Спосіб механізованого дугового зварювання або наплавлення із модуляцією швидкості подачі електрода та регулюванням дуги
Номер патенту: 21219
Опубліковано: 04.11.1997
Автори: Патон Борис Євгенович, Колесник Георгій Фомич, Сидорук Володимир Степанович, Лебедєв Володимир Костянтинович
Формула / Реферат
Способ механизированной дуговой сварки или наплавки с модуляцией скорости подачи электрода и с регулированием дуги, при котором плотность тока на электроде в импульсе превышает 35 А/мм2, а в паузе меньше этого значения, отличающийся тем, что в случае, когда средняя плотность тока на электроде меньше 35 А/мм2, длительность паузы увеличивают до тех пор, пока межэлектродный промежуток Ідп в паузы не возрастет до значения, превышающего длину металлической капли, образующейся на конце плавящегося электрода, но менее межэлектродного промежутка Іео, соответствующего естественному обрыву дуги, для чего в импульсе подачи электрода дугу питают от источника с жесткой или пологопадающей, а в дуге - с крутопадающей вольтамперной характеристикой, при этом напряжение холостого хода источника питания в паузе Uxxn устанавливают выше напряжения дуги Ueo, соответствующего межэлектродному промежутку Іео в момент естественного обрыва дуги.
Текст
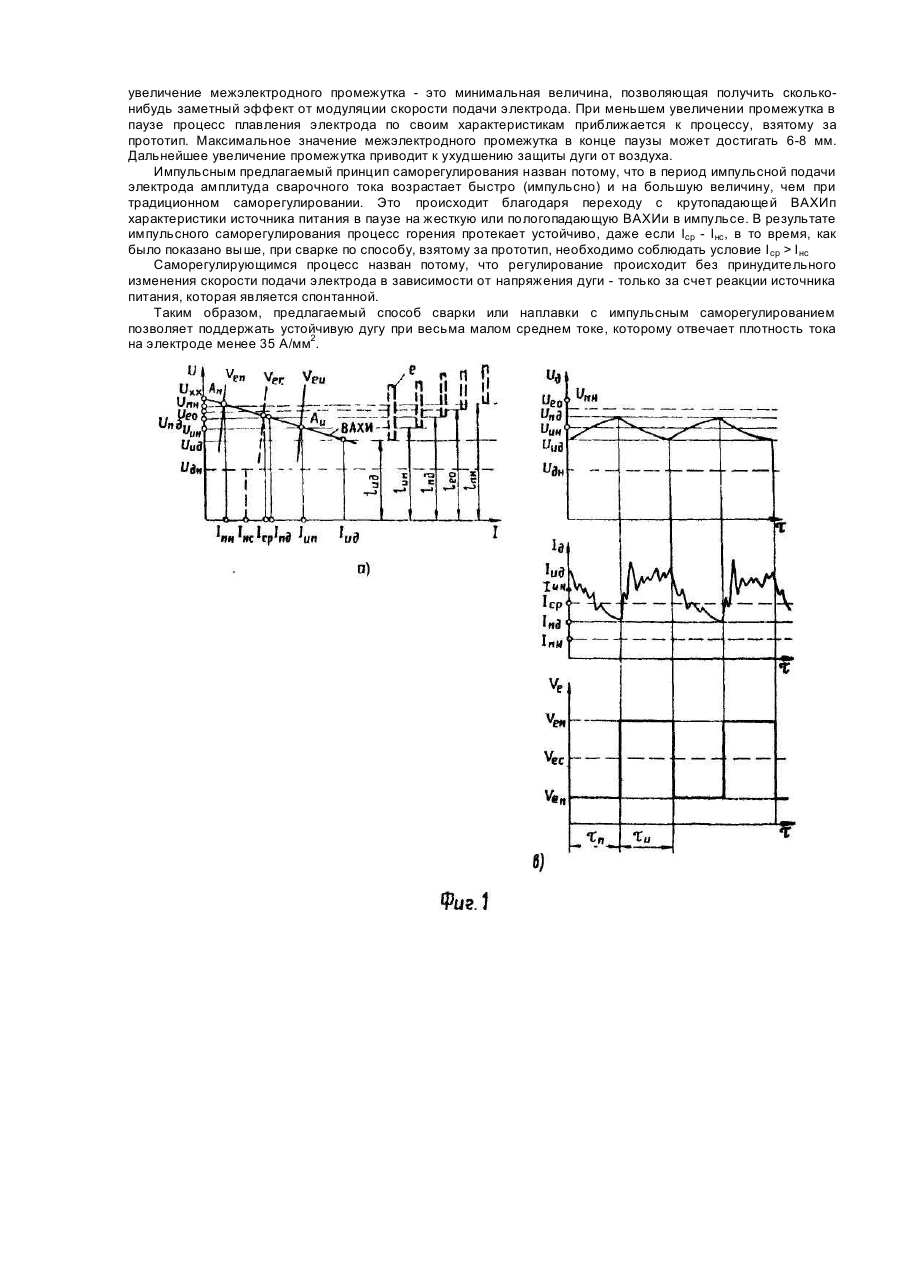
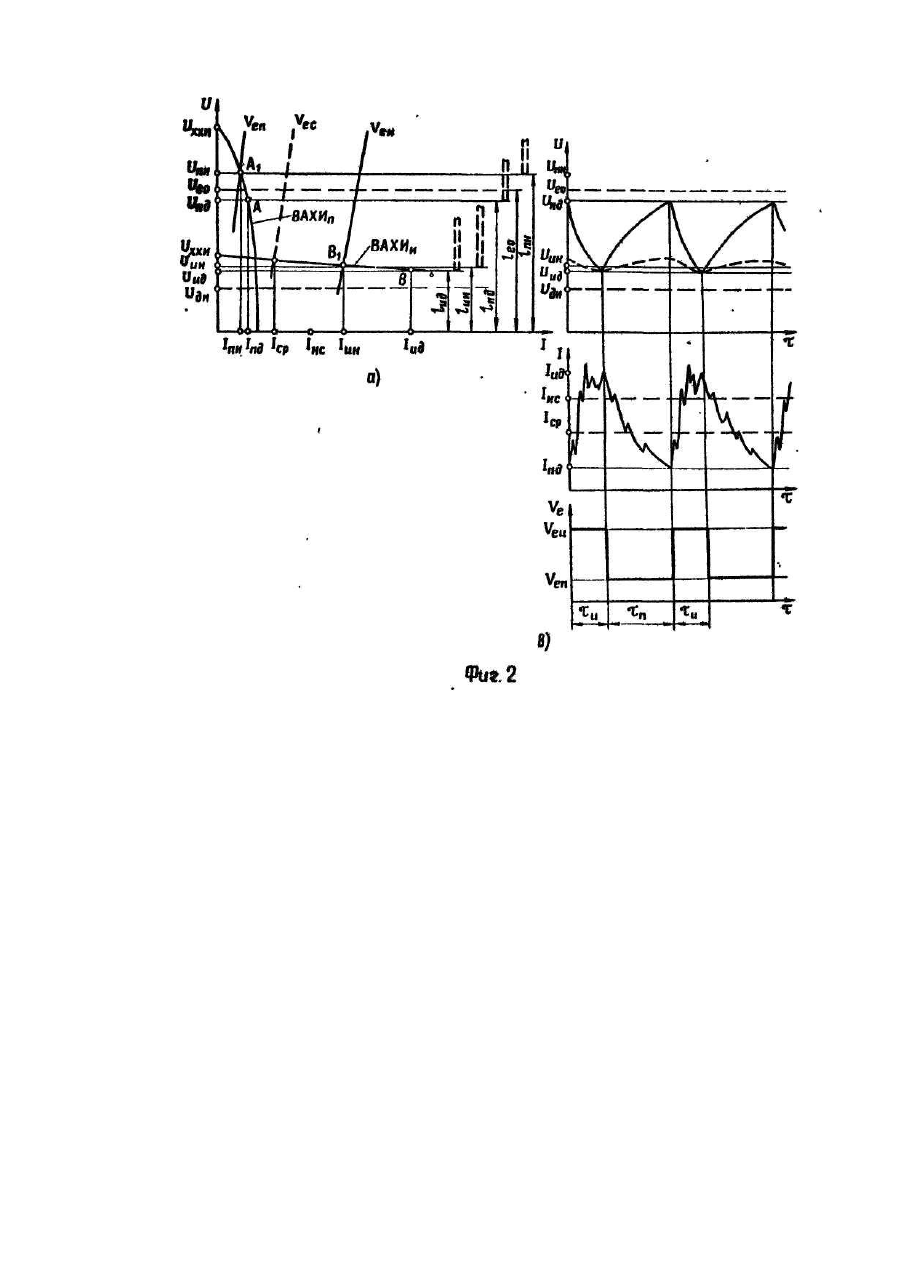
Предлагаемое изобретение относится к области механизированной сварки или наплавки с регулярно изменяемой, в том числе импульсной подачей плавящегося электрода и с регулированием дуги. Существует несколько способов принудительного регулирования дуги при механизированной дуговой сварке: путем регулирования скорости подачи электрода по напряжению или току на дуге и др. - и один способ сварки с саморегулированием дуги [1]. Последний заключается в том, что плавящийся электрод, преимущественно электродную проволоку, подают в зону сварки с постоянной скоростью, а заданные длина дуги и, соответственно, напряжение сварки (напряжение дуги) устанавливаются самопроизвольно благодаря реакции источника на изменение указанных параметров. Случайное увеличение дуги вызывает уменьшение тока от сварочного источника, что приводит к уменьшению скорости плавления электрода, а после уменьшения длины дуги ток от источника увеличивается, что сопровождается увеличением скорости плавления электрода. Дуговая сварка с импульсной подачей плавящегося электрода [2] основана на использовании принципа саморегулирования дуги. Как показала практика, процесс саморегулирования протекает вяло, если средняя плотность тока на электроде, определяемая как частное от деления среднего (эффективного) тока на площадь сечения электрода, менее 35 А/мм2. В таком случае при жесткой вольт-амперной характеристике ВАХИ источника (DU/DI = 0) возникают частые естественные обрывы дуги, а при падающей ВАХИ (DU/DІ ³0,8 В/А) усиливается опасность коротких замыканий электрода на изделие. Средний (эффективный) ток дуги находят по соотношению где І и, I п - ток дуги в импульсе и паузе, соответственно; tи, tп - длительности импульса и паузы. Обычно при малой плотности тока на электроде переходят к системам с принудительным регулированием дуги, упомянутым выше. Такие системы сложнее и дороже, чем системы с саморегулированием дуги. В основу изобретения поставлена задача усовершенствования известного способа сварки с саморегулированием дуги при периодически изменяемой скорости подачи плавящегося электрода за счет изменения длительности паузы (периода уменьшения скорости подачи электрода), выбора вольт-амперной характеристики источника питания, а также подбора напряжения холостого хода источника питания в период упомянутой паузы, что позволит реализовать саморегулирование дуги в случае малой плотности тока на электроде, менее 35 А/мм2, тем самым повысить устойчивость горения дуги в более широком диапазоне сварочных токов и улучшить качество швов, выполненных механизированной дуговой сваркой с саморегулированием дуги. Решение поставленной задачи достигается тем, что в способе механизированной дуговой сварки с периодическим уменьшением скорости подачи плавящегося электрода и с питанием дуги от источника тока, имеющего жесткую или пологопадающую вольт-амперную характеристику, а также от источника тока с крутопадающей вольт-амперной характеристикой, длительность паузы (периода уменьшения скорости подачи электрода) увеличивают до тех пор, пока межэлектродный промежуток Ідп не возрастает в паузе до значения, превышающего длину металлической капли, образующейся на конце плавящегося электрода, но менее межэлектродного промежутка І ео, соответствующего естественному обрыву дуги, для чего в импульсе подачи электрода дугу питают от источника с жесткой или пологопадающей, а в паузе - крутопадающей вольт-амперной характеристикой, при этом напряжение холостого хода источника питания Uxxn в паузе устанавливают выше напряжения дуги Ueo , соответствующего межэлектродному промежутку І ео в момент естественного обрыва дуги. Совокупность существенных признаков заявляемого изобретения состоит в сочетании повышенной длительности паузы, т.е. периода уменьшения скорости подачи электрода, с попеременным питанием дуги: от источника тока с жесткой или пологопадающей вольт-амперной характеристикой в период импульса и от источника тока с крутопадающей вольт-амперной характеристикой - в период паузы подачи электрода. Длительность паузы ограничивается по минимуму и максимуму. Минимальная длительность паузы равна длительности процесса увеличения длины межэлектродного промежутка І дп (т.е. расстояния между концом плавящегося электрода и металлической ванной) до значения, превышающего длину металлической капли, образующейся на конце плавящегося электрода. Максимальная длительность паузы не должна быть более длительности процесса увеличения длины межэлектродного промежутка до значения, равного І ео, т.е. длины дуги, при которой происходит ее естественный обрыв. Отличительным признаком заявляемого изобретения является также требование к источнику питания с крутопадающей характеристикой, чтобы его напряжение холостого хода было выше напряжения дуги Ueo в момент ее гипотетического естественного обрыва (которого нельзя допустить), когда длина дуги достигает значения І ео. При способе сварки, взятом за прототип, длительность паузы выбирают небольшой, которая обычно не превышает длительности увеличения межэлектродного промежутка на величину, равную длине металлической капли, а скорость плавления электрода в паузе остается практически такой же, как и в импульсе, поскольку при переходе от импульса к паузе параметры источника питания не изменяют: жесткая или пологопадающая вольт-амперная характеристика с постоянным напряжением холостого хода, которое существенно меньше напряжения источника питания с крутопадающей вольт-амперной характеристикой, Сварку по способу, взятому за прототип, осуществляют, как правило, на "длинной дуге", когда длина межэлектродного промежутка существенно превышает длину металлической капли. В этом случае частоту следования импульсов подачи проволоки поддерживают приблизительно равной частоте образования капель металла; импульсами подачи проволоки "стряхивают" капли с конца электродной проволоки. При сварке по предлагаемому способу длину дуги изменяют в более широких пределах, соответственно увеличивают и длительность паузы. Авторами обнаружена закономерность, что увеличение длительности паузы сопровождается повышением значения тока в импульсе, а это соответствует формуле (1) и ее производной Из формулы (2) следует, что при неизменном значении Uср ток в импульсе будет тем большим, чем будет меньшим значение длительности импульса (а при неизменной частоте следования импульсов это означает необходимость увеличения длительности паузы). Повышенный ток в импульсе необходим для избежания короткого замыкания электродной проволоки на изделие, а также для обеспечения достаточной глубины проплавлення основного металла. Минимальная длительность паузы подачи электродной проволоки должна быть больше длительности процесса увеличения длины межэлектродного промежутка до значения, превышающего длину металлической капли, для того, чтобы избежать замыкания капли на металлическую ванну, когда с начала импульса подачи электродной проволоки межэлектродной промежуток начнет сокращаться. Если такое произойдет, в период импульсной подачи электродной проволоки возникает короткое замыкание электрода на изделие, и дуговой процесс прекратится. Максимальная длительность паузы подачи электродной проволоки должна быть меньше длительности процесса увеличения длины межэлектродного промежутка до значения, равного длине дуги, при которой происходит ее естественный обрыв, для того, чтобы избежать прерывания дугового процесса. Использование в паузе подачи электродной проволоки источника питания с крутопадающей вольтамперной характеристикой, имеющего повышенное напряжение холостого хода, позволяет получить два полезных эффекта: 1 - предотвратить естественный обрыв дуги при существенном увеличении длительности паузы; 2 - увеличить длительность паузы. Естественный обрыв дуги предотвращается благодаря тому, что напряжение холостого хода источника выше, чем напряжение естественного обрыва дуги, а поэтому источник питания обеспечивает энергетические условия для продолжения электрического разряда в газах, т.е. дуги. Этому способствует также крутопадающий характер вольт-амперной характеристики источника питания, который, как известно, является оптимальным для дуги с малой плотностью тока на электроде. Увеличение длительности паузы достигается с помощью двух факторов: увеличенной длины межэлектродного промежутка; 2 - малого сварочного тока (при уменьшении тока скорость плавления электрода, как известно, снижается). Уменьшение тока в паузе обусловлено переходом на питание от источника тока с крутопадающей вольт-амперной характеристикой, существенно ограничивающей значение тока. Дуга не может погаснуть в период паузы по той причине, что ее поддерживает источник питания с крутопадающей вольт-амперной характеристикой. В период импульса подачи электрод не может замкнуться на изделие по той причине, что источник питания с жесткой вольт-амперной характеристикой "вырабатывает" сварочный ток такой величины, какой достаточно, чтобы поднять скорость плавления до значения не меньше скорости его подачи. Таким образом, предлагаемый способ сварки превосходит способ, взятый за прототип, амплитудой изменения длины межэлектродного промежутка и отношением тока в импульсе к току в паузе. Это создает возможность уменьшить средний эффективный ток дуги при одновременном повышении устойчивости горения дуги на малых токах. Предложение поясняется чертежами, где фиг.1 соответствует способу сварки с импульсной подачей плавящегося электрода и с саморегулированием дуги, взятому за прототип, а фиг. 2 - предлагаемому способу сварки с импульсным саморегулированием. При сварке по способу с традиционным саморегулированием (фиг.1) применяют источник питания с жесткой или пологопадающей ВАХИ. Кривая Vеи означает "стационарную" ВАХ сварочной головки с постоянной скоростью подачи плавящегося электрода, равной скорости его подачи в импульсе Vеи для "динамического" режима, принятого в способе, взятом за прототип. Кривая Vеи отвечает "стационарной" ВАХ сварочной головки при скорости подачи электрода, принятой в паузе Vеп. Другими словами, Vеи и Vеп - две вольт-амперные характеристики одной сварочной головки для двух крайних установившихся процессов с соответствующими скоростями подачи электрода в импульсе и паузе. Vес - вольт-амперная характеристика сварочной головки в гипотетическом процессе, когда установившаяся средняя скорость подачи электрода равна где tи и tп - длительность импульса и паузы соответственно. Часто используют такую модуляцию скорости подачи плавящегося электрода, при которой Vеп = 0. В этом случае кривой Vеп на фиг.1 нет. В реальном процессе сварки или наплавки длительности импульса tи и tп паузы весьма ограничены и исчисляются десятыми и сотыми долями секунды, поэтому ни в импульсе, ни в паузе процесс горения дуги не является установившимся. Действительное напряжение дуги в паузе Uпд всегда меньше номинального напряжения дуги в паузе Uпн, а действительный ток дуги І пд в паузе больше номинального I пн. В импульсе действительный ток І ид может быть больше номинального І ин, напряжение Uид - меньше номинального Uин. Под номинальными значениями напряжения Uпн, Uин и тока Іпн, Uин в паузе и импульсе подачи электрода понимают соответствующие параметры режима сварки в установившихся процессах при постоянных скоростях подачи электрода Vеп и Vеи. Обобщенная осциллограмма напряжения представляет собой экспонентоподобную кривую с минимумом Uид и максимумом Uпд (фиг.1в). Процесс ведут таким образом, что Uпд никогда не поднимается до значения Ueo, a Uид никогда не опускается до значения Uдн (здесь Uдн - номинальное напряжение дуги, т.е. минимальная разность потенциалов между электродами, при котором в данных условиях: среда, материал и диаметр электрода, скорость его подачи - возможен устойчивый процесс горения дуги). Это означает, что модуляцию скорости подачи электрода осуществляют в остро ограниченном диапазоне параметров tи и tп. Электрод "е" имеет различные положения в зависимости от фазы импульсной печи. Эти положения на фиг. 1а обозначаются длиной межэлектродного промежутка: І ид при напряжении дуги Uид - в конце импульса подачи, І пд при напряжении Uпд - в конце паузы подачи электрода. І ид, как правило, меньше І ин межэлектродного промежутка, соответствующего номинальному напряжению дуги в импульсе Uин, а Uпд всегда меньше І пн, соответствующему номинальному напряжению дуги в паузе Uпн, и, конечно, меньше длины І ео обрыва дуги при напряжении Ueo. При сварке по способу, взятому за прототип (фиг.1), значение среднего тока Іср должно быть таким, чтобы средняя плотность тока на электроде была более 35 А/мм2. Этой "номинальной" плотности тока соответствует "номинальный " ток Інс, необходимый для реализации принципа саморегулирования дуги (условное значение, на фиг.1 не показано). В рассматриваемом случае І нс < Іср. В практике существует потребность выполнять сварку и наплавку на малом токе, при котором плотность тока на электроде менее 35 А/мм2 (сварка металла малой толщины, прецизионная наплавка). Чтобы сохранить устойчивость дуги в таких условиях, необходимы специальные меры регулирования дуги. Традиционный способ принудительного регулирования непригоден из-за сложности аппаратуры и ее дороговизны. Принцип саморегулирования можно было бы использовать при одновременном соблюдении двух условий: а - увеличение плотности тока на электроде в течение импульса за счет повышения скорости его подачи; б - сохранение устойчивости дуги в течение паузы при минимальном токе дуги. Известный способ сварки с импульсной подачей проволоки и с саморегулированием дуги не удовлетворяет обеим условиям в силу внутренних противоречий, присущих этому способу. Рассмотрим возможность повышения тока в импульсе при сохранении Іср І нс Саморегулирующимся процесс назван потому, что регулирование происходит без принудительного изменения скорости подачи электрода в зависимости от напряжения дуги - только за счет реакции источника питания, которая является спонтанной. Таким образом, предлагаемый способ сварки или наплавки с импульсным саморегулированием позволяет поддержать устойчивую дугу при весьма малом среднем токе, которому отвечает плотность тока на электроде менее 35 А/мм2.
ДивитисяДодаткова інформація
Автори англійськоюPaton Borys Yevhenovych, Lebiediev Volodymyr Kostiantynovych, Sydoruk Volodymyr Stepanovych, Kolesnyk Heorhii Fomych
Автори російськоюПатон Борис Евгеньевич, Лебедев Владимир Константинович, Сидорук Владимир Степанович, Колесник Георгий Фомич
МПК / Мітки
МПК: B23K 25/00
Мітки: зварювання, спосіб, механізованого, регулюванням, дуги, модуляцією, наплавлення, дугового, подачі, електрода, швидкості
Код посилання
<a href="https://ua.patents.su/5-21219-sposib-mekhanizovanogo-dugovogo-zvaryuvannya-abo-naplavlennya-iz-modulyaciehyu-shvidkosti-podachi-elektroda-ta-regulyuvannyam-dugi.html" target="_blank" rel="follow" title="База патентів України">Спосіб механізованого дугового зварювання або наплавлення із модуляцією швидкості подачі електрода та регулюванням дуги</a>
Спосіб дугового механізованого зварювання
Номер патенту: 3137
Опубліковано: 26.12.1994
Автори: Тертичний Олег Олександрович, Ковтуненко Віктор Олексійович, Тарасенко Олександр Герасимович, Базаров Валерій Сергійович, Коба Сергій Олександрович, Зяхор Василь Кузьмич, Копилов Леонід Миколайович
МПК: B23K 9/173
Мітки: спосіб, механізованого, дугового, зварювання
Формула / Реферат:
1. Способ дуговой механизированной сварки, при котором процесс ведут в среде защитных газов плавящимся электродом с поперечными колебаниями, при этом при подходе к кромке разделки осуществляют отключение дуги и прекращают подачу электрода, отличающийся тем, что, с целью расширения технологических возможностей способа и повышения производительности процесса сварки в различных пространственных положениях путем увеличения времени горения дуги...
Спосіб дугового зварювання
Номер патенту: 14136
Опубліковано: 25.04.1997
Автори: Худяков Вячеслав Іванович, Глущенко Анатолій Димитрович, Потап'євський Аркадій Григорович, Дудко Данило Андрійович
МПК: B23K 9/173
Мітки: дугового, спосіб, зварювання
Формула / Реферат:
Способ дуговой сварки плавящимся электродом, при котором начало процесса осуществляют путем короткого замыкания электрода, а окончание при снижении скорости подачи электрода, при этом начало и окончание процесса выполняют на напряжениях более низких, чем напряжение сварки, отличающийся тем, что, с целью повышения качества формирования шва в начале и конце процесса его выполнения, уменьшения разбрызгивания, повышения производительности,...
Автономний пристрій для механізованого дугового зварювання тонким електродним дротом
Номер патенту: 8
Опубліковано: 30.04.1993
Автори: Горбенко Микола Володимирович, Дудко Данило Андрійович, Зацерковний Сергій Анатолійович, Кістерська Світлана Михайлівна
МПК: B23K 9/10
Мітки: механізованого, зварювання, пристрій, дугового, дротом, тонким, електродним, автономний
Формула / Реферат:
Автономное устройство для механизированной дуговой сварки тонкой электродной проволокой, включающее сварочный пистолет со встроенным механизмом подачи проволоки, систему управления и систему газоснабжения, установленные на транспортном средстве с двигателем внутреннего сгорания, снабженным аккумулятором и зарядным генератором с цепью возбуждения, отличающееся тем, что зарядный генератор снабжен дополнительным регулятором в цели возбуждения и...
Спосіб дугового зварювання алюмінієвих сплавів
Номер патенту: 4526
Опубліковано: 28.12.1994
Автор: Кручинін Ілля Інокентійович
МПК: B23K 9/16
Мітки: алюмінієвих, дугового, зварювання, спосіб, сплавів
Формула / Реферат:
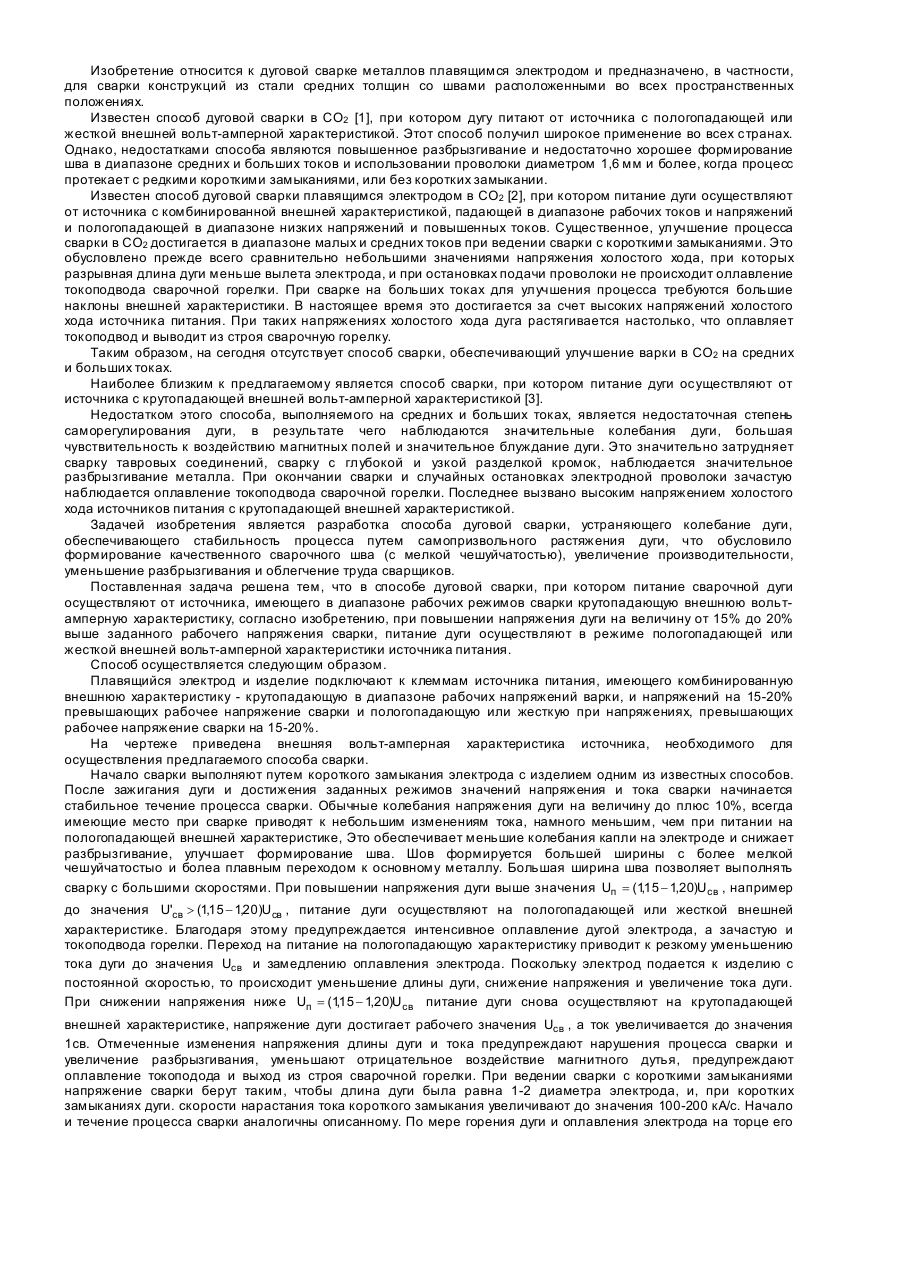
Способ дуговой сварки алюминиевых сплавов модулированным током, отличающийся тем, что, с целью повышения стабильности процесса при сварке плавящимся электродом, модулированный ток получают путем наложения на постоянный ток переменного тока, равного 0,3-0,5 величины постоянного тока.
Спосіб дугового зварювання електродом, що плавиться
Номер патенту: 4163
Опубліковано: 27.12.1994
Автори: Гейдеріх Отто Павлович, Худяков Вячеслав Іванович, Потап'євський Аркадій Григорович
МПК: B23K 9/127
Мітки: електродом, дугового, плавиться, спосіб, зварювання
Формула / Реферат:
Способ дуговой сварки плавящимся электродом, при котором питание сварочной дуги осуществляют от источника, имеющего в диапазоне рабочих режимов сварки крутопадающую внешнюю вольт-амперную характеристику, отличающийся тем, что при повышении напряжения дуги на величину от 15% до 20% выше заданного рабочего напряжения, питание дуги осуществляю г в режиме пологопадающей или жесткой внешней вольтамперной характеристики источника питания.
Попередній патент: Швидкодіючі лещата
Наступний патент: Кран зливу конденсату
Випадковий патент: Антагоністи рецептора глюкагону, їх одержання та терапевтичне застосування