Спосіб розточування глибоких отворів великих діаметрів на токарних верстатах
Формула / Реферат
Спосіб розточування глибоких отворів великих діаметрів на токарних верстатах, що включає переміщення розточувального різця вздовж осі деталі в отворі, який відрізняється тим, що розточування виконують з притисканням розточувального різця до поверхні, що обробляється, пристроєм з телескопічними циліндрами, який розміщують на оправці і переміщують вздовж її осі.
Текст
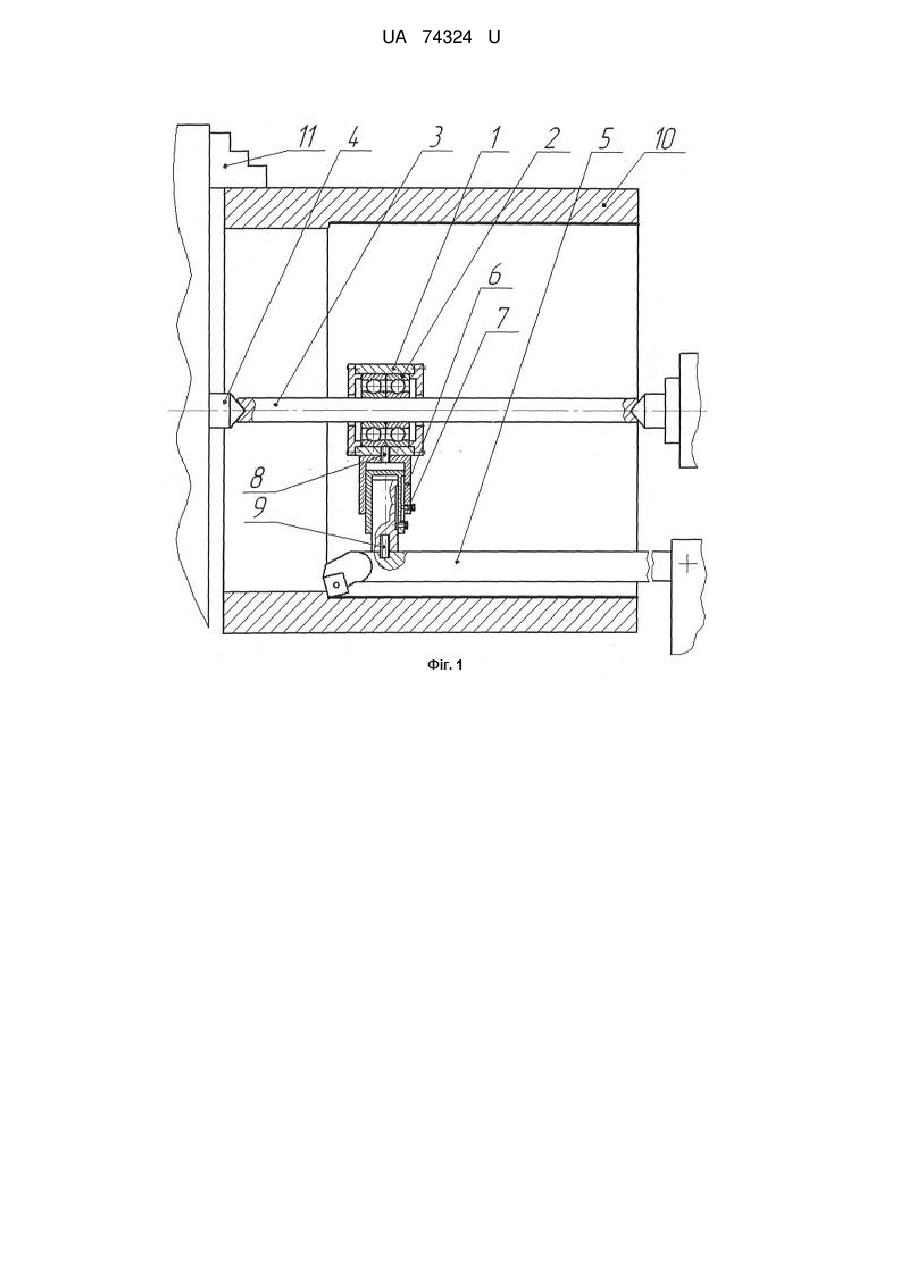
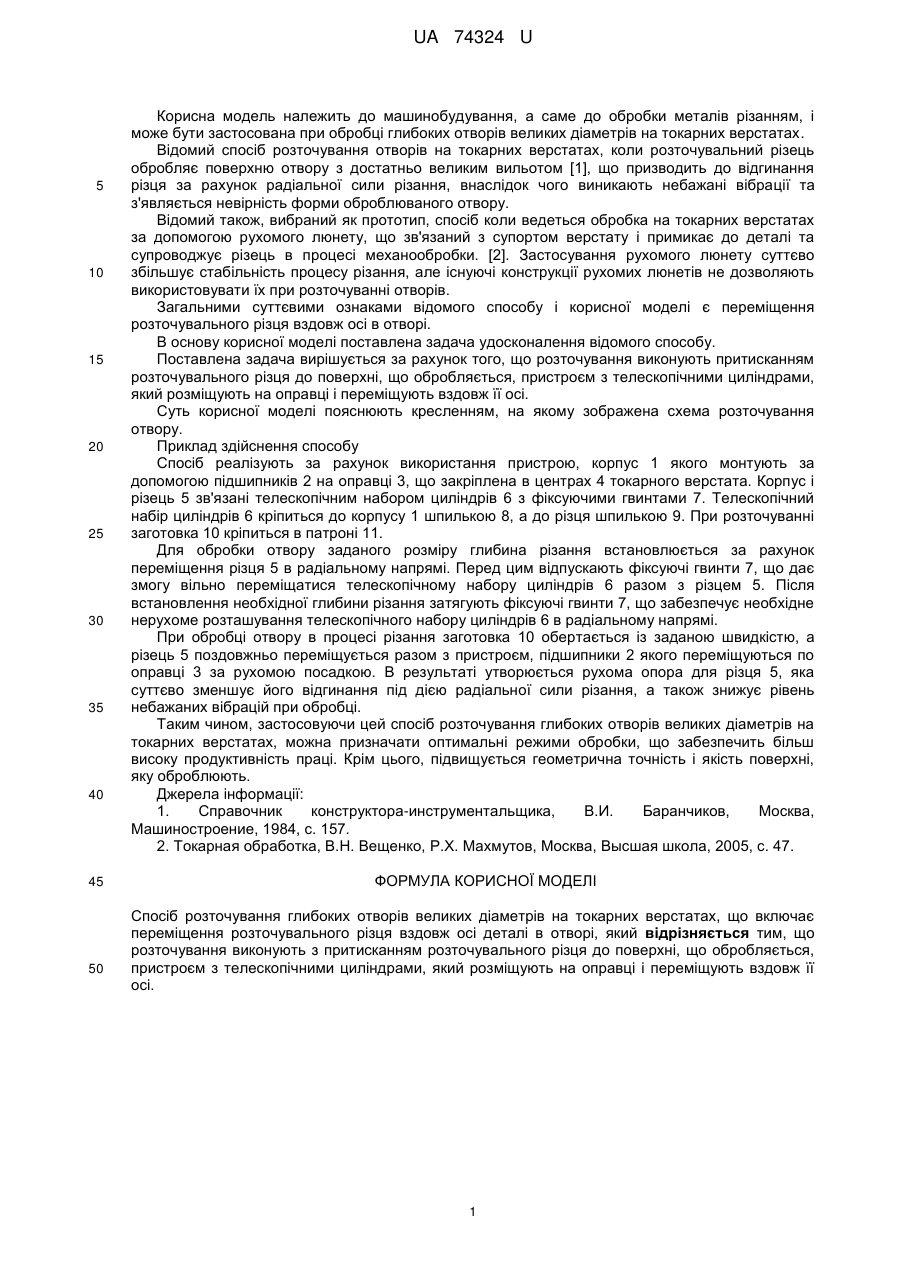
Реферат: UA 74324 U UA 74324 U 5 10 15 20 25 30 35 40 45 50 Корисна модель належить до машинобудування, а саме до обробки металів різанням, і може бути застосована при обробці глибоких отворів великих діаметрів на токарних верстатах. Відомий спосіб розточування отворів на токарних верстатах, коли розточувальний різець обробляє поверхню отвору з достатньо великим вильотом [1], що призводить до відгинання різця за рахунок радіальної сили різання, внаслідок чого виникають небажані вібрації та з'являється невірність форми оброблюваного отвору. Відомий також, вибраний як прототип, спосіб коли ведеться обробка на токарних верстатах за допомогою рухомого люнету, що зв'язаний з супортом верстату і примикає до деталі та супроводжує різець в процесі механообробки. [2]. Застосування рухомого люнету суттєво збільшує стабільність процесу різання, але існуючі конструкції рухомих люнетів не дозволяють використовувати їх при розточуванні отворів. Загальними суттєвими ознаками відомого способу і корисної моделі є переміщення розточувального різця вздовж осі в отворі. В основу корисної моделі поставлена задача удосконалення відомого способу. Поставлена задача вирішується за рахунок того, що розточування виконують притисканням розточувального різця до поверхні, що обробляється, пристроєм з телескопічними циліндрами, який розміщують на оправці і переміщують вздовж її осі. Суть корисної моделі пояснюють кресленням, на якому зображена схема розточування отвору. Приклад здійснення способу Спосіб реалізують за рахунок використання пристрою, корпус 1 якого монтують за допомогою підшипників 2 на оправці 3, що закріплена в центрах 4 токарного верстата. Корпус і різець 5 зв'язані телескопічним набором циліндрів 6 з фіксуючими гвинтами 7. Телескопічний набір циліндрів 6 кріпиться до корпусу 1 шпилькою 8, а до різця шпилькою 9. При розточуванні заготовка 10 кріпиться в патроні 11. Для обробки отвору заданого розміру глибина різання встановлюється за рахунок переміщення різця 5 в радіальному напрямі. Перед цим відпускають фіксуючі гвинти 7, що дає змогу вільно переміщатися телескопічному набору циліндрів 6 разом з різцем 5. Після встановлення необхідної глибини різання затягують фіксуючі гвинти 7, що забезпечує необхідне нерухоме розташування телескопічного набору циліндрів 6 в радіальному напрямі. При обробці отвору в процесі різання заготовка 10 обертається із заданою швидкістю, а різець 5 поздовжньо переміщується разом з пристроєм, підшипники 2 якого переміщуються по оправці 3 за рухомою посадкою. В результаті утворюється рухома опора для різця 5, яка суттєво зменшує його відгинання під дією радіальної сили різання, а також знижує рівень небажаних вібрацій при обробці. Таким чином, застосовуючи цей спосіб розточування глибоких отворів великих діаметрів на токарних верстатах, можна призначати оптимальні режими обробки, що забезпечить більш високу продуктивність праці. Крім цього, підвищується геометрична точність і якість поверхні, яку оброблюють. Джерела інформації: 1. Справочник конструктора-инструментальщика, В.И. Баранчиков, Москва, Машиностроение, 1984, с. 157. 2. Токарная обработка, В.Н. Вещенко, Р.Х. Махмутов, Москва, Высшая школа, 2005, с. 47. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб розточування глибоких отворів великих діаметрів на токарних верстатах, що включає переміщення розточувального різця вздовж осі деталі в отворі, який відрізняється тим, що розточування виконують з притисканням розточувального різця до поверхні, що обробляється, пристроєм з телескопічними циліндрами, який розміщують на оправці і переміщують вздовж її осі. 1 UA 74324 U Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюAmethod for boring deep holes of large diameters on lathes
Автори англійськоюKhoroshailo Vadym Viktorovych
Назва патенту російськоюСпособ расточки глубоких отверстий больших диаметров на токарных станках
Автори російськоюХорошайло Вадим Викторович
МПК / Мітки
МПК: B23B 1/00
Мітки: верстатах, діаметрів, глибоких, спосіб, великих, отворів, розточування, токарних
Код посилання
<a href="https://ua.patents.su/4-74324-sposib-roztochuvannya-glibokikh-otvoriv-velikikh-diametriv-na-tokarnikh-verstatakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб розточування глибоких отворів великих діаметрів на токарних верстатах</a>
Опорна штанга для обробки наскрізних отворів на токарних верстатах
Номер патенту: 35728
Опубліковано: 10.10.2008
Автор: Зеленков Володимир Василійович
МПК: B23B 3/00, B23B 13/00
Мітки: штанга, наскрізних, верстатах, опорна, отворів, токарних, обробки
Формула / Реферат:
1. Штанга, виконана у вигляді циліндричного, металевого стрижня, що має інструментальний конус на одному кінці й центрувальний отвір на другому.2. Штанга по п. 1, яка відрізняється тим, що додатково має закритий, наскрізний паз уздовж горизонтальної осі стрижня.3. Штанга по п. 1, яка відрізняється тим, що додатково має закритий глухий паз і бічну лиску уздовж горизонтальної осі стрижня.
Пристрій для розточування і поверхневої пластичної деформації отворів

Номер патенту: 31097
Опубліковано: 25.03.2008
Автори: Аветісян Віктор Казарович, Автухов Анатолій Кузьмич, Попов Олег Олександрович, Польотов Василь Андрійович, Сайчук Олександр Васильович, Сідашенко Олександр Іванович
МПК: B23P 6/00
Мітки: поверхневої, деформації, пристрій, пластичної, отворів, розточування
Формула / Реферат:
1. Пристрій для розточування і поверхневої пластичної деформації отворів, що включає різець і кульки для поверхневої пластичної деформації, який відрізняється тим, що містить компенсатори, встановлені в площині дії радіальної складової сили різання і симетрично осі різця, при цьому центральний кут між компенсаторами і віссю різця складає 120 градусів.2. Пристрій за п. 1, який відрізняється тим, що компенсатори виконані у вигляді...
Пристрій для суміщеного процесу розточування і поверхневої пластичної деформації отворів
Номер патенту: 26595
Опубліковано: 25.09.2007
Автори: Аветісян Віктор Казарович, Сідашенко Олександр Іванович, Поліщук Ігор Володимирович, Карпусенко Віктор Пилипович
МПК: B23B 29/00
Мітки: розточування, пристрій, процесу, пластичної, отворів, поверхневої, деформації, суміщеного
Формула / Реферат:
1. Пристрій для суміщеного процесу розточування і поверхневої пластичної деформації отворів, що містить корпус зі встановленими в ньому рухомими в радіальному напрямі різальним і деформувальними елементами і механізм регулювання розміру обробки, забезпечений регулювальним гвинтом, при цьому різальний елемент виконаний у вигляді різця, встановленого в різцетримачі, а деформувальні елементи виконані у вигляді кульок, який відрізняється тим, що...
Пристрій для розточування конусних отворів
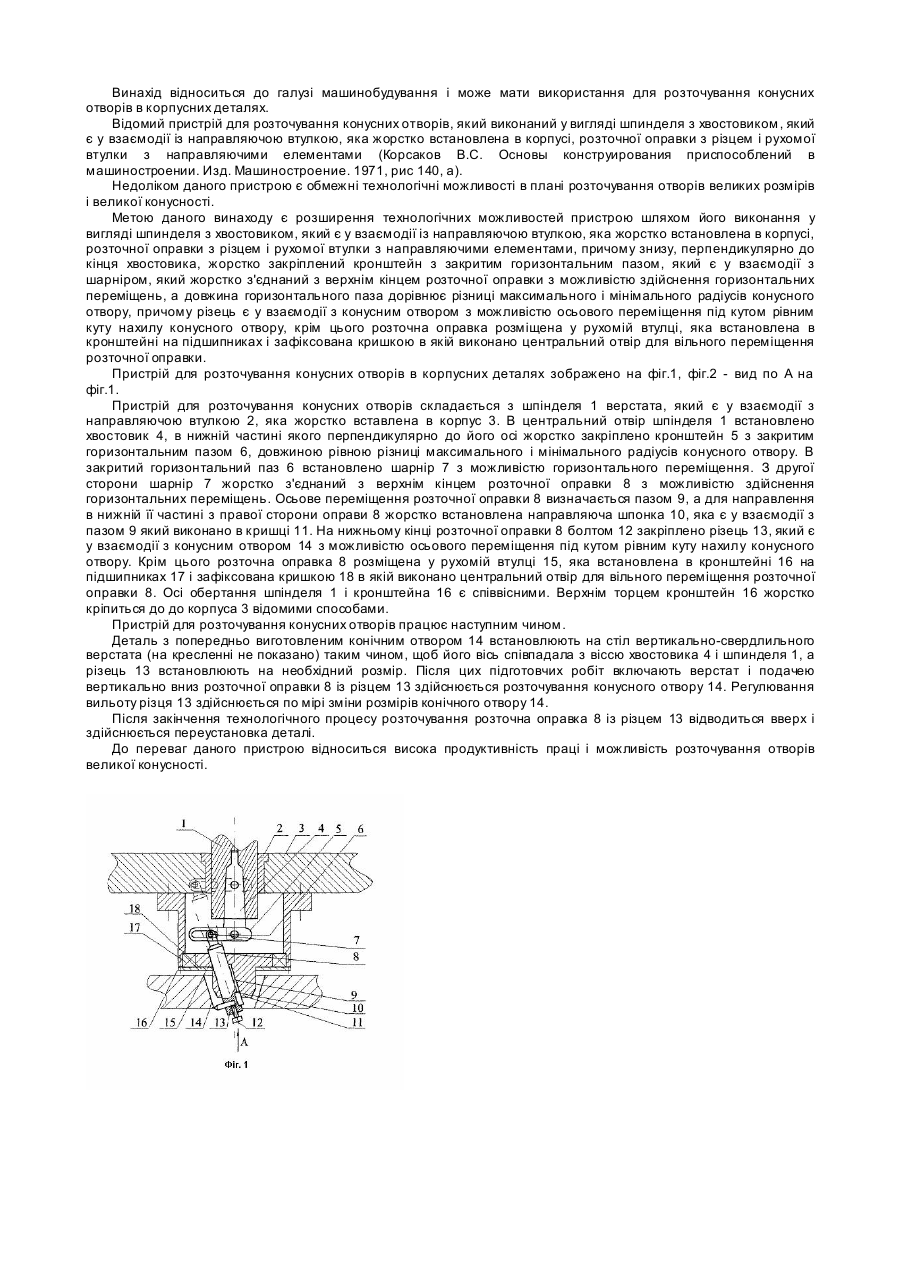
Номер патенту: 66165
Опубліковано: 15.04.2004
Автор: Левкович Михайло Геннадійович
МПК: B23B 5/00
Мітки: конусних, отворів, розточування, пристрій
Формула / Реферат:
Пристрій для розточування конусних отворів, який виконаний у вигляді шпинделя з хвостовиком, який є у взаємодії із направляючою втулкою, яка жорстко встановлена в корпусі, розточної оправки з різцем і рухомої втулки, який відрізняється тим, що знизу, перпендикулярно до кінця хвостовика, жорстко закріплений кронштейн з закритим горизонтальним пазом, який є у взаємодії з шарніром, який жорстко з'єднаний з верхнім кінцем розточної оправки з...
Інструмент для заміру діаметрів отворів
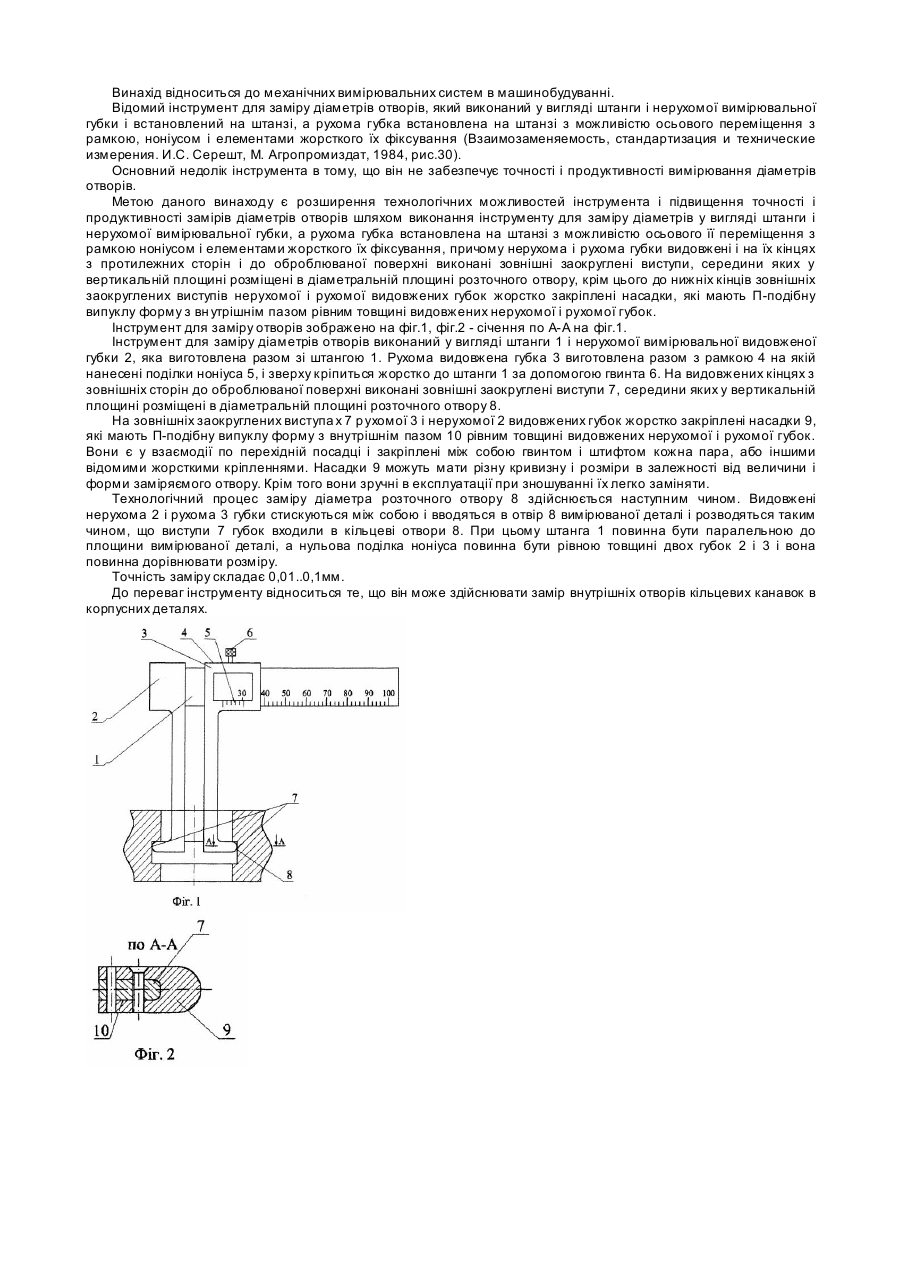
Номер патенту: 64993
Опубліковано: 15.03.2004
Автори: Гевко Ігор Богданович, Матвійчук Анатолій Васильович, Левкович Михайло Генадійович
Мітки: діаметрів, інструмент, отворів, заміру
Формула / Реферат:
1. Інструмент для заміру діаметрів отворів, який виконаний у вигляді штанги і нерухомої вимірювальної губки, а рухома губка встановлена на штанзі з можливістю осьового її переміщення з рамкою, ноніусом і елементами жорсткого їх фіксування, який відрізняється тим, що нерухома і рухома губки подовжені і на їх кінцях з зовнішніх сторін до оброблюваної поверхні виконані зовнішні заокруглені виступи, середини яких у вертикальній площині розміщені...
Попередній патент: Дробоструминна камера для обробки виробів дробом
Наступний патент: Пристрій для отримання пластичних вугільних формовок
Випадковий патент: Рухома підставка для настільного апарата