Спосіб кування валів
Номер патенту: 75646
Опубліковано: 10.12.2012
Автори: Бурко Вадим Андрійович, Василевський Олег Вікторович, Кухар Володимир Валентинович, Божко Микита Євгенович, Лісовий Максим Олегович

Формула / Реферат
Спосіб кування валів, що включає протягування заготівки комбінованими бойками за декілька проходів з кантівками, який відрізняється тим, що обтискання при протягуванні здійснюють на ступінь деформації 5-12 % із кантуванням після кожного проходу на кут 80-100°, причому більший кут кантування забезпечують при менших ступенях деформації та при відносній подачі 0,6-0,7.
Текст
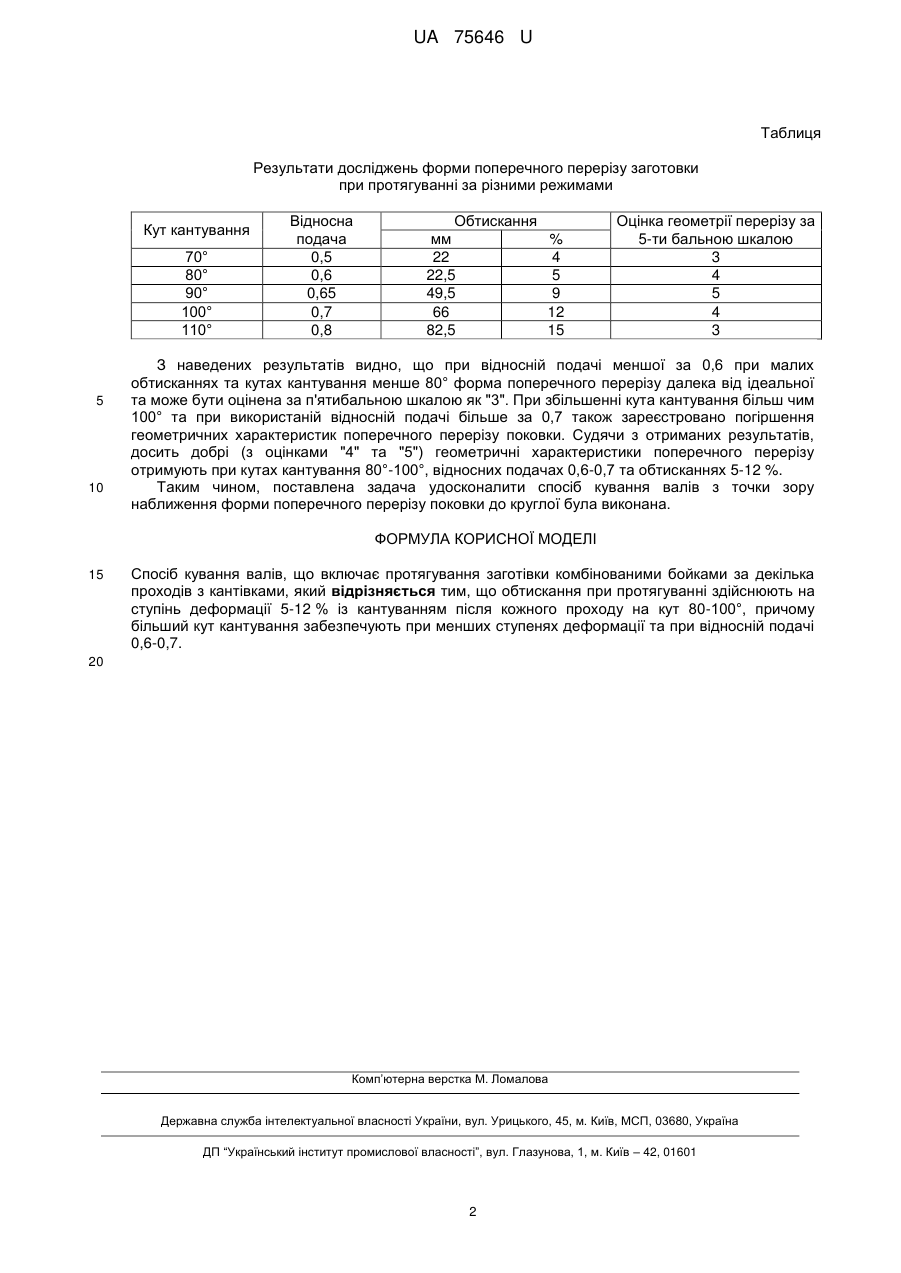
Реферат: Спосіб кування валів включає протягування заготівки комбінованими бойками за декілька проходів з кантівками. Обтискання при протягуванні здійснюють на ступінь деформації 5-12 % із кантуванням після кожного проходу на кут 80-100°. При цьому більший кут кантування забезпечують при менших ступенях деформації та при відносній подачі 0,6-0,7. UA 75646 U (54) СПОСІБ КУВАННЯ ВАЛІВ UA 75646 U UA 75646 U 5 10 15 20 25 30 35 40 45 Корисна модель належить до обробки металів тиском і може бути використана, наприклад при виробництві поковок валів куванням. Відомим є спосіб кування поковки [Авт. свід. СРСР № 637184 В21J 5/00], що включає обтискання бойками заготовки по ділянкам та періодичну подачу, причому одночасно з зусиллям обтискання на поверхні заготовки, що обтискають, тиснуть взаємно протилежними силами шляхом зсування бойків у взаємно протилежних напрямках вздовж осі заготовки. Причиною, що обмежує технологічні можливості способу є те, що після зсування бойків у взаємно протилежних напрямках вдовж осі заготовки, в ній виникають розтягувальні напруження, що може привести до зниження механічних та погіршення експлуатаційних властивостей поковки. Відомим є спосіб кування злитка [Авт. світ. СРСР № А.с. 519260 В21J 5/00], що включає його нагрівання, білетування, протягування та закручування, причому після білетування злиток, що кують, піддають закручуванню по всій довжині у межах пластичної деформації, а потім протягують до кінцевих розмірів. Недоліком відомого способу є те, що після закручування у верхніх шарах злитку можуть з'явитися механічні дефекти, які погіршують експлуатаційні характеристики поковки. Найближчим до технічного рішення, що заявляється, за суттєвими ознаками і результатом, що досягається, є спосіб кування заготовки [Авт. світ. СРСР № А.с.1189500 В21J 5/00], який включає протягування її комбінованими бойками за декілька проходів із кантуваннями після першого проходу на 180°, другого на 90°, причому після третього проходу кантування здійснюють на кут 35°-45°, а після четвертого - на 70°-90° у протилежному напрямку та подальшим обрізанням. Причиною, що обмежує технологічні можливості способу, є неможливість одержання за вказаними режимами деформування поковки круглого поперечного перерізу, що потребує збільшених припусків та напусків, тобто супроводжується великими втратами металу на операціях подальшої механічної обробки при виробництві валів. В основу корисної моделі поставлена задача удосконалити спосіб кування валів за рахунок розробки раціональних режимів кування, а саме визначення кутів кантування, ступенів деформації та розмірів відносних подач заготовки, при яких поковка отримає форму поперечного перерізу найбільш наближену до круглої, що сприятиме економії матеріалу подалі при механічній обробці. Поставлена задача вирішується тим, що у способі кування валів, який включає протягування заготівки комбінованими бойками за декілька проходів з кантуваннями та обтисканням, згідно з корисною моделлю, обтискання при протягуванні здійснюють на ступінь деформації 5-12 % із кантуванням після кожного проходу на кут 80°-100°, причому більший кут кантування забезпечують при менших ступенях деформації та при відносній подачі 0,6-0,7. При збільшені кута кантування або ступеня деформації спостерігається погіршена кінцева форма валів, тобто не схожа на форму кола. При зменшенні кута або ступеня деформації відбувається теж саме. В умовах лабораторії кафедри ковальсько-штампувального виробництва Державного вищого навчального закладу "Приазовський державний технічний університет" були проведені дослідження протягування заготовок за режимами, що приведені у таблиці. Дослідження проводили на базі гідравлічного пресу 0,63 МН. Використовували зразки зі свинцю висотою Н=100,0±0,5 мм, діаметром D=50 мм. Робота виконувалась методом розрізання та комп'ютерного сканування поперечного перерізу деформованих зразків для визначення величини їх площі та периметру. Проводили порівняння експериментальних значень площі та периметру із ідеальними характеристиками. Результати оцінювання представлені у таблиці. 1 UA 75646 U Таблиця Результати досліджень форми поперечного перерізу заготовки при протягуванні за різними режимами Кут кантування 70° 80° 90° 100° 110° 5 10 Відносна подача 0,5 0,6 0,65 0,7 0,8 Обтискання мм 22 22,5 49,5 66 82,5 % 4 5 9 12 15 Оцінка геометрії перерізу за 5-ти бальною шкалою 3 4 5 4 3 З наведених результатів видно, що при відносній подачі меншої за 0,6 при малих обтисканнях та кутах кантування менше 80° форма поперечного перерізу далека від ідеальної та може бути оцінена за п'ятибальною шкалою як "3". При збільшенні кута кантування більш чим 100° та при використаній відносній подачі більше за 0,7 також зареєстровано погіршення геометричних характеристик поперечного перерізу поковки. Судячи з отриманих результатів, досить добрі (з оцінками "4" та "5") геометричні характеристики поперечного перерізу отримують при кутах кантування 80°-100°, відносних подачах 0,6-0,7 та обтисканнях 5-12 %. Таким чином, поставлена задача удосконалити спосіб кування валів з точки зору наближення форми поперечного перерізу поковки до круглої була виконана. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 Спосіб кування валів, що включає протягування заготівки комбінованими бойками за декілька проходів з кантівками, який відрізняється тим, що обтискання при протягуванні здійснюють на ступінь деформації 5-12 % із кантуванням після кожного проходу на кут 80-100°, причому більший кут кантування забезпечують при менших ступенях деформації та при відносній подачі 0,6-0,7. 20 Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of forging shafts
Автори англійськоюKukhar Volodymyr Valentynovych, Vasylevskyi Oleh Viktorovych, Lisovyi Maksym Olehovych, Bozhko Mykyta Yevhenovych, Burko Vadym Andriiovych
Назва патенту російськоюСпособ ковки валов
Автори російськоюКухар Владимир Валентинович, Василевский Олег Викторович, Лисовый Максим Олегович, Божко Никита Евгеньевич, Бурко Вадим Андреевич
МПК / Мітки
МПК: B21J 5/00
Код посилання
<a href="https://ua.patents.su/4-75646-sposib-kuvannya-valiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб кування валів</a>
Спосіб кування валів
Номер патенту: 74406
Опубліковано: 25.10.2012
Автори: Таган Любов Вікторівна, Жбанков Ярослав Геннадійович
МПК: B21J 1/00
Формула / Реферат:
Спосіб кування валів, який полягає у протягуванні заготівки бойками зі скошеною поверхнею, який відрізняється тим, що протягування виконують із постійним кантуванням заготівки в бойках, причому обтискання та кантування заготівки виконують за наступною схемою "обтискання - кантування на 90 градусів - обтискання - кантування на 45 градусів - обтискання - кантування на 90 градусів", після чого здійснюють подача заготівки і кують...
Спосіб кування крупних валів
Номер патенту: 74455
Опубліковано: 25.10.2012
Автор: Марков Олег Євгенійович
МПК: B21J 5/00
Мітки: кування, спосіб, крупних, валів
Формула / Реферат:
Спосіб кування крупних валів, який включає протягування циліндричної заготовки опуклими бойками (верхнього та нижнього), використання проміжного кантування заготовки та подальшого деформування плоскими бойками, який відрізняється тим, що циліндричну заготовку обтискають верхнім та нижнім клиновими бойками з кутом a=140…165° на восьмигранник з увігнутими гранями з використанням проміжного кантування на 90°, після чого отриманий напівфабрикат...
Спосіб кування заготовки
Номер патенту: 74747
Опубліковано: 12.11.2012
Автори: Кухар Володимир Валентинович, Василевський Олег Вікторович, Грушко Олександр Володимирович, Лісовий Максим Олегович, Бланко-Філімонов Рафаель
МПК: B21J 5/00
Мітки: спосіб, заготовки, кування
Формула / Реферат:
Спосіб кування заготівки, що включає протягування її комбінованими бійками за декілька проходів з кантівками та подальшим обтисканням, який відрізняється тим, що обтискання при протягуванні здійснюють із відносною подачею 0,6-0,7 на ступінь деформації 5-18 % із кантуванням після кожного проходу на кут 60°-90°, при цьому більший кут кантування забезпечують при менших ступенях деформації.
Спосіб кування крупних валів
Номер патенту: 73771
Опубліковано: 10.10.2012
Автори: Олешко Михайло Викторович, Марков Олег Євгенійович, Швець Олексій Анатолійович
МПК: B21J 5/00
Мітки: крупних, валів, спосіб, кування
Формула / Реферат:
Спосіб кування крупних валів, який полягає в обтисканні злитка двома опуклими бойками (верхнього та нижнього), використанні проміжного кантування заготівки та подальшому деформуванні для рівномірної проробки з двох боків, який відрізняється тим, що циліндрична заготовка попередньо деформується опуклими клиновими бойками з кутом робочої поверхні 140-165° з використанням проміжного кантування на 90°, після чого відбувається обкатування...
Спосіб кування заготовок
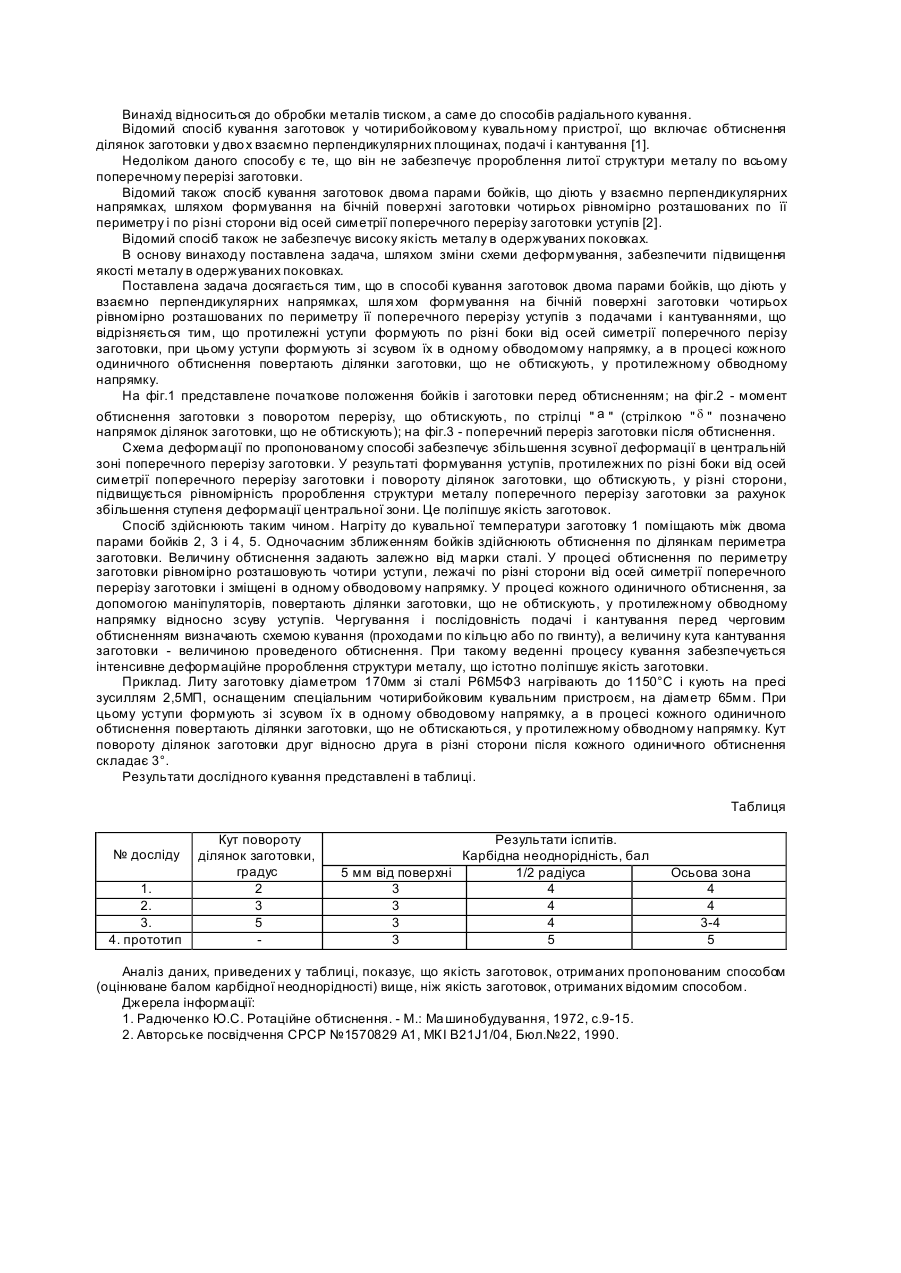
Номер патенту: 66491
Опубліковано: 17.05.2004
Автори: Лазоркіна Дар'я Вікторівна, Лазоркін Віктор Андрійович, Бедросова Лариса Василівна, Терновий Юрій Федорович, Артамонов Юрій Вікторович
МПК: B21J 1/04
Мітки: кування, заготовок, спосіб
Формула / Реферат:
Спосіб кування заготовок двома парами бойків, що діють у двох взаємно перпендикулярних напрямках, шляхом формування на бічній поверхні заготовки чотирьох розміщених по периметру її поперечного перерізу уступів з подачами і кантуваннями, який відрізняється тим, що протилежні уступи формують по різні боки від осей симетрії поперечного перерізу заготовки, при цьому уступи формують зі зсувом їх в одному обводовому напрямку, а в процесі кожного...
Попередній патент: Кожухотрубний теплообмінник
Наступний патент: Апарат лазерної терапії
Випадковий патент: Робочий електрод електрогідравлічний установок