Спосіб кування валів
Номер патенту: 74406
Опубліковано: 25.10.2012
Автори: Таган Любов Вікторівна, Жбанков Ярослав Геннадійович

Формула / Реферат
Спосіб кування валів, який полягає у протягуванні заготівки бойками зі скошеною поверхнею, який відрізняється тим, що протягування виконують із постійним кантуванням заготівки в бойках, причому обтискання та кантування заготівки виконують за наступною схемою "обтискання - кантування на 90 градусів - обтискання - кантування на 45 градусів - обтискання - кантування на 90 градусів", після чого здійснюють подача заготівки і кують наступну її ділянку за вказаною схемою.
Текст
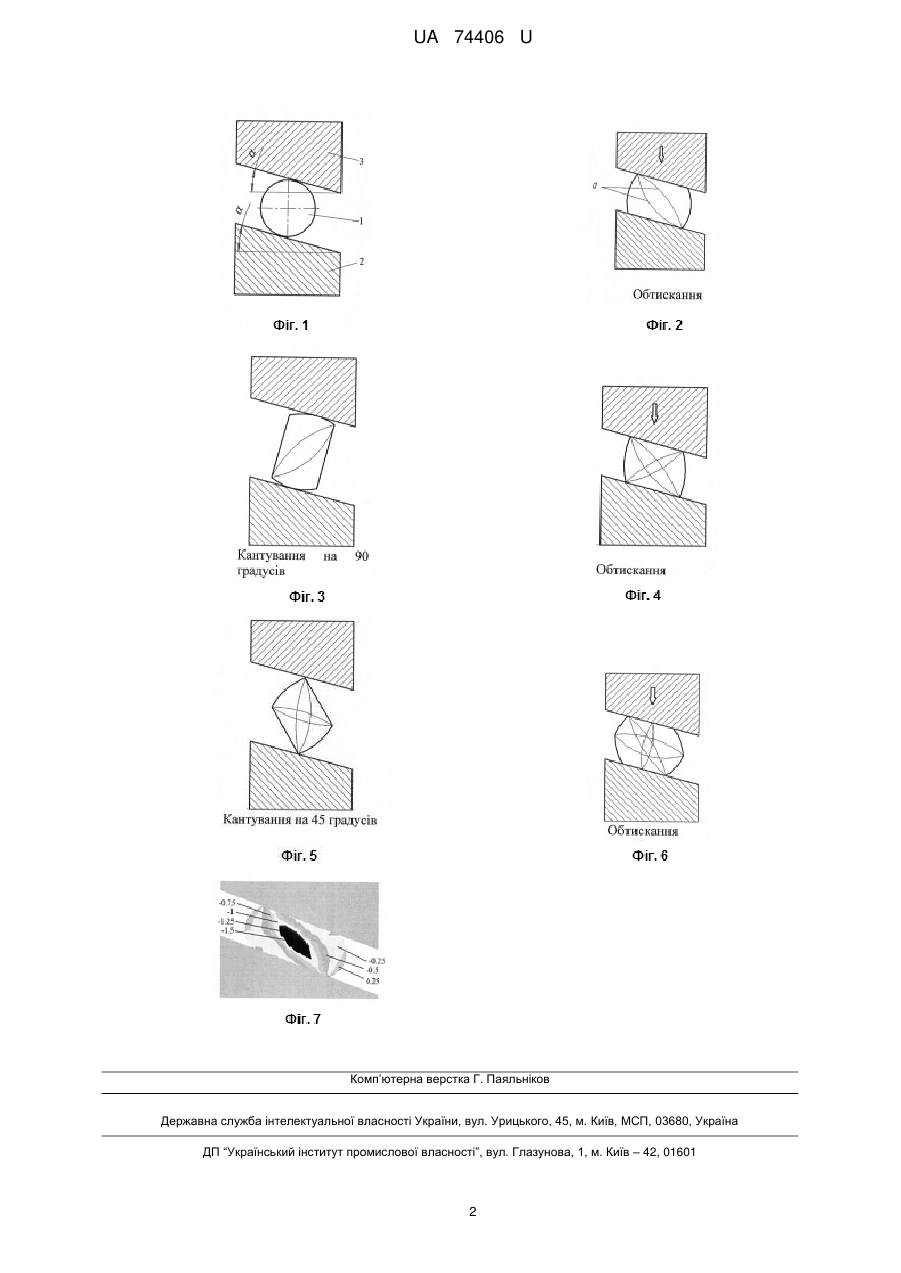
Реферат: UA 74406 U UA 74406 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі техніки, а саме до обробки металів тиском, і може знайти застосування при виготовленні крупних поковок, типу валів. Відома технологія кування валів здійснюється протягуванням заготівки плоскими бойками із постійним кантуванням заготівки на 90 градусів після кожного обтискання [1]. Найбільш близьким аналогом способу, вибраним як прототип, є протягування заготівки бойками із двома скошеними поверхнями без кантування заготівки [2]. Недоліками прототипу є: наявність в заготівці, яка отримується протягуванням в спеціальних скошених бойках, зон із низькою величиною деформацій зсуву, яка буде розташовуватись в заготівці локально лише по одній поверхні зсуву. Загальними суттєвими ознаками відомого способу та того, що заявляється є процес протягування заготівки бойками зі скошеною поверхнею. В основу корисної моделі поставлена задача зменшити нерівномірність розподілу деформацій зсуву за перетином заготівки і як наслідок збільшити якість матеріалу заготівки за рахунок збільшення його механічних властивостей. Поставлена задача вирішується завдяки тому, що при виготовленні валів протягуванням в скошених бойках із кутом α, використовується наступна послідовність подач заготівки в бойках та кантувань: "обтискання - кантування на 90 градусів - обтискання - кантування на 45 градусів обтискання - кантування на 90 градусів", після чого здійснюється подача заготівки і кується наступна її ділянка за вказаною схемою. При куванні запропонованим способом можливо отримувати поковки типу валів із підвищеними механічними властивостями та зведеною до мінімуму анізотропією механічних властивостей за перетином поковки. Суть запропонованого способу пояснюється кресленнями, де зображено: - фіг. 1 - подача заготівки в скошені бойки; - фіг. 2 - перше обтискання заготівки в скошених бойках; - фіг. 3 - кантування заготівки на 90 градусів; - фіг. 4 - обтискання заготівки після кантування; - фіг. 5 - кантування заготівки на 45 градусів; - фіг. 6 - обтискання заготівки; - фіг. 7 - розподіл деформацій зсуву за поперечним перетином заготівки при обтисканні бойками зі скосом, який отримано на основі моделювання методом скінчених елементів. Спосіб здійснюється наступним чином. Вихідну заготівку 1 подають в спеціальні скошені бойки 2 і 3, із кутом скосу , і виконують перше обтискання до необхідної величини. При обтисканні бойками такої конструкції в зоні, яка обмежена лініями "а-а" виникають великі деформації зсуву. Після першого обтискання заготівка кантується на кут 90 градусів та виконується наступне обтискання до необхідної величини, при цьому в заготівці виникає інша область із великими деформаціями зсуву. Після другого обтискання заготівка кантується на 45 градусів та також обтискається до необхідної величини. Після здійснення необхідної кількості обтискань та кантувань виконується подача заготівки в бойках та здійснюється кування наступної ділянки заготівки. При куванні в такий спосіб можливо отримати заготівку круглого перетину із рівномірно розподіленими деформаціями зсуву за перетином поковки, що буде сприяти поліпшенню механічних властивостей поковки та збільшенню експлуатаційної стійкості кінцевого виробу. Джерела інформації: 1. Теория и технология ковки / Л.Н. Соколов, Н.К. Голубятников, В.Н. Ефимов, И.П. Шелаев / Под ред. Л.Н. Соколова. - К.: Высшая школа. Главное из-во, 1989.-317с., рис. 2. Тюрин В.А. Разновидности процессов кузнечной протяжки / В.А. Тюрин // Кузнечноштамповочное производство, 2009, №9 - С. 5-9. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб кування валів, який полягає у протягуванні заготівки бойками зі скошеною поверхнею, який відрізняється тим, що протягування виконують із постійним кантуванням заготівки в бойках, причому обтискання та кантування заготівки виконують за наступною схемою "обтискання - кантування на 90 градусів - обтискання - кантування на 45 градусів - обтискання кантування на 90 градусів", після чого здійснюють подачу заготівки і кують наступну її ділянку за вказаною схемою. 1 UA 74406 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for forging shafts
Автори англійськоюZhbankov Yaroslav Hennadiiovych, Tahan Liubov Viktorivna
Назва патенту російськоюСпособ ковки валов
Автори російськоюЖбанков Ярослав Геннадьевич, Таган Любовь Викторовна
МПК / Мітки
МПК: B21J 1/00
Код посилання
<a href="https://ua.patents.su/4-74406-sposib-kuvannya-valiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб кування валів</a>
Спосіб кування крупних валів
Номер патенту: 73771
Опубліковано: 10.10.2012
Автори: Олешко Михайло Викторович, Марков Олег Євгенійович, Швець Олексій Анатолійович
МПК: B21J 5/00
Мітки: валів, кування, крупних, спосіб
Формула / Реферат:
Спосіб кування крупних валів, який полягає в обтисканні злитка двома опуклими бойками (верхнього та нижнього), використанні проміжного кантування заготівки та подальшому деформуванні для рівномірної проробки з двох боків, який відрізняється тим, що циліндрична заготовка попередньо деформується опуклими клиновими бойками з кутом робочої поверхні 140-165° з використанням проміжного кантування на 90°, після чого відбувається обкатування...
Спосіб кування сталевих заготівок типу валів
Номер патенту: 6477
Опубліковано: 16.05.2005
Автори: Лиманський Олександр Вадимович, Олешко Віктор Михайлович, Кальченко Петро Павлович, Конєва Ольга Григорівна, Станков Юрій Миколаєвич
МПК: B21J 1/04
Мітки: кування, сталевих, заготівок, типу, валів, спосіб
Формула / Реферат:
Спосіб кування сталевих заготівок типу валів, при якому сталеву заготівку багаторазово нагрівають до кувальної температури і після кожного нагрівання виконують її обтиснення кувальними бойками за кілька проходів, при цьому перед останнім обтисненням її нагрівають до температури, що не перевищує критичний поріг росту аустенітного зерна, який відрізняється тим, що нагрівання й обтиснення заготівки здійснюють у наступному режимі: спочатку...
Спосіб кування плит
Номер патенту: 59106
Опубліковано: 10.05.2011
Автори: Алієв Іграмотдін Серажутдінович, Марков Олег Євгенійович, Жбанков Ярослав Геннадійович
МПК: B21J 1/04
Формула / Реферат:
Спосіб кування плит, який полягає у протягуванні плити верхнім та нижнім бойками з наступним вигином, який відрізняється тим, що вихідна заготівка в вигляді плити із висотою 1,1∙hn, що отримана протягуванням, вигинається на відстані R/2 від краю плити верхнім плоским бойком шириною b та нижнім увігнутим бойком із радіусом R=2...8∙hn та глибиною h=0,05...0,5∙hn, після чого плита кантується на 180 градусів та вигинається в...
Спосіб радіального кування чотирма бойками
Номер патенту: 64485
Опубліковано: 16.02.2004
Автори: Бедросова Лариса Василівна, Лазоркін Віктор Андрійович, Лазоркіна Дар'я Вікторівна, Терновий Юрій Федорович, Артамонов Юрій Вікторович
МПК: B21J 1/04
Мітки: чотирма, спосіб, кування, бойками, радіального
Формула / Реферат:
Спосіб радіального кування чотирма бойками, при якому заготовку формують за кілька переходів за схемою коло-квадрат-коло, що включає подавання та кантування, який відрізняється тим, що при формуванні квадратного перерізу кування виконують з обтисненнями 0,25-0,35 від перерізу заготовки та кантовками на кут 45°, а на кожному наступному проході здійснюють обтиснення по ребрах заготовки, отриманої на попередньому проході.
Спосіб радіального кування заготовок
Номер патенту: 64451
Опубліковано: 16.02.2004
Автори: Бедросова Лариса Василівна, Лазоркіна Дар'я Вікторівна, Артамонов Юрій Вікторович, Лазоркін Віктор Андрійович, Терновий Юрій Федорович
МПК: B21J 1/04
Мітки: спосіб, кування, радіального, заготовок
Формула / Реферат:
Спосіб радіального кування заготовок, що включає деформування заготовки проходами в бойках із заходними конічними і циліндричними ділянками, що калібрують, шляхом подачі і кантування заготовки після кожного одиничного обтиснення зі збільшенням ступеня деформації після кожного одиничного обтиснення щодо попереднього ступеня деформації на 0,001-20,000% і зміною напрямку подачі після кожного проходу, який відрізняється тим, що ступінь деформації...
Попередній патент: Пристрій для холодної ломки труб
Наступний патент: Спосіб визначення крутного моменту електродвигунів
Випадковий патент: Спосіб обробки металів і сплавів