Екструдер
Номер патенту: 7469
Опубліковано: 29.09.1995
Автори: Коношевич Тамара Іванівна, Кузнєцов Микола Андрійович, Бармашин Євгеній Петрович, Гончаренко Василь Максимович, Войтушенко Петро Олександрович
Формула / Реферат
Экструдер, содержащий корпус, неподвижно установленный в нем сердечник, систему термостатирования и связанный с приводом вращения ленточный шнек, выполненный в виде наружной и внутренней концентрично расположенных винтовых пружин с противоположным направлением витков, отличающийся тем, что, с целью повышения производительности экструдера за счет обеспечения постоянного контакта витков ленточного шнека с рабочими поверхностями корпуса и сердечника, наружная и внутренняя винтовые пружины ленточного шнека в местах их взаимного пересечения установлены в винтовых пазах, которые выполнены в витках, по меньшей мере, одной из винтовых пружин с возможностью относительного радиального перемещения в пределах упругих деформаций.
Текст
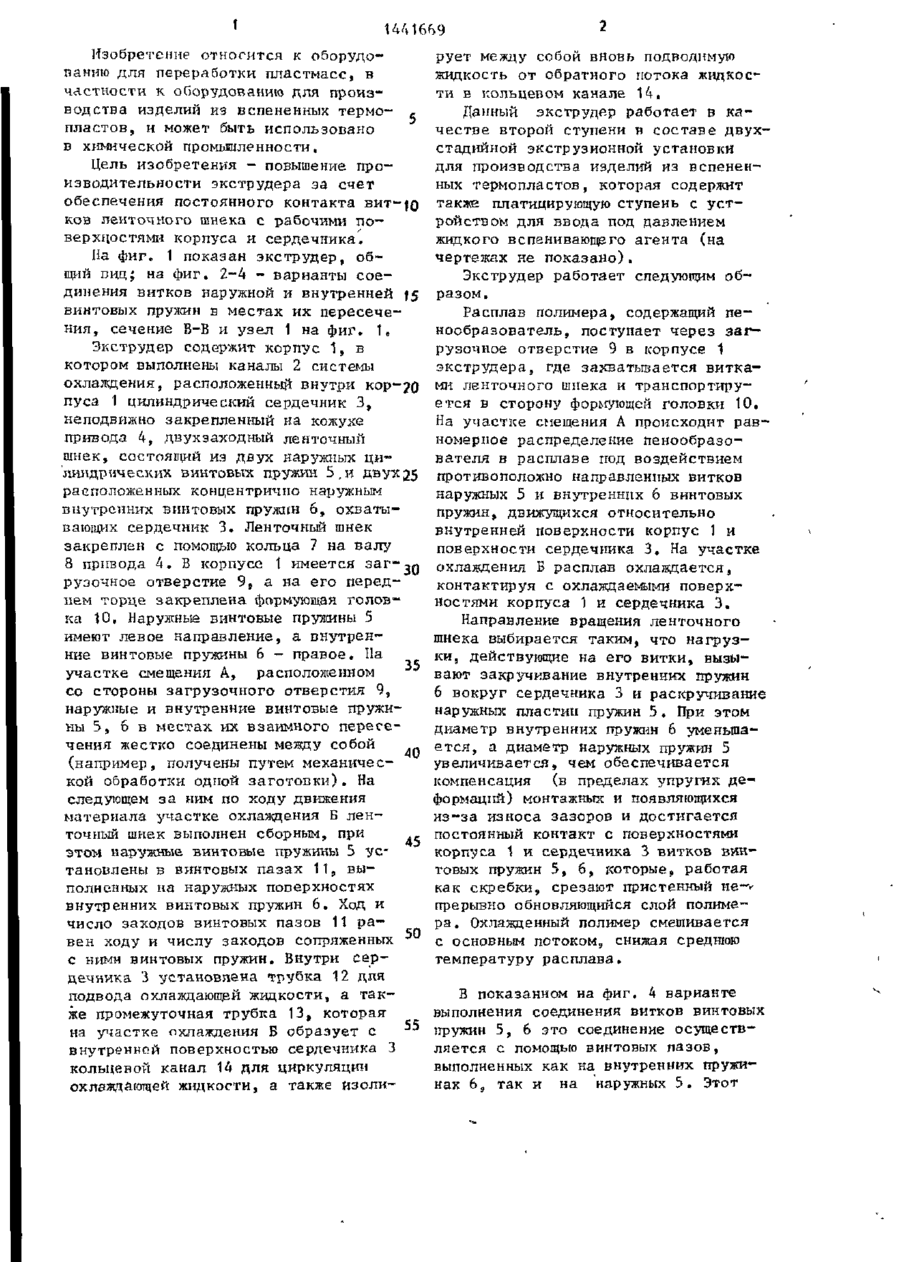
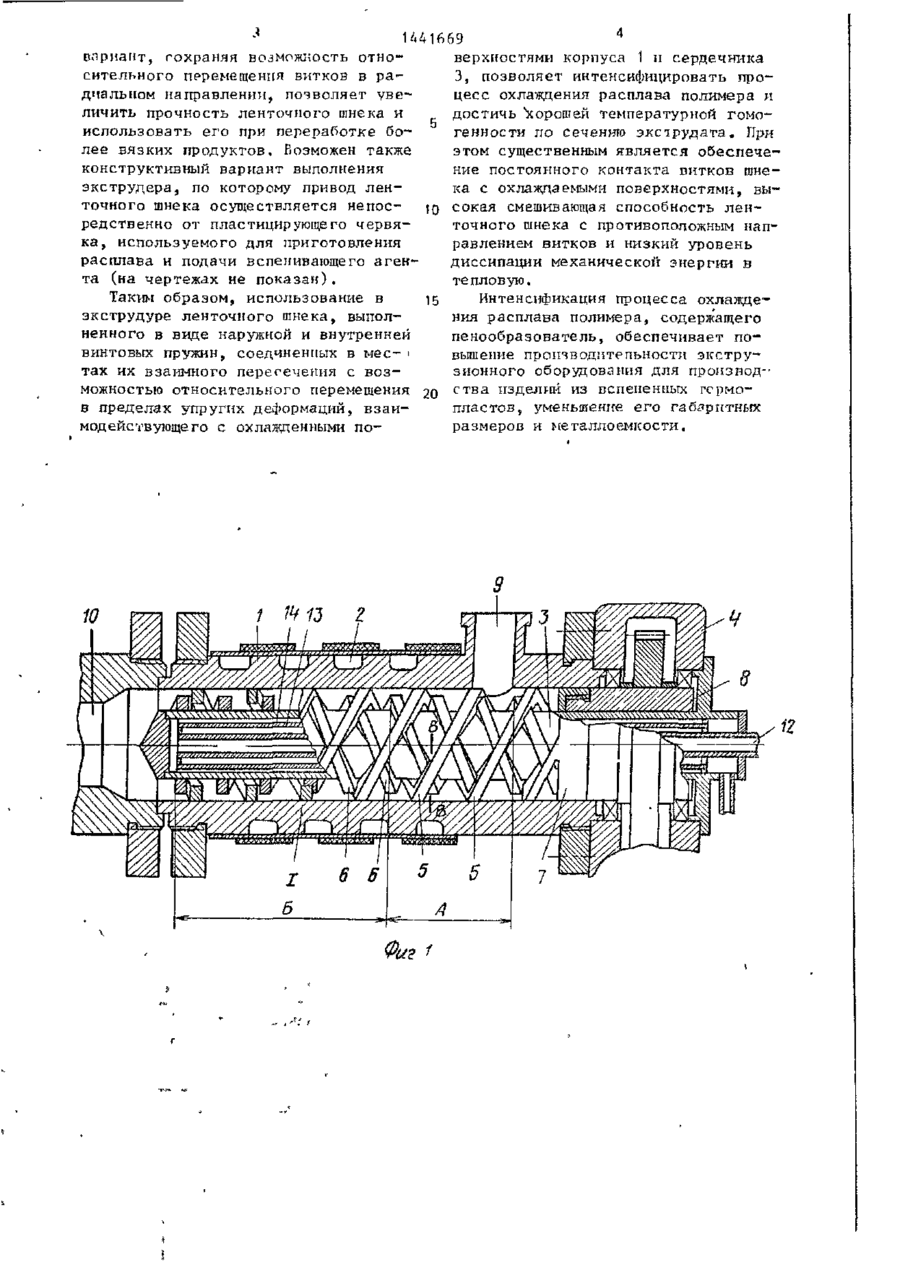
ЭКСТРУДЕР, содержащий корпус, неподвижно установленный в нем сердечник, систему термостатирования и связанный с приводом вращения ленточный шнек, выполненный в виде наружной и внутренней концентрично рас положенных винтовых пружин с противоположным направлением витков, о тл и ч а ю щ и й с я тем, что, с целью повышения производительности экструдера за счет обеспечения постоянного контакта витков ленточного шнека с рабочими поверхностями корпуса и сердечника, наружная и внутренняя винтовые пружины ленточного шнека в местах их взаимного пересечения установлены в винтовых пазах, которые выполнены в витках, по меньшей мере, одной из винтовых пружин с возможностью относительного радиального перемещения в пределах упругих деформаций. 05 44-88 1 1441669 Изобретение относится к оборудорует между собой вновь подводимую ванию для переработки пластмасс, в жидкость от обратного потока жидкосЧАСТНОСТИ к оборудованию для произти в кольцевом канале 14. водства изделий из вспененных термо- с Данный экструдер работает в капластов, и может быть использовано честве второй ступени в составе двухв химической промышленности. стадийной экструзионной установки Цель изобретения - повышение продля производства изделий из вспененизводительности экструдера за счет ных термопластов, которая содержит обеспечения постоянного контакта вит~ю также платицирующую ступень с усткоз ленточного шнека с рабочими поройством для ввода под давлением верхностями корпуса и сердечника. жидкого вспенивающего агента (на чертежах не показано). На фиг. 1 показан экструдер, общий вид; на фиг. 2-4 - варианты соеЭкструдер работает следующим обдинения витков наружной и внутренней J5 разом. винтовых пружин в местах их пересечеРасплав полимера, содержащий пения, сечение В-В и узел 1 на фиг. 1. нообразователь, поступает через загЭкструдер содержит корпус 1, в рузочное отверстие 9 в корпусе 1 котором выполнены каналы 2 системы экструдера, где захватывается виткаохлаждения, расположенный внутри кор-эд ми ленточного шнека и транспортирупуса 1 цилиндрический сердечник 3, ется в сторону формующей головки 10. неподвижно закрепленный на кожухе На участке смещения А происходит равпривода 4, двухзаходный ленточный номерное распределение пенообразошнек, состоящий из двух наружных цивателя в расплаве иод воздействием линдрических винтовых пружин 5,и двух25 противоположно направленных витков расположенных концентрично наружным наружных 5 и внутренних 6 винтовых внутренних винтовых пружин 6, охватыпружин, движущихся относительно вающих сердечник 3. Ленточный шнек внутренней поверхности корпус 1 и закреплен с помощью кольца 7 на валу поверхности сердечника 3. На участке 8 привода 4. В корпусе 1 имеется заг-,« охлаждения Б расплав охлаждается, рузочное отверстие 9 9 а на его передконтактируя с охлаждаемыми поверхнем торце закреплена формующая головностями корпуса 1 и сердечника 3. ка 10, Наружные винтовые пружины 5 Направление вращения ленточного шнека выбирается таким, что нагрузимеют левое направление, а внутренки, действующие на его витки, вызыние винтовые пружины 6 - правое. Па 35 вают закручивание внутренних пружин участке смещения А, расположенном 6 вокруг сердечника 3 и раскручивание со стороны загрузочного отверстия 9, наружных пластин пружин 5. При этом наружные и внутренние винтовые пружидиаметр внутренних пружин 6 уменьшаны 5, 6 в местах их взаимного пересеется, а диаметр наружных пружин 5 чения жестко соединены между собой увеличивается,, чем обеспечивается (например, получены путем механическомпенсация (в пределах упругих декой обработки одной заготовки). На формаций) монтажных и появляющихся следующем за ним по ходу движения из-за износа зазоров и достигается материала участке охлаждения Б ленпостоянный контакт с поверхностями точный шнек выполнен сборным, при 45 корпуса 1 и сердечника 3 витков винэтом наружные винтовые пружины 5 устовых пружин 5, 6, которые, работая тановлены в винтовых пазах 11, выкак скребки, срезают пристенный ие~> полненных на наружных поверхностях прерывно обновляющийся слой полимевнутренних винтовых пружин 6. Ход и ра. Охлажденный полимер смешивается число заходов винтовых пазов 11 равен ходу и числу заходов сопряженных 50 с основным потоком, снижая среднюю температуру расплава. с ними винтовых пружин. Внутри сердечника 3 установлена трубка 12 для В показанном на фиг. 4 варианте подвода охлаждающей жидкости, а таквыполнения соединения витков винтовых же промежуточная трубка 13, которая: пружин 5, 6 это соединение осуществна участке охлаждения Б образует с ляется с помощью винтовых пазов, внутренней поверхностью сердечника 3 выполненных как на внутренних пружикольцевой канал 14 для циркуляции нах 6, так и на наружных 5. Этот охлаждающей жидкости, а также изоли 4 41669 верхностями корпуса 1 н сердечника 3, позволяет интенсифицировать процесс охлаждения расплава полимера и достичь 'хорошей температурной гомогенности по сечению э к с т р у д а т а . При этом существенным является обеспечение постоянного контакта витков шнека с охлазедаемыми поверхностями, вы вариант, сохраняя возможность относительного перемещения витков в радиальном направлении, позволяет увеличить прочность ленточного шнека и использовать его при переработке более вязких продуктов. Возможен также конструктивный вариант выполнения экструдера, по которому привод ленточного шнека осуществляется непосЮ редственно от пластицирующего червяка, используемого для приготовления расплава и подачи вспенивающего агента (на чертежах не показан). Таким образом, использование в 15 экструдуре ленточного шнека, выполненного в виде наружной и внутренней винтовых пружин, соединенных в мес- ' тах их взаимного пересечения с возможностью относительного перемещения 20 в пределах упругих деформаций, взаимодействующего с охлажденными по 10 1 №13 2 сокая смешивающая способность л е н точного шнека с противоположным направлением витков и низкий уровень диссипации механической энергии в тепловую, Интенсификация процесса охлаждения расплава полимера, содержащего пенообразователь, обеспечивает повышение производительности экструзионного оборудования для производи ства изделий из вспененных термопластов, уменьшение его габаритных размеров и і1 ЕЄ та лло емкое ти. Ч 1441669 8-3 Фиг.1 Фиг.З ФигМ Редактор Т.Пилипенко Составитель Л.Кольцова Техред А.Кравчук Корректор М.Васильева Заказ 1348/ДСП Тираж 439 Подписное ВИИИПИ Государственного комитета СССР по делам изобретений и открытий ПЗО35, Москва, Ж-35, Раушская н а б . , д . 4/5 Произбодственнс-полиграфическое предприятие, г . Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюExtruder
Автори англійськоюBarmashyn Yevhenii Petrovych, Kuznietsov Mykola Andriiovych, Voitushenko Petro Oleksandrovych, Honcharenko Vasyl Maksymovych, Konoshevych Tamara Ivanivna
Назва патенту російськоюЭкструдер
Автори російськоюБармашин Евгений Петрович, Кузнецов Николай Андреевич, Войтушенко Петр Александрович, Гончаренко Василий Максимович, Коношевич Тамара Ивановна
МПК / Мітки
МПК: B29C 47/38, B29C 47/60
Мітки: екструдер
Код посилання
<a href="https://ua.patents.su/4-7469-ekstruder.html" target="_blank" rel="follow" title="База патентів України">Екструдер</a>
Екструдер для приготування кормів
Номер патенту: 5071
Опубліковано: 28.12.1994
Автори: Лопатін Григорій Іванович, Бабенко Вячеслав Омельянович, Одинець Вадим Сергійович
МПК: A23N 17/00
Мітки: екструдер, кормів, приготування
Формула / Реферат:
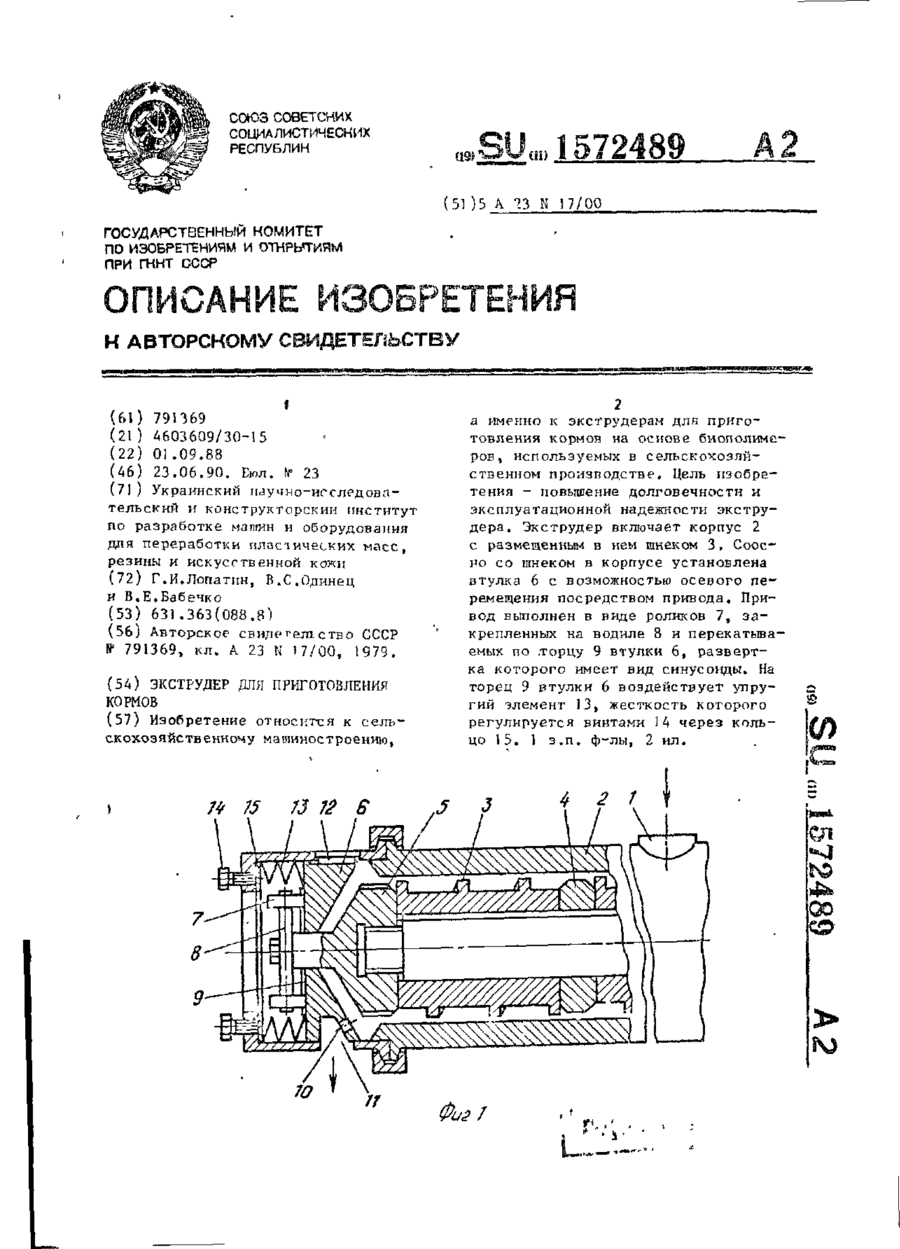
1. Экструдер для приготовления кормов по авт. св. № 791369, отличающийся тем, что, с целью повышения долговечности и эксплуатационной надежности, втулка со стороны внешнего торца поджата регулируемым упругим элементом.2. Экструдер по п. 1, отличающийся тем, что отношение наружного диаметра втулки к диаметру шнека составляет 1,2-1,4.
Роторний екструдер
Номер патенту: 5072
Опубліковано: 28.12.1994
Автори: Оситинський Борис Леонідович, Лопатін Григорій Іванович
МПК: B29C 47/36
Формула / Реферат:
Роторный экструдер, содержащий корпус с впускным каналом в зоне загрузки и выпускным каналом, цилиндрический ротор, расположенный в корпусе с возможностью вращения и образования с рабочей поверхностью корпуса, плавно уменьшающегося в направлении выпускного канала рабочего зазора, отличающийся тем, что, с целью повышения производительности экструдера и качества расплава за счет обеспечения удлинения пути переработки материала и подбора...
Черв’ячний екструдер
Номер патенту: 5073
Опубліковано: 28.12.1994
Автори: Оситинський Борис Леонідович, Некрасов Ігор Володимирович
МПК: B29C 47/38, B29C 47/58
Мітки: черв'ячний, екструдер
Формула / Реферат:
Червячный экструдер, содержащий материальный цилиндр, установленные в нем гильзу и червяк, причем в загрузочной зоне по внутренней поверхности гильзы выполнены пазы с уменьшающейся к концу загрузочной зоны глубиной, отличающийся тем, что, с целью снижения энергоемкости процесса переработки и предотвращения износа внутренней рабочей поверхности червячного екструдера, гильза в загрузочной зоне выполнена в виде по меньшей мере двух сменных...
Дисковий екструдер для переробки полімерних матеріалів
Номер патенту: 5318
Опубліковано: 28.12.1994
Автори: Жук Ніла Константинівна, Остапчук Юрій Григорович, Бачинський Кирило Кирилович
МПК: B29C 47/36
Мітки: екструдер, полімерних, матеріалів, дисковий, переробки
Формула / Реферат:
1. Дисковый экструдер для переработки полимерных материалов, содержащий корпус с входным и выходным отверстиями, расположенный в корпусе приводной диск с кольцевыми уступами по торцовой поверхности, образующей с торцовой поверхностью размещенного на корпусе неподвижного диска рабочий зазор, отличающийся тем, что, с целью повышения качества расплава за счет интенсификации процессов смешения и гомогенизации, уступы расположены ступенчато...
Двочерв’ячний екструдер для переробки пластмас
Номер патенту: 5069
Опубліковано: 28.12.1994
Автори: Жданов Юрій Олександрович, Дьомін Павло Петрович, Іванченко Анатолій Іванович
МПК: B29C 47/38
Мітки: пластмас, переробки, двочерв'ячний, екструдер
Формула / Реферат:
Двухчервячный экструдер для переработки пластмасо, содержащий размещенные в нем червяки с винтовой нарезкой и чередующимися с ней входными и выходными месильными блоками, образованными попарно сопряженными смесительными элементами с выступами и впадинами по наружной поверхности и расположенными вдоль червяков с угловым смещением относительно соседних смесительных элементов для обеспечения подпора, а по крайней мере первая в направлении...
Попередній патент: Спосіб оцінки фізіологічного статусу риб
Наступний патент: Спосіб визначення заліза у водних розчинах
Випадковий патент: Пристрій для розмітки розташування, напрямку і забурювання шпурів урб