Спосіб кування крупних валів
Номер патенту: 73771
Опубліковано: 10.10.2012
Автори: Швець Олексій Анатолійович, Марков Олег Євгенійович, Олешко Михайло Викторович

Формула / Реферат
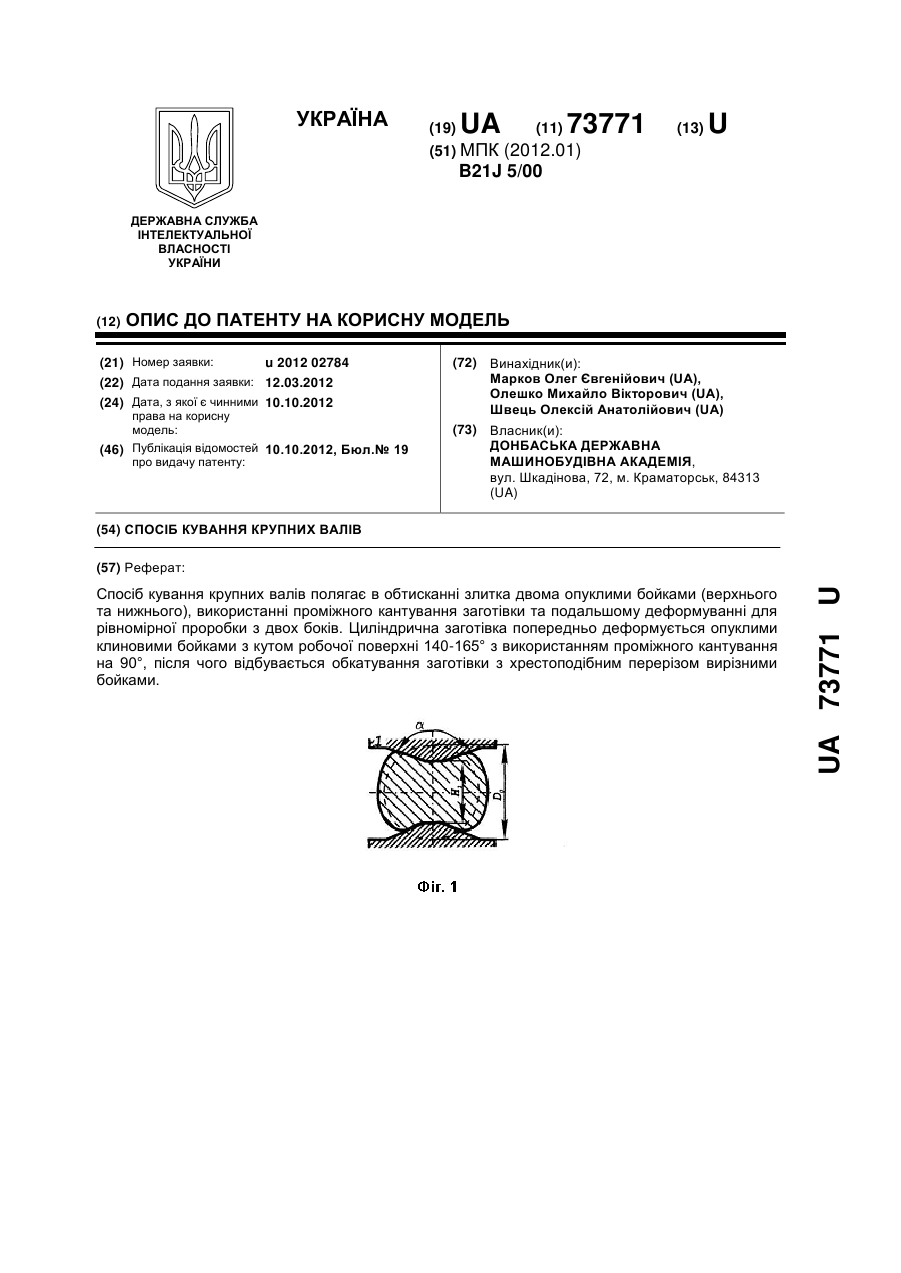
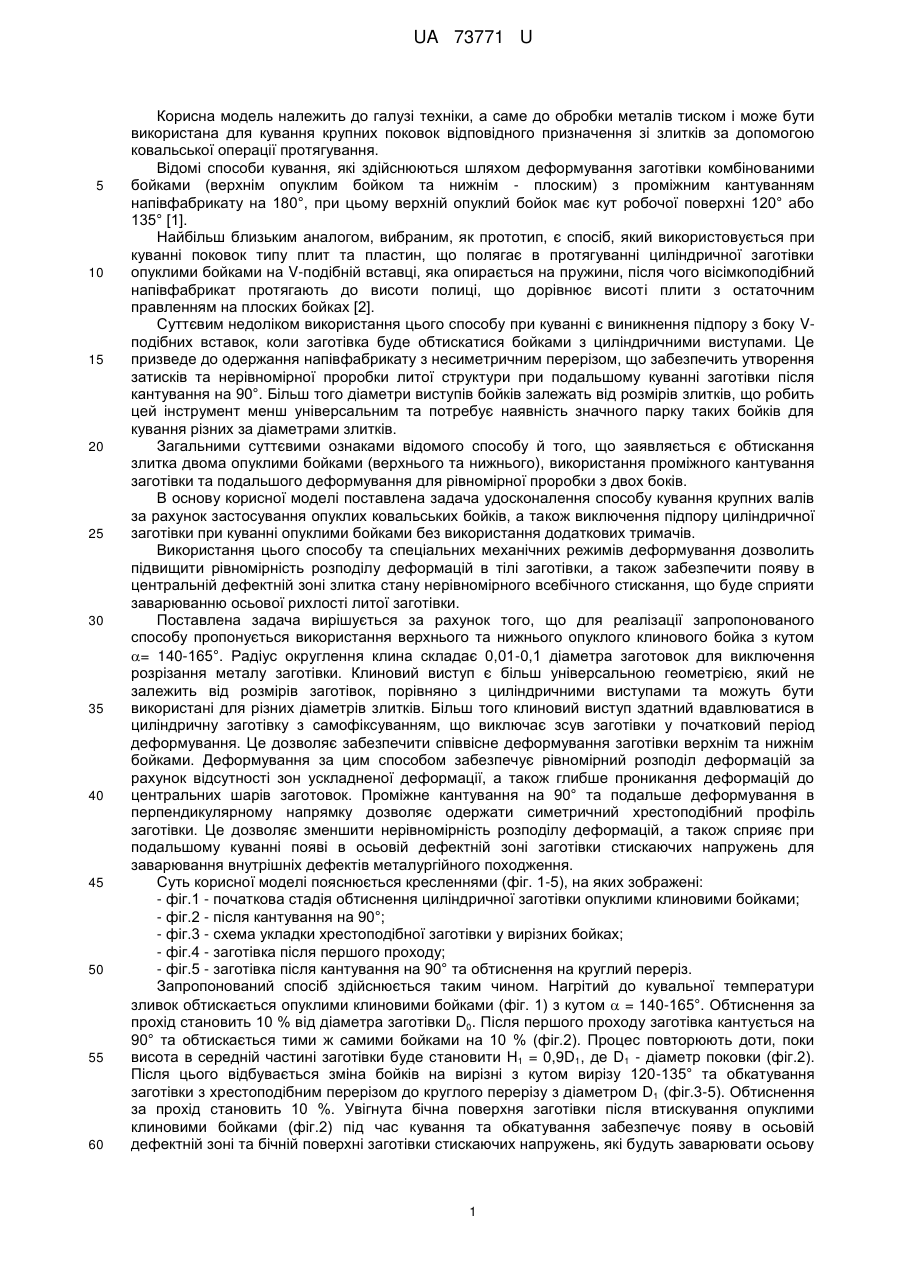
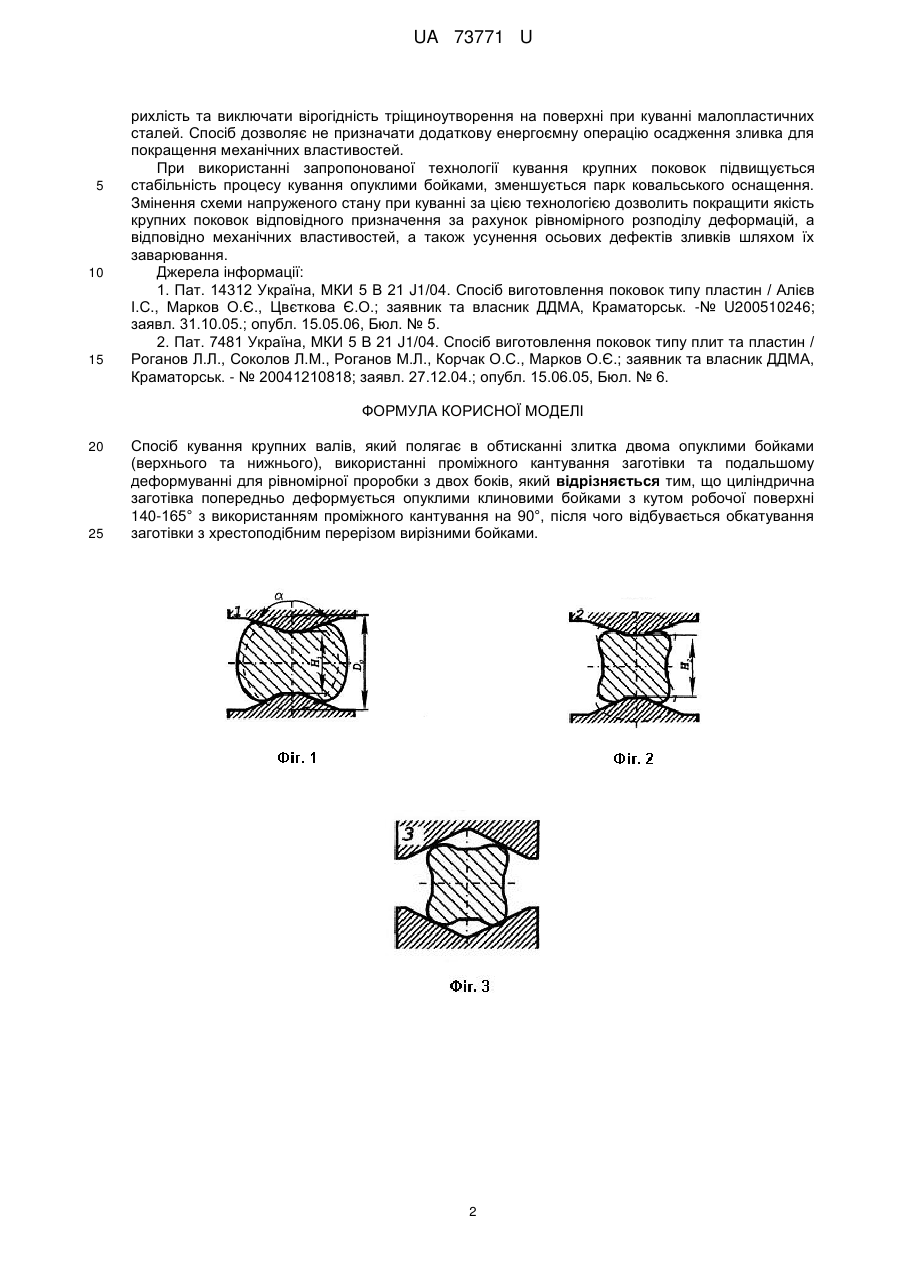
Спосіб кування крупних валів, який полягає в обтисканні злитка двома опуклими бойками (верхнього та нижнього), використанні проміжного кантування заготівки та подальшому деформуванні для рівномірної проробки з двох боків, який відрізняється тим, що циліндрична заготовка попередньо деформується опуклими клиновими бойками з кутом робочої поверхні 140-165° з використанням проміжного кантування на 90°, після чого відбувається обкатування заготівки з хрестоподібним перерізом вирізними бойками.
Текст
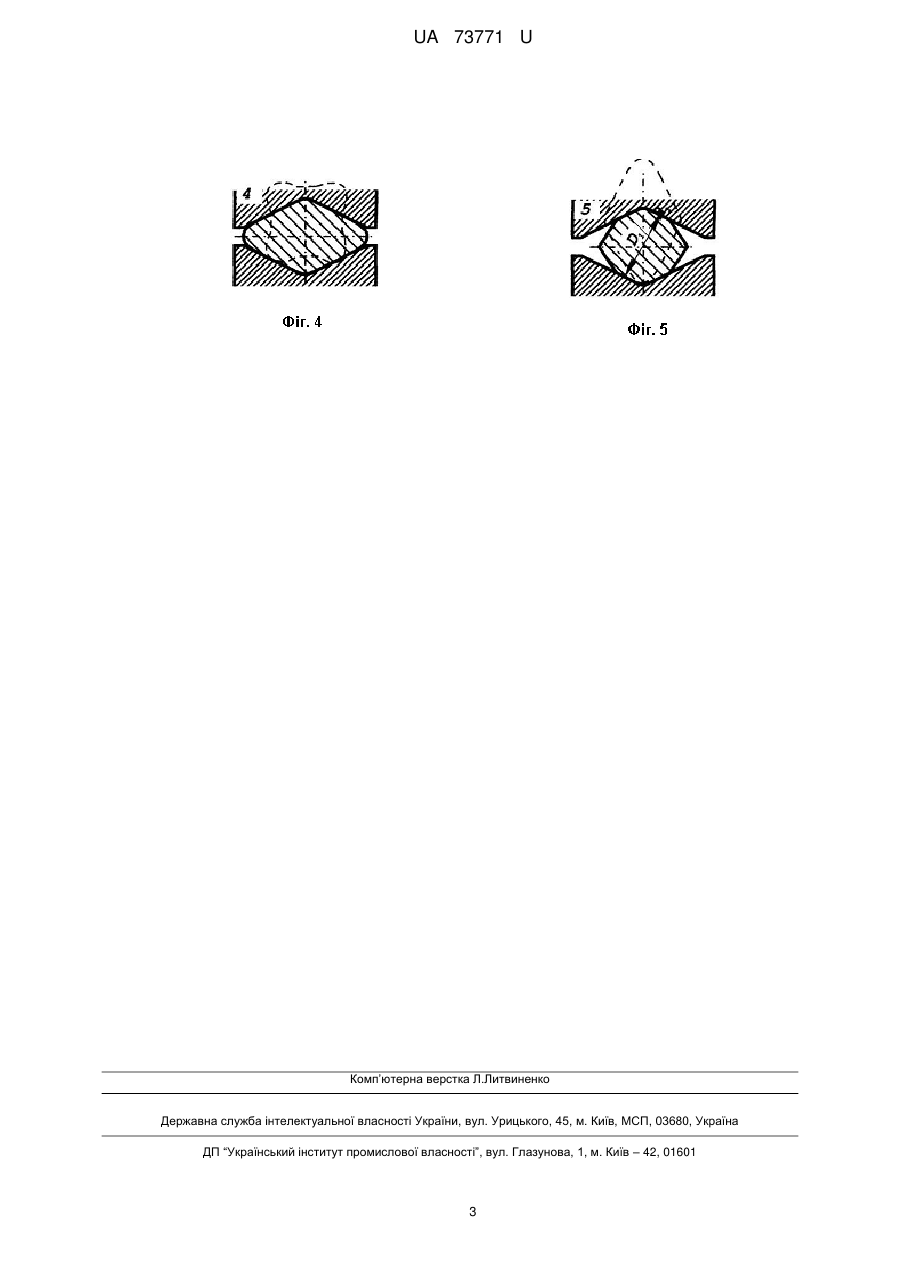
Реферат: UA 73771 U UA 73771 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі техніки, а саме до обробки металів тиском і може бути використана для кування крупних поковок відповідного призначення зі злитків за допомогою ковальської операції протягування. Відомі способи кування, які здійснюються шляхом деформування заготівки комбінованими бойками (верхнім опуклим бойком та нижнім - плоским) з проміжним кантуванням напівфабрикату на 180°, при цьому верхній опуклий бойок має кут робочої поверхні 120° або 135° [1]. Найбільш близьким аналогом, вибраним, як прототип, є спосіб, який використовується при куванні поковок типу плит та пластин, що полягає в протягуванні циліндричної заготівки опуклими бойками на V-подібній вставці, яка опирається на пружини, після чого вісімкоподібний напівфабрикат протягають до висоти полиці, що дорівнює висоті плити з остаточним правленням на плоских бойках [2]. Суттєвим недоліком використання цього способу при куванні є виникнення підпору з боку Vподібних вставок, коли заготівка буде обтискатися бойками з циліндричними виступами. Це призведе до одержання напівфабрикату з несиметричним перерізом, що забезпечить утворення затисків та нерівномірної проробки литої структури при подальшому куванні заготівки після кантування на 90°. Більш того діаметри виступів бойків залежать від розмірів злитків, що робить цей інструмент менш універсальним та потребує наявність значного парку таких бойків для кування різних за діаметрами злитків. Загальними суттєвими ознаками відомого способу й того, що заявляється є обтискання злитка двома опуклими бойками (верхнього та нижнього), використання проміжного кантування заготівки та подальшого деформування для рівномірної проробки з двох боків. В основу корисної моделі поставлена задача удосконалення способу кування крупних валів за рахунок застосування опуклих ковальських бойків, а також виключення підпору циліндричної заготівки при куванні опуклими бойками без використання додаткових тримачів. Використання цього способу та спеціальних механічних режимів деформування дозволить підвищити рівномірність розподілу деформацій в тілі заготівки, а також забезпечити появу в центральній дефектній зоні злитка стану нерівномірного всебічного стискання, що буде сприяти заварюванню осьової рихлості литої заготівки. Поставлена задача вирішується за рахунок того, що для реалізації запропонованого способу пропонується використання верхнього та нижнього опуклого клинового бойка з кутом = 140-165°. Радіус округлення клина складає 0,01-0,1 діаметра заготовок для виключення розрізання металу заготівки. Клиновий виступ є більш універсальною геометрією, який не залежить від розмірів заготівок, порівняно з циліндричними виступами та можуть бути використані для різних діаметрів злитків. Більш того клиновий виступ здатний вдавлюватися в циліндричну заготівку з самофіксуванням, що виключає зсув заготівки у початковий період деформування. Це дозволяє забезпечити співвісне деформування заготівки верхнім та нижнім бойками. Деформування за цим способом забезпечує рівномірний розподіл деформацій за рахунок відсутності зон ускладненої деформації, а також глибше проникання деформацій до центральних шарів заготовок. Проміжне кантування на 90° та подальше деформування в перпендикулярному напрямку дозволяє одержати симетричний хрестоподібний профіль заготівки. Це дозволяє зменшити нерівномірність розподілу деформацій, а також сприяє при подальшому куванні появі в осьовій дефектній зоні заготівки стискаючих напружень для заварювання внутрішніх дефектів металургійного походження. Суть корисної моделі пояснюється кресленнями (фіг. 1-5), на яких зображені: - фіг.1 - початкова стадія обтиснення циліндричної заготівки опуклими клиновими бойками; - фіг.2 - після кантування на 90°; - фіг.3 - схема укладки хрестоподібної заготівки у вирізних бойках; - фіг.4 - заготівка після першого проходу; - фіг.5 - заготівка після кантування на 90° та обтиснення на круглий переріз. Запропонований спосіб здійснюється таким чином. Нагрітий до кувальної температури зливок обтискається опуклими клиновими бойками (фіг. 1) з кутом = 140-165°. Обтиснення за прохід становить 10 % від діаметра заготівки D0. Після першого проходу заготівка кантується на 90° та обтискається тими ж самими бойками на 10 % (фіг.2). Процес повторюють доти, поки висота в середній частині заготівки буде становити Н1 = 0,9D1, де D1 - діаметр поковки (фіг.2). Після цього відбувається зміна бойків на вирізні з кутом вирізу 120-135° та обкатування заготівки з хрестоподібним перерізом до круглого перерізу з діаметром D1 (фіг.3-5). Обтиснення за прохід становить 10 %. Увігнута бічна поверхня заготівки після втискування опуклими клиновими бойками (фіг.2) під час кування та обкатування забезпечує появу в осьовій дефектній зоні та бічній поверхні заготівки стискаючих напружень, які будуть заварювати осьову 1 UA 73771 U 5 10 15 рихлість та виключати вірогідність тріщиноутворення на поверхні при куванні малопластичних сталей. Спосіб дозволяє не призначати додаткову енергоємну операцію осадження зливка для покращення механічних властивостей. При використанні запропонованої технології кування крупних поковок підвищується стабільність процесу кування опуклими бойками, зменшується парк ковальського оснащення. Змінення схеми напруженого стану при куванні за цією технологією дозволить покращити якість крупних поковок відповідного призначення за рахунок рівномірного розподілу деформацій, а відповідно механічних властивостей, а також усунення осьових дефектів зливків шляхом їх заварювання. Джерела інформації: 1. Пат. 14312 Україна, МКИ 5 В 21 J1/04. Спосіб виготовлення поковок типу пластин / Алієв І.С., Марков О.Є., Цвєткова Є.О.; заявник та власник ДДМА, Краматорськ. -№ U200510246; заявл. 31.10.05.; опубл. 15.05.06, Бюл. № 5. 2. Пат. 7481 Україна, МКИ 5 В 21 J1/04. Спосіб виготовлення поковок типу плит та пластин / Роганов Л.Л., Соколов Л.М., Роганов М.Л., Корчак О.С., Марков О.Є.; заявник та власник ДДМА, Краматорськ. - № 20041210818; заявл. 27.12.04.; опубл. 15.06.05, Бюл. № 6. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 Спосіб кування крупних валів, який полягає в обтисканні злитка двома опуклими бойками (верхнього та нижнього), використанні проміжного кантування заготівки та подальшому деформуванні для рівномірної проробки з двох боків, який відрізняється тим, що циліндрична заготівка попередньо деформується опуклими клиновими бойками з кутом робочої поверхні 140-165° з використанням проміжного кантування на 90°, після чого відбувається обкатування заготівки з хрестоподібним перерізом вирізними бойками. 2 UA 73771 U Комп’ютерна верстка Л.Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of forging large shafts
Автори англійськоюMarkov Oleh Yevheniiovych, Oleshko Mykhailo Viktorovych, Shvets Oleksii Anatoliiovych
Назва патенту російськоюСпособ ковки крупных валов
Автори російськоюМарков Олег Евгеньевич, Олешко Михаил Викторович, Швец Алексей Анатольевич
МПК / Мітки
МПК: B21J 5/00
Мітки: валів, спосіб, кування, крупних
Код посилання
<a href="https://ua.patents.su/5-73771-sposib-kuvannya-krupnikh-valiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб кування крупних валів</a>
Спосіб радіального кування чотирма бойками
Номер патенту: 64485
Опубліковано: 16.02.2004
Автори: Бедросова Лариса Василівна, Терновий Юрій Федорович, Лазоркіна Дар'я Вікторівна, Артамонов Юрій Вікторович, Лазоркін Віктор Андрійович
МПК: B21J 1/04
Мітки: бойками, кування, радіального, чотирма, спосіб
Формула / Реферат:
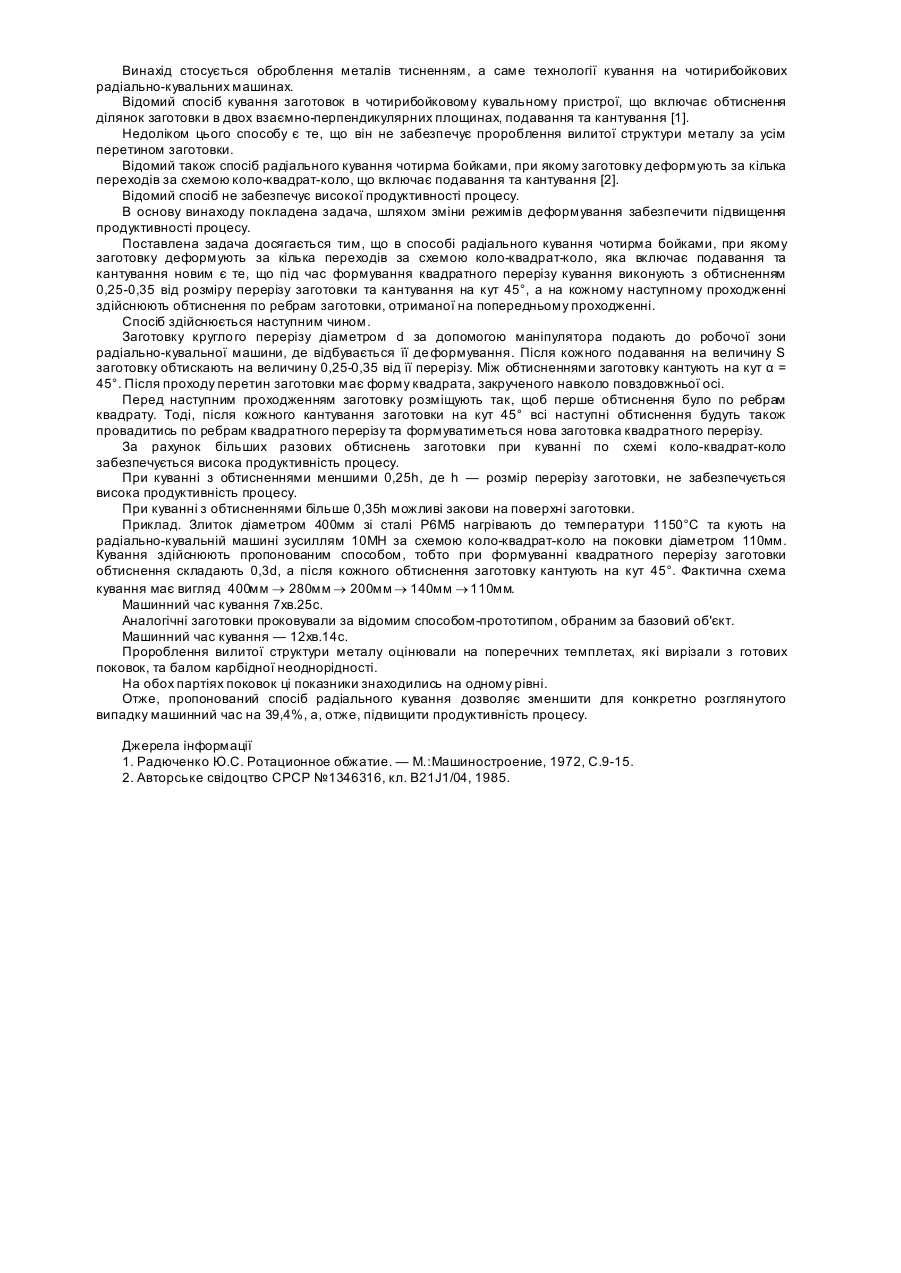
Спосіб радіального кування чотирма бойками, при якому заготовку формують за кілька переходів за схемою коло-квадрат-коло, що включає подавання та кантування, який відрізняється тим, що при формуванні квадратного перерізу кування виконують з обтисненнями 0,25-0,35 від перерізу заготовки та кантовками на кут 45°, а на кожному наступному проході здійснюють обтиснення по ребрах заготовки, отриманої на попередньому проході.
Спосіб кування сталевих заготівок типу валів
Номер патенту: 6477
Опубліковано: 16.05.2005
Автори: Олешко Віктор Михайлович, Лиманський Олександр Вадимович, Станков Юрій Миколаєвич, Кальченко Петро Павлович, Конєва Ольга Григорівна
МПК: B21J 1/04
Мітки: типу, спосіб, сталевих, заготівок, кування, валів
Формула / Реферат:
Спосіб кування сталевих заготівок типу валів, при якому сталеву заготівку багаторазово нагрівають до кувальної температури і після кожного нагрівання виконують її обтиснення кувальними бойками за кілька проходів, при цьому перед останнім обтисненням її нагрівають до температури, що не перевищує критичний поріг росту аустенітного зерна, який відрізняється тим, що нагрівання й обтиснення заготівки здійснюють у наступному режимі: спочатку...
Спосіб кування заготовок на чотирибойковій радіально-кувальній машині
Номер патенту: 64357
Опубліковано: 16.02.2004
Автори: Терновий Юрій Федорович, Сєдов Анатолій Олександрович, Лазоркін Віктор Андрійович
МПК: B21J 1/04
Мітки: кування, радіально-кувальній, машини, чотирибойковий, заготовок, спосіб
Формула / Реферат:
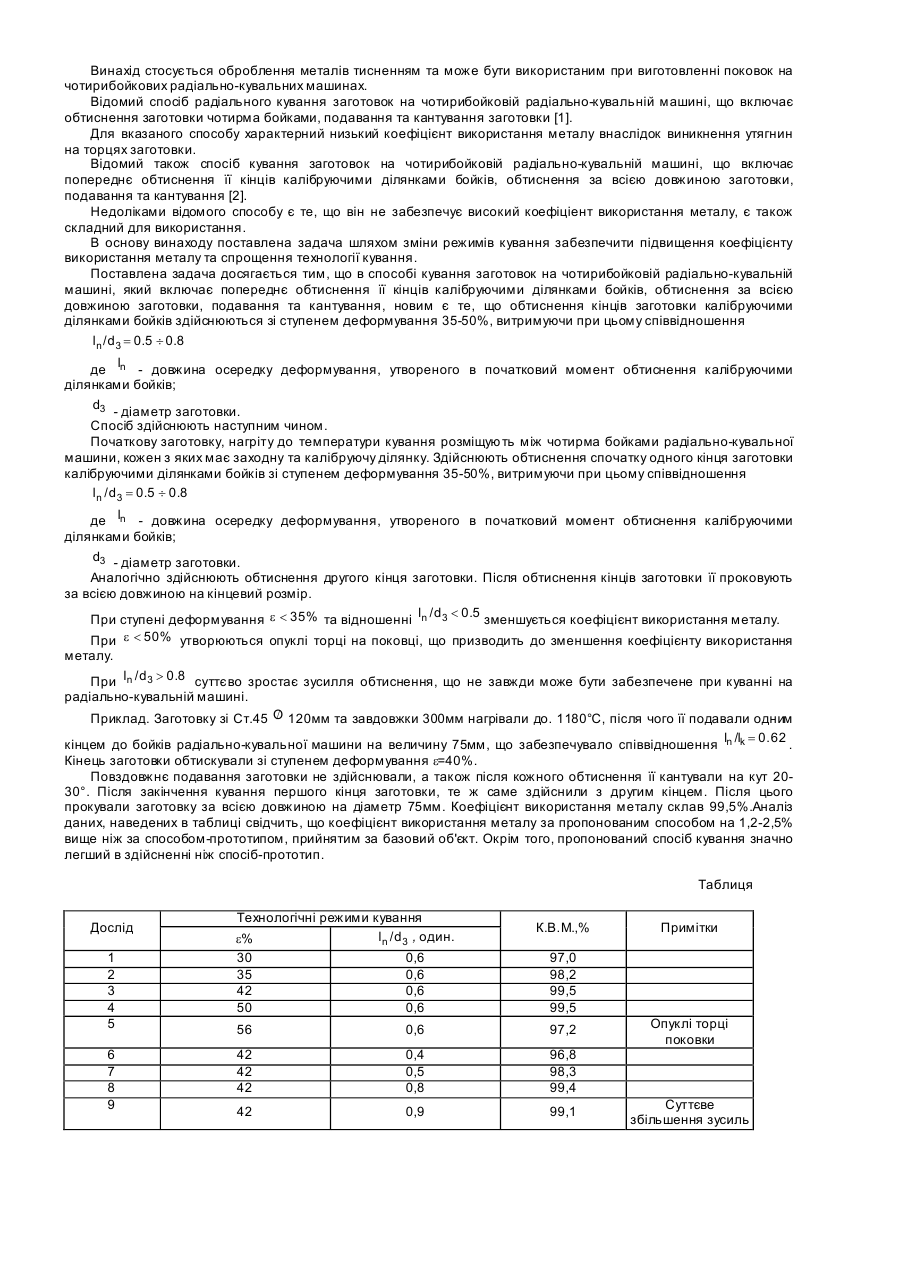
Спосіб кування заготовок на чотирибойковій радіально-кувальній машині, що включає попереднє обтиснення її кінців калібруючими ділянками бойків, обтиснення за всією довжиною заготовки, подавання та кантування, який відрізняється тим, що обтиснення кінців заготовки калібруючими ділянками бойків здійснюють зі ступенем деформування 35-50%, витримуючи при цьому співвідношенняln/d3= 0,5
Спосіб кування заготовок в чотирибойковому кувальному пристрої
Номер патенту: 66490
Опубліковано: 17.05.2004
Автори: Лазоркін Віктор Андрійович, Терновий Юрій Федорович, Мельников Юрій Вадимович
МПК: B21J 1/04
Мітки: чотирибойковому, спосіб, кувальному, пристрої, кування, заготовок
Формула / Реферат:
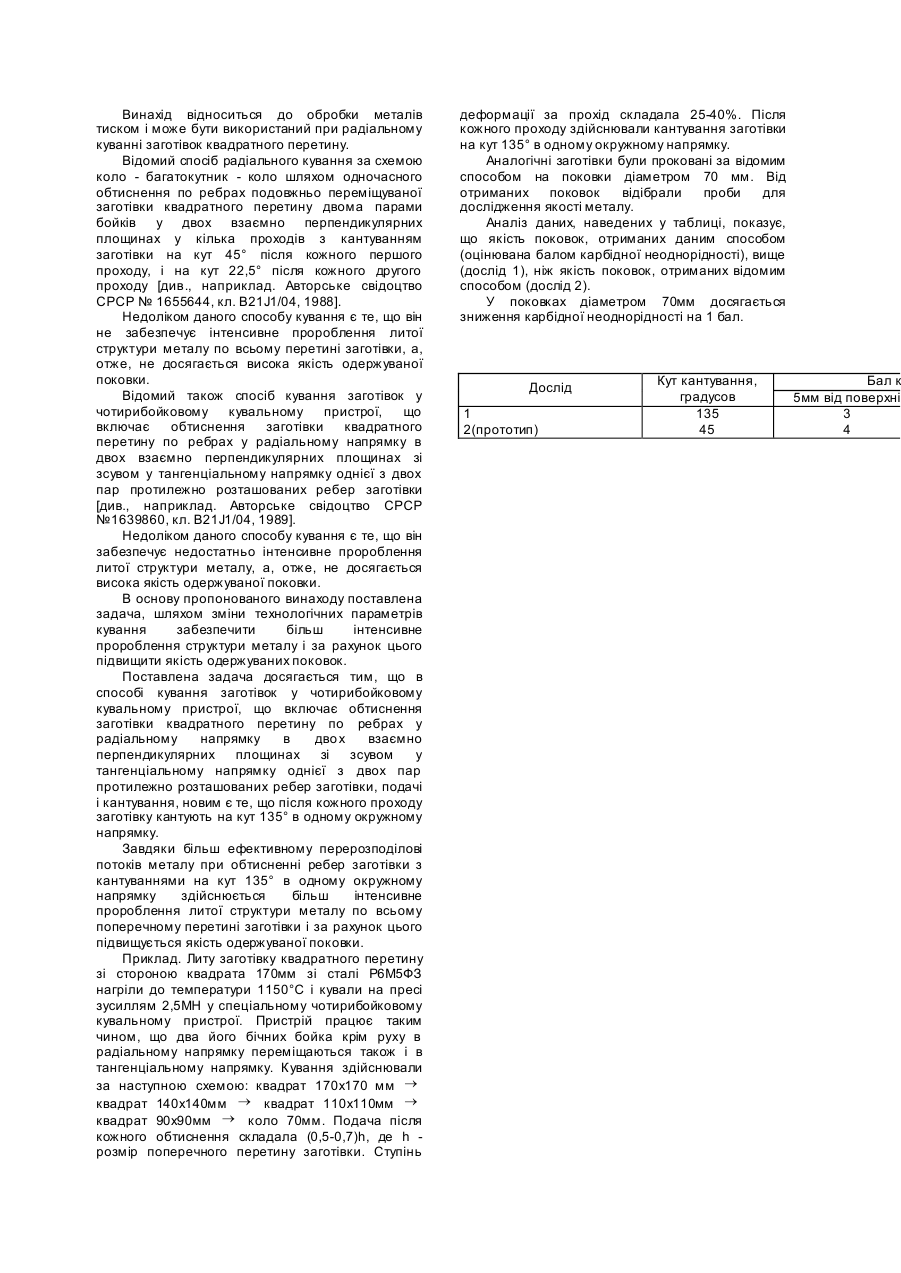
Спосіб кування заготівок у чотирибойковому кувальному пристрої, що включає обтиснення заготівки квадратного перерізу по ребрах у радіальному напрямку в двох взаємно перпендикулярних площинах зі зсувом у тангенціальному напрямку однієї з двох пар протилежно розташованих ребер заготівки, подачі і кантування, який відрізняється тим, що після кожного проходу заготівку кантують на кут 135° в одному коловому напрямку.
Спосіб кування плит
Номер патенту: 59106
Опубліковано: 10.05.2011
Автори: Марков Олег Євгенійович, Алієв Іграмотдін Серажутдінович, Жбанков Ярослав Геннадійович
МПК: B21J 1/04
Формула / Реферат:
Спосіб кування плит, який полягає у протягуванні плити верхнім та нижнім бойками з наступним вигином, який відрізняється тим, що вихідна заготівка в вигляді плити із висотою 1,1∙hn, що отримана протягуванням, вигинається на відстані R/2 від краю плити верхнім плоским бойком шириною b та нижнім увігнутим бойком із радіусом R=2...8∙hn та глибиною h=0,05...0,5∙hn, після чого плита кантується на 180 градусів та вигинається в...
Попередній патент: Штатний відеореєстратор в автомобілі
Наступний патент: Виливниця для відливання коротких ковальських злитків
Випадковий патент: Спосіб відтворення біоплівок мікроорганізмів