Спосіб електромагнітної дефектоскопії електропровідних виробів
Номер патенту: 73445
Опубліковано: 25.09.2012

Формула / Реферат
Спосіб електромагнітної дефектоскопії електропровідних виробів, який включає сканування поверхні виробу вихрострумовим перетворювачем, збудження в поверхневому шарі виробу вихрового струму за допомогою високочастотного електромагнітного поля і реєстрацію електромагнітного поля перпендикулярно збудженому, обумовленому реакцією виробу на дію збуджуючого електромагнітного поля, який відрізняється тим, що високочастотний струм в зоні поверхневого шару виробу, що контролюють, формують однорідним у вигляді лінійного вектора, одночасно з процесом сканування поверхні виробу повертають вектор струму на кут в діапазоні ± 45-50 градусів відносно центру контрольованої зони, реєструють реакцію виробу по максимальній, в діапазоні повороту струму ± 45-50 градусів відносно центру контрольованої зони, величині сигналу наведеного електромагнітним полем від вихрового струму в напрямку вектора, нормального, в площині паралельній поверхні виробу, до вектора збудженого вихрового струму, а наявність дефектів у виробі і їх розміри визначають за максимальною величиною амплітуди прийнятих сигналів.
Текст
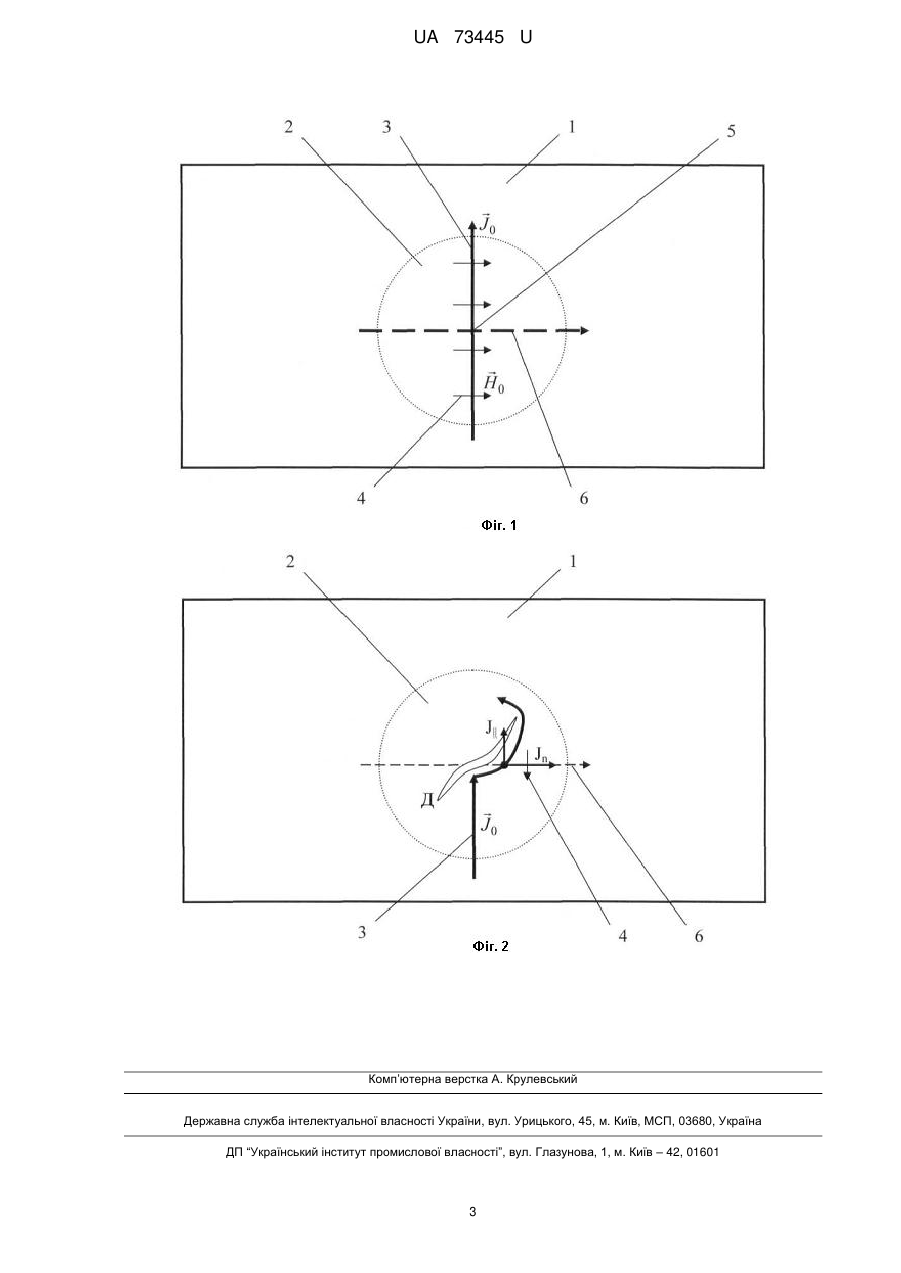
Реферат: UA 73445 U UA 73445 U 5 10 15 20 25 30 35 40 Корисна модель належить до неруйнівного контролю електромагнітним методом і може бути використана для дефектоскопії поверхневих шарів електропровідних матеріалів і виробів. Відомий спосіб дефектоскопії з використанням електромагнітного поля, який включає сканування поверхні виробу вихрострумовим перетворювачем, збудження в поверхневому шарі виробу вихрового струму з допомогою високочастотного електромагнітного поля і реєстрацію реакції виробу на дію сформованого електромагнітним полем вихрового струму [1]. Недоліками цього способу є недостатня достовірність контролю, яка обумовлена залежністю результатів контролю від стану поверхні виробу: нерівностей, кривизни, наявності окислів, зміни відстані перетворювача від металу, зміни електропровідності і магнітної проникності, а також від зміни температури довкілля та металу. Найбільш близьким аналогом до запропонованого є спосіб, реалізований в накладному вихрострумовому перетворювачі для неруйнівного контролю [2], який включає сканування поверхні виробу вихрострумовим перетворювачем, збудження в поверхневому шарі виробу вихрового струму з допомогою високочастотного електромагнітного поля і реєстрацію реакції виробу на дію збуджуючого вихрового струму у площині повернутої відносно збуджуючого вихрового струму на 90 градусів. Недоліками цього способу є недостатня достовірність контролю, яка обумовлена значною похибкою визначення величини дефекту, оскільки його чутливість залежить від напрямку збуджуючого високочастотного струму. Особливо значна похибка має місце при виявленні тріщин, суттєво розвинених в одному напрямку. В основу корисної моделі поставлена задача - підвищити достовірність електромагнітної дефектоскопії електропровідних виробів. Поставлена задача вирішується тим, що сканують поверхню виробу вихрострумовим перетворювачем, збуджують в поверхневому шарі виробу вихровий струм за допомогою високочастотного електромагнітного поля і реєструють електромагнітне поле перпендикулярно збудженому, обумовленому реакцією виробу на дію збуджуючого електромагнітного поля, високочастотний струм в зоні поверхневого шару виробу, яку контролюють, формують однорідним у вигляді лінійного вектора, одночасно з процесом сканування поверхні виробу повертають вектор струму на кут в діапазоні ± 45-50 градусів відносно центру контрольованої зони, реєструють реакцію виробу по максимальній, в діапазоні повороту струму ± 45-50 градусів відносно центру контрольованої зони, величині сигналу наведеного електромагнітним полем від вихрового струму в напрямку вектора, нормального, в площині паралельній поверхні виробу, до вектора збудженого вихрового струму, а наявність дефектів у виробі і їх розміри визначають за максимальною величиною амплітуди прийнятих сигналів. На фіг. 1 наведено схему реалізації способу електромагнітної дефектоскопії поверхні виробу за відсутності поверхневого дефекту, де: 1 - виріб; 2 - зона виробу, яку контролюють в даний момент часу; 3 - лінія вектора збудженого високочастотного струму I0 ; 4 - вектор напруженості високочастотного магнітного поля, сформованого лінійною частиною збуджуючого високочастотного струму I0 ; 5 - центр, що контролюють в даний момент часу зони виробу; 6 напрямок, в якому фіксується інформаційний сигнал, нормальний напрямку збуджуючого струму I0 в площині паралельній поверхні виробу. На фіг. 2 наведено схему реалізації способу електромагнітної дефектоскопії поверхні виробу при наявності дефекту у вигляді тріщини, де: Д - поверхневий дефект виробу; I - паралельна складова струму в напрямку збуджуючого струму 45 50 55 I0 , яка обумовлена викривленням збуджуючого струму I0 дефектом Д; Iнорм - нормальна складова струму, обумовлена викривленням збуджуючого струму I0 дефектом Д. Спосіб реалізують наступним чином. При відсутності дефекту Д на поверхні виробу 1, див. фіг. 1, в робочій зоні 2 вихрострумовим перетворювачем формується лінійна ділянка 3 високочастотного струму I0 . Лінійна ділянка 3 високочастотного струму I0 створює високочастотне електромагнітне поле з вектором 4. Оскільки вектор 4 збудженого електромагнітного поля паралельний напрямку 6, вздовж якого фіксується реакція виробу 1 на його дію, то величина прийнятого сигналу буде рівною нулю. При наявності у виробі дефекту Д у вигляді тріщини, який орієнтований під кутом до напрямку 3 струму I0 , в показаній системі координат високочастотний струм I0 змінює напрямок і з'являються складові вектора електромагнітного поля: I - паралельна складова струму в напрямку збуджуючого струму I0 , Iнорм - нормальна складова струму I0 . 1 UA 73445 U 5 10 15 20 Електромагнітне поле, створене нормальною складовою струму Iнорм буде реєструватися в площині паралельній поверхні виробу 1 і нормально вектору струму I0 . Величина наведеного сигналу несе інформацію про наявність, величину та орієнтацію дефекту Д. Якщо видовжений дефект Д буде паралельний або перпендикулярний напрямку струму I0 , то сигнал від дефекту Д буде відсутній. Для виключення впливу орієнтації дефекту Д на результати контролю в процесі сканування виробу 1 одночасно виконують коливальні кругові рухи біля центру 5 контрольованої зони 2, які змінюють напрямки високочастотного струму I0 на кут ± 45-50 градусів відносно центру 5 контрольованої зони. При появі сигналу від дефекту Д напрямок високочастотного струму I0 змінюють так, щоб фіксований сигнал був максимальним. По максимальній величині амплітуди прийнятого сигналу визначають наявність величину дефекту Д поверхні виробу 1. Зміна стану поверхні виробу: нерівностей, кривизни, наявності окислів, зміни відстані перетворювача від металу, зміни електропровідності і магнітної проникності, структури матеріал, а також зміна температури довкілля та металу не буде позначатися на результатах контролю. Буде також виключено вплив орієнтації дефекту на поверхні виробу. Таким чином, запропонований спосіб електромагнітної дефектоскопії забезпечую високу достовірність контролю поверхні електропровідних виробів. Джерела інформації: 1. Неразрушающий контроль: Справочник: В 7 т. Под общ. ред. В.В. Клюева. Т. 2: В 2 кн. - М: Машиностроение, 2003. - 688 с. 2. UA. Патент на корисну модель №55471, G01N 27/90, 2010, Бюл. №23. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 35 Спосіб електромагнітної дефектоскопії електропровідних виробів, який включає сканування поверхні виробу вихрострумовим перетворювачем, збудження в поверхневому шарі виробу вихрового струму за допомогою високочастотного електромагнітного поля і реєстрацію електромагнітного поля перпендикулярно збудженому, обумовленому реакцією виробу на дію збуджуючого електромагнітного поля, який відрізняється тим, що високочастотний струм в зоні поверхневого шару виробу, що контролюють, формують однорідним у вигляді лінійного вектора, одночасно з процесом сканування поверхні виробу повертають вектор струму на кут в діапазоні ± 45-50 градусів відносно центру контрольованої зони, реєструють реакцію виробу по максимальній, в діапазоні повороту струму ± 45-50 градусів відносно центру контрольованої зони, величині сигналу, наведеного електромагнітним полем від вихрового струму в напрямку вектора, нормального, в площині, паралельній поверхні виробу, до вектора збудженого вихрового струму, а наявність дефектів у виробі і їх розміри визначають за максимальною величиною амплітуди прийнятих сигналів. 2 UA 73445 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for electro-conductive defectoscopy of electro-conductive articles
Автори англійськоюSuchkov Hryhorii Mykhailovych, Khomiak Yurii Valentynovych
Назва патенту російськоюСпособ электромагнитной дефектоскопии электропроводных изделий
Автори російськоюСучков Григорий Михайлович, Хомяк Юрий Валентинович
МПК / Мітки
МПК: G01N 27/90
Мітки: дефектоскопії, електромагнітної, виробів, спосіб, електропровідних
Код посилання
<a href="https://ua.patents.su/5-73445-sposib-elektromagnitno-defektoskopi-elektroprovidnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб електромагнітної дефектоскопії електропровідних виробів</a>
Спосіб вихрострумової дефектометрії електропровідних виробів
Номер патенту: 46497
Опубліковано: 25.12.2009
Автор: Учанін Валентин Миколайович
МПК: G01N 27/90
Мітки: виробів, дефектометрії, спосіб, електропровідних, вихрострумової
Формула / Реферат:
1. Спосіб вихрострумової дефектометрії електропровідних виробів, при якому за допомогою змінного електромагнітного поля обмотки збудження вихрострумового перетворювача створюють в контрольованому об'єкті вихрові струми, сканують поверхню контрольованого виробу вихрострумовим перетворювачем і визначають за допомогою чутливого елемента вихрострумового перетворювача годограф сигналу від дефекту, по годографу сигналу від дефекту визначають...
Спосіб відстроювання від впливу зазору у вихрострумовій дефектоскопії феромагнітних виробів
Номер патенту: 63505
Опубліковано: 10.10.2011
Автори: Трушаков Дмитро Володимирович, Мартинов Віталій Васильович
МПК: G01N 27/00
Мітки: виробів, впливу, вихрострумовий, дефектоскопії, спосіб, феромагнітних, зазору, відстроювання
Формула / Реферат:
Спосіб відстроювання від впливу зазору у вихрострумовій дефектоскопії феромагнітних виробів, який полягає у тому, що автогенератор синусоїдальної напруги збуджує вимірювальний та еталонний коливальні контури, еталонний коливальний контур виконаний ідентичним вимірювальному і розташований поза поверхнею феромагнітного виробу, сигнали від еталонного і вимірювального коливальних контурів порівнюють, а отриманий сигнал непогодження...
Спосіб повного відстроювання від впливу проміжку у вихорострумовій дефектоскопії феромагнітних виробів
Номер патенту: 34933
Опубліковано: 15.03.2001
Автори: Ващенко Борис Іванович, Трушаков Дмитро Володимирович
МПК: G01N 27/90
Мітки: дефектоскопії, феромагнітних, виробів, відстроювання, вихорострумовий, повного, проміжку, спосіб, впливу
Формула / Реферат:
Спосіб повного відстроювання від впливу проміжку у вихорострумовій дефектоскопії феромагнітних виробів, полягаючий у тому, що вимірюють сигнал, отриманий від увімкненого в вимірювальний коливальний контур накладного вихорострумового перетворювача, який збуджується сигналом автогенератора синусоїдальної напруги і встановлений на поверхню феромагнітного виробу з деяким заважаючим проміжком, відрізняється тим, що з метою підвищення точності...
Спосіб ультразвукового контролю поверхні металічних феромагнітних виробів
Номер патенту: 73444
Опубліковано: 25.09.2012
Автор: Сучков Григорій Михайлович
МПК: G01N 29/04
Мітки: поверхні, ультразвукового, феромагнітних, спосіб, металічних, виробів, контролю
Формула / Реферат:
Спосіб ультразвукового контролю поверхні металічних феромагнітних виробів, що включає збудження поверхневих хвиль шляхом одночасної дії магнітного поля і високочастотного струму на поверхневий шар виробу, прийом відбитих імпульсів поверхневих хвиль від дефектів або елементів виробу, аналіз прийнятих імпульсів, який відрізняється тим, що, при збудженні поверхневих хвиль, діють поляризуючим магнітним полем і імпульсами високочастотного струму...
Спосіб навантаження деталей при голографічній дефектоскопії
Номер патенту: 47375
Опубліковано: 25.01.2010
Автор: Карабиньош Сергій Степанович
МПК: G01B 5/24
Мітки: дефектоскопії, спосіб, навантаження, голографічний, деталей
Формула / Реферат:
Спосіб навантаження деталей при голографічній дефектоскопії, що включає навантаження просторової тонкостінної деталі, який відрізняється тим, що деталь навантажують акустичною хвилею за допомогою гучномовця, який розміщують на віддалі 20-25 мм від поверхні або в зоні імовірної появи дефекту.
Попередній патент: Спосіб ультразвукового контролю поверхні металічних феромагнітних виробів
Наступний патент: Спосіб забезпечення управління доступом у захищених багатомашинних автоматизованих системах
Випадковий патент: Програмний пристрій приоритетного обслуговування запитів