Спосіб нанесення на ємності етикеток з безперервної полімерної стрічки та машина для його здійснення
Формула / Реферат
1. Спосіб нанесення на ємності етикеток з безперервної полімерної стрічки, який включає подання етикетувальної стрічки з бобіни на поверхню вакуумного барабана, нанесення клею на етикетувальну стрічку, перерізання етикетувальної стрічки на окремі етикетки, підведення ємностей до позиції нанесення на них етикетки, притиснення етикетки до ємності та відведення ємностей з приклеєною етикеткою, який відрізняється тим, що в зоні, розташованій поруч з позицією першого контакту етикетувальної стрічки з поверхнею вакуумного барабана, етикетувальну стрічку піддають термічній обробці, для чого траєкторії пересування етикетувальної стрічки у згаданій зоні надають форми петлі у вигляді літери V або U, нагрівають стрічку в зоні вершини петлі до температури 75-95°С, після чого стрічку подають на вакуумний барабан таким чином, щоб на поверхню барабана лягала поверхня стрічки, яка була розташована з внутрішнього боку петлі.
2. Машина для нанесення на ємності етикеток з безперервної полімерної стрічки, яка має привідний вакуумний барабан, пристрої для подання етикетувальної стрічки з бобіни на поверхню вакуумного барабана, для нанесення клею на її поверхню, для перерізання етикетувальної стрічки на окремі етикетки, для підведення ємностей до позиції нанесення на них етикетки, притиснення етикетки до ємності та відведення ємностей з приклеєною етикеткою та пристрої для приводу, синхронізації, управління та регулювання, яка відрізняється тим, що додатково оснащена пристроєм для термічної обробки етикетувальної стрічки, який включає пристрій для оббігання у згаданій зоні етикетувальною стрічкою петлі у вигляді літери V або U та пристрій для нагрівання етикетувальної стрічки в зоні вершини цієї петлі, причому пристрій для оббігання етикетувальною стрічкою петлі виконаний з можливістю подання на поверхню вакуумного барабана тієї поверхні стрічки, яка була розташована з внутрішнього боку петлі, а обидва згадані пристрої встановлені в зоні, яка примикає до позиції першого контакту стрічки з поверхнею вакуумного барабана.
3. Машина за п. 2, яка відрізняється тим, що пристрій для оббігання етикетувальною стрічкою петлі та її нагрівання в зоні вершини цієї петлі виконані у вигляді щонайменше трьох непривідних напрямних роликів, перший і третій з яких, за напрямком пересування етикетувальної стрічки, розташовані один напроти одного, а другий ролик розташований поза прямою, яка з'єднує центри осей першого та третього роликів, та оснащений пристроєм для регульованого нагрівання його поверхні.
4. Машина за п. 3, яка відрізняється тим, що згадані ролики розташовані у вершинах рівнобедреного трикутника, рівні сторони якого з'єднують осі другого і першого та другого і третього, за напрямком пересування етикетувальної стрічки, роликів, а кут між ними прийнятий у межах 5-30°.
Текст
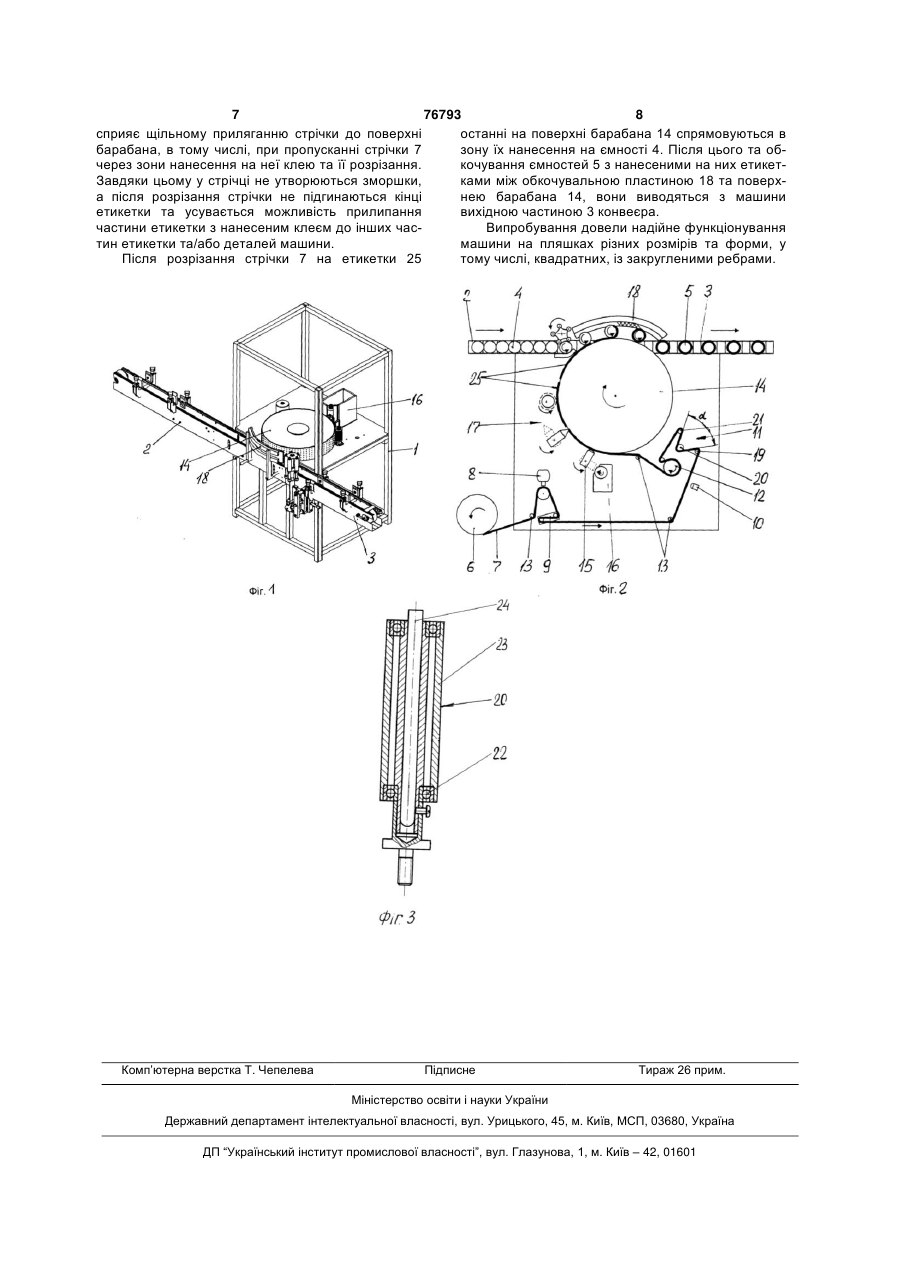
1. Спосіб нанесення на ємності етикеток з безперервної полімерної стрічки, який включає подання етикетувальної стрічки з бобіни на поверхню вакуумного барабана, нанесення клею на етикетувальну стрічку, перерізання етикетувальної стрічки на окремі етикетки, підведення ємностей до позиції нанесення на них етикетки, притиснення етикетки до ємності та відведення ємностей з приклеєною етикеткою, який відрізняється тим, що в зоні, розташованій поруч з позицією першого контакту етикетувальної стрічки з поверхнею вакуумного барабана, етикетувальну стрічку піддають термічній обробці, для чого траєкторії пересування етикетувальної стрічки у згаданій зоні надають форми петлі у вигляді літери V або U, нагрівають стрічку в зоні вершини петлі до температури 7595°С, після чого стрічку подають на вакуумний барабан таким чином, щоб на поверхню барабана лягала поверхня стрічки, яка була розташована з внутрішнього боку петлі. 2. Машина для нанесення на ємності етикеток з безперервної полімерної стрічки, яка має привідний вакуумний барабан, пристрої для подання етикетувальної стрічки з бобіни на поверхню ваку C2 2 UA 1 3 76793 4 много барабана. На задню поверхню етикеток, на поверхню вакуумного барабана, нанесення наносять клей, після чого етикетку притискують до клею на етикетувальну стрічку, перерізання етикеповерхні ємності шляхом її обкочування між поветувальної стрічки на окремі етикетки, підведення рхнею барабана та поверхнею допоміжного елеємностей до позиції нанесення на них етикетки, мента. притиснення етикетки до ємності та відведення Одною з головних проблем в таких машинах є ємностей з приклеєною етикеткою. забезпечення щільного, без зморшок та підгинань Машина, в якій здійснюється охарактеризовакінців, прилягання етикетки до поверхні вакуумноний спосіб, містить приводний вакуумний барабан го барабана з гарантованим усуненням можливоста пристрої для подання етикетувальної стрічки з ті прихоплення частини стрічки з нанесеним клеєм бобіни на поверхню вакуумного барабана. Вздовж до інших частин етикетки та/або деталей машини. поверхні останнього послідовно розташовані приУ разі утворення зморшок ємності не мають гіднострої для перерізання стрічки на окремі етикетки го товарного виду, а згадане прихоплення призвота нанесення клею на їх кромки. Після перерізання дить до необхідності зупиняти машину, що, також, етикетувальної стрічки, для усунення дефектів при не є сприйнятним. У зв'язку з цим були здійснені наклеюванні етикеток та прилипання частин етичисленні спроби усунути можливість згаданих некетки з клеєм до інших її частин та/або деталей гативних явищ. машини, відокремлені від стрічки етикетки фіксуВідомий спосіб нанесення етикеток на ємності, ються за допомогою вакуумних захватів, один з згідно з яким етикетувальну стрічку, при її поданні яких фіксує головну кромку етикетки, а другий — на вакуумний барабан примусово притискують до хвостову кромку. Нанесення етикеток на ємності поверхні барабана за допомогою повітряного дутздійснюється за допомогою стиснутого повітря, тя, яке прямується під певним кутом до поверхні яке спрямовують під певним кутом на головну барабана. Для цього етикетувальна машина спокромку етикетки. У залежності від кількості етикеряджена встановленим біля зони зустрічі етикетуток, які одночасно транспортуються вакуумним вальної стрічки з поверхнею вакуумного барабана барабаном, машина може бути оснащена відповісоплом (соплами), сполученим з джерелом стисдною кількістю пар вакуумних захватів. Ємності нутого повітря [US4181555, кл. В32В31/00, подаються на позицію нанесення етикетки та відB26D5/0, B26D7/06, публ. 01.01.1980; US5855710, водяться з цієї позиції за допомогою конвеєра, кл. В65С9/00, публ. 05.01.1999; US5858168, кл. який окреслений по дузі, дотичної вакуумному баВ65С9/00, публ. 12.01.1999; WO0000397, кл. рабану. Вздовж вихідної частини конвеєра встаноВ65С9/00, публ. 06.01.2000]. влені жорсткі планки, при обкочуванні яких ємносНедоліком згаданого способу та машин, в яких тями до них притиснення етикетки. Машина також він здійснений, є необхідність оснащення машини споряджена пристроями для приводу, синхронізадодатковим складним обладнанням, його обслугоції, управління та регулювання. вування і т. ін., з усіма витікаючими негативними Недоліком згаданого рішення є складність згаявищами. даних вакуумних захватів, необхідність у наявності Інший шлях вирішення окресленої проблеми пристроїв для спрямовування стислого повітря на міститься в утворенні на поверхні вакуумного баетикетки та необхідність обслуговування цих скларабана виступів, відстань між якими повинна віддних пристроїв. повідати довжині етикетки, оскільки саме на цих Задачею запропонованого винаходу є утвовиступах мають розташовуватись головна та хвосрення способу нанесення на ємності етикеток з това частини етикетки, на які наноситься клей безперервної полімерної стрічки, в якому забезпе[GB1595814, кл. В65С9/04, В65СЗ/16, В65С9/26, чення щільного, без зморшок та підгинання кінців, публ. 19.08.1981; US4181555, кл. В32В31/00, прилягання етикетки до поверхні вакуумного баB26D5/0, B26D7/06, публ. 01.01.1980; US4500386, рабана, а потім - до поверхні ємності та усунення кл. В32В31/00, публ. 19.02.1985; US6066223, кл. можливості прилипання частини стрічки з нанесеВ65СВЗ/16, В65С904. публ. 23.05.2000]. Недоліним клеєм до інших частин етикетки та/або детаком цього способу є зв'язане з ним ускладнення лей машини було б досягнуто за рахунок більш конструкції барабана. Ще один шлях вирішення простих, ніж в охарактеризованих прототипах, тезгаданої проблеми полягає в застосуванні пари хнологічних та конструктивних заходів. вакуумних захватів, встановлених у барабані, який Для вирішення поставленої задачі в способі транспортує етикетувальну плівку: за допомогою нанесення на ємності етикеток з безперервної поодного з цих захватів фіксують положення головлімерної стрічки, який включає операції подання ної кромки стрічки, а за допомогою другого - хвосбезперервної полімерної етикетувальної стрічки з тової кромки. Захвати встановлені з можливістю бобіни на поверхню вакуумного барабана, нанепересування всередині барабана, в напрямку його сення клею на етикетувальну стрічку, перерізання центра, для пропускання встановленого нерухомо етикетувальної стрічки на окремі етикетки, підвестаціонарного ножа [US4632721, кл.В65С9/02, дення ємностей до позиції нанесення на них етиВ65С9/18, публ. 30.12.1986]. кетки, притиснення етикетки до ємності та відвеПодібне рішення застосовано в способі нанедення ємностей з приклеєною етикеткою, сення на ємності етикеток з безперервної полімевідповідно до винаходу, в зоні, розташованій порної стрічки та машині для його здійснення [за руч з позицією першого контакту етикетувальної US5116452, кл. В32В31/00, публ. 26.05.1992], пристрічки з поверхнею вакуумного барабана, етикейнятих за прототипи запропонованих винаходів. тувальну стрічку піддають термічній обробці, для Відомий спосіб включає операції подання безпечого траєкторії пересування етикетувальної стрічрервної полімерної етикетувальної стрічки з бобіни ки у згаданій зоні придають форму петлі у вигляді 5 76793 6 літери "V" або "U", нагрівають стрічку в зоні верГрупа винаходів пояснюється кресленнями, шини петлі до температури 75...95°С, після чого де на: стрічку подають на вакуумний барабан таким чиФіг.1 показано в аксонометрії схематичне зоном, щоб на поверхню барабана лягала поверхня браження машини для здійснення запропонованострічки, яка була розташована з внутрішнього боку го способу; петлі. Фіг.2 - структурна схема машини; Крім того, для вирішення поставленої задачі, в Фіг.3 - подовжній переріз ролика, оснащеного машині для нанесення на ємності етикеток з безпристроєм для регульованого нагрівання його поперервної полімерної стрічки, яка включає привоверхні. дний вакуумний барабан, пристрої для подання Машина включає каркас 1 (див. Фіг.1 та 2), на безперервної етикетувальної стрічки з бобіни на якому змонтовані конвеєр з вхідною 2 та вихідною поверхню вакуумного барабана, для нанесення 3 частинами, для підведення ємностей - пляшок, клею на її поверхню, для перерізання етикетувабанок і т.ін. 4 та виведення, відповідно, ємностей 5 льної стрічки на окремі етикетки, для підведення з наклеєними етикетками, бобіна 6 з безперервємностей до позиції нанесення на них етикетки, ною полімерною етикетувальною стрічкою 7, та для притиснення етикетки до ємності та для відпристрої: 8 - для нанесення дати на етикетки, 9 ведення ємностей з приклеєною етикеткою та придля регулювання положення відтиску дати на етистрої для приводу, синхронізації, управління та кетці, 10 - оптичний датчик мітки на стрічці 7, 11 регулювання, відповідно до винаходу вона оснадля термічної обробки етикетувальної стрічки, 12 щена пристроєм для термічної обробки етикетувадля протягування етикетувальної стрічки та нальної стрічки, який включає засіб для оббігання у прямні ролики 13. згаданій зоні етикетувальною стрічкою петлі у виВздовж периметру вакуумного барабана 14, на гляді літери "V" або "U" та засіб для нагрівання який подається етикетувальна стрічка 6, розташоетикетувальної стрічки в зоні вершини цієї петлі, вані: клеєпереносний ролик 15 - для нанесення на причому засіб для оббігання етикетувальною стрістрічку смужки клею з ванни для клею 16, 17 - для чкою петлі виконаний з можливістю подання на перерізання стрічки 7 та обкочувальна пластина поверхню вакуумного барабана тої поверхні стріч18 - для притиснення етикетки до ємності 4. ки, яка була розташована з внутрішнього боку Пристрій 11 для термічної обробки етикетувапетлі, а обидва згадані засоби встановлені в зоні, льної стрічки складається з трьох неприводних яка примикає до позиції першого контакту стрічки з роликів 19, 20 та 21, які розташовані в безпосереповерхнею вакуумного барабана. дній близькості від позиції першого контакту стрічДоцільно засоби для оббігання етикетувальки 7 з барабаном 14. Перший та третій ролики, 19 ною стрічкою петлі та її нагрівання виконати у вита 21, відповідно, є звичайними напрямними ролигляді, щонайменше, трьох неприводних напрямних ками. Другий ролик, 20, виконаний у вигляді встароликів, перший і третій з яких, за напрямком пеновленої на підшипниках 22 (див. Фіг.3) втулки 23, ресування етикетувальної стрічки, розташовані в середині якої розміщений теплоелектронагрівний один напроти одного, а другий ролик розташоваелемент 24. Ролик 20 споряджений, також, темпений поза прямою, яка з'єднує осі першого та трературним реле, під'єднаним до елемента 24 (умотього роликів, та оснащений пристроєм для регувно не зображене). Виявлено, що оптимальною льованого нагрівання його поверхні. температурою підігріву зовнішньої поверхні втулки Зокрема, оптимальним уявляється розташу23 є 75...95°С, а температурою стрічки 6 у місці її вання згаданих роликів у вершинах рівнобедренопершого контакту з поверхнею барабана го трикутника, рівні сторони якого з'єднують 40...55°С. центри другого і першого та другого і третього, за Осі роликів 19 та 21 встановлені на відстані напрямком пересування етикетувальної стрічки, 10...25см один від одної, а ролик 20 - симетрично роликів, а кут між ними прийнятий у межах 5...30°. відносно них, з утворенням трикутника, вершини Після термообробки стрічки з полімерного маякого знаходяться на осях обертання роликів. Дотеріалу у стані, коли її надана згадана форма, зацільно кут α з вершиною на осі ролика 20 прийняти вдяки зняттю залишкових напружень, утворених у межах 5...30° (див фіг.2). При малому куті α траєпри намотці стрічки на бобіну та її зберіганні на кторія стрічки 6 при її оббіганні роликів може бути бобіні, стрічка виявляє властивість прилягання до охарактеризована як літера "U", а при його зросопуклої поверхні, наприклад, вакуумного барабатанні - літерою "V". на, на яку вона одразу після термообробки спряСтрічка 6 має бути заведеною в пристрій 10 мовується. При цьому необхідно, щоб надана стрітаким чином, щоб на поверхню барабана 13 лягачці опуклість була обернута від центру цієї опуклої ла поверхня "А" стрічки, яка знаходиться з внутріповерхні. Згаданий ефект підсилюється ефектом шнього боку петлі, або, іншими словами, яка конпритиснення стрічки до поверхні барабана під тактує з втулками роликів 19...21. впливом розрідження. За рахунок сумісної дії цих Пристрої для приводу, синхронізації, управефектів досягається щільне, без зморшок та підгиління та регулювання усіх механізмів та інших нання кінців, прилягання стрічки до поверхні барапристроїв машини умовно не показані. бана, а згодом, і до поверхні ємності. Із приведеВ процесі роботи етикетувальна стрічка 7 пеного вище уявляється очевидним, що ресувається з бобіни 6 до вакуумного барабана запропоновані технологічні заходи є більш ефек14. Внаслідок термообробки в пристрої 11 вона тивними, ніж у способі - прототипі, та можуть бути лягає на поверхню барабана 14 з утворенням здійснені із застосуванням набагато простішого, спрямованої від центра барабана опуклості, наявніж прийнятого за прототип, пристрою. ність якої при подальшому просуванні стрічки 7 76793 8 сприяє щільному приляганню стрічки до поверхні останні на поверхні барабана 14 спрямовуються в барабана, в тому числі, при пропусканні стрічки 7 зону їх нанесення на ємності 4. Після цього та обчерез зони нанесення на неї клею та її розрізання. кочування ємностей 5 з нанесеними на них етикетЗавдяки цьому у стрічці не утворюються зморшки, ками між обкочувальною пластиною 18 та поверха після розрізання стрічки не підгинаються кінці нею барабана 14, вони виводяться з машини етикетки та усувається можливість прилипання вихідною частиною 3 конвеєра. частини етикетки з нанесеним клеєм до інших часВипробування довели надійне функціонування тин етикетки та/або деталей машини. машини на пляшках різних розмірів та форми, у Після розрізання стрічки 7 на етикетки 25 тому числі, квадратних, із закругленими ребрами. Комп’ютерна верстка Т. Чепелева Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП ―Український інститут промислової власності‖, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and machine for application of labels from infinite polymeric tape on the containers
Автори англійськоюZhuravliov Serhii Oleksandrovych
Назва патенту російськоюСпособ нанесения на емкости этикеток из бесконечной полимерной ленты и машина для его осуществления
Автори російськоюЖуравльов Сергей Александрович, Журавлев Сергей Александрович
МПК / Мітки
МПК: B65C 3/00
Мітки: спосіб, ємності, нанесення, етикеток, здійснення, машина, полімерної, безперервної, стрічки
Код посилання
<a href="https://ua.patents.su/4-76793-sposib-nanesennya-na-ehmnosti-etiketok-z-bezperervno-polimerno-strichki-ta-mashina-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення на ємності етикеток з безперервної полімерної стрічки та машина для його здійснення</a>
Машина для нанесення на ємності етикеток з безперервної полімерної стрічки
Номер патенту: 15755
Опубліковано: 17.07.2006
Автор: Журавльов Сергій Олександрович
МПК: B65C 9/00
Мітки: нанесення, полімерної, стрічки, етикеток, ємності, машина, безперервної
Формула / Реферат:
1. Машина для нанесення на ємності етикеток з безперервної полімерної стрічки, що містить привідний вакуумний барабан (14), пристрої для подання етикетувальної стрічки (7) з бобіни (6) на поверхню вакуумного барабана, для нанесення (15) клею на її поверхню, для перерізання (16) етикетувальної стрічки на окремі етикетки (25), для підведення (2) ємностей до позиції нанесення на них етикеток, притиснення (26) етикетки до ємності та відведення...
Машина для нанесення на ємності етикеток з безперервної полімерної стрічки
Номер патенту: 2872
Опубліковано: 16.08.2004
Автор: Журавльов Сергій Олександрович
МПК: B65C 3/00
Мітки: стрічки, нанесення, безперервної, машина, етикеток, ємності, полімерної
Формула / Реферат:
1. Машина для нанесення на ємності етикеток з безперервної полімерної стрічки, яка включає привідний вакуумний барабан, пристрої для подання етикетувальної стрічки з бобіни на поверхню вакуумного барабана, для нанесення клею на її поверхню, для перерізання етикетувальної стрічки на окремі етикетки, для підведення ємностей до позиції нанесення на них етикетки, притиснення етикетки до ємності та відведення ємностей з приклеєною етикеткою та...
Машина для нанесення на ємності етикеток з безперервної полімерної стрічки

Номер патенту: 2871
Опубліковано: 16.08.2004
Автор: Журавльов Сергій Олександрович
МПК: B65C 9/08
Мітки: етикеток, ємності, полімерної, машина, стрічки, нанесення, безперервної
Формула / Реферат:
1. Машина для нанесення на ємності етикеток з безперервної полімерної стрічки, яка включає приводний вакуумний барабан, пристрої для подання етикетувальної стрічки з бобіни на поверхню вакуумного барабана, для нанесення клею на її поверхню, для перерізання етикетувальної стрічки на окремі етикетки, для підведення ємностей до позиції нанесення на них етикетки, притиснення етикетки до ємності та відведення ємностей з приклеєною етикеткою, а...
Машина для нанесення етикеток на ємності

Номер патенту: 15321
Опубліковано: 15.06.2006
Автор: Журавльов Сергій Олександрович
МПК: B65C 9/00
Мітки: етикеток, ємності, нанесення, машина
Формула / Реферат:
1. Машина для нанесення етикеток на ємності, що містить привідний вакуумний барабан (14), конвеєр для підведення (2) та виведення (3) ємностей (4, 5) з машини, пристрій для розділення ємностей у вигляді встановленої на привідному валику (20) зірочки (22), з розміщеними на її променях контактними втулками, встановленими з можливістю їх вільного обертання відносно вертикальних осей, напрямну криволінійну пластину, розміщену біля вакуумного...
Машина для нанесення етикеток на ємності

Номер патенту: 2869
Опубліковано: 16.08.2004
Автор: Журавльов Сергій Олександрович
МПК: B65C 9/00
Мітки: нанесення, етикеток, машина, ємності
Формула / Реферат:
1. Машина для нанесення етикеток на ємності, яка включає конвеєр для підведення 2 та виведення 3 ємностей 4, 5, пристрій для розділення ємностей, привідний вакуумний барабан 14, пристрої 12, 13 для подання безперервної етикетувальної стрічки 7 з бобіни 6 на поверхню вакуумного барабана для нанесення клею 15, 16 на її поверхню та для перерізання 17 етикетувальної стрічки на окремі етикетки, обкочувальну пластину 26 для притиснення ємності з...
Попередній патент: Фармацевтична композиція з регульованим вивільненням сполук, що сприяють росту кісток, набір та спосіб одержання імплантата у місці введення
Наступний патент: Фотокаталітичноактивний мезопористий діоксид титану, спосіб та напівпродукт для його одержання
Випадковий патент: Спосіб холодного зварювання чавуну