Спосіб поперечного розпилу крихких матеріалів
Номер патенту: 74999
Опубліковано: 26.11.2012
Автори: Кознарський Ярослав Петрович, Торський Адріан Романович
Формула / Реферат
Спосіб поперечного розпилу крихких матеріалів, що включає обертання інструменту, радіальну подачу заготовок на інструмент з одночасним їх обертанням навколо осі нормальної до площини різу, який відрізняється тим, що вісь обертання зміщують поза межі поперечного перерізу заготовок, які фіксують у багатопозиційній касеті.
Текст
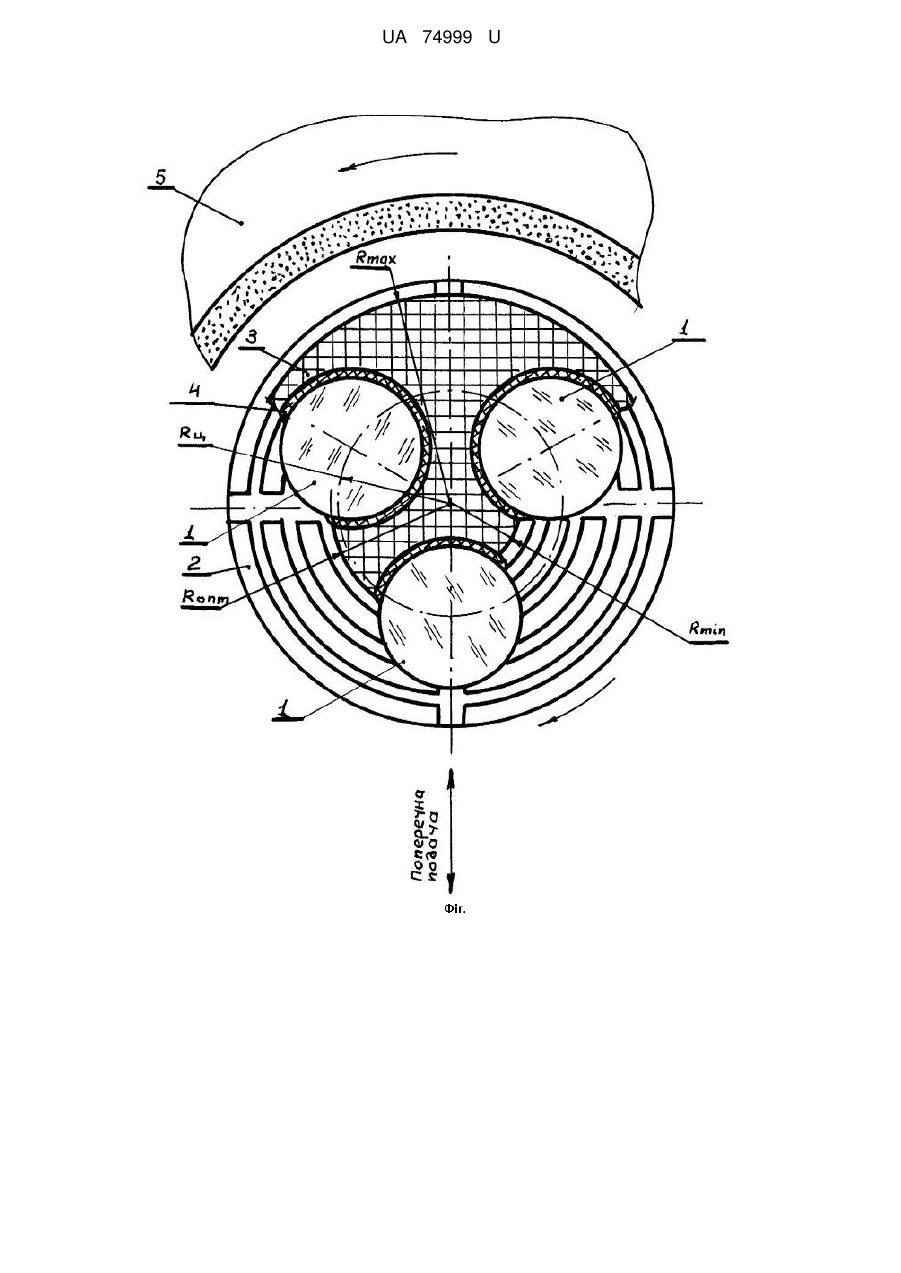
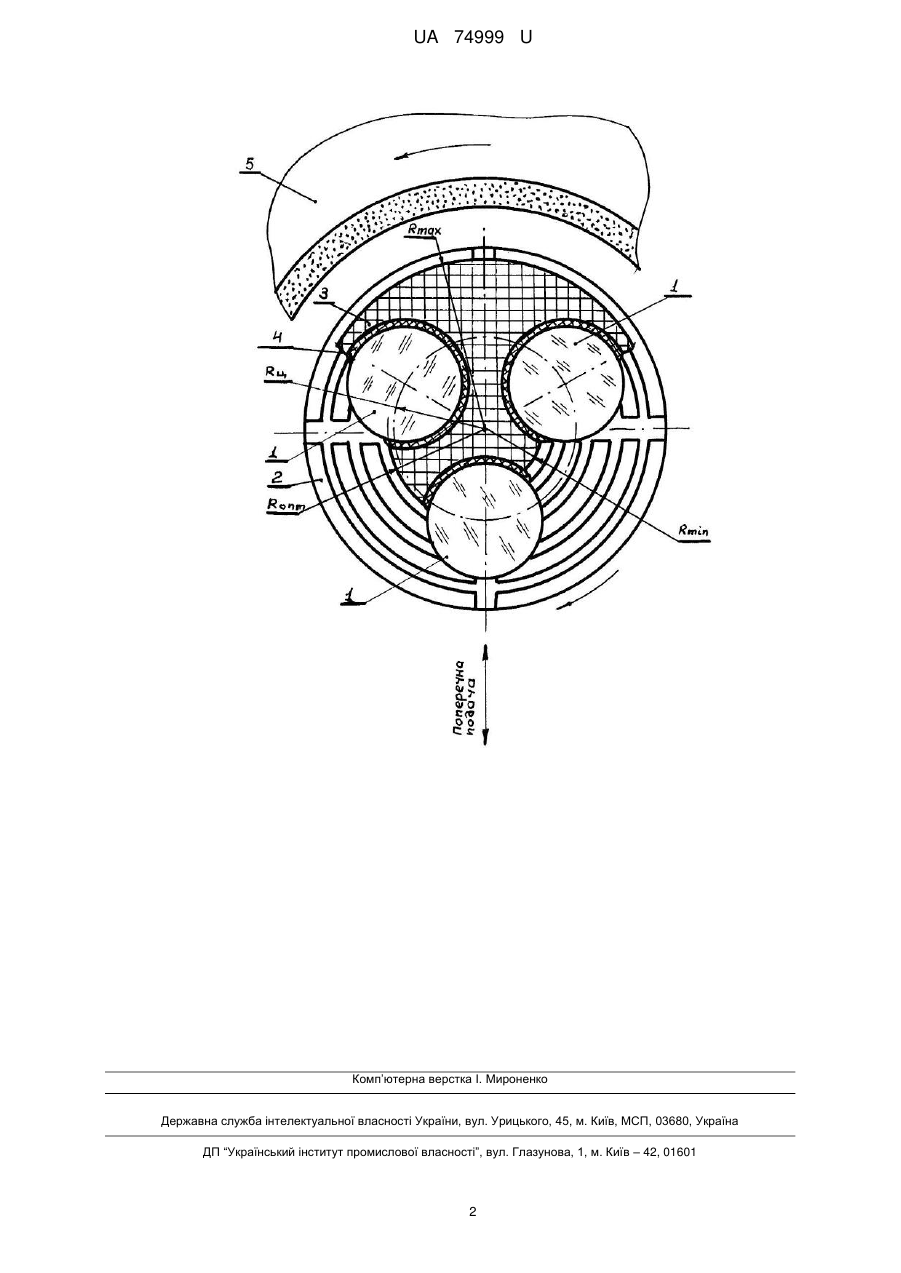
Реферат: Спосіб поперечного розпилу крихких матеріалів включає обертання інструменту, радіальну подачу заготовок на інструмент з одночасним їх обертанням навколо осі нормальної до площини різу. Крім того, вісь обертання зміщують поза межі поперечного перерізу заготовок, які фіксують у багатопозиційній касеті. UA 74999 U (54) СПОСІБ ПОПЕРЕЧНОГО РОЗПИЛУ КРИХКИХ МАТЕРІАЛІВ UA 74999 U UA 74999 U 5 10 15 20 25 30 35 40 Пропонована корисна модель належить до радіоелектронного матеріалознавства і може бути використана в оптичному та аналітичному приладобудуванні для розмірної обробки деталей з крихких матеріалів (KM). Розпил KM дисками з внутрішньою різальною кромкою (ДВРК) здійснюють двома методами: радіальною подачею заготовки на інструмент без її обертання та радіальною подачею заготовки на інструмент при одночасному її обертанні навколо осі, яка строго нормальна до площини різу. В першому випадку бічна поверхня, переважно циліндричної форми, фіксується з допомогою клеючої композиції до спеціальної допоміжної прокладки з пазом - човника з графіту, текстоліту або іншого композиційного матеріалу. Допоміжна оправка – човник запобігає від зриву відрізаних пластин і утворення сколів в кінці різу. Для KM з підвищеною мікротвердістю використовують метод обертання; для цього торець монокристалу ретельно орієнтується і фіксується з допомогою клеючої композиції безпосередньо до робочої поверхні технологічної оправки відрізного верстата. Такий спосіб майже вдвічі продуктивніший, але в центрі кожної пластини утворюється невеликий скол внаслідок того, що вісь обертання заготовки проходить через геометричний центр пластини. В технології поперечного розпилу KM знайшли застосування пристрої, з допомогою яких здійснюється обертання А. С. СРСР № 441152, В28Д 5/02, 1975 та крутильні коливання заготовки в кінці різу А. С. СРСР № 937171, В28Д 7/04 (плаваюча вісь). Найближчим аналогом до пропонованого є спосіб розпилу KM, який включає обертання інструмента та радіальну подачу заготовки на інструмент, яку припиняють після проходження різальною кромкою інструмента осі заготовки і наступним її обертанням до кінця різу в межах попередньо сформованої кільцевої проточки, А. С. СРСР 1047704, В28Д 1/00, 1983 р. Проте такими комбінованими методами розпилу KM уникнути сколу на поверхні відрізаних пластин і забезпечити якість, отримувану лише радіальною подачею заготовки на інструмент, не вдається. Задачею пропонованої корисної моделі є покращення якості поперечного розпилу заготовки КМ при використанні обертання заготовки одночасно з її радіальною подачею на інструмент. Ця задача вирішується тим, що вісь обертання зміщують поза межі поперечного перерізу заготовки, замінюючи допоміжну оправку - човник багатопозиційною касетою з пазами. В найпростішому випадку маємо трипозиційну касету, креслення, де в розрізі представлено: 1 заготовка KM, 2 - робоча поверхня технологічної оправки відрізного верстата, 3 - трипелюсткова касета-зірочка, 4 - клеюча композиція, 5 - ДВРК. Параметри Rс, Rmin та Rопт визначають експериментально, a Rmax - узгоджують з розмірами оснащення для наступної технологічної операції. Розміри Rmax та Rmin слід вважати обмеженнями для Rопт, тобто Rmax≥Rопт≥Rmin, тому їх доцільно представити на одному кресленні. Багатопозиційну касету 3 виготовляють з допомогою механічної обробки або методом пресування. В її пазах з допомогою клеючої композиції фіксують заготовки KM таким чином, щоб їх попередньо зорієнтовані торці і торець касети були розміщені в одній площині. Одержаний блок центрують та остаточно фіксують з допомогою клеючої композиції на робочій поверхні технологічної оправки 2. Для розпилу KM застосовують ДВРК зі збільшеним, у порівнянні зі стандартним, внутрішнім діаметром різальної кромки. Перевага пропонованого способу полягає в оптимальному поєднанні продуктивності з якістю поперечного розпилу КМ ДВРК. Утворюваний в кінці різу скол знаходиться на поверхні багатопозиційної касети, легко знімається механічно і не впливає на якість розпилу KM. 45 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 Спосіб поперечного розпилу крихких матеріалів, що включає обертання інструменту, радіальну подачу заготовок на інструмент з одночасним їх обертанням навколо осі нормальної до площини різу, який відрізняється тим, що вісь обертання зміщують поза межі поперечного перерізу заготовок, які фіксують у багатопозиційній касеті. 1 UA 74999 U Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП“Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of cross cutting brittle materials
Автори англійськоюTorskyi Adrian Romanovych, Koznarskyi Yaroslav Petrovych
Назва патенту російськоюСпособ поперечного распила хрупких материалов
Автори російськоюТорский Адриан Романович, Кознарский Ярослав Петрович
МПК / Мітки
МПК: B28D 1/00
Мітки: поперечного, спосіб, розпилу, крихких, матеріалів
Код посилання
<a href="https://ua.patents.su/4-74999-sposib-poperechnogo-rozpilu-krikhkikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб поперечного розпилу крихких матеріалів</a>
Спосіб абразивної обробки крихких матеріалів
Номер патенту: 92676
Опубліковано: 25.11.2010
Автори: Литвиненко Юрій Михайлович, Григор'єв Олег Миколайович, Котенко Валерій Антонович, Галанов Борис Олександрович, Мазур Петро Володимирович, Січкар Зорислав Васильович
МПК: B24B 1/00
Мітки: обробки, матеріалів, абразивної, крихких, спосіб
Формула / Реферат:
Спосіб абразивної обробки крихких матеріалів, що включає обертання заготовки з крихкого матеріалу, обертання абразивного інструменту, поступальне переміщення заготовки відносно інструменту, нагрівання заготовки і обробку заготовки абразивним інструментом, який відрізняється тим, що нагрівання заготовки проводять до температури, яка на 50-100 °С менше від температури крихко-в'язкого переходу її матеріалу.
Відцентровий стенд для випробування на розтягання зразків крихких гірських порід та інших крихких матеріалів
Номер патенту: 52493
Опубліковано: 25.08.2010
Автор: Колодій Марина Анатоліївна
МПК: G01N 3/08
Мітки: випробування, зразків, відцентровий, інших, гірських, матеріалів, розтягання, порід, крихких, стенд
Формула / Реферат:
1. Відцентровий стенд для випробування на розтягання зразків крихких гірських порід та інших крихких матеріалів, що включає вертикальний вал в підшипниках, який несе обертову платформу з касетою та випробовуваним зразком одним чи кількома, розташовану в вакуумній камері, привід обертання платформи, обмежувач амплітуди та демпфер коливань обертової платформи, системи: змащування підшипників, вакуумну та керування розгоном обертових зразків,...
Спосіб подрібнення крихких кускових матеріалів
Номер патенту: 63104
Опубліковано: 26.09.2011
Автори: Тимочко Богдан Михайлович, Стринадко Мирослав Танасійович, Божок Аркадій Михайлович
МПК: B02C 25/00
Мітки: крихких, кускових, матеріалів, спосіб, подрібнення
Формула / Реферат:
Спосіб подрібнення крихких кускових матеріалів, що включає завантаження їх у живильний бункер, вимірювання кількості матеріалів в ньому, калібрування до меншої фракції, подрібнення її площинним тертям і відцентрового відведення подрібненого матеріалу з подрібнювача в накопичувач, який відрізняється тим, що подрібнення здійснюється сферичним заклинюванням і тертям з одночасним відцентровим і гравітаційним відведенням подрібненого матеріалу в...
Пристрій для оброблення крихких матеріалів
Номер патенту: 53754
Опубліковано: 17.02.2003
Автори: Жуйков Юрій Іванович, Меньшов Юрій Григорович, Шайхет Петро Савич, Галіцин В'ячеслав Васильович, Сивогривов Юрій Гаврилович
МПК: B24B 55/00, B28D 7/00
Мітки: пристрій, крихких, оброблення, матеріалів
Формула / Реферат:
1. Пристрій для оброблення крихких матеріалів, який складається із установленого на привідному валу обробного інструмента у вигляді диска з розташованими по периферії вставками з різальними сегментами, прикріпленої із тильного боку диска крильчатки, і нерухомого кожуха у вигляді "завитка", який відрізняється тим, що кожух, який охоплює вставки обробного інструмента, має обичайку, яка входить в обичайку крильчатки.2. Пристрій...
Спосіб визначення температуропровідності крихких неметалевих матеріалів
Номер патенту: 89253
Опубліковано: 11.01.2010
Автор: Маслов Володимир Петрович
МПК: G01N 3/00, G01N 25/18
Мітки: визначення, крихких, спосіб, температуропровідності, неметалевих, матеріалів
Формула / Реферат:
Спосіб визначення температуропровідності крихких неметалевих матеріалів, що включає вимірювання фізичних величин матеріалів та визначення їх температуропровідності шляхом розрахунку, який відрізняється тим, що попередньо вибирають еталонний матеріал з відомою температуропровідністю аеm, зблоковують пластини з еталонного матеріалу та з досліджуваного матеріалу, разом полірують одну поверхню зблокованих пластин, а потім вимірюють залишкову...
Попередній патент: Продукт для харчового споживання
Наступний патент: Водовідвідний колектор з дреною
Випадковий патент: Спосіб наведення рознімного компонування запірної арматури на гирло фонтанувальної свердловини