Спосіб виготовлення електрода для дугового зварювання
Номер патенту: 7650
Опубліковано: 15.07.2005
Автори: Попов Веніамін Степанович, Бережний Станіслав Петрович, Білоник Ігор Методійович
Формула / Реферат
Спосіб виготовлення електрода для дугового зварювання, що містить металевий стрижень та покриття із газо- та шлакоутворювальних компонентів та феросплавів титан-кремній-марганець, який відрізняється тим, що феросплави переплавляють і рафінують разом з відходами титану електрошлаковим способом і вводять до складу покриття у вигляді порошку комплексного феросплаву.
Текст
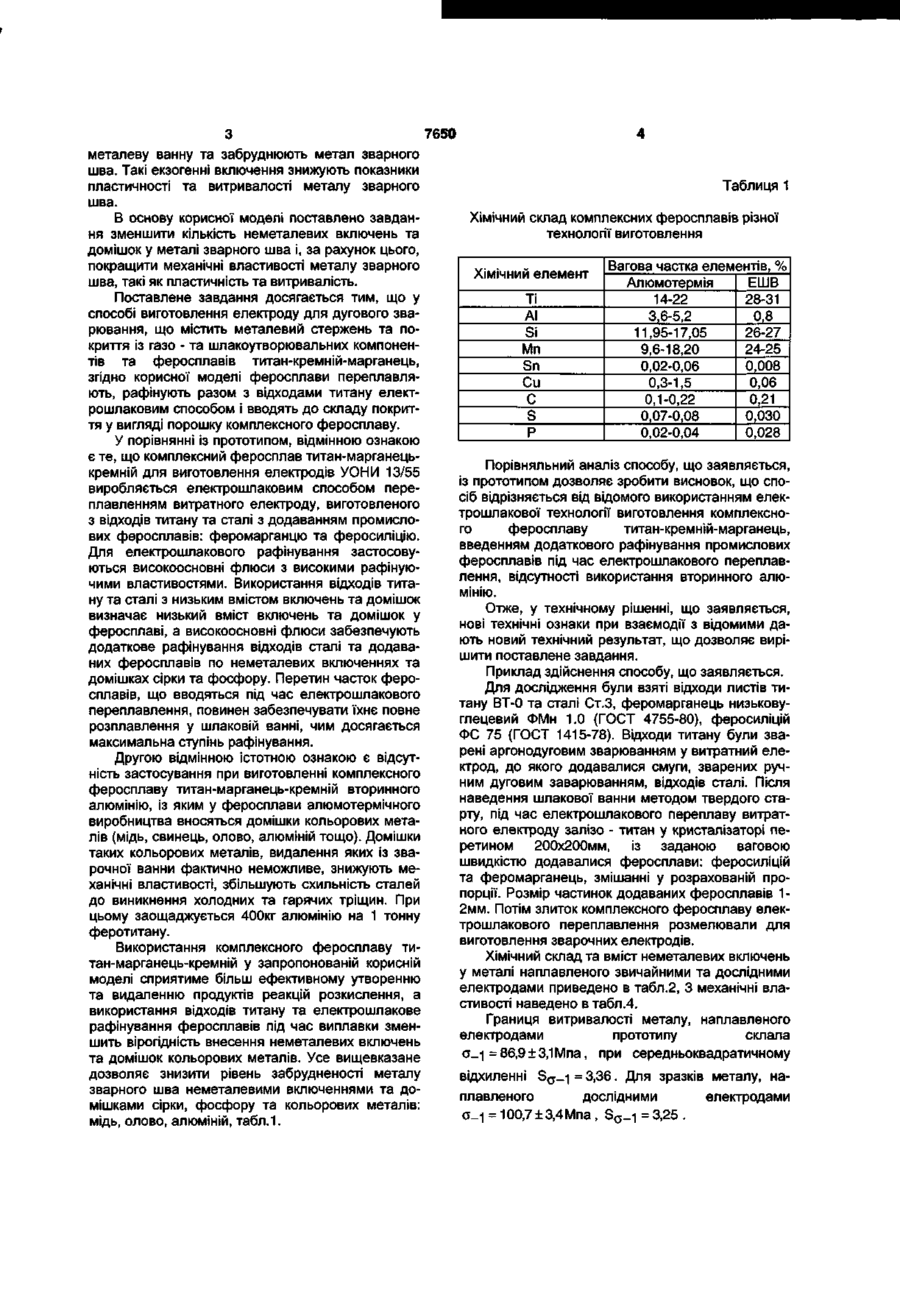
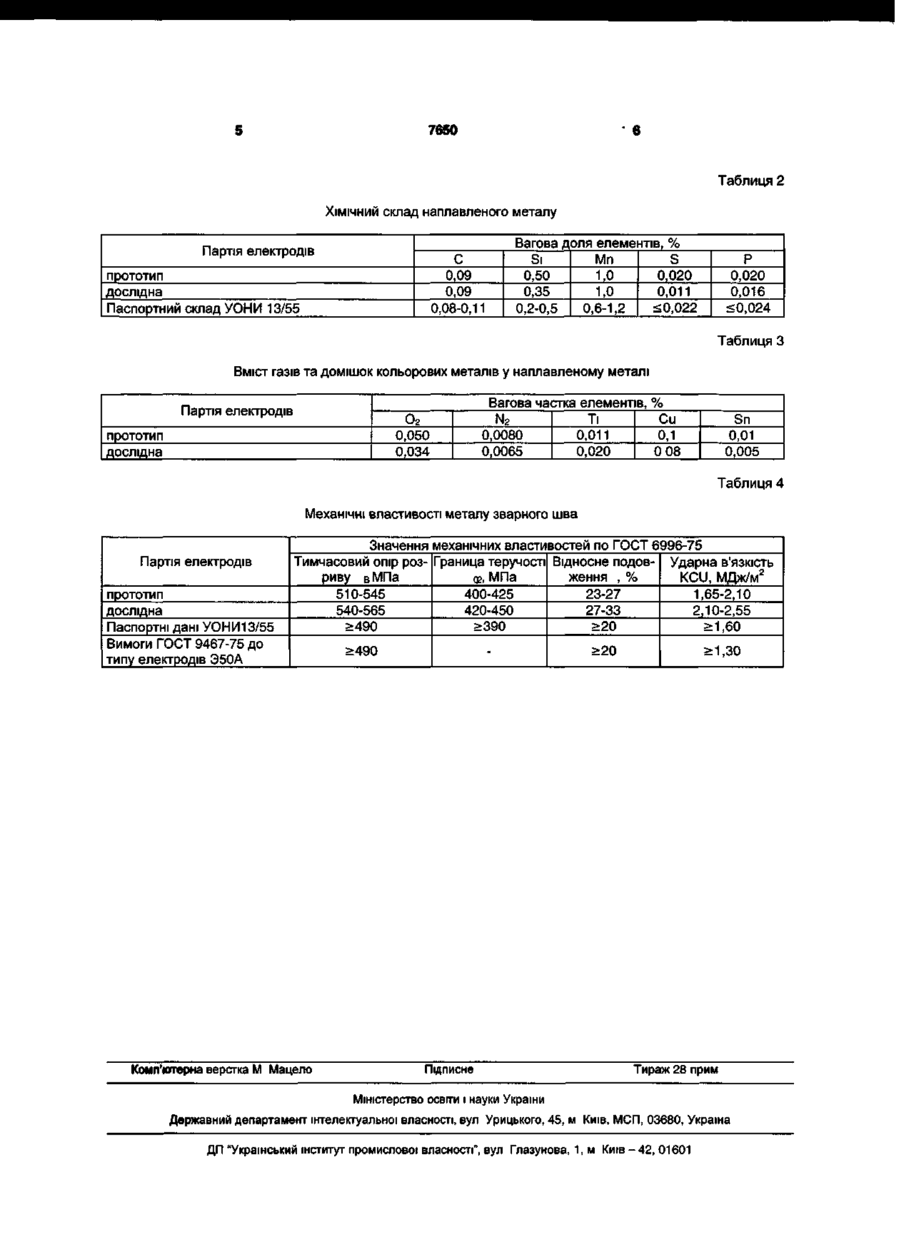
Спосіб виготовлення електрода для дугового зварювання, що містить металевий стрижень та покриття із газо- та шлакоутворювальних компонентів та феросплавів титан-кремній-марганець, який відрізняється тим, що феросплави переплавляють і рафінують разом з відходами титану електрошлаковим способом і вводять до складу покриття у вигляді порошку комплексного феросплаву. застосовувати окремі агрегати, або промивати дробильний агрегат певною кількістю наступного феросплаву, який буде дробитися. Визнана кількість фероматеріалів для промивання визначається конструкцією обладнання, але у кожному разі, ця партія фероматеріалів у виробництво електродів не допускається, що приводить до перевитрати фероматеріалів. Відомий спосіб виготовлення зварювальних електродів, прийнятий нами за прототип, полягає у використанні при виготовленні електродів У ОНИ 13/55 комплексного феросплаву титан-марганецькремній. Такі комплексні сплави запропоновано виготовляти алюмотермічним методом, відновлюючи алюмінієм оксиди титану, кремнію та марганцю [Технология изготовления электродов для дуговой сварки. Благовещенская В.В., Гололобов Б.А., Строгова В.Я., Л.: Машиностроение, 1966. - С. 126127.]. Завдяки використанню комплексного розкислювача покращуються умови отримання продуктів розкислення у вигляді комплексних оксидів. Як відомо, такі оксиди легкоплавкі, що сприяє їхньому об'єднанню, збільшенню та видаленню зі зварочної ванни. Але відомо, що феросплави, одержані алюмотермічним методом, містять велику кількість неметалевих включень, мають нестабільний хімічний склад, велику ліквацію елементів, а найбільш за все, кремнію та алюмінію у злитках. Головна частина таких злитків забруднена включеннями шлаку, що потребує ретельного ручного сортування. При великій кількості неметалевих включень у такому феросплаві алюмотермічного виробництва, останні у процесі зварювання переходять у рідку О ю (D О) 7650 металеву ванну та забруднюють метал зварного шва. Такі екзогенні включення знижують показники пластичності та витривалості металу зварного шва. В основу корисної моделі поставлено завдання зменшити кількість неметалевих включень та домішок у металі зварного шва і, за рахунок цього, покращити механічні властивості металу зварного шва, такі як пластичність та витривалість. Поставлене завдання досягається тим, що у способі виготовлення електроду для дугового зварювання, що містить металевий стержень та покриття із газо - та шлакоутворювальних компонентів та феросплавів титан-кремній-марганець, згідно корисної моделі феросплави переплавляють, рафінують разом з відходами титану електрошлаковим способом і вводять до складу покриття у вигляді порошку комплексного феросплаву. У порівнянні із прототипом, відмінною ознакою є те, що комплексний феросплав титан-марганецькремній для виготовлення електродів УОНИ 13/55 виробляється електрошлаковим способом переплавленням витратного електроду, виготовленого з відходів титану та сталі з додаванням промислових феросплавів: феромарганцю та феросиліцію. Для електрошлакового рафінування застосовуються високоосновні флюси з високими рафінуючими властивостями. Використання відходів титану та сталі з низьким вмістом включень та домішок визначає низький вміст включень та домішок у феросплаві, а високоосновні флюси забезпечують додаткове рафінування відходів сталі та додаваних феросплавів по неметалевих включеннях та домішках сірки та фосфору. Перетин часток феросплавів, що вводяться під час електрошлакового переплавлення, повинен забезпечувати їхнє повне розплавлення у шлаковій ванні, чим досягається максимальна ступінь рафінування. Другою відмінною істотною ознакою є відсутність застосування при виготовленні комплексного феросплаву титан-марганець-кремній вторинного алюмінію, із яким у феросплави алюмотермічного виробництва вносяться домішки кольорових металів (мідь, свинець, олово, алюміній тощо). Домішки таких кольорових металів, видалення яких із зварочної ванни фактично неможливе, знижують механічні властивості, збільшують схильність сталей до виникнення холодних та гарячих тріщин. При цьому заощаджується 400кг алюмінію на 1 тонну феротитану. Використання комплексного феросплаву титан-марганець-кремній у запропонованій корисній моделі сприятиме більш ефективному утворенню та видаленню продуктів реакцій розкислення, а використання відходів титану та електрошлакове рафінування феросплавів під час виплавки зменшить вірогідність внесення неметалевих включень та домішок кольорових металів. Усе вищевказане дозволяє знизити рівень забрудненості металу зварного шва неметалевими включеннями та домішками сірки, фосфору та кольорових металів: мідь, олово, алюміній, табл.1. Таблиця 1 Хімічний склад комплексних феросплавів різної технології виготовлення Хімічний елемент Ті АІ Si Мп Sn Си С S P Вагова частка елементів, % Алюмотермія ЕШВ 28-31 14-22 0,8 3,6-5,2 26-27 11,95-17,05 24-25 9,6-18,20 0,008 0,02-0,06 0,06 0,3-1,5 0,21 0,1-0,22 0,030 0,07-0,08 0,02-0,04 0,028 Порівняльний аналіз способу, що заявляється, із прототипом дозволяє зробити висновок, що спосіб відрізняється від відомого використанням електрошлакової технології виготовлення комплексного феросплаву титан-кремній-марганець, введенням додаткового рафінування промислових феросплавів під час електрошлакового переплавлення, відсутності використання вторинного алюмінію. Отже, у технічному рішенні, що заявляється, нові технічні ознаки при взаємодії з відомими дають новий технічний результат, що дозволяє вирішити поставлене завдання. Приклад здійснення способу, що заявляється. Для дослідження були взяті відходи листів титану ВТ-0 та сталі Ст.З, феромарганець низьковуглецевий ФМн 1.0 (ГОСТ 4755-80), феросиліцій ФС 75 (ГОСТ 1415-78). Відходи титану були зварені аргонодуговим зварюванням у витратний електрод, до якого додавалися смуги, зварених ручним дуговим заварюванням, відходів сталі. Після наведення шлакової ванни методом твердого старту, під час електрошлакового переплаву витратного електроду залізо - титан у кристалізаторі перетином 200х200мм, із заданою ваговою швидкістю додавалися феросплави: феросиліцій та феромарганець, змішанні у розрахованій пропорції. Розмір частинок додаваних феросплавів 12мм. Потім злиток комплексного феросплаву електрошлакового переплавлення розмелювали для виготовлення зварочних електродів. Хімічний склад та вміст неметалевих включень у металі наплавленого звичайними та дослідними електродами приведено в табл.2, 3 механічні властивості наведено в табл.4. Границя витривалості металу, наплавленого електродами прототипу склала о_і =86,9 ±3,1 Мпа, при середньоквадратичному відхиленні S o _ i = 3,36. Для зразків металу, наплавленого дослідними електродами а_і = 100,7 ±3,4Мпа , S o _ i = 3,25 . 7650 Таблиця 2 ХІМІЧНИЙ склад наплавленого металу Партія електродів Вагова доля елементів, % Mn Si S 0,50 0,020 1,0 0,35 0,011 1,0 490 Підписне >20 >1,30 Тираж 28 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacture of electrode for acr welding
Автори англійськоюPopov Veniamin Stepanovych, Bilonyk Ihor Metodiiovych
Назва патенту російськоюСпособ изготовления электрода для дуговой сварки
Автори російськоюПопов Вениамин Степанович, Билонык Игорь Методиевич
МПК / Мітки
МПК: B23K 35/365
Мітки: спосіб, електрода, дугового, виготовлення, зварювання
Код посилання
<a href="https://ua.patents.su/4-7650-sposib-vigotovlennya-elektroda-dlya-dugovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення електрода для дугового зварювання</a>
Спосіб механізованого дугового зварювання або наплавлення із модуляцією швидкості подачі електрода та регулюванням дуги
Номер патенту: 21219
Опубліковано: 04.11.1997
Автори: Патон Борис Євгенович, Колесник Георгій Фомич, Лебедєв Володимир Костянтинович, Сидорук Володимир Степанович
МПК: B23K 25/00
Мітки: подачі, спосіб, дугового, наплавлення, регулюванням, зварювання, модуляцією, механізованого, електрода, швидкості, дуги
Формула / Реферат:
Способ механизированной дуговой сварки или наплавки с модуляцией скорости подачи электрода и с регулированием дуги, при котором плотность тока на электроде в импульсе превышает 35 А/мм2, а в паузе меньше этого значения, отличающийся тем, что в случае, когда средняя плотность тока на электроде меньше 35 А/мм2, длительность паузы увеличивают до тех пор, пока межэлектродный промежуток Ідп в паузы не возрастет до значения, превышающего длину...
Спосіб виготовлення електрода для установок зварювання тиском
Номер патенту: 46050
Опубліковано: 15.05.2002
Автори: Корсун Олег Миколайович, Якутін Ігор Васильович, Малахова Людмила Михайлівна
МПК: B23K 11/36, B23K 11/30
Мітки: тиском, виготовлення, установок, спосіб, електрода, зварювання
Формула / Реферат:
Спосіб виготовлення електрода для установок зварювання тиском, при якому в робочій частині електрода утворюють водоохолоджувальні канали, який відрізняється тим, що водоохолоджувальні канали утворюють за допомогою, принаймні, однієї трубки, якій надають криволінійну конфігурацію і розміщують в порожнині моделі для заливання розплавленим матеріалом електрода, причому попередньо до трубки прикріплюють позначаючі її місцезнаходження індикатори,...
Спосіб дугового зварювання з короткими замиканнями дугового проміжку та джерело живлення для його здійснення
Номер патенту: 42588
Опубліковано: 15.10.2001
Автори: Солянік Володимир Володимирович, Копіленко Євгеній Аркадійович, Работінскій Дмітрій Ніколаєвіч, Сорока Володимир Леонідович, Карасєв Міхаіл Валєнтіновіч, Павленко Георгій Васильович
МПК: B23K 9/095, B23K 9/09, B23K 9/00
Мітки: живлення, короткими, зварювання, дугового, здійснення, джерело, проміжку, спосіб, замиканнями
Формула / Реферат:
1. Спосіб дугового зварювання з короткими замиканнями дугового проміжку, при якому плавлення електрода і зварювальної ванни здійснюють за допомогою електричної енергії основного джерела постійного струму, який відрізняється тим, що підігрівання і перехід металу електрода в зварювальну ванну при коротких замиканнях дугового проміжку забезпечують енергією постійно діючого додаткового джерела електричної енергії, напруга якого знаходиться в...
Спосіб дугового зварювання з короткими замиканнями дугового проміжку та пристрій для його здійснення
Номер патенту: 27165
Опубліковано: 15.08.2000
Автори: Сараєв Юрій Миколаєвич, Тімошенко Анатолій Кірілович, Заруба Ігор Іванович, Князьков Анатолій Федорович
Мітки: спосіб, короткими, проміжку, зварювання, пристрій, дугового, здійснення, замиканнями
Формула / Реферат:
Формула изобретения1. Способ дуговой сварки с короткими замыканиями дугового промежутка, осуществляемый от источника постоянного тока, содержащего сглаживающий дроссель, при котором производят кратковременное снижение тока перед коротким замыканием и к моменту разрыва перемычки, отличающийся тем, что, с целью повышения производительности процесса сварки за счет сокращения длительности короткого замыкания, сглаживающий дроссель...
Спосіб виготовлення іонселективного електрода
Номер патенту: 3915
Опубліковано: 15.12.2004
Автори: Тичков Володимир Володимирович, Степаненко Віталій Євгенович
МПК: G01N 27/30
Мітки: спосіб, виготовлення, іонселективного, електрода
Формула / Реферат:
Спосіб виготовлення іонселективного електрода, що включає нанесення електродно-активної речовини на металеву основу, який відрізняється тим, що як основу використовують струмопровідну суміш порошку металу з твердим зв'язуючим діелектриком, а електродно-активну речовину утворюють на поверхні основи шляхом занурення основи в розчин електроліту та анодної поляризації при нормальній температурі і щільності струму від 1х10-7 А/мм2 до 1х10-8 А/мм2,...
Попередній патент: Комутаційний пристрій
Наступний патент: Бінарна паротурбінна установка з комбінованим паропаровим циклом
Випадковий патент: Спосіб визначення доксазозину у біологічному матеріалі