройство управления процессом стыковой сварки оплавлением, в котором помимо вышеперечисленных блоков имеется датчик сварочного тока, узел коррекции прог30 раммы напряжения в функции сварочного тока и блок сравнения £з ] < Данное устройство взято в качестве прототипаь Недостатком данного устройства является то, что параметры узла кор 35 рекции остаются неизменными в течение всего времени сварки. Неизменным остается и верхний уровень, до которого при корректировании повы40 шается сварочное напряжение. Этот уровень практически равен напряжению холостого хода, т.е, максимально воз- • можному напряжению. Программа же изменения сварочного напряжения имеет несколько отличных друг от друга эта- 5 пов. Результатом этого является снижение интенсивности нагрева свариваемых деталей и производительности. Целью изобретения является повы50 шение производительности сварки за счет сокращения длительности оплавления необходимого для получения качественного сварного соединения. Поставленная цель достигается тем, что в устройство введены программи- 5 5 рующий блок, управляемый делитель напряжения и управляемый коммутатор, при этом- блок сравнения через управ ляемый делитель напряжения и управ*ляемый коммутатор соединен с узлом коррекции сварочного напряжения в функции сварочного тока, второй выход блока программного задания сварочного напряжения соединен с одним из входов управляемого коммутатора, выход программирующего блока соединен с одним из входов", управляемого делителя напряжения и одним из входов блока формирования управляющих импульсов. На фиг.1 показана блок-схема у с т ройства; на фиг.2- диаграмма програм много изменения сварочного напряжения по времени; на фиг. 3~электрическая схема устройства. Схема содержит трансформатор 1 тока, узел 2 коррекции напряжения в функции сварочного тока, управляемый коммутатор 3, управляемый делитель напряжения 't, блок сравнения 5, блок 6 программного задания сварочного напряжения, программирующий блок 7, блок 8 формирования управляющих импульсов, силовой тиристорный контактор 9, сварочный трансформатор 10, зажимные губки 11,12 сварочной машины, свариваемые детали 13,1і*. Выходы 15, 16 блока 6 программного изменения напряжения; выход 17 управляемого делителя напряжения k; выход 18 дополнительного программирующего блока 7; выход 19 блок сравнения 5» Узел 2 коррекции напряжения по току состоит из повышающего трансформатора 20, нагрузочного резистора 21, выпрямительного моста 22, потенциометра 23, диода 2h (фиг.ЗЛ Управляемый коммутатор 3 представляет собой нормально открытый контакт реле, которое является составной частью блока 6, Управляемый делитель k напряжения состоит из резисторов 25,26, транзистора 27 резисторов 28,29,30 и нормально открытого контакта 31 реле, которое входит в программирующий блок 7. Блок сравнения 5 состоит из операционного усилителя 32 и резисторов 33, ЗА, 35. Блок 6 программного задания сварочного напряжения является известным усі ройством и может включать стандартный функциональный генератор напряжения и стандартное реле времени. Программирующий блок 7 представляет собой стандартное многоцепное реле времени. S 828527 Блок 8 формирования управляющих импульсов состоит из резистора Зо, конденсатора 37, транзистора j8, резисторов 39, АО, Al, А2; нормально закрытого контакта A3 реле, которое 5 входит в программирующий блок 7, * транзистора АА, резистора А5, конденсатора А6, первичной обмотки А7 и вторичных обмоток А8,АЭ импульсного трансформатора . 10 Устройство работает следующим образом. В момент начала сварки от блока 6 программного задания напряжения через выход 16 подается -заданное напряжение через резистор ЗА на вход усилителя 32 и далее с выхода усилителя 32 на вход транзистора 38. При этом между электродами транзистора АА устанавливается напряжение, обеспечивающее при заданных величинах резисто ра А5 и конденсатора А6 максимальный угол открытия тиристоров силового контактора 9 и следовательно заданное максимальное сварочное напряжение, прикладываемое к свариваемым деталям 13, 1А. Одновременно детали 1А сообщают поступательное движение от стандартного привода (не показано ^ . С момента начала оплавления торцов деталей 13, І А в сварочной цепи начинает протекать ток и на выходе выпрямительного моста 22 появляется напряжение, пропорциональное этому току. Это напряжение сравнивается с заданным опорным напряжением, подан- 35 ным на потенциометр 23- Опорное напряжение имеет такую полярность, что оно не проходит через диод 2А. Если напряжение, снимаемое с моста 22, превышает уровень опорного напряжения на 40 потенциометре 23, т.е о сварочный ток превышает заданное значение, разностный сигнал подается к коммутатору 3. При оплавлении деталей 13,1А на высоком напряжении (период 1 на фиг.2) 4 5 контакт 3 по команде от блока 6 находится в разомкнутом состоянии и сигнал коррекции не поступает на вход блока S сравнения. .го ка 6 подается команда на замыкание контакта 3, который подключает при этом выход узла 2 коррекции ко входу делителя ' напряжения (входной реА зистор 25 )* В результате, в моменты превышения сварочного тока заданного уровня, через резистор 33 на вход усилителя 32 подается напряжение, полярность которого противоположна полярности напряжения, поступающего с выхода 16 блока 6. Суммирование напряжений, поступающих через резистор 33, с напряжением, поступающим от блока 6 через резистор ЗА, приводит к повышению сварочного напряжения на время превышения сварочным током заданного уровня. Таким образом, производится коррекция напряжения по току, которую осуществляют и на последующих периодах оплавления (фиг.2 /. В момент начала третьего периода оплавления 18 дополнительного программирующего блока 7 подается команда на замыкание контакта 3' в схеме делителя напряжения А и размыкание контакта A3 в блоке $ формирования управляющих импульсов. При замыкании контакта 31 шунтируется входной резистор 30 транзистора 27 и транзистор 27 переходит из запертого состояния, в котором он находился*1 до этого момента, в проводящее состояние, что приводит к резкому уменьшению (в 8-Ю раз і сопротивления участка резистор 26, транзистор 27 и уменьшению коэффициента передачи делителя А. Одновременно при размыкании контакта A3 вводится резистор ЗЭ в цепь транзистора 38, что приводит к уменьшению тока через транзистор 38 и повышению напряжения на транзисторе АА. Последнее, в caojo очередь, приводит к сдвигу фазы управляющих импульсов блока 8 таким образом, что уменьшается максимальный возможный уровень повышения сварочного напряжения при коррекции напряжения по току, ограничивая этот уровень значением 50-80 процентов от первоначального уровня в период I (фиг.2), который приблизительно равен напряжению холостого хода. В заданный момент времени (начало 5 0 периода I на фиг. 2 } напряжение (поI ложительный сигнал )t который посВ таком режиме оплавление проиступает с выхода lb блока 6 через реходит на третьем и четвертом периозистор ЗА на вход усилителя 32, начидах (фиг,2 ). нает повышаться по заданной времен- 55 Таким образом, на третьем и четной программе, обусловливая снижение вертом периодах оплавления в случае сварочного напряжения (период I на ! превышения сварочного тока заданнофиг.2). Одновременно с выхода 15 блого уровня сварочное напряжение fiy . 5 8?8527 6 дет повышаться за счет коррекции баний сварочного напряжения. Это лишь на небольшую величину, но позвообеспечивает интенсификацию наляющую избежать появления коротких грева свариваемых деталей и позамыканий сварочной цепи и вместе вышает производительность сварс тем резко уменьшить размах коле5 ки. U,d фиг. Z 0tlt J ВНЙИПИ Заказ НПО/ДСП Филиал ППП "Патент", Тираж 1030 Подписное г . Ужгород, у л . Проектная, U
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for control of the process of contact flash butt welding
Автори англійськоюKryvenko Valerii Heorhiiovych, Kuchuk-Yatsenko Serhii Ivanovych, Horyshniakov Oleksii Ivanovych, Sakharnov Vasyl Oleksiiovych, Cherednichok Vitalii Tymofiiovych, Dobrovolskyi Stanislav Dmytrovych
Назва патенту російськоюУстройство для управления процессом контактной стыковой сварки оплавлением
Автори російськоюКривенко Валерий Георгиевич, Кучук-Яценко Сергей Иванович, Горишняков Алексей Иванович, Сахарнов Василий Алексеевич, Чередничок Виталий Тимофеевич, Добровольский Станислав Дмитриевич
МПК / Мітки
МПК: B23K 11/04
Мітки: управління, стикового, плавленням, процесом, пристрій, зварювання, контактного
Код посилання
<a href="https://ua.patents.su/4-728-pristrijj-dlya-upravlinnya-procesom-kontaktnogo-stikovogo-zvaryuvannya-plavlennyam.html" target="_blank" rel="follow" title="База патентів України">Пристрій для управління процесом контактного стикового зварювання плавленням</a>
Спосіб управління процесом контактного стикового зварювання плавленням
Номер патенту: 733
Опубліковано: 15.12.1993
Автори: Загадарчук Василь Феодосійович, Сахарнов Василь Олексійович, Кривенко Валерій Георгійович, Казимов Борис Іванович, Череднічок Віталій Тимофійович, Швець Юрій Васильйович, Горишняков Олексій Іванович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: управління, плавленням, зварювання, процесом, стикового, контактного, спосіб
Формула / Реферат:
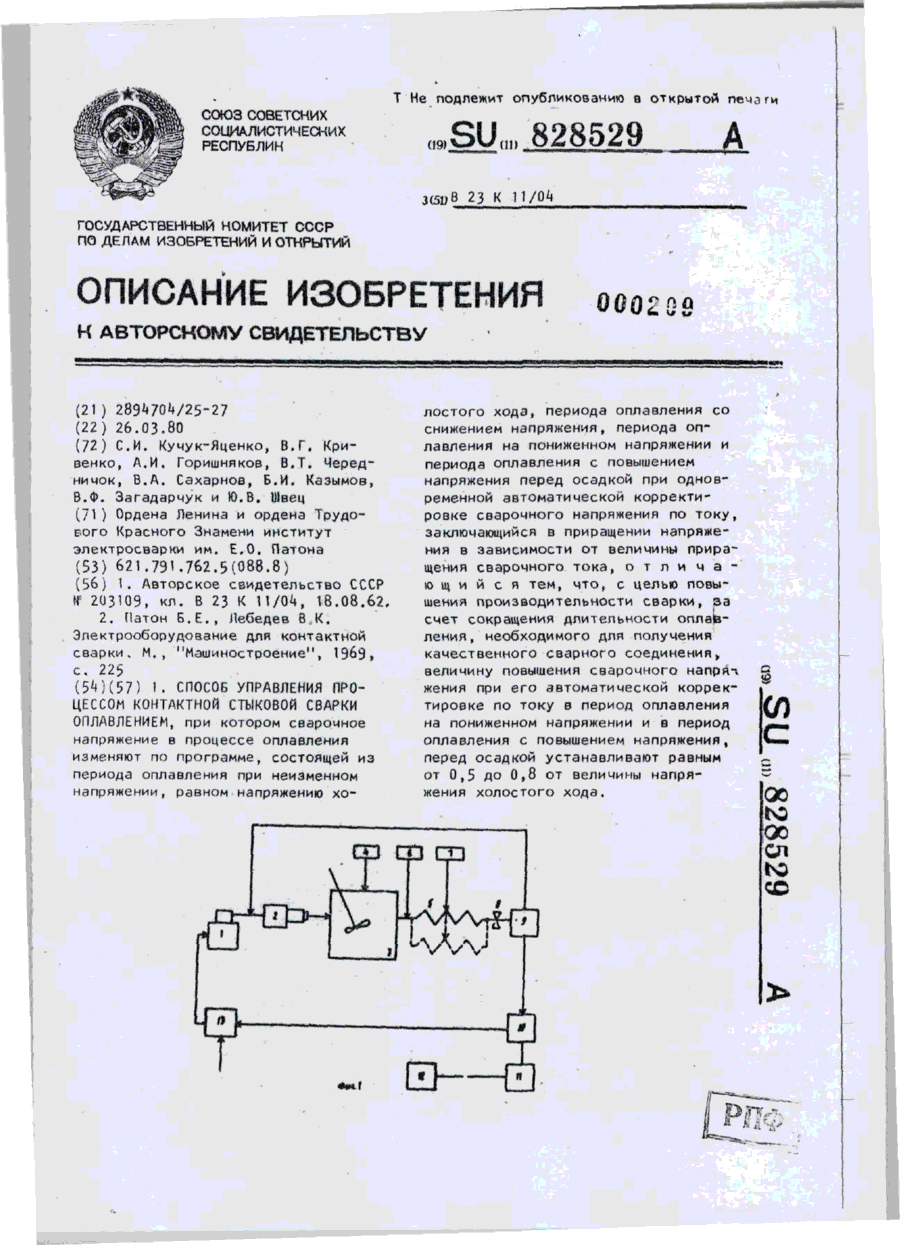
Способ управления процессом контактной стыковой сварки оплавлением, при котором сварочное напряжение в процессе оплавления изменяют по программе, состоящей из периода оставления при неизменном напряжении, равном напряжению холостого хода, периода оплавления со снижением напряжения, периода оплавления на пониженном напряжении и периода оплавления с повышением напряжения перед осадкой при одновременной автоматической корректировке...
Пристрій для управління процесом контактного стикового зварювання плавленням
Номер патенту: 727
Опубліковано: 15.12.1993
Автори: Гамен Борис Опанасович, Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович, Сахарнов Василь Олексійович, Горишняков Олексій Іванович, Череднічок Віталій Тимофійович
МПК: B23K 11/04
Мітки: управління, зварювання, контактного, пристрій, процесом, стикового, плавленням
Формула / Реферат:
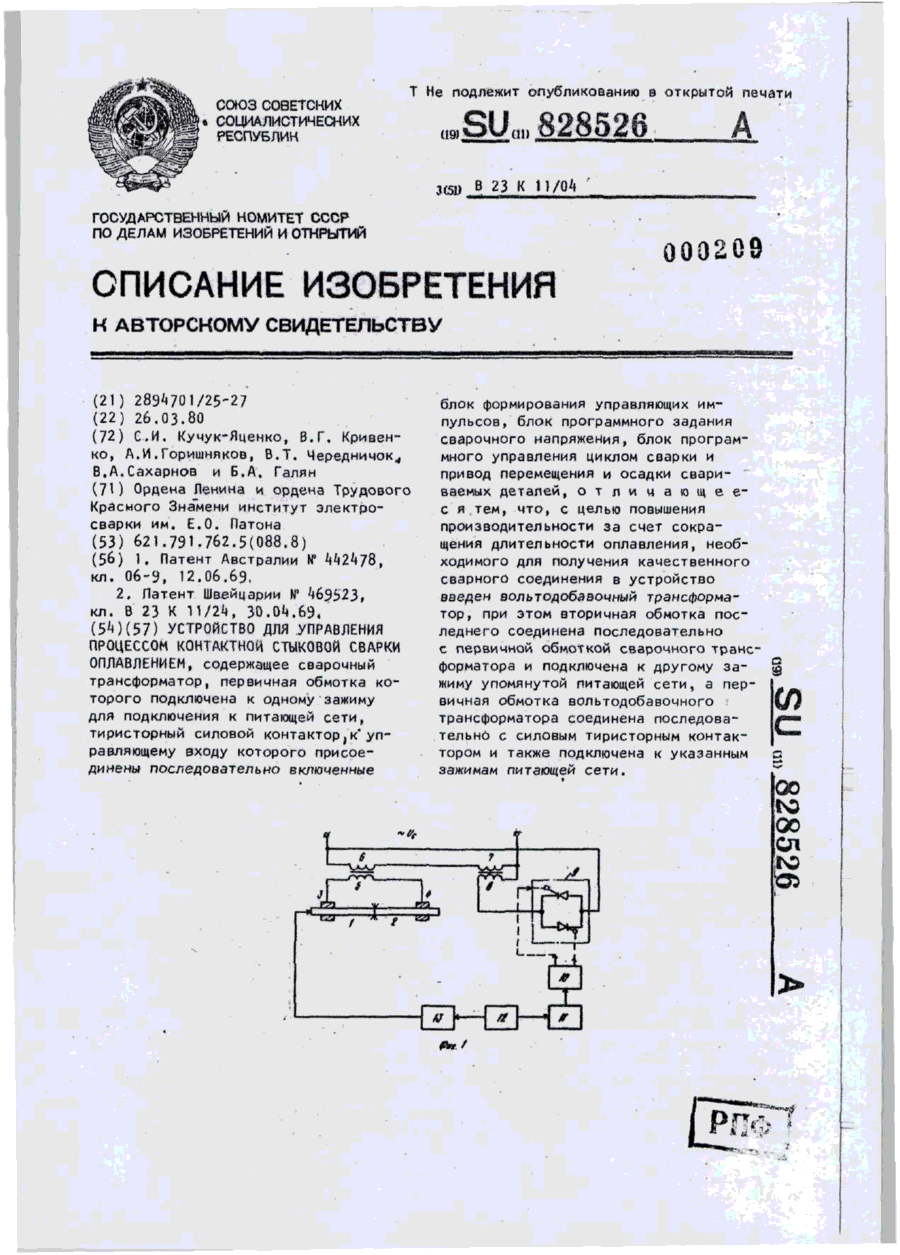
Устройство для управления процессом контактной стыковой сварки оплавлением, содержащее сварочный трансформатор, первичная обмотка которого подключена к одному зажиму для подключения к питающей сети, тиристорный силовой контактор к управляющему входу которого присоединены последовательно включенные блок формирования управляющих импульсов, блок программного задания сварочного напряжения, блок программного управления циклом сварки и привод...
Пристрій для управління процесом контактного стикового зварювання оплавленням
Номер патенту: 490
Опубліковано: 30.04.1993
Автори: Кривенко Валерій Георгійович, Горишняков Олексій Іванович, Кучук-Яценко Сергій Іванович, Добровольський Станіслав Дмитрович, Семенов Леонід Олександрович
МПК: B23K 11/04, B23K 11/25
Мітки: контактного, стикового, оплавленням, управління, процесом, пристрій, зварювання
Формула / Реферат:
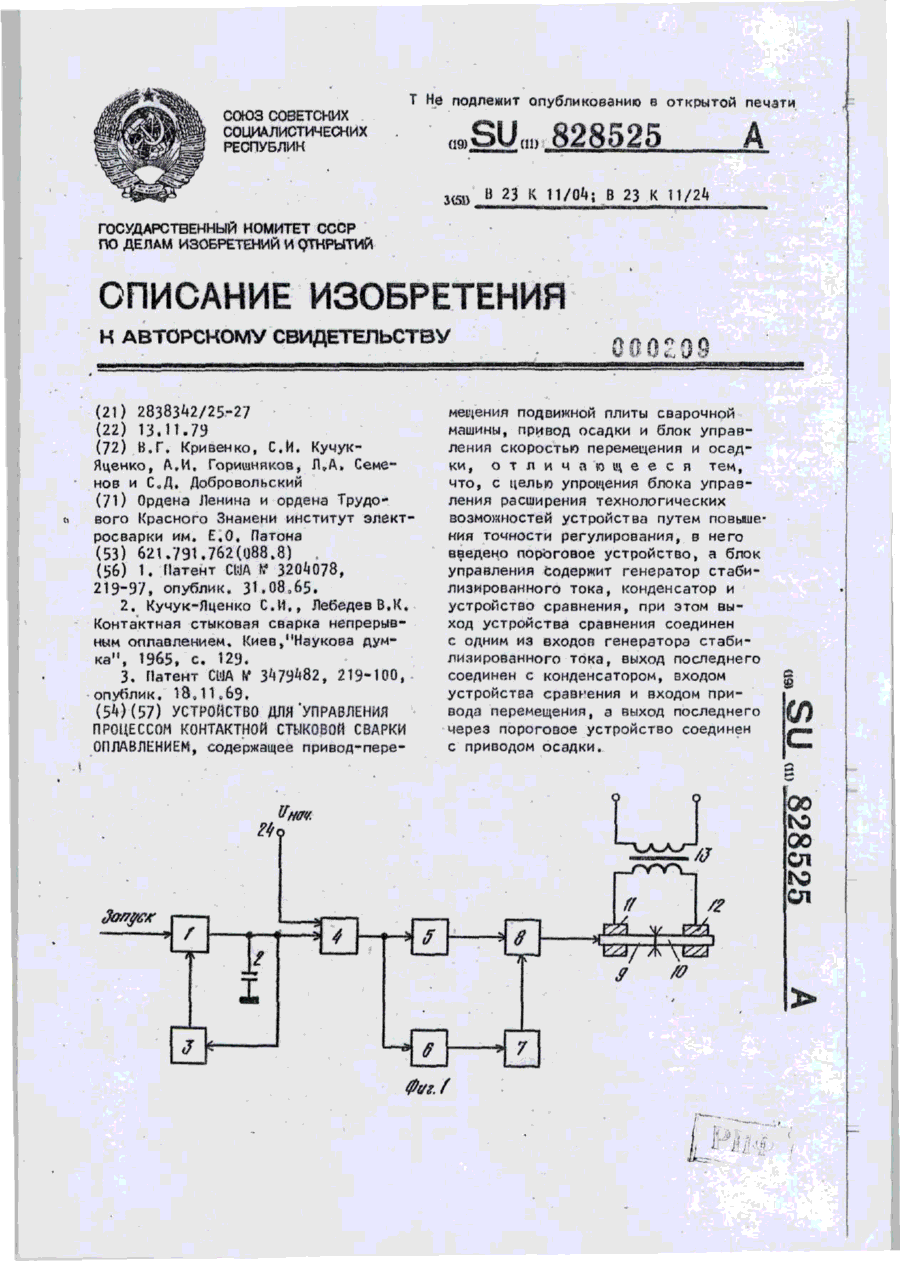
Устройство для управления процессом контактной стыковой сварки оплавлением, содержащее привод перемещения подвижной плиты сварочной машины, привод осадки и блок управления скоростью перемещения и осадки, отличающееся тем, что с целью упрощения блока управления расширения технологических возможностей устройства путем повышения точности регулирования, в него введено пороговое устройство, а блок управления содержит генератор стабилизированного...
Пристрій автоматичного програмного управління процесом контактного стикового зварювання оплавленням
Номер патенту: 402
Опубліковано: 30.04.1993
Автори: Кривенко Валерій Георгійович, Богорський Михайло Володимирович, Толдін Анатолій Андрійович, Кучук-Яценко Сергій Іванович, Боровой Валентин Михайлович
МПК: B23K 11/04
Мітки: оплавленням, контактного, стикового, програмного, зварювання, процесом, управління, пристрій, автоматичного
Формула / Реферат:
Формула изобретенияУстройство для автоматического программного управления процессом контактной стыковой сварки оплавлением, содержащее подвижную и неподвижную станины машины, соединительный узел привода перемещения подвижной станины машины и привод ее осадки датчик перемещения подвижной станины машины, сварочный трансформатор, устройство программного управления и последовательно соединенные датчик электрической мощности, включенный в...
Пристрій управління машиною для контактного стикового зварювання оплавленням

Номер патенту: 314
Опубліковано: 30.04.1993
Автори: Лазебний Іван Леонтійович, Богорський Михайло Володимирович, Горишняков Олексій Іванович, Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: контактного, пристрій, оплавленням, машиною, управління, зварювання, стикового
Формула / Реферат:
(57) Устройство управления машиной для контактной стыковой сварки оплавлением, содержащее сварочный трансформатор, в его первичную обмотку включен датчик сварочного тока, соединенный с электрогидравлическим приводом перемещения плиты машины через блок управления приводом, отличающееся тем, что, с целью повышения производительности процесса сварки за счет сокращения времени на его протекание и повышения качества сварного соединения за счет...
Попередній патент: Пристрій для управління процесом контактного стикового зварювання плавленням
Наступний патент: Бронефутеровка барабанного млина
Випадковий патент: Спосіб лікування алкоголізму