Пристрій для розточування і поверхневої пластичної деформації отворів
Номер патенту: 31097
Опубліковано: 25.03.2008
Автори: Польотов Василь Андрійович, Аветісян Віктор Казарович, Сайчук Олександр Васильович, Сідашенко Олександр Іванович, Автухов Анатолій Кузьмич, Попов Олег Олександрович

Формула / Реферат
1. Пристрій для розточування і поверхневої пластичної деформації отворів, що включає різець і кульки для поверхневої пластичної деформації, який відрізняється тим, що містить компенсатори, встановлені в площині дії радіальної складової сили різання і симетрично осі різця, при цьому центральний кут між компенсаторами і віссю різця складає 120 градусів.
2. Пристрій за п. 1, який відрізняється тим, що компенсатори виконані у вигляді підпружинених елементів котіння.
Текст
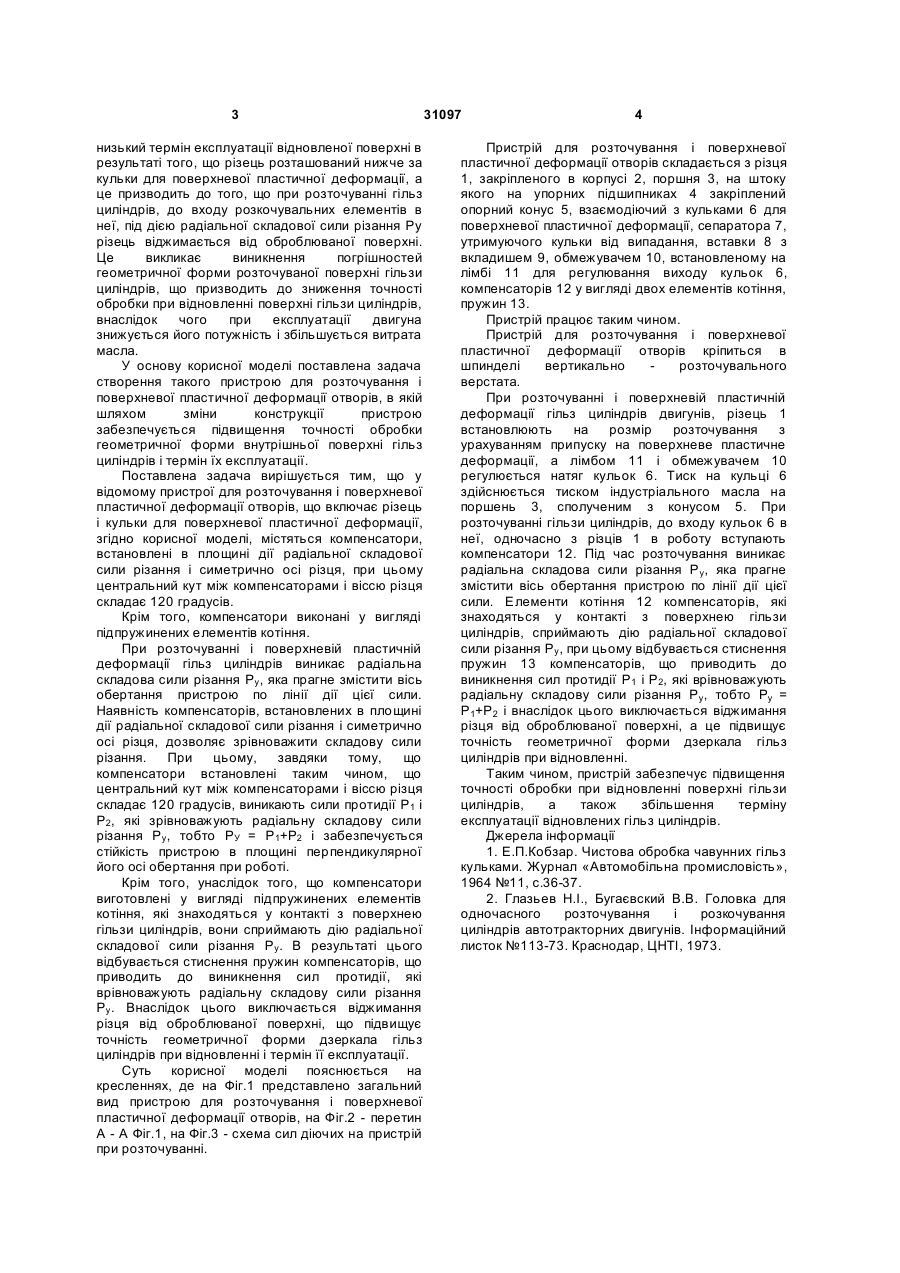
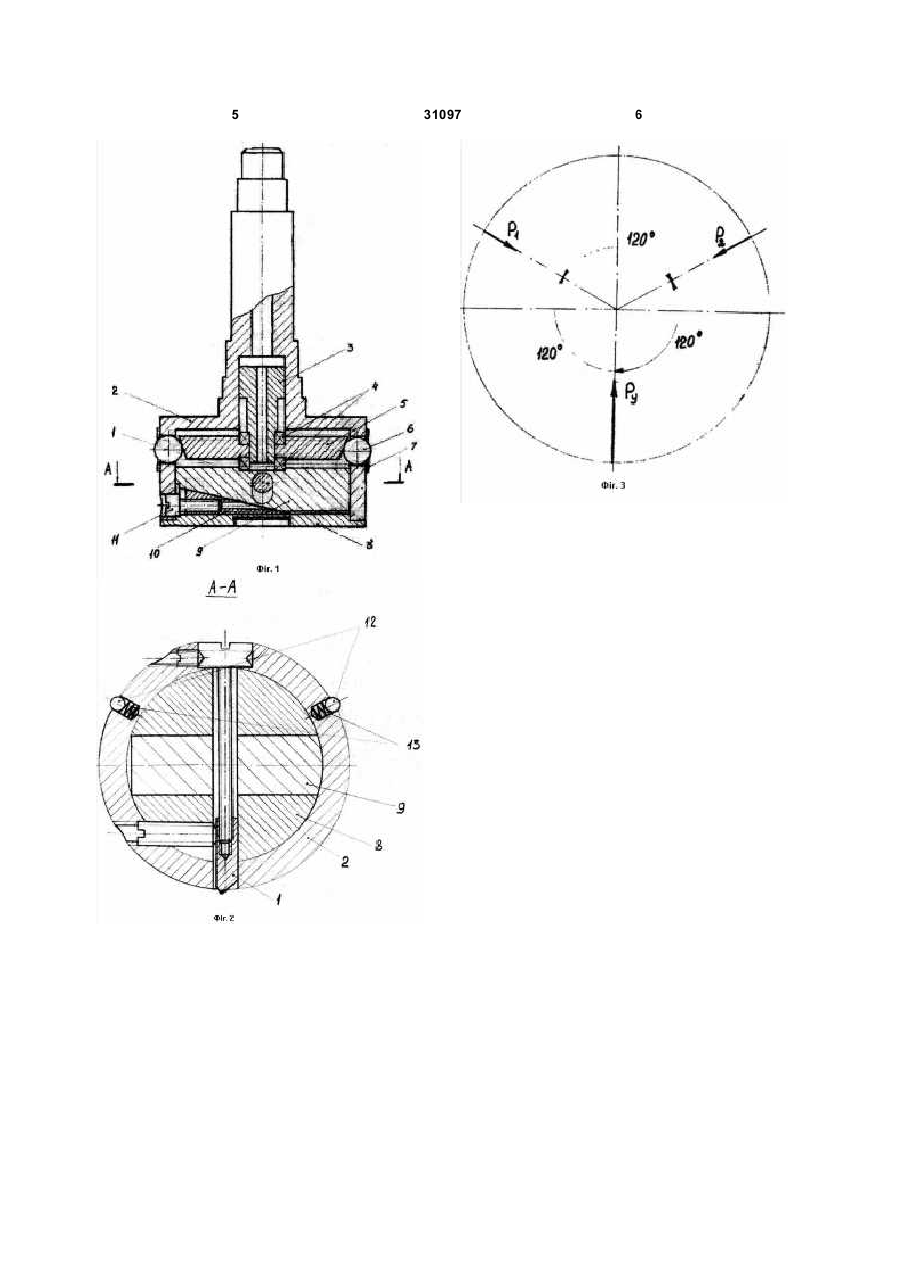
1. Пристрій для розточування і поверхневої пластичної деформації отворів, що включає різець і кульки для поверхневої пластичної деформації, який відрізняється тим, що містить компенсатори, встановлені в площині дії радіальної складової сили різання і симетрично осі різця, при цьому центральний кут між компенсаторами і віссю різця складає 120 градусів. 2. Пристрій за п. 1, який відрізняється тим, що компенсатори виконані у вигляді підпружинених елементів котіння. (19) (21) u200713207 (22) 27.11.2007 (24) 25.03.2008 (46) 25.03.2008, Бюл.№ 6, 2008 рік (72) АВЕТІСЯН ВІКТОР КАЗАРОВИЧ, UA, АВТУХОВ АНАТОЛІЙ КУЗЬМИЧ, UA, ПОЛЬОТОВ ВАСИЛЬ АНДРІЙОВИЧ, UA, ПОПОВ ОЛЕГ ОЛЕКСАНДРОВИЧ, UA, САЙЧУК ОЛЕКСАНДР ВАСИЛЬОВИЧ, UA, СІДАШЕНКО ОЛЕКСАНДР ІВАНОВИЧ, UA (73) АВЕТІСЯН ВІКТОР КАЗАРОВИЧ, UA (56) 3 низький термін експлуатації відновленої поверхні в результаті того, що різець розташований нижче за кульки для поверхневої пластичної деформації, а це призводить до того, що при розточуванні гільз циліндрів, до входу розкочувальних елементів в неї, під дією радіальної складової сили різання Ру різець віджимається від оброблюваної поверхні. Це викликає виникнення погрішностей геометричної форми розточуваної поверхні гільзи циліндрів, що призводить до зниження точності обробки при відновленні поверхні гільзи циліндрів, внаслідок чого при експлуатації двигуна знижується його потужність і збільшується витрата масла. У основу корисної моделі поставлена задача створення такого пристрою для розточування і поверхневої пластичної деформації отворів, в якій шляхом зміни конструкції пристрою забезпечується підвищення точності обробки геометричної форми внутрішньої поверхні гільз циліндрів і термін їх експлуатації. Поставлена задача вирішується тим, що у відомому пристрої для розточування і поверхневої пластичної деформації отворів, що включає різець і кульки для поверхневої пластичної деформації, згідно корисної моделі, містяться компенсатори, встановлені в площині дії радіальної складової сили різання і симетрично осі різця, при цьому центральний кут між компенсаторами і віссю різця складає 120 градусів. Крім того, компенсатори виконані у вигляді підпружинених елементів котіння. При розточуванні і поверхневій пластичній деформації гільз циліндрів виникає радіальна складова сили різання Ру, яка прагне змістити вісь обертання пристрою по лінії дії цієї сили. Наявність компенсаторів, встановлених в площині дії радіальної складової сили різання і симетрично осі різця, дозволяє зрівноважити складову сили різання. При цьому, завдяки тому, що компенсатори встановлені таким чином, що центральний кут між компенсаторами і віссю різця складає 120 градусів, виникають сили протидії Р1 і Р2, які зрівноважують радіальну складову сили різання Ру, тобто РУ = Р1+Р2 і забезпечується стійкість пристрою в площині перпендикулярної його осі обертання при роботі. Крім того, унаслідок того, що компенсатори виготовлені у вигляді підпружинених елементів котіння, які знаходяться у контакті з поверхнею гільзи циліндрів, вони сприймають дію радіальної складової сили різання Ру. В результаті цього відбувається стиснення пружин компенсаторів, що приводить до виникнення сил протидії, які врівноважують радіальну складову сили різання Ру. Внаслідок цього виключається віджимання різця від оброблюваної поверхні, що підвищує точність геометричної форми дзеркала гільз циліндрів при відновленні і термін її експлуатації. Суть корисної моделі пояснюється на кресленнях, де на Фіг.1 представлено загальний вид пристрою для розточування і поверхневої пластичної деформації отворів, на Фіг.2 - перетин А - А Фіг.1, на Фіг.3 - схема сил діючих на пристрій при розточуванні. 31097 4 Пристрій для розточування і поверхневої пластичної деформації отворів складається з різця 1, закріпленого в корпусі 2, поршня 3, на штоку якого на упорних підшипниках 4 закріплений опорний конус 5, взаємодіючий з кульками 6 для поверхневої пластичної деформації, сепаратора 7, утримуючого кульки від випадання, вставки 8 з вкладишем 9, обмежувачем 10, встановленому на лімбі 11 для регулювання виходу кульок 6, компенсаторів 12 у вигляді двох елементів котіння, пружин 13. Пристрій працює таким чином. Пристрій для розточування і поверхневої пластичної деформації отворів кріпиться в шпинделі вертикально розточувального верстата. При розточуванні і поверхневій пластичній деформації гільз циліндрів двигунів, різець 1 встановлюють на розмір розточування з урахуванням припуску на поверхневе пластичне деформації, а лімбом 11 і обмежувачем 10 регулюється натяг кульок 6. Тиск на кульці 6 здійснюється тиском індустріального масла на поршень 3, сполученим з конусом 5. При розточуванні гільзи циліндрів, до входу кульок 6 в неї, одночасно з різців 1 в роботу вступають компенсатори 12. Під час розточування виникає радіальна складова сили різання Р у, яка прагне змістити вісь обертання пристрою по лінії дії цієї сили. Елементи котіння 12 компенсаторів, які знаходяться у контакті з поверхнею гільзи циліндрів, сприймають дію радіальної складової сили різання Ру, при цьому відбувається стиснення пружин 13 компенсаторів, що приводить до виникнення сил протидії Р 1 і Р2, які врівноважують радіальну складову сили різання Ру, тобто Ру = Р1+Р2 і внаслідок цього виключається віджимання різця від оброблюваної поверхні, а це підвищує точність геометричної форми дзеркала гільз циліндрів при відновленні. Таким чином, пристрій забезпечує підвищення точності обробки при відновленні поверхні гільзи циліндрів, а також збільшення терміну експлуатації відновлених гільз циліндрів. Джерела інформації 1. Е.П.Кобзар. Чистова обробка чавунних гільз кульками. Журнал «Автомобільна промисловість», 1964 №11, с.36-37. 2. Глазьев Н.І., Бугаєвский В.В. Головка для одночасного розточування і розкочування циліндрів автотракторних двигунів. Інформаційний листок №113-73. Краснодар, ЦНТІ, 1973. 5 31097 6
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for boring and surface plastic deformation of openings
Автори англійськоюAvetisian Viktor Kazarovych, Avtukhov Anatolii Kuzmych, Poliotov Vasyl Andriiovych, Popov Oleh Oleksandrovych, Saichuk Oleksandr Vasyliovych, Sidashenko Oleksandr Ivanovych
Назва патенту російськоюУстройство для растачивания и поверхностной пластической деформации отверстий
Автори російськоюАветисян Виктор Казарович, Автухов Анатолий Кузьмич, Полетов Василий Андреевич, Попов Олег Александрович, Сайчук Александр Васильевич, Сидашенко Александр Иванович
МПК / Мітки
МПК: B23P 6/00
Мітки: деформації, пластичної, пристрій, розточування, поверхневої, отворів
Код посилання
<a href="https://ua.patents.su/3-31097-pristrijj-dlya-roztochuvannya-i-poverkhnevo-plastichno-deformaci-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для розточування і поверхневої пластичної деформації отворів</a>
Пристрій для суміщеного процесу розточування і поверхневої пластичної деформації отворів
Номер патенту: 26595
Опубліковано: 25.09.2007
Автори: Аветісян Віктор Казарович, Карпусенко Віктор Пилипович, Поліщук Ігор Володимирович, Сідашенко Олександр Іванович
МПК: B23B 29/00
Мітки: пристрій, суміщеного, отворів, деформації, процесу, пластичної, розточування, поверхневої
Формула / Реферат:
1. Пристрій для суміщеного процесу розточування і поверхневої пластичної деформації отворів, що містить корпус зі встановленими в ньому рухомими в радіальному напрямі різальним і деформувальними елементами і механізм регулювання розміру обробки, забезпечений регулювальним гвинтом, при цьому різальний елемент виконаний у вигляді різця, встановленого в різцетримачі, а деформувальні елементи виконані у вигляді кульок, який відрізняється тим, що...
Пристрій для розточування конусних отворів
Номер патенту: 66165
Опубліковано: 15.04.2004
Автор: Левкович Михайло Геннадійович
МПК: B23B 5/00
Мітки: пристрій, розточування, отворів, конусних
Формула / Реферат:
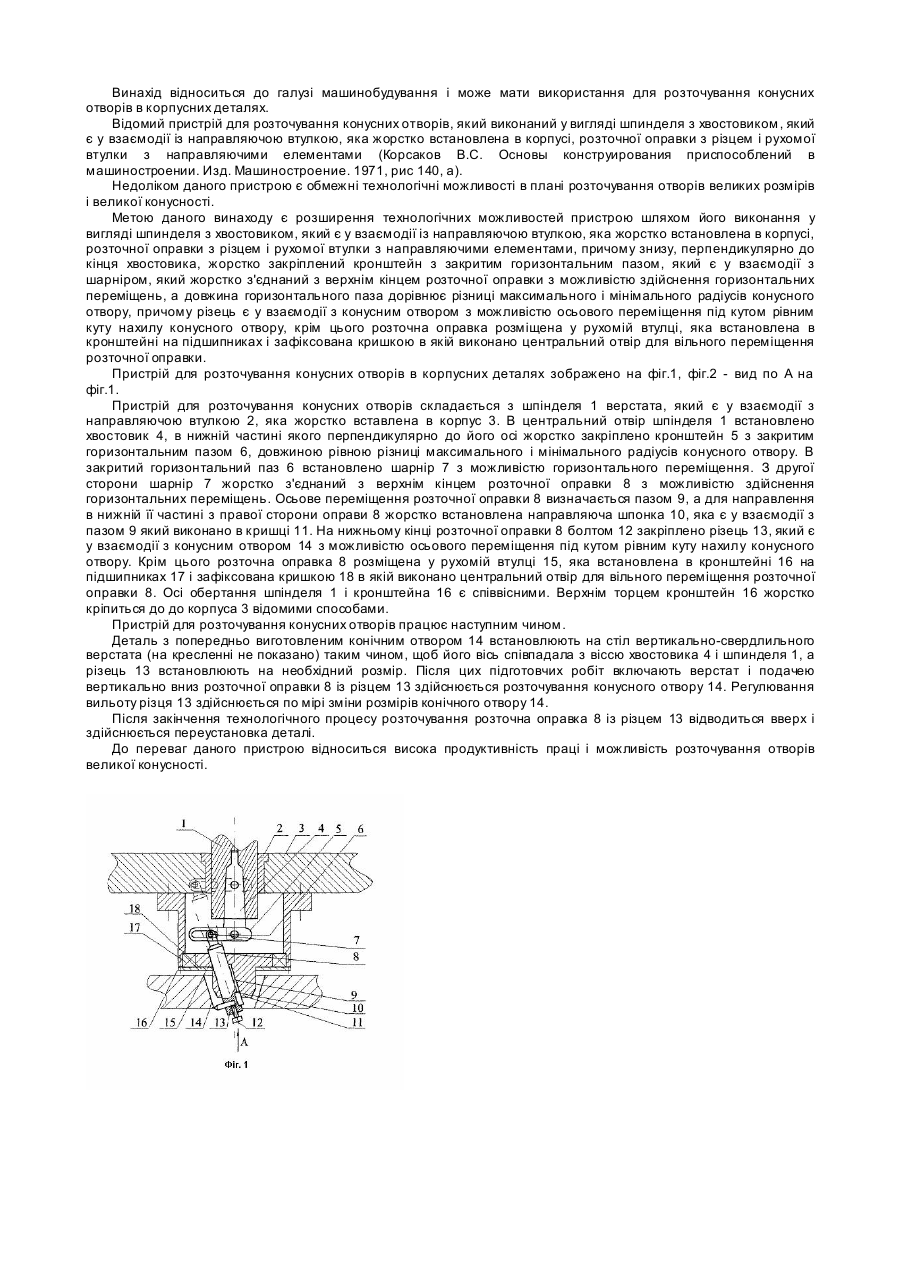
Пристрій для розточування конусних отворів, який виконаний у вигляді шпинделя з хвостовиком, який є у взаємодії із направляючою втулкою, яка жорстко встановлена в корпусі, розточної оправки з різцем і рухомої втулки, який відрізняється тим, що знизу, перпендикулярно до кінця хвостовика, жорстко закріплений кронштейн з закритим горизонтальним пазом, який є у взаємодії з шарніром, який жорстко з'єднаний з верхнім кінцем розточної оправки з...
Верстат для одночасного розточування отворів у корпусних деталях
Номер патенту: 51936
Опубліковано: 16.12.2002
Автор: Гевко Ігор Богданович
МПК: B23Q 37/00
Мітки: розточування, одночасного, корпусних, верстат, деталях, отворів
Формула / Реферат:
Верстат для одночасного розточування отворів у корпусних деталях, що виконаний у вигляді станини, механізмів приводу, подачі, шпиндельного вузла, супортів поперечного і поздовжнього з розточувальними різцями, патрона для кріплення корпусу, який відрізняється тим, що в шпиндельному вузлі верстата з лівої сторони оброблюваного корпусу встановлено механізм осьової подачі різця, який виконаний у вигляді шліцьового з’єднання, шліцьового вала і...
Пристрій для розточування кільцевих канавок в корпусних деталях
Номер патенту: 53991
Опубліковано: 17.02.2003
Автори: Гевко Ігор Богданович, Гупка Богдан Васильович, Драган Андрій Петрович
МПК: B23B 5/00
Мітки: пристрій, деталях, корпусних, кільцевих, розточування, канавок
Формула / Реферат:
Пристрій для розточування кільцевих канавок в корпусних деталях, який виконаний у вигляді шпінделя, в нижній частині якого розміщено один радіальний різець з можливістю обертання по колу, і поворотного стола, до якого жорстко закріплений корпус, який відрізняється тим, що корпус жорстко встановлено на плиті поворотного пристрою, вісь якого співпадає з віссю поворотного стола, з можливістю обертання по колу і руху подачі різця, рівного глибині...
Пристрій для розточування кільцевих канавок

Номер патенту: 43097
Опубліковано: 15.11.2001
Автори: Головняк Руслан Васильович, Гевко Ігор Богданович, Гевко Іван Богданович
МПК: B23B 5/00
Мітки: канавок, кільцевих, розточування, пристрій
Формула / Реферат:
Пристрій для розточування кільцевих канавок, який виконаний у вигляді хвостовика, який є в контакті з втулкою, в нижній частині якої радіальне розміщені різці, у верхній частині втулки рівномірно по колу розміщені, наприклад, три пальці, які є в контакті з відповідними осьовими пазами, виконаними у хвостовику і втулці, центрування пристрою по отвору корпусу здійснює центрувальний отвір корпусу, який відрізняється тим, що до неробочих кінців...
Попередній патент: Процес підготовки поверхні при відновленні деталей напиленням
Наступний патент: Спосіб виявлення дефектних частин напівпровідникових кристалів
Випадковий патент: Транспортер-очисник коренеплодів