Спосіб термообробки пастованих електродних пластин для свинцево-кислотних акумуляторів
Номер патенту: 40501
Опубліковано: 15.07.2003
Автори: Дзензерський Віктор Олександрович, Бурилов Сергій Володимирович, Буряк Олександр Панасович, Новіков Володимир Федорович

Формула / Реферат
Спосіб термообробки пастованих електродних пластин для свинцево-кислотних акумуляторів, що полягає в укладанні пластин у пакети, розміщенні їх у термогідрокамері та подальшій обробці, при якій спочатку пластини, зіставлені впритул, витримують при температурі 20°С, а потім розсовують і прогрівають до 70-90°С, який відрізняється тим, що передачу теплової енергії на пластини на всіх етапах термообробки проводять кондуктивним методом через торцеві крайки струмовідводів пластин у кожному пакеті.
Текст
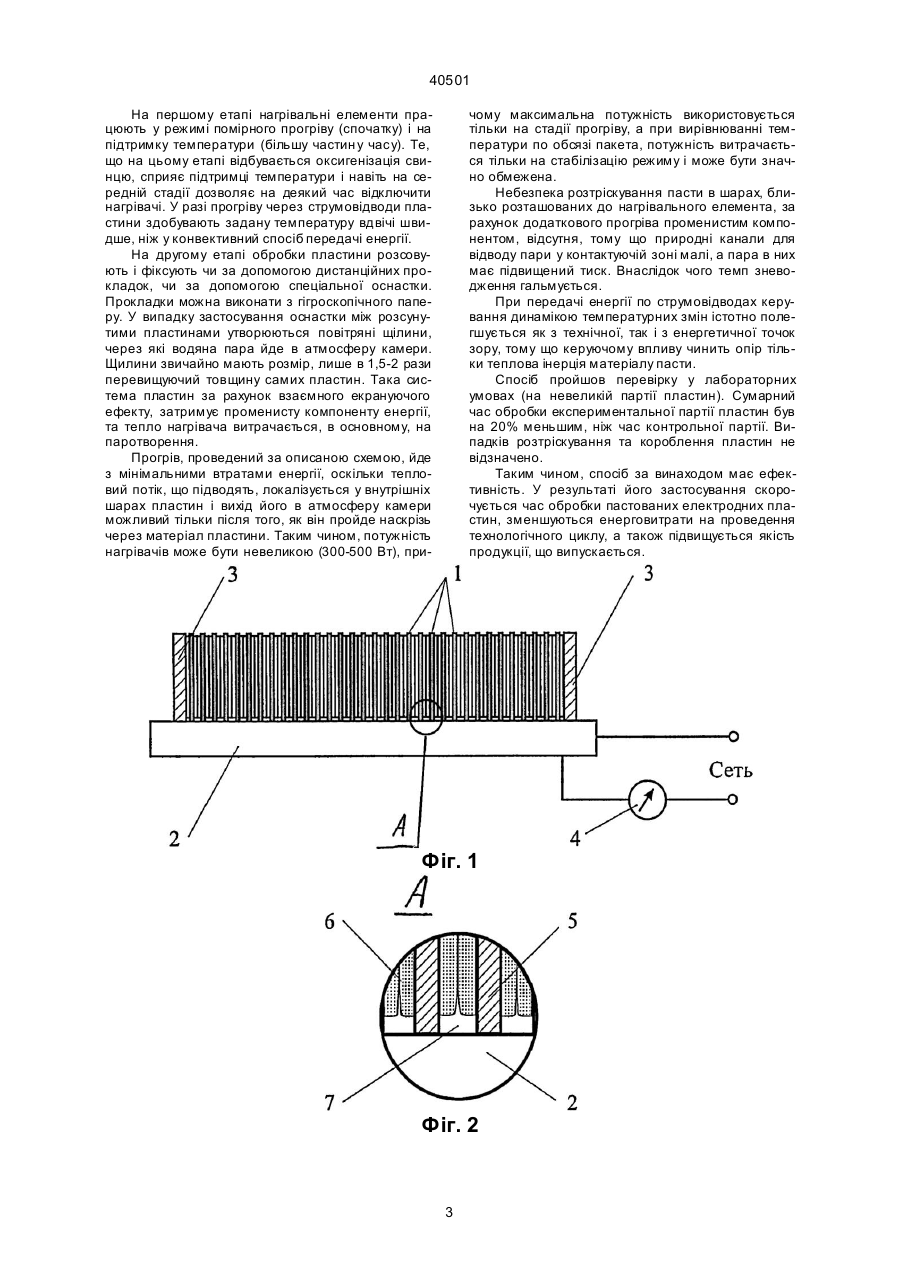
Спосіб термообробки пастованих електродних пластин для свинцево-кислотних акумуляторів, що полягає в укладанні пластин у пакети, розміщенні їх у термогідрокамері та подальшій обробці, при якій спочатку пластини, зіставлені впритул, витримують при температурі 20°С, а потім розсовують і прогрівають до 70-90°С, який відрізняється тим, що передача теплової енергії на пластини на всіх етапах термообробки проводять кондуктивним методом через торцеві крайки струмовідводів пластин у кожному пакеті. (19) (21) 2001042589 (22) 18.04.2001 (24) 16.07.2001 (33) UA (46) 16.07.2001, Бюл. № 6, 2001 р. (72) Дзензерський Віктор Олександрович, Буряк Олександр Панасович, Новіков Володимир Федорович, Бурилов Сергій Володимирович (73) Дзензерський Віктор Олександрович, UA, Буряк Олександр Панасович, UA, Новіков Володимир Федорович, UA, Бурилов Сергій Володимирович, UA 40501 тин. Концентраційний градієнт (по вологості) спрямовано, навпаки, зустрічне. Результатом є одночасний інтенсивний рух вологи до струмовідводів та не менш інтенсивний потік молекул води в атмосферу з поверхневого шару. У підсумку настає швидке зневоднення поверхневих шарів пасти, що призводить до короблення пластин, розтріскування пасти і навіть до втрати адгезії пасти зі струмовідводами. Крім того, складнощі процесу теплообміну між газом і пастою, зокрема випар з поверхні в початковій стадії нагрівання, істотно знижують ефективність теплопередачі. Таким чином, цей канал надходження теплової енергії в пластини не є найкращим. В основу запропонованого винаходу поставлено задачу підвищення швидкості та економічності процесу термообробки пластин, а також зменшення імовірності розтріскування пасти та короблення пластин. Поставлена задача вирішується шляхом зміни каналу надходження тепла в пасту. Вона здійснюється тим, що передачу теплової енергії до пластин на всіх етапах термообробки проводять кондуктивним методом через торцеві крайки струмовідводів. Для з'ясування суті пропозиції розглянемо стадію прогріву за умов зміни знака термічного градієнта. Технічно така ситуація реалізується в тому випадку, якщо тепловий потік буде надходити до пасти крізь металеву сітку стр умовідводів, а температура повітря в камері буде підтримуватися незмінною. Пластини на першій стадії обробки, укладені пакетами впритул одна до одної (вертикально), торцевими відкритими (вільними від пасти) крайками струмовідводів спираються на площину, що нагріта, маючи з нею щільний тепловий контакт. Від площини здійснюється контрольована подача теплової енергії на струмовідводи шляхом кондуктивного теплообміну з ними. Подальша передача тепла в пасту в даному випадку полегшується тим, що, по-перше, метал має досить високу теплопровідність, а, по-друге, тим, що сітка струмовідводу має дуже велику поверхню, і добре контактує з пастою. Теплова енергія при такому способі передачі швидко поширюється в матеріалі струмовідводів і потім поступово дифундує в пасту. Цим прийомом фактично розділяються канал теплопередачі і канал виведення вологи. На першому етапі це призводить до того, що о щадливим шляхом підтримується температура, при якій йде реакція доокислення вільного свинцю. Волога при такому способі подачі тепла і при зсунутих пластинах ви ходить з пасти в незначній кількості, що сприяє протіканню реакції оксидації свинцю. На другому етапі проводять інтенсивний прогрів пасти через струмовідводи. При запропонованій схемі теплопередачі масоперенос і тепловий потік мають однаковий напрямок (від струмовідводів до поверхні пластин) і не заважають один одному. Навпаки, рух рідини прискорює поширення теплової енергії. Причому, практично вся передана енергія розподіляється в масі пасти, у той час як у прототипі велика частина енергії несеться повітряним потоком і захоплюється паровою фазою. За описаного способу нагрівання не виникає проблем у створенні низькоградієнтного температурного поля в глибині пасти і доданні процесу сушіння стаціонарного характеру. Це особливо стосується саме процесу сушки, який проводять на другому етапі обробки, коли пластини розсовують та встановлюють з повітряними зазорами поміж ними. Ефективність прогріву збільшується, що суттєво прискорює видалення вологи. Але це не має негативних наслідків, як у прототипі, оскільки об'ємні зміни в даному випадку рівномірні по товщині пасти, завдяки узгодженню температурного і концентраційного градієнтів. Рівномірності прогріву пластин по висоті сприяє той факт, що теплопровідність металевої сітки істотно більше теплопровідності пасти. Різниця швидкостей руху теплового потоку призводить до відносно рівномірного розподілу тепла по струмовідводу, оскільки паста фактично блокує променисту і конвективну компоненти розсіювання енергії, що могло б привести до нерівномірності прогріву не покритої пастою сітки. Автоматичному вирівнюванню швидкості сушіння струмовідводів по висоті сприяє також сильна залежність теплопровідності пасти від вологовміс-ту в ній. Теплопровідність зменшується у 3 рази при падінні вологості від 10% до 2%. Тому, якщо в нижніх частинах пластин вихід вологи (на другій стадії обробки) прискориться, то падіння вологовмісту почне гальмувати прогрів цих ділянок. За наявними в авторів відомостями, запропоновані істотні ознаки, що характеризують суть запропонованого винаходу, не відомі в даному розділі техніки, отже, винахід відповідає критерію "новизна". Суть винаходу не випливає для фахівців явно з відомого рівня техніки. Сукупність ознак, що характеризують відомий спосіб, не забезпечує появи нових властивостей і тільки наявність відмінних ознак дає можливість одержати новий технічний результат. Отже, винахід відповідає критерію "винахідницький рівень". Критерій "промислове впровадження" підтверджується простотою здійснення методу на стандартному устаткуванні, що легко оснастити плоскими нагрівальними пристроями серійного виготовлення. Запропоноване рішення може бути використане при виробництві свинцевих акумуляторів з пастованими електродами. Воно дає можливість підвищити швидкість і економічність процесу прогріву пластин при їхній термообробці за рахунок прямої передачі енергії від нагрівача на струмовідводи пластин. Крім того, використання запропонованого винаходу може привести до поліпшення якості електродних пластин за рахунок зменшення імовірності їхнього розтріскування та короблення. На фіг. 1 наведено схему розміщення пакета пластин 1 на поверхні, що прогрівається, роль якої у даному випадку виконує плоский нагрівальний елемент 2. Нагрівальний елемент оснащено фіксаційними пластинами 3, закріпленими на його робочій площині, та регулятором потужності 4. На винесенні А, фіг. 2, представлено фрагмент зони теплового контакту. Крайки струмовідводів 5 спираються на поверхню елементу 2, пластини щільно стикаються активними шарами 6, а між робочою площиною нагрівана й обмазкою утворюються природні канали 7, по яких волога відводиться від нижніх торців пластин. Спосіб здійснюється наступним чином. 2 40501 На першому етапі нагрівальні елементи працюють у режимі помірного прогріву (спочатку) і на підтримку температури (більшу частин у часу). Те, що на цьому етапі відбувається оксигенізація свинцю, сприяє підтримці температури і навіть на середній стадії дозволяє на деякий час відключити нагрівачі. У разі прогріву через струмовідводи пластини здобувають задану температуру вдвічі швидше, ніж у конвективний спосіб передачі енергії. На другому етапі обробки пластини розсовують і фіксують чи за допомогою дистанційних прокладок, чи за допомогою спеціальної оснастки. Прокладки можна виконати з гігроскопічного паперу. У випадку застосування оснастки між розсунутими пластинами утворюються повітряні щілини, через які водяна пара йде в атмосферу камери. Щилини звичайно мають розмір, лише в 1,5-2 рази перевищуючий товщину самих пластин. Така система пластин за рахунок взаємного екрануючого ефекту, затримує променисту компоненту енергії, та тепло нагрівача витрачається, в основному, на паротворення. Прогрів, проведений за описаною схемою, йде з мінімальними втратами енергії, оскільки тепловий потік, що підводять, локалізується у внутрішніх шарах пластин і вихід його в атмосферу камери можливий тільки після того, як він пройде наскрізь через матеріал пластини. Таким чином, потужність нагрівачів може бути невеликою (300-500 Вт), при чому максимальна потужність використовується тільки на стадії прогріву, а при вирівнюванні температури по обсязі пакета, потужність витрачається тільки на стабілізацію режиму і може бути значно обмежена. Небезпека розтріскування пасти в шарах, близько розташованих до нагрівального елемента, за рахунок додаткового прогріва променистим компонентом, відсутня, тому що природні канали для відводу пари у контактуючій зоні малі, а пара в них має підвищений тиск. Внаслідок чого темп зневодження гальмується. При передачі енергії по струмовідводах керування динамікою температурних змін істотно полегшується як з технічної, так і з енергетичної точок зору, тому що керуючому впливу чинить опір тільки теплова інерція матеріалу пасти. Спосіб пройшов перевірку у лабораторних умовах (на невеликій партії пластин). Сумарний час обробки експериментальної партії пластин був на 20% меньшим, ніж час контрольної партії. Випадків розтріскування та короблення пластин не відзначено. Таким чином, спосіб за винаходом має ефективність. У результаті його застосування скорочується час обробки пастованих електродних пластин, зменшуються енерговитрати на проведення технологічного циклу, а також підвищується якість продукції, що випускається. Фіг. 1 Фіг. 2 3 40501 __________________________________________________________ ДП “Український інститут промислової власності (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид.арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for heat treatment of pasted electrode plates of lead-acid accumulators
Автори англійськоюDzenzerskyi Viktor Oleksandrovych, Burylov Serhii Volodymyrovych
Назва патенту російськоюСпособ термообработки пастированных пластинчатых электродов свинцово-кислотных аккумуляторов
Автори російськоюДзензерський Виктор Александрович, Дзензерский Виктор Александрович, Бурилов Сергей Владимирович
МПК / Мітки
МПК: H01M 4/16
Мітки: пастованих, термообробки, спосіб, пластин, електродних, акумуляторів, свинцево-кислотних
Код посилання
<a href="https://ua.patents.su/4-40501-sposib-termoobrobki-pastovanikh-elektrodnikh-plastin-dlya-svincevo-kislotnikh-akumulyatoriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб термообробки пастованих електродних пластин для свинцево-кислотних акумуляторів</a>
Спосіб термогідростатування пастованих електродних пластин в процесі оксидації та сульфатації свіжонамазаних паст і пристрій для його здійснення
Номер патенту: 40498
Опубліковано: 16.07.2001
Автори: Ларьонишев Євген Вікторович, Скосар Юрій Іванович, Дзензерський Віктор Олександрович, Анікеєв Євген Володимирович, Буряк Олександр Панасович, Гриненко Олександр Іванович, Олійник Віктор Григорович
МПК: H01M 10/06, H01M 4/16
Мітки: пристрій, свіжонамазаних, термогідростатування, електродних, пастованих, здійснення, паст, пластин, оксидації, спосіб, процесі, сульфатації
Формула / Реферат:
1. Спосіб термогідростатування пастованих електродних пластин для свинцево-кислотних акумуляторів в процесі оксидації та сульфатації свіжонамазаних паст, що полягає в укладанні пластин в пакети, розміщенні в термогідрокамері, і обробці у заданому режимі до отримання нормативного вмісту залишкового свинцю, який відрізняється тим, що крайні в пакетах електродні пластини захищають від прискореної втрати води за допомогою пристрою, створюючого...
Пристрій для різання смуги пластин для акумуляторів на здвоєні пластини
Номер патенту: 3687
Опубліковано: 27.12.1994
Автори: Свалявчик Василь Петрович, Пахольченко Олександр Миколайович, Гаско Єрій Мечеславович, Пухний Анатолій Данилович
МПК: B23D 25/00, H01M 4/04
Мітки: різання, здвоєні, акумуляторів, пластини, пластин, смуги, пристрій
Формула / Реферат:
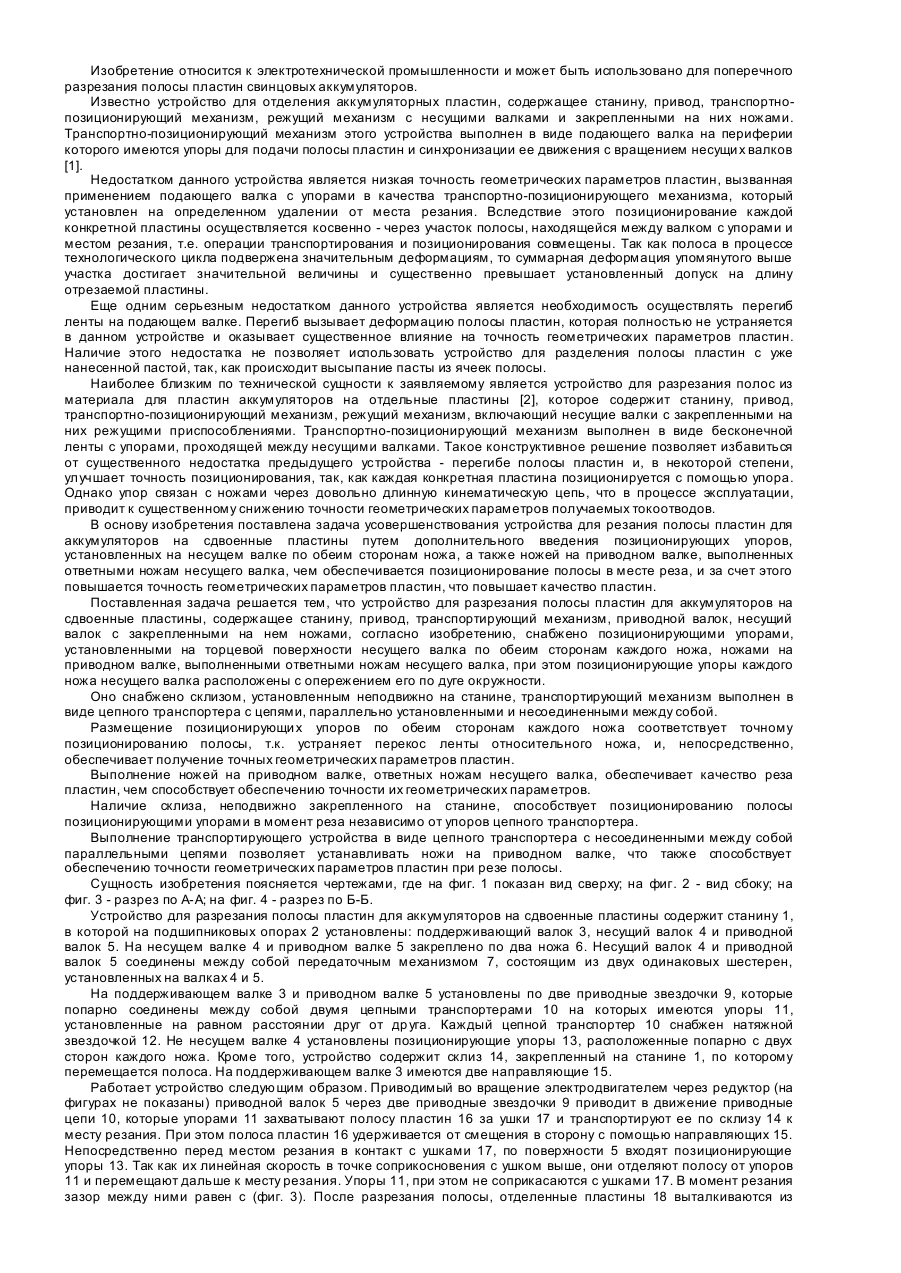
1. Устройство для резания полосы пластин для аккумуляторов на сдвоенные пластины, содержащее станину, привод, транспортирующий механизм, приводной валок, несущий валок с закрепленными на нем ножами, отличающееся тем, что оно снабжено позиционирующими упорами, установленными на торцевой поверхности несущего валка по обеим сторонам каждого ножа, ножами на приводном валке, выполненными ответными ножам несущего валка, при этом позиционирующие...
Пристрій для фіксації, переважно напівпровідникових пластин в установках для термообробки
Номер патенту: 3179
Опубліковано: 26.12.1994
Автор: Левченко Володимир Васильович
МПК: H01L 21/68
Мітки: установках, напівпровідникових, пластин, переважно, термообробки, пристрій, фіксації
Формула / Реферат:
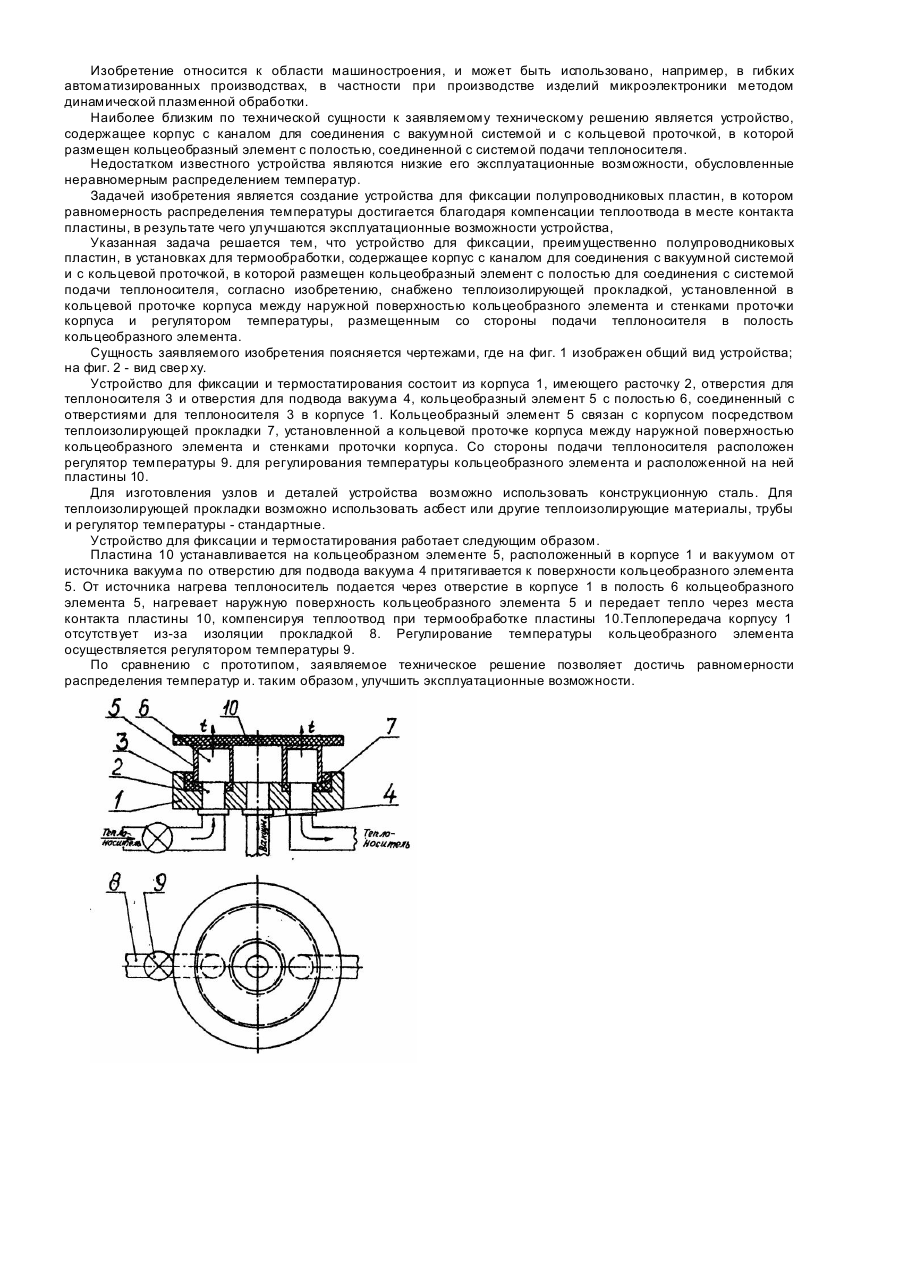
Устройство для фиксации, преимущественно полупроводниковых пластин в установках для термообработки, содержащее корпус с каналом для соединения с вакуумной системой и с кольцевой проточкой, в которой размещен кольцеобразный элемент с полостью для соединения с системой подачи теплоносителя, отличающееся тем, что оно снабжено теплоизолирующей прокладкой, установленной в кольцевой проточке корпуса между наружной поверхностью кольцеобразного...
Спосіб батарейного формування з повітряним або водяним охолодженням свинцево-кислотних акумуляторних батарей
Номер патенту: 49476
Опубліковано: 16.09.2002
Автори: Бурилов Сергій Володимирович, Косенко Андрій Сергійович, Сорокендя Віктор Степанович, Дзензерський Віктор Олександрович
МПК: H01M 4/16
Мітки: батарей, формування, повітряним, акумуляторних, свинцево-кислотних, спосіб, водяним, охолодженням, батарейного
Формула / Реферат:
Спосіб батарейного формування з повітряним або водяним охолодженням свинцево-кислотних акумуляторних батарей, що складається з заливання електроліту, відстоювання і підведення формуючого струму, який відрізняється тим, що до заливання електроліту у процес формування введено додаткову операцію, під час якої на термін від 5 до 30 хвилин в батареї заливають дистильовану або демінералізовану воду, яку після відстоювання зливають, а батареї...
Спосіб виготовлення u-образних пластин сердечника та вставляємих між його стержнями t-образних пластин зворотнього замикання для дросселя або трансформатора, який використовується в якості вхідного дросселя в г
Номер патенту: 7588
Опубліковано: 29.09.1995
Автори: Зігфрід Гоєдіке, Бернхард Альбек
Мітки: дросселя, спосіб, стержнями, виготовлення, зворотного, пластин, якості, сердечника, трансформатора, u-образних, вставляємих, t-образних, замикання, вхідного, використовується
Формула / Реферат:
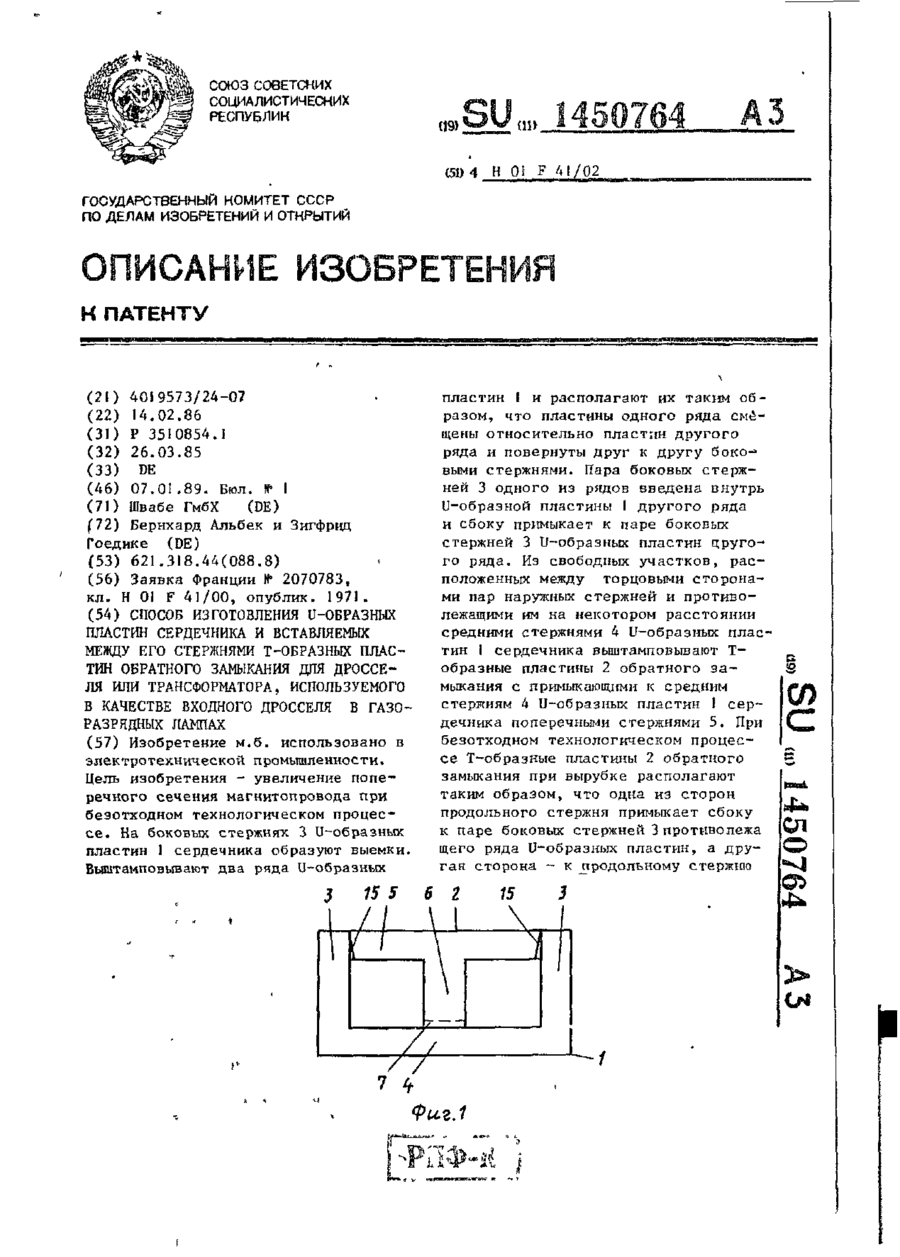
1. Способ изготовления U-образных пластин сердечника и вставляемых между его стержнями Т-образных пластин обратного замыкания для дросселя или трансформатора, используемого в качестве входного дросселя в газоразрядных лампах, согласно которому на боковых стержнях U-образных пластин сердечника при необходимости образуют выемки, выштамповывают два ряда U-образных пластин, располагая их так, что пластины ряда смещены относительно пластин другого...
Наступний патент: Нагрівальний пристрій
Випадковий патент: Спосіб очистки стічних вод від сполук хрому (ііі)