Спосіб ремонту підшипника ковзання роторної машини

Формула / Реферат
Спосіб ремонту підшипника ковзання роторної машини, що складається з двох половин і полягає у вийманні корпуса підшипника з корпуса роторної машини, видалення відпрацьованого антифрикційного шару, подальше збирання і установлення корпуса підшипника в корпус роторної машини, який відрізняється тим, що при видаленні антифрикційного шару корпус підшипника механічно обробляють по внутрішньому діаметру, витримуючи діаметральний розмір умові Д=d+2(Δr+δ), де:
d-номінальний діаметр вала в місці установки підшипника;
Δr - радіальний зазор у підшипнику,
δ - товщина тіла вкладки,
при цьому, в кожну половинку корпуса підшипника вставляють по ремонтній вкладці, забезпечуючи посадку спряжених поверхонь в межах H7/m6-Н7/p6, після чого оброблюють внутрішню антифрикційну поверхню підшипника в зборі, забезпечуючи радіальний зазор з урахуванням зносу місць установки підшипника на валу.
Текст
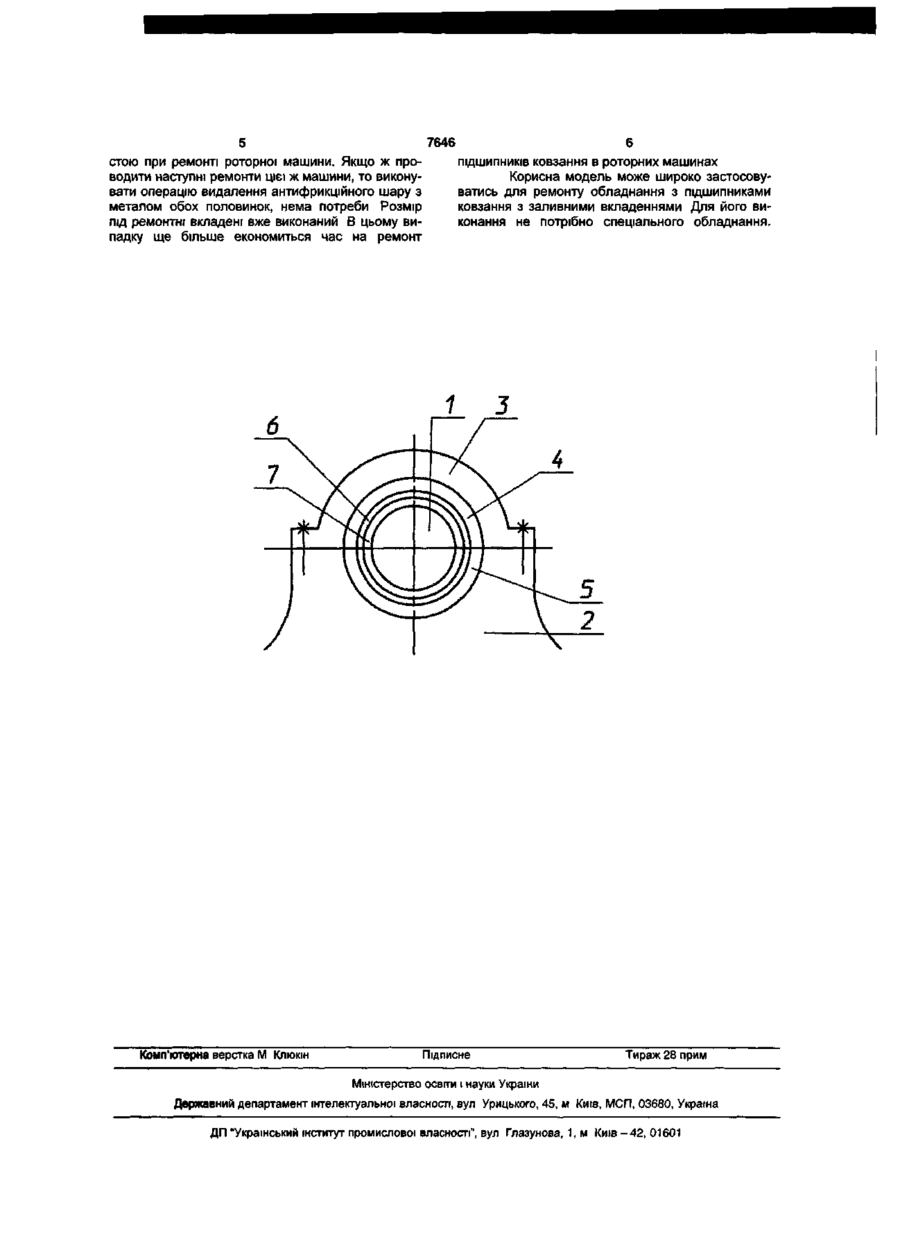
Спосіб ремонту підшипника ковзання роторної машини, що складається з двох половин і полягає у вийманні корпуса підшипника з корпуса роторної машини, видалення відпрацьованого антифрикційного шару, подальше збирання і установлення корпуса підшипника в корпус роторної машини, який відрізняється тим, що при видаленні антифрикційного шару корпус підшипника ме ханічно обробляють по внутрішньому діаметру, витримуючи діаметральний розмір умові Д=сІ+2(Дг+5), де d-номшальний діаметр вала в МІСЦІ установки підшипника, Дг - радіальний зазор у підшипнику, 5 - товщина тіла вкладки, при цьому, в кожну половинку корпуса підшипника вставляють по ремонтній вкладці, забезпечуючи посадку спряжених поверхонь в межах Н7/т6Н7/р6, після чого оброблюють внутрішню антифрикційну поверхню підшипника в зборі, забезпечуючи радіальний зазор з урахуванням зносу місць установки підшипника на валу Корисна модель належить до ремонту обладнання в якому використовуються підшипники ковзання, а саме, до ремонту насосів, компресорів і роторних машин В процесі роботи роторної машини зношуються підшипники ковзання, які мають корпус з антифрикційним бабітовим шаром (заливні вкладені) на внутрішній поверхні Зношеність антифрикційного шару підшипника впливає на роботу роторної машини в цілому, а саме виникає вібрація, додаткові шуми, руйнуються ущільнення, що призводить до перетікання робочої рідини, підвищених витрат мастила і зниження ККД машини Для усунення зазначених недоліків виконують ремонт ПІДШИПНИКІВ ковзання Для цього розбирають роторну машину, виймають підшипник ковзання, видаляють антифрикційний шар і виконують перезаливку антифрикційного бабітового шару [1] В деяких випадках [2], [3], на робочій поверхні підшипника ковзання видно різноманітні незначні дефекти Усуваються вони шабрениям антифрикційного шару При неможливості усунути дефекти шабрінням, виконують ремонт ПІДШИПНИКІВ шляхом видалення відпрацьованого антифрикційного шару з подальшою перезаливкою бабітом марки Б-16 або Б-83 Для проведення такої операції необхідно виготовити пристосування з відрізка сталевої труби звареної з п'ятою Діаметр труби повинен бути меншим ніж шийка вала на величину припуска під обробку заливки Довжина труби, також повинна бути більшою від ширини підшипника, на величину механічної обробки При заливці, підшипник в зібраному вигляді з двох половинок, повинен бути установленим на вертикальну трубу ЗОВНІШНІ СТІНКИ труби і внутрішні стінки корпуса підшипника повинні бути рівновіддаленими по всьому колу Перед заливкою корпус підшипника і трубу підігрівають Внутрішню поверхню корпуса попередньо лудять При цьому перегрівання недопустимо, так як може відбутися коробления Щілину, що виникла між корпусом підшипника і п'ятою замазують вогнетривкою глиною, а в кільцеву щілину між трубою і корпусом підшипника заливають розплавлений бабіт Після охолодження, корпус підшипника з залитим вкладенем механічно обробляють, частіше всього на токарному станку Обробку ведуть по діаметру w ( 0 ^ f CO |Ч. р С ^f 2 І «Э 5Г С 7646 шийки вала з припуском під шабріння. Після остаточної обробки залитий вкладень в корпусі має антифрикційний шар, поверхня якого є робочою. Зазначені дії при ремонті підшипника ковзання, а саме: виготовлення пристосування, нагрівання його, лудіння внутрішньої поверхні корпуса, заливка, механічна обробка і шабрения, потребують багато часу. Наприклад, тільки на заливку підшипника діаметром 100 мм і довжиною 125 мм необхідно 1,7 чол-годин, а на шабрения його з припуском 0,25 мм застосовується коефіцієнт 1, 2 [4]. Значні затрати часу недопустимі при ремонті технологічного силового обладнання, це призводить до простою і подорожчання експлуатації. Для скорочення строків і здешевлення ремонту підшипників ковзання в роторних машинах необхідно розробити спосіб ремонту підшипника ковзання, при якому використовувались би заздалегідь виготовлені ремонтні вкладені, замість заливних. Для вирішення поставленої задачі запропонований спосіб ремонту підшипника ковзання роторної машини, який складається з двох половин, і який полягає у вийманні корпуса підшипника з корпуса роторної машини, видаленні відпрацьованого антифрикційного шару, наступній зборці і установленні підшипника в корпус. Відповідно до корисної моделі при видаленні антифрикційного шару, корпуси підшипника, механічно обробляють по внутрішньому діаметру, витримуючи діаметральний розмір умові Д = d+2(Ar+5), де: d - номінальний (по кресленню) діаметр вала в місці установки підшипника; Дг - радіальний зазор у підшипнику, б - товщина тіла вкладення, при цьому, в кожну половинку корпуса підшипника вставляють по ремонтному вкладенню, забезпечуючи посадку спряжених поверхонь в межах Н7/т6-Н7/р6, після чого оброблюють внутрішню антифрикційну поверхню підшипника в зборі, забезпечуючи радіальний зазор, з урахуванням зносу мість установки підшипників на валу. Зазначені відрізняючи ознаки нерозривно пов'язані з технічним результатом: - при видаленні антифрикційного шару, корпуси підшипника, механічно оброблюють по внутрішньому діаметру, витримуючи діаметральний розмір умові Д = d+2(Ar+5), де: d - номінальний діаметр вала в місці установки підшипника, Дг - радіальний зазор у підшипнику, 5 - товщина тіла вкладення, механічно видаляється антифрикційний шар, тобто зрізується частина внутрішньої поверхні корпуса підшипника. Таким чином, витримується необхідний діаметральний розмір, в залежності від номінального (по кресленню) діаметра вала. Це означає, що механічна обробка проводиться один раз, з дотриманням розміру, як для першого ремонту, так і для наступних ремонтів. При наступних ремонтах підшипника ковзання механічна обробка непотрібна. Механічна обробка також проводиться з врахуванням радіального зазору, в підшипнику і товщини тіла вкладення, внаслідок чого враховані всі складові, яві впливають на величину діаметрального розміру. Зазначена технологічна операція дозволяє один раз зняти метал під раніше виготовлені вкладені. При наступних ремонтах проводиться заміна тільки вкладенів. Таким чином, скорочується час, в порівнянні з першим ремонтом, так як ліквідується багато операцій; - в кожну половинку корпуса підшипника вставляють по ремонтному вкладенню. Це дозволяє застосувати при ремонтах підшипника ковзання уніфіковані вкладені під даний розмір валів і позбавитись заливки вкладенів; - між спряженими поверхнями вкладення і корпуса підшипника забезпечується посадка в межах Н7/т6-Н7/р6. Ца дозволяє утримувати вкладені в корпусі підшипника; - оброблюють внутрішню антифрикційну поверхню підшипника в зборі, забезпечуючи радіальний зазор з урахуванням зношеності вала. Таким чином виконується підгонка вкладення до місця установлення підшипника на вал в кожному окремому випадку, з врахуванням зношеності вала. Корисна модель пояснюється кресленням. На кресленні зображений підшипник ковзання з ремонтними вкладеннями. Підшипник установлений на валу 1, розміщений в роторній машині 2 і закріплений кришкою 3. Підшипник ковзання має верхню і нижню половинки 4 і, відповідно 5, корпуса. На внутрішній поверхні верхньої і нижньої половинок 4, 5 корпуса розміщений ремонтний вкладень, який складається з обойми 6 і антифрикційного шару 7, нанесеного на внутрішню поверхню обойми. Ремонт підшипника ковзання роторної машини виконували так. Від'єднували кришку 3 роторної машини 2 і виймали верхню половинку 4 корпуса підшипника. Нижню половинку корпуса 5 виймали після видалення вала 1. Верхню і нижню половинки 4, 5 корпуса з'єднували стяжними елементами (на кресленні не показано) і на токарному станку видаляли антифрикційний шар 7, разом з видаленням шару металу корпуса. При цьому витримували діаметральний розмір оброблюваного кола з врахуванням номінального діаметра (d) вала в місці установки підшипника; товщини ремонтних вкладенів (5), що застосовуються; радіального зазору (Дг) між антифрикційним шаром ремонтних вкладенів і валом насоса, після чого обидві половинки 4, 5 корпуса роз'єднували, вкладали в кожну половинку по ремонтному вкладенню, забезпечуючи посадку в межах Н7/т6-Н7/р6. З врахуванням спрацьовування місць на валу, оброблювали внутрішній антифрикційний шар 7 підшипника в зборі, забезпечуючи радіальний зазор. Далі установлювали нижню половинку 5 корпуса підшипника в корпус роторної машини 2. Всередину корпуса підшипника, на вкладень, укладали вал, другу верхню половинку 4 корпуса підшипника клеши на вал 1 і закривали кришкою 3. Таким чином, замість заливного антифрикційного шару застосували виготовлені заздалегідь ремонтні вкладені. Цим скоротили час про 5 7646 стою при ремонті роторної машини. Якщо ж проПІДШИПНИКІВ ковзання в роторних машинах водити наступні ремонти цієї ж машини, то виконуКорисна модель може широко застосовувати операцію видалення антифрикційного шару з ватись для ремонту обладнання з підшипниками металом обох половинок, нема потреби Розмір ковзання з заливними вкладеннями Для його випід ремонтні вкладені вже виконаний В цьому виконання не потрібно спеціального обладнання. падку ще більше економиться час на ремонт \ Комп'ютерна верстка М Клюкш Підписне Тираж 28 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for repairing a slide bearing of a rotor machine
Автори англійськоюSkuba Ivan Stepanovych
Назва патенту російськоюСпособ ремонта подшипника скольжения роторной машины
Автори російськоюСкуба Иван Степанович
МПК / Мітки
МПК: F16C 27/00, F04D 29/04
Мітки: ремонту, машини, ковзання, підшипника, спосіб, роторної
Код посилання
<a href="https://ua.patents.su/4-7646-sposib-remontu-pidshipnika-kovzannya-rotorno-mashini.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонту підшипника ковзання роторної машини</a>
Опора підшипника ковзання

Номер патенту: 70495
Опубліковано: 15.10.2004
Автор: Скуба Іван Степанович
МПК: F16C 17/02, F16C 17/00
Мітки: підшипника, опора, ковзання
Формула / Реферат:
Опора підшипника ковзання, що має корпус, всередині якого розміщений вал роторної машини і вкладиш, який складається щонайменше з основи і антифрикційного шару, яка відрізняється тим, що між вкладишем і валом та вкладишем і корпусом установлено по втулці, при цьому вкладиш основою закріплений на одній з втулок, прикріплених одна до вала, а друга до корпусу.
Спосіб обробки підшипника ковзання
Номер патенту: 57086
Опубліковано: 16.06.2003
Автори: Кутєйніков Анатолій Миколайович, Скирденко Олег Іванович, Сніговський Федір Павлович
МПК: F16C 33/00
Мітки: підшипника, спосіб, обробки, ковзання
Формула / Реферат:
Спосіб обробки підшипника ковзання, що включає механічну обробку металевого корпуса, обробку його імпульсним електромагнітним полем, який відрізняється тим, що обробці імпульсним електромагнітним полем піддають також вал і вкладиш підшипника.
Спосіб виготовлення двошарового антифрикційного підшипника ковзання
Номер патенту: 61232
Опубліковано: 17.11.2003
Автор: Дудчак Віталій Петрович
МПК: B29C 51/00
Мітки: ковзання, підшипника, виготовлення, спосіб, двошарового, антифрикційного
Формула / Реферат:
1. Спосіб виготовлення двошарового підшипника ковзання, який відрізняється тим, що з метою підвищення адгезійної міцності підшипник виготовляється шляхом опресування фторопластової втулки, яка має профільні канавки і виступи, жорстким конструкційним матеріалом АГ-4В.2. Спосіб за п. 1, який відрізняється тим, що з метою одержання однакової товщини фторопластової втулки її попередньо нагрівають до температури 200...250°С і деформують на...
Спосіб виготовлення вкладиша підшипника ковзання
Номер патенту: 65951
Опубліковано: 15.04.2004
Автори: Краснов Антон Володимирович, Іщенко Анатолій Олексійович
МПК: F16C 19/00
Мітки: підшипника, спосіб, виготовлення, ковзання, вкладиша
Формула / Реферат:
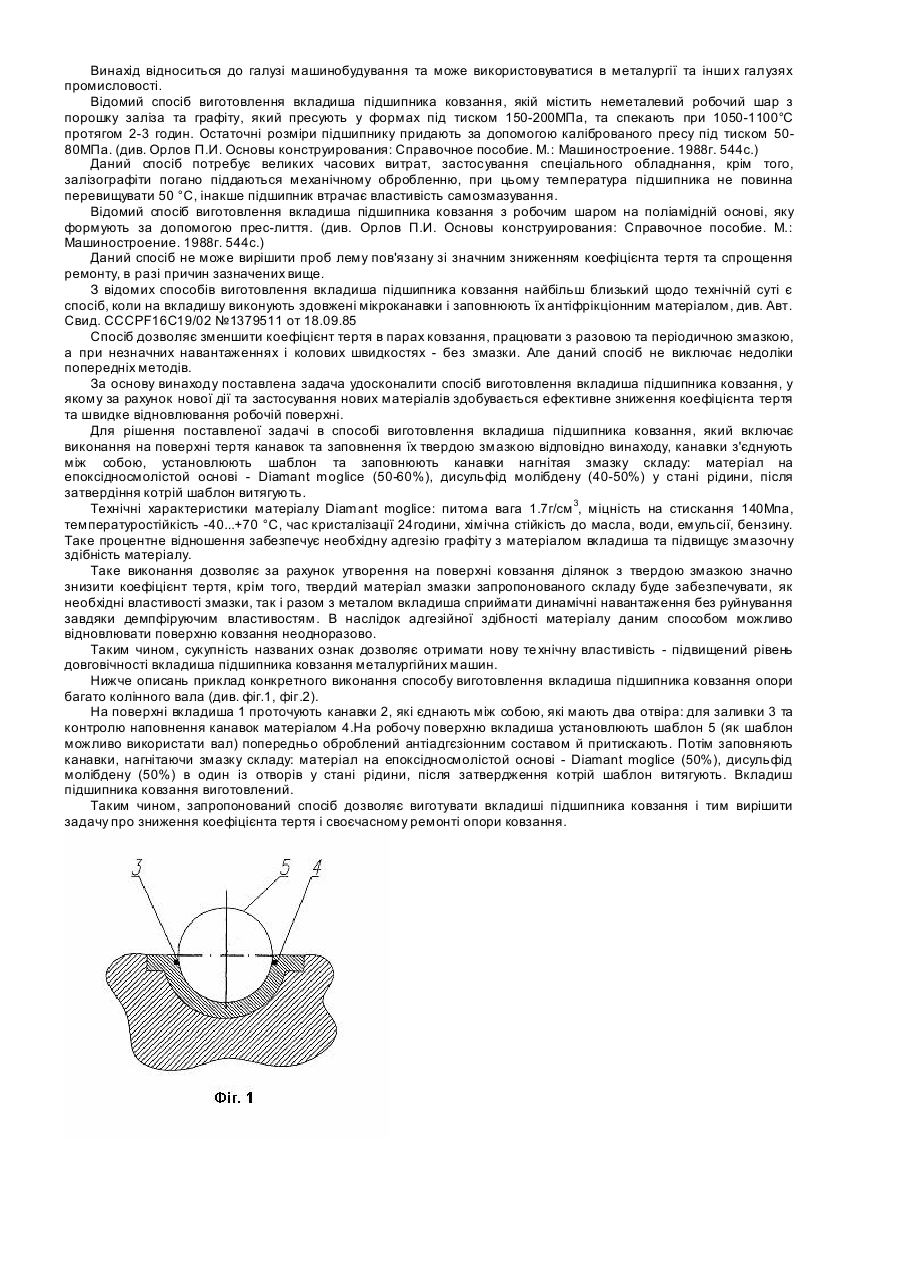
Спосіб виготовлення вкладиша підшипника ковзання, який включає виготовлення на поверхні тертя канавок і заповнення їх твердою змазкою, який відрізняється тим, що канавки з'єднують між собою, установлюють шаблон та заповнюють канавки, нагнітаючи змазку складу: матеріал на епоксидносмолистій основі - Diamant moglice (50-60 %), дисульфід молібдену (40-50 %) у стані рідини, після затвердіння котрої шаблон витягують.
Спосіб виготовлення біметалевого підшипника ковзання
Номер патенту: 58552
Опубліковано: 15.08.2003
Автори: Тракшинський Яков Романович, Соловьйов Володимир Андрійович, Тракшинський Роман Борисович, Тракшинський Борис Романович
МПК: F16C 33/04, F16C 33/12, B22D 19/08
Мітки: спосіб, біметалевого, ковзання, підшипника, виготовлення
Формула / Реферат:
Спосіб виготовлення біметалевого підшипника ковзання, що включає наплавлення на робочу поверхню підшипника ковзання антифрикційного композиційного матеріалу у вигляді металопорошкової шихти з матричного порошку, сталевого графітизованого дробу та технологічних флюсів, який відрізняється тим, що металопорошкову шихту наносять на підготовлену поверхню безпосередньо у відкриту форму, виконану у вигляді канавки на поверхні підшипника або...
Попередній патент: Хімічне джерело струму з твердим електролітом
Наступний патент: Панель багатопустотна для влаштування стінових перегородок
Випадковий патент: Пристрій перевірки механічних рахункових механізмів