Спосіб кування заготовки
Номер патенту: 74747
Опубліковано: 12.11.2012
Автори: Лісовий Максим Олегович, Василевський Олег Вікторович, Кухар Володимир Валентинович, Бланко-Філімонов Рафаель, Грушко Олександр Володимирович

Формула / Реферат
Спосіб кування заготівки, що включає протягування її комбінованими бійками за декілька проходів з кантівками та подальшим обтисканням, який відрізняється тим, що обтискання при протягуванні здійснюють із відносною подачею 0,6-0,7 на ступінь деформації 5-18 % із кантуванням після кожного проходу на кут 60°-90°, при цьому більший кут кантування забезпечують при менших ступенях деформації.
Текст
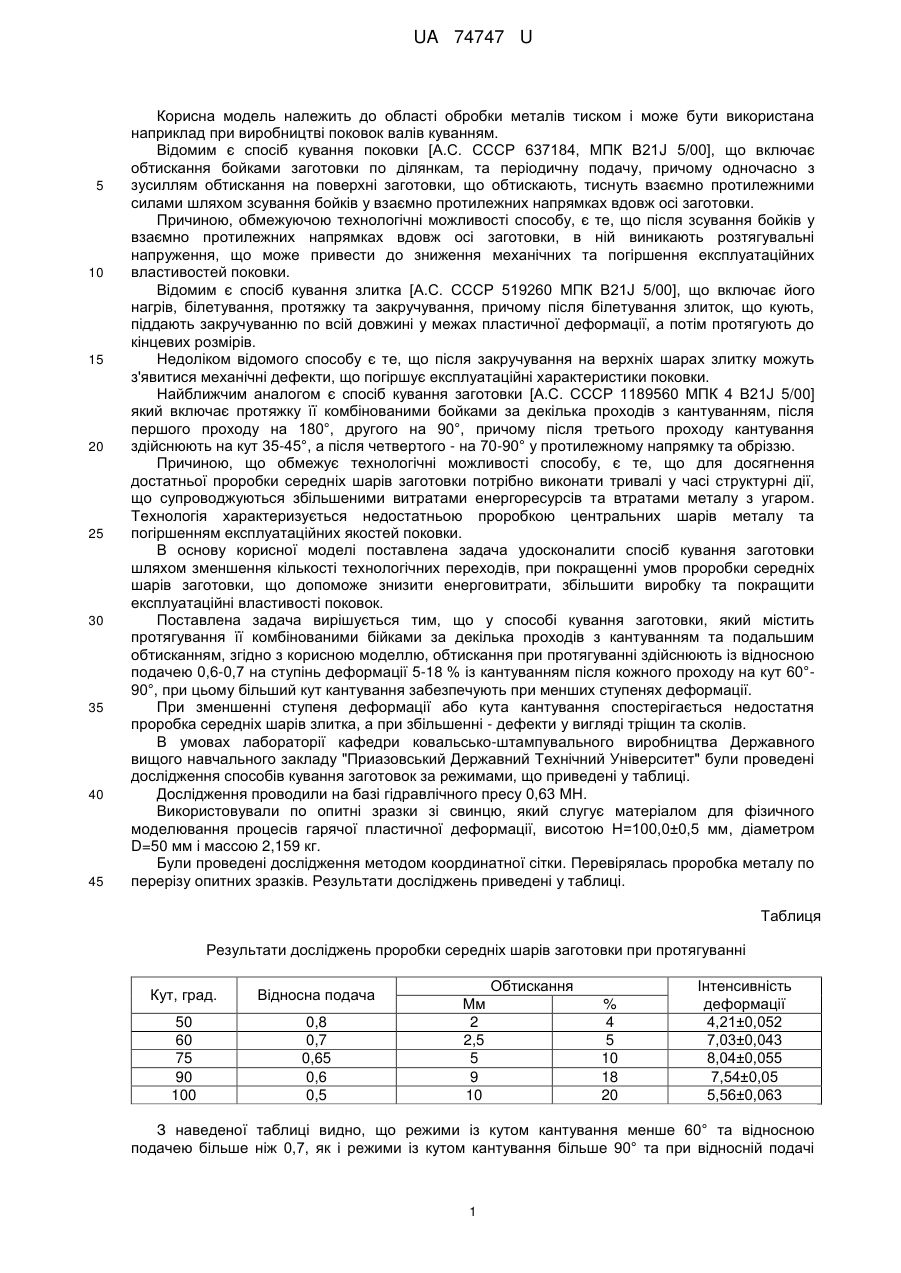
Реферат: Спосіб кування заготовки включає протягування її комбінованими бійками за декілька проходів з кантівками та подальшим обтисканням. UA 74747 U (54) СПОСІБ КУВАННЯ ЗАГОТОВКИ UA 74747 U UA 74747 U 5 10 15 20 25 30 35 40 45 Корисна модель належить до області обробки металів тиском і може бути використана наприклад при виробництві поковок валів куванням. Відомим є спосіб кування поковки [А.С. СССР 637184, МПК В21J 5/00], що включає обтискання бойками заготовки по ділянкам, та періодичну подачу, причому одночасно з зусиллям обтискання на поверхні заготовки, що обтискають, тиснуть взаємно протилежними силами шляхом зсування бойків у взаємно протилежних напрямках вдовж осі заготовки. Причиною, обмежуючою технологічні можливості способу, є те, що після зсування бойків у взаємно протилежних напрямках вдовж осі заготовки, в ній виникають розтягувальні напруження, що може привести до зниження механічних та погіршення експлуатаційних властивостей поковки. Відомим є спосіб кування злитка [А.С. СССР 519260 МПК В21J 5/00], що включає його нагрів, білетування, протяжку та закручування, причому після білетування злиток, що кують, піддають закручуванню по всій довжині у межах пластичної деформації, а потім протягують до кінцевих розмірів. Недоліком відомого способу є те, що після закручування на верхніх шарах злитку можуть з'явитися механічні дефекти, що погіршує експлуатаційні характеристики поковки. Найближчим аналогом є спосіб кування заготовки [А.С. СССР 1189560 МПК 4 В21J 5/00] який включає протяжку її комбінованими бойками за декілька проходів з кантуванням, після першого проходу на 180°, другого на 90°, причому після третього проходу кантування здійснюють на кут 35-45°, а після четвертого - на 70-90° у протилежному напрямку та обріззю. Причиною, що обмежує технологічні можливості способу, є те, що для досягнення достатньої проробки середніх шарів заготовки потрібно виконати тривалі у часі структурні дії, що супроводжуються збільшеними витратами енергоресурсів та втратами металу з угаром. Технологія характеризується недостатньою проробкою центральних шарів металу та погіршенням експлуатаційних якостей поковки. В основу корисної моделі поставлена задача удосконалити спосіб кування заготовки шляхом зменшення кількості технологічних переходів, при покращенні умов проробки середніх шарів заготовки, що допоможе знизити енерговитрати, збільшити виробку та покращити експлуатаційні властивості поковок. Поставлена задача вирішується тим, що у способі кування заготовки, який містить протягування її комбінованими бійками за декілька проходів з кантуванням та подальшим обтисканням, згідно з корисною моделлю, обтискання при протягуванні здійснюють із відносною подачею 0,6-0,7 на ступінь деформації 5-18 % із кантуванням після кожного проходу на кут 60°90°, при цьому більший кут кантування забезпечують при менших ступенях деформації. При зменшенні ступеня деформації або кута кантування спостерігається недостатня проробка середніх шарів злитка, а при збільшенні - дефекти у вигляді тріщин та сколів. В умовах лабораторії кафедри ковальсько-штампувального виробництва Державного вищого навчального закладу "Приазовський Державний Технічний Університет" були проведені дослідження способів кування заготовок за режимами, що приведені у таблиці. Дослідження проводили на базі гідравлічного пресу 0,63 МН. Використовували по опитні зразки зі свинцю, який слугує матеріалом для фізичного моделювання процесів гарячої пластичної деформації, висотою Н=100,0±0,5 мм, діаметром D=50 мм і массою 2,159 кг. Були проведені дослідження методом координатної сітки. Перевірялась проробка металу по перерізу опитних зразків. Результати досліджень приведені у таблиці. Таблиця Результати досліджень проробки середніх шарів заготовки при протягуванні Кут, град. Відносна подача 50 60 75 90 100 0,8 0,7 0,65 0,6 0,5 Обтискання Мм 2 2,5 5 9 10 % 4 5 10 18 20 Інтенсивність деформації 4,21±0,052 7,03±0,043 8,04±0,055 7,54±0,05 5,56±0,063 З наведеної таблиці видно, що режими із кутом кантування менше 60° та відносною подачею більше ніж 0,7, як і режими із кутом кантування більше 90° та при відносній подачі 1 UA 74747 U 5 10 менше 0,5 приводять до відносно невеликій проробці внутрішніх шарів заготовки, яку оцінювали за інтенсивністю деформації. Режими кування протягування із кутами кантування 60-90° при обтисканнях 5-18 % та при відносних подачах 0,6-0,7 приводять до високих значень інтенсивності деформації (які реєструють при зменшенні кількості технологічних переходів), що буде супроводжуватися заковуванням внутрішніх дефектів, покращенням текстури поковок та покращенням експлуатаційних якостей виробів із поковок, що одержанні за рішеннями, які заявляються. Таким чином, поставлена задача удосконалити спосіб кування заготовки була виконана шляхом зменшення кількості технологічних переходів, при покращенні умов проробки середніх шарів заготовки. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 Спосіб кування заготовки, що включає протягування її комбінованими бійками за декілька проходів з кантівками та подальшим обтисканням, який відрізняється тим, що обтискання при протягуванні здійснюють із відносною подачею 0,6-0,7 на ступінь деформації 5-18 % із кантуванням після кожного проходу на кут 60-90°, при цьому більший кут кантування забезпечують при менших ступенях деформації. Комп’ютерна верстка M. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of forging workpiece
Автори англійськоюKukhar Volodymyr Valentynovych, Vasylevskyi Oleh Viktorovych, Lisovyi Maksym Olehovych, Blanko-Filimonov Rafael, Hrushko Oleksandr Volodymyrovych
Назва патенту російськоюСпособ ковки заготовки
Автори російськоюКухар Владимир Валентинович, Василевский Олег Викторович, Лисовый Максим Олегович, Бланко-Филимонов Рафаэль, Грушко Александр Владимирович
МПК / Мітки
МПК: B21J 5/00
Мітки: кування, спосіб, заготовки
Код посилання
<a href="https://ua.patents.su/4-74747-sposib-kuvannya-zagotovki.html" target="_blank" rel="follow" title="База патентів України">Спосіб кування заготовки</a>
Спосіб кування валів
Номер патенту: 74406
Опубліковано: 25.10.2012
Автори: Жбанков Ярослав Геннадійович, Таган Любов Вікторівна
МПК: B21J 1/00
Формула / Реферат:
Спосіб кування валів, який полягає у протягуванні заготівки бойками зі скошеною поверхнею, який відрізняється тим, що протягування виконують із постійним кантуванням заготівки в бойках, причому обтискання та кантування заготівки виконують за наступною схемою "обтискання - кантування на 90 градусів - обтискання - кантування на 45 градусів - обтискання - кантування на 90 градусів", після чого здійснюють подача заготівки і кують...
Спосіб кування заготовок на чотирибойковому кувальному пристрої
Номер патенту: 64356
Опубліковано: 16.02.2004
Автори: Лазоркін Віктор Андрійович, Терновий Юрій Федорович
МПК: B21J 1/04
Мітки: кувальному, спосіб, чотирибойковому, пристрої, заготовок, кування
Формула / Реферат:
1. Спосіб кування заготовок у чотирибойковому кувальному пристрої, що включає обтиснення ділянок заготовки спочатку в двох взаємно перпендикулярних площинах, а потім в одній із площин, подачу і кантування, який відрізняється тим, що обтиснення ділянки заготовки в одній із площин здійснюють після її кантування на кут 45°, при цьому ступінь деформації заготовки при обтисненні її в одній площині в 1,1 - 1,5 рази більше ступеня деформації...
Спосіб радіального кування заготовок
Номер патенту: 64451
Опубліковано: 16.02.2004
Автори: Лазоркін Віктор Андрійович, Лазоркіна Дар'я Вікторівна, Бедросова Лариса Василівна, Артамонов Юрій Вікторович, Терновий Юрій Федорович
МПК: B21J 1/04
Мітки: заготовок, спосіб, радіального, кування
Формула / Реферат:
Спосіб радіального кування заготовок, що включає деформування заготовки проходами в бойках із заходними конічними і циліндричними ділянками, що калібрують, шляхом подачі і кантування заготовки після кожного одиничного обтиснення зі збільшенням ступеня деформації після кожного одиничного обтиснення щодо попереднього ступеня деформації на 0,001-20,000% і зміною напрямку подачі після кожного проходу, який відрізняється тим, що ступінь деформації...
Спосіб радіального кування чотирма бойками
Номер патенту: 64485
Опубліковано: 16.02.2004
Автори: Артамонов Юрій Вікторович, Бедросова Лариса Василівна, Лазоркіна Дар'я Вікторівна, Лазоркін Віктор Андрійович, Терновий Юрій Федорович
МПК: B21J 1/04
Мітки: радіального, бойками, чотирма, спосіб, кування
Формула / Реферат:
Спосіб радіального кування чотирма бойками, при якому заготовку формують за кілька переходів за схемою коло-квадрат-коло, що включає подавання та кантування, який відрізняється тим, що при формуванні квадратного перерізу кування виконують з обтисненнями 0,25-0,35 від перерізу заготовки та кантовками на кут 45°, а на кожному наступному проході здійснюють обтиснення по ребрах заготовки, отриманої на попередньому проході.
Спосіб кування заготовок на чотирибойковій радіально-кувальній машині
Номер патенту: 64357
Опубліковано: 16.02.2004
Автори: Сєдов Анатолій Олександрович, Лазоркін Віктор Андрійович, Терновий Юрій Федорович
МПК: B21J 1/04
Мітки: спосіб, заготовок, чотирибойковий, кування, машини, радіально-кувальній
Формула / Реферат:
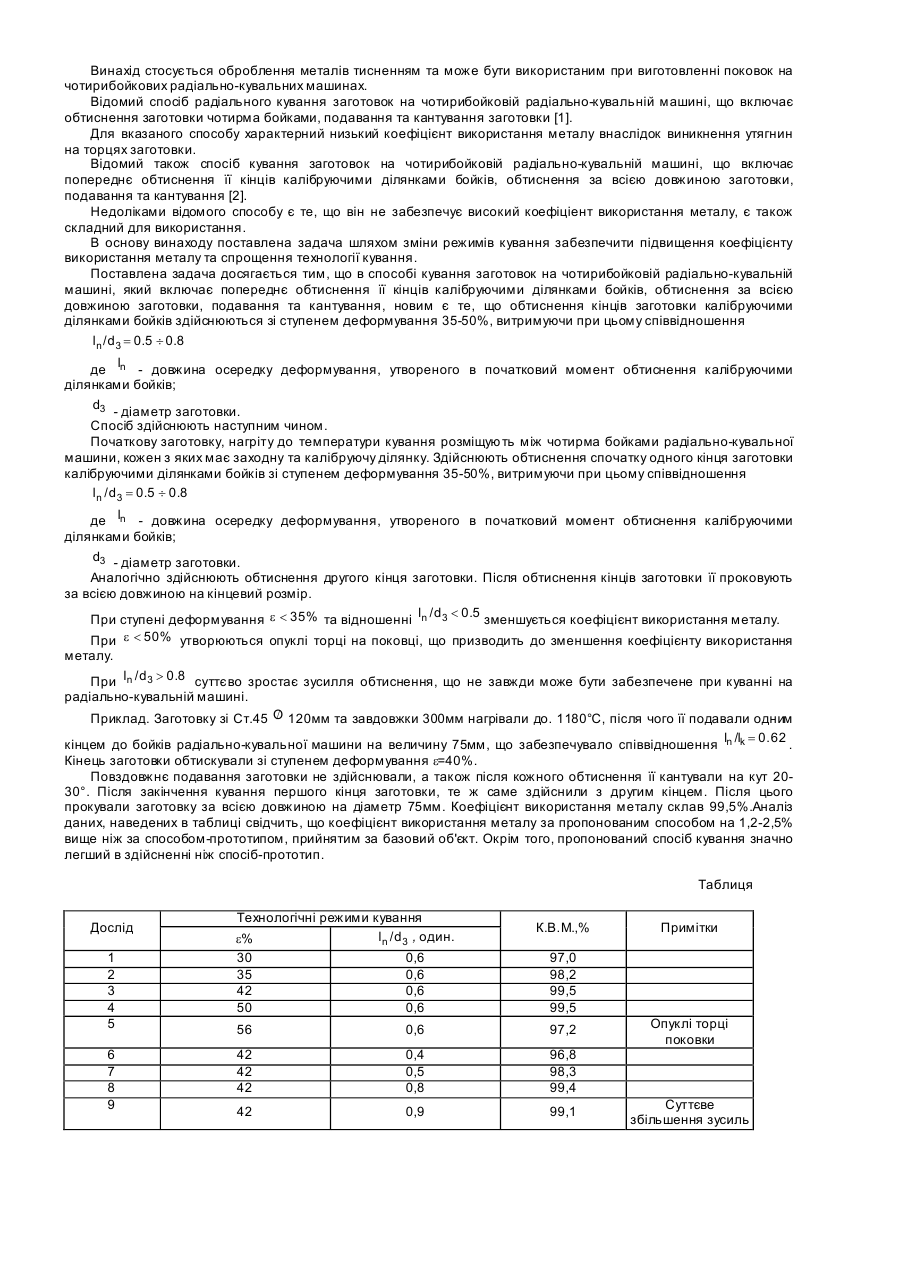
Спосіб кування заготовок на чотирибойковій радіально-кувальній машині, що включає попереднє обтиснення її кінців калібруючими ділянками бойків, обтиснення за всією довжиною заготовки, подавання та кантування, який відрізняється тим, що обтиснення кінців заготовки калібруючими ділянками бойків здійснюють зі ступенем деформування 35-50%, витримуючи при цьому співвідношенняln/d3= 0,5
Попередній патент: Спосіб гнуття заготовки
Наступний патент: Спосіб місцевої аплікаційної анестезії
Випадковий патент: Вимірювач сили м'язів нижніх кінцівок