Виріб, виготовлений зі сплаву b-титану або квазі-b-титану та спосіб його виготовлення
Номер патенту: 77399
Опубліковано: 15.12.2006
Автори: Мон Клод, Галюа Філіп, Венар Агат, Віньоль Паскаль, Барб'єр Бландін
Формула / Реферат
1. Виріб з товщиною менше 10 мм, несиметричний відносно осі, виготовлений зі сплавів β-титану або квази-β-титану і що має мікроструктуру серцевини, утворену цільними зернами зі ступенем витягнення вище 4 і еквівалентним діаметром від 10 до 300 мкм.
2. Виріб за п. 1, який відрізняється тим, що одержаний методом кування.
3. Виріб за п. 1 або 2, який відрізняється тим, що являє собою лопатку компресора турбомашини.
4. Виріб за будь-яким з пп. 1-3, який відрізняється тим, що виготовлений зі сплаву Ті17(ТА5СD4, або ТіАl5Сr2Мо4).
5. Спосіб виготовлення виробу за будь-яким з попередніх пунктів, який відрізняється тим, що передбачає
- одержання емальованої довгастої заготовки еквівалентного діаметра, меншого за 100 мм,
- кування довгастого виробу в штамп (матрицю) для кування;
- загартування зазначеного кованого довгастого виробу;
- відпуск зазначеного кованого загартованого довгастого виробу.
6. Спосіб за п. 5, який відрізняється тим, що зазначене кування включає в себе принаймні два етапи гарячого кування: перший етап гарячого кування при температурі, нижчій або вищій за β-перехід й останній етап гарячого кування при температурі, вищій за β-перехід, причому ступінь ущільнення при кожному етапі гарячого кування вибраний рівним або більшим 2, а швидкості кування становлять від 1 до 1·10-5c-1.
7. Спосіб за п. 6, який відрізняється тим, що зазначене кування передбачає три етапи гарячого кування: перший і другий етапи при температурі, що незалежно вибирається нижче або вище β-переходу, і третій етап при температурі вище β-переходу.
8. Спосіб за п. 6 або 7, який відрізняється тим, що передбачає операцію повторного емалювання виробу між двома етапами гарячого кування.
9. Спосіб за будь-яким з пп. 5-8, який відрізняється тим, що штамп підтримують при температурі від 100 до 700°С.
10. Спосіб за будь-яким з пп. 5-9, який відрізняється тим, що зазначене загартування виконують в умовах, що викликають швидкість охолодження, нижчу або рівну швидкості охолодження при загартуванні в масляній ванні.
11. Спосіб за будь-яким з пп. 5-10, який відрізняється тим, що зазначений відпуск виконують при температурі від 620 до 750°С протягом періоду часу від 3 до 5 годин.
12. Спосіб за будь-яким з пп. 5-11, який відрізняється тим, що:
- заготовка отримана зі сплаву Ті17(ТА5СD4, або ТіАl5Сr2Мо4);
- кування включає перший етап гарячого кування при температурі, нижчій або рівній 840 ± 10°С або при температурі, нижчій або рівній 940 ± 10°С і другий етап гарячого кування при температурі 940 ± 10°С;
- загартування здійснюють у штампі, а потім у нерухомому повітрі;
- відпуск здійснюють при температурі 630°С протягом 4 годин.
Текст
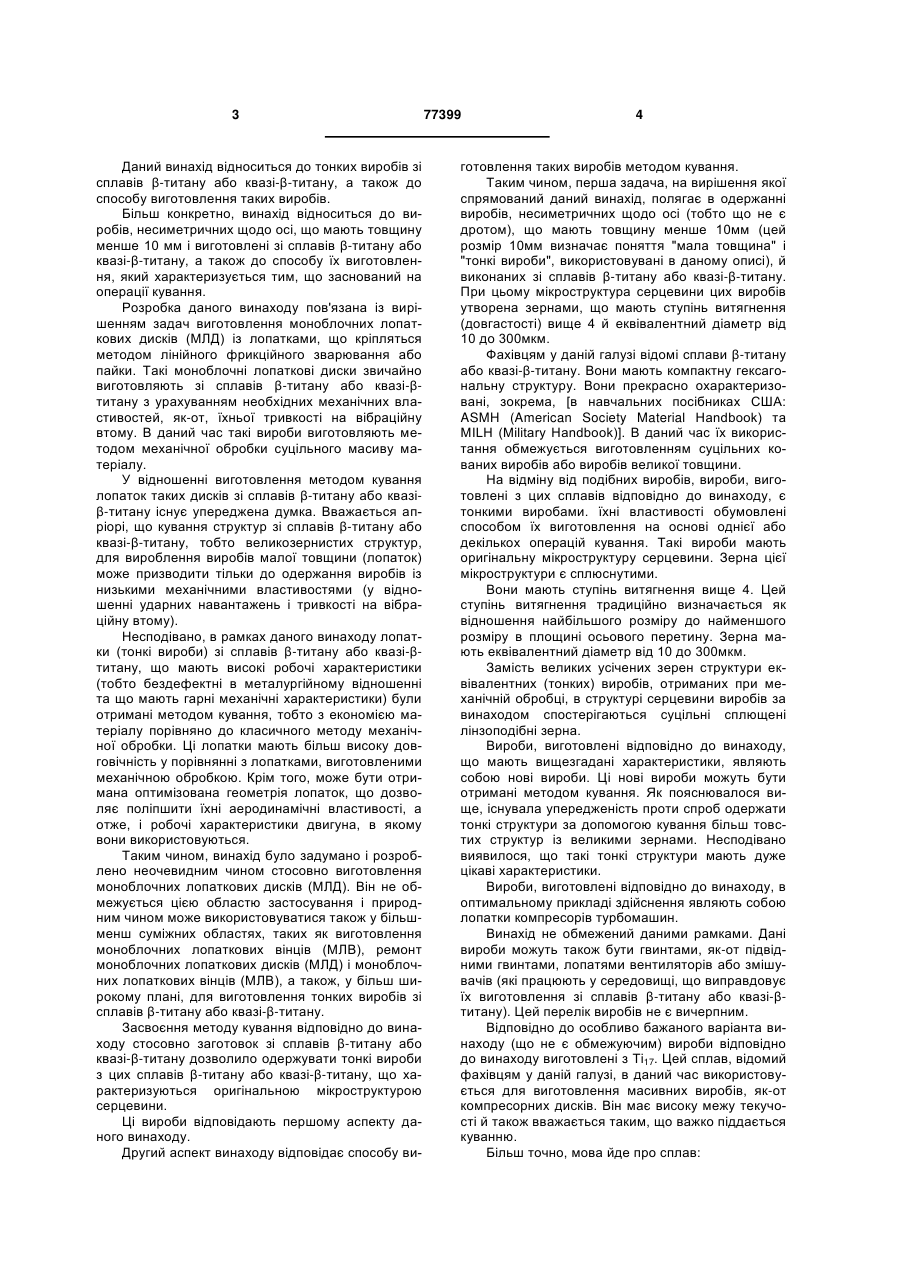
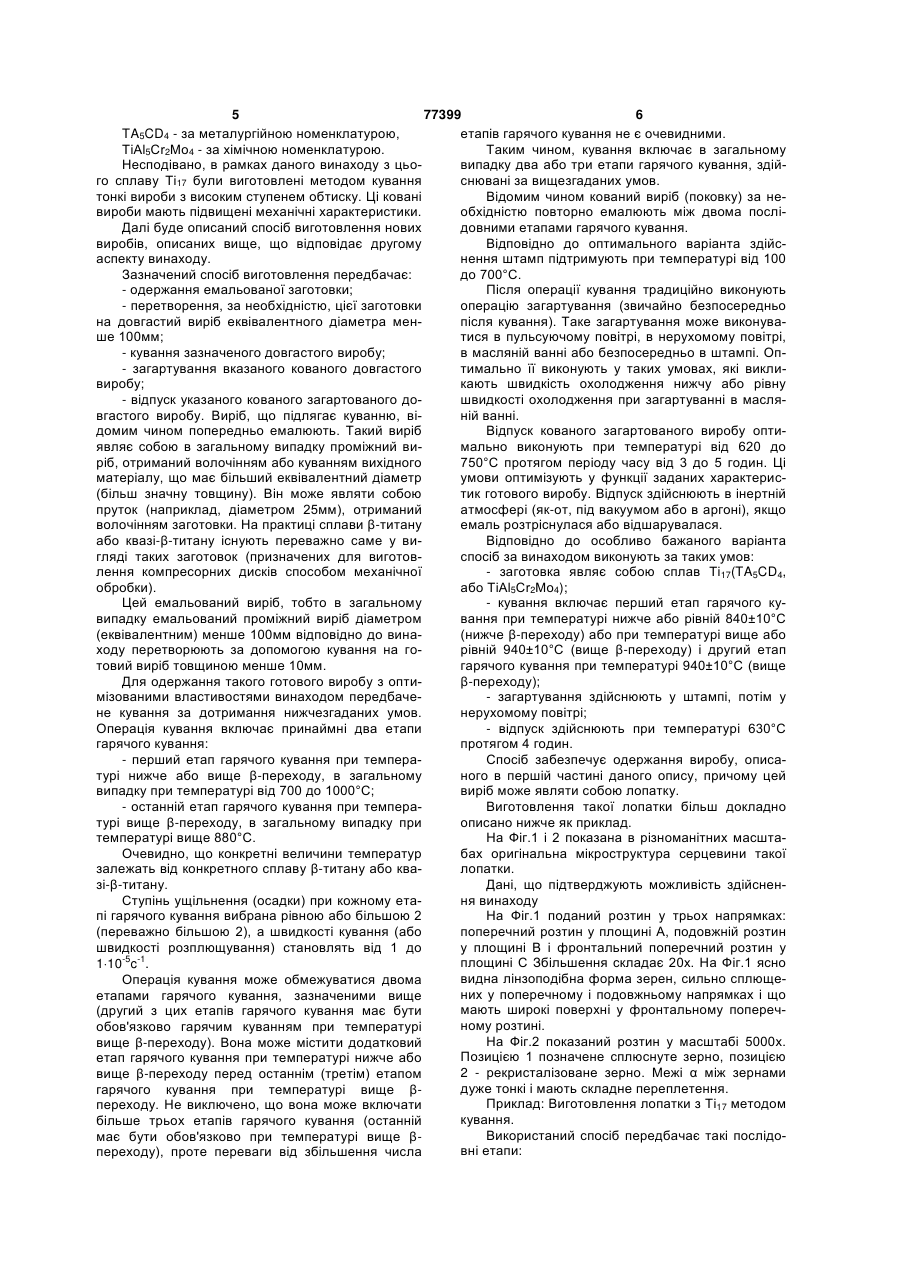
1. Виріб з товщиною менше 10 мм, несиметричний відносно осі, виготовлений зі сплавів βтитану або квазі-β-титану і що має мікроструктуру серцевини, утворену цільними зернами зі ступенем витягнення вище 4 і еквівалентним діаметром від 10 до 300мкм. 2. Виріб за п.1, який відрізняється тим, що одержаний методом кування. 3. Виріб за п.1 або 2, який відрізняється тим, що являє собою лопатку компресора турбомашини. 4. Виріб за будь-яким з пп.1-3, який відрізняється тим, що виготовлений зі сплаву Ті17(ТА5СD4, або ТіАl5Сr2Мо4). 5. Спосіб виготовлення виробу за будь-яким з попередніх пунктів, який відрізняється тим, що передбачає - одержання емальованої довгастої заготовки еквівалентного діаметра, меншого за 100 мм, - кування довгастого виробу в штамп (матрицю) для кування; - загартування зазначеного кованого довгастого виробу; - відпуск зазначеного кованого загартованого довгастого виробу. 6. Спосіб за п.5, який відрізняється тим, що зазначене кування включає в себе принаймні два 2 (11) 1 О - UA (54) ВИРІБ, ВИГОТОВЛЕНИЙ ЗІ СПЛАВУ ВЛЕННЯ (19) ДЕРЖАВНИЙ ДЕПАРТАМЕНТ ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ 3 Даний винахід відноситься до тонких виробів зі сплавів β-титану або квазі-β-титану, а також до способу виготовлення таких виробів. Більш конкретно, винахід відноситься до виробів, несиметричних щодо осі, що мають товщину менше 10 мм і виготовлені зі сплавів β-титану або квазі-β-титану, а також до способу їх виготовлення, який характеризується тим, що заснований на операції кування. Розробка даного винаходу пов'язана із вирішенням задач виготовлення моноблочних лопаткових дисків (МЛД) із лопатками, що кріпляться методом лінійного фрикційного зварювання або пайки. Такі моноблочні лопаткові диски звичайно виготовляють зі сплавів β-титану або квазі-βтитану з урахуванням необхідних механічних властивостей, як-от, їхньої тривкості на вібраційну втому. В даний час такі вироби виготовляють методом механічної обробки суцільного масиву матеріалу. У відношенні виготовлення методом кування лопаток таких дисків зі сплавів β-титану або квазіβ-титану існує упереджена думка. Вважається апріорі, що кування структур зі сплавів β-титану або квазі-β-титану, тобто великозернистих структур, для вироблення виробів малої товщини (лопаток) може призводити тільки до одержання виробів із низькими механічними властивостями (у відношенні ударних навантажень і тривкості на вібраційну втому). Несподівано, в рамках даного винаходу лопатки (тонкі вироби) зі сплавів β-титану або квазі-βтитану, що мають високі робочі характеристики (тобто бездефектні в металургійному відношенні та що мають гарні механічні характеристики) були отримані методом кування, тобто з економією матеріалу порівняно до класичного методу механічної обробки. Ці лопатки мають більш високу довговічність у порівнянні з лопатками, виготовленими механічною обробкою. Крім того, може бути отримана оптимізована геометрія лопаток, що дозволяє поліпшити їхні аеродинамічні властивості, а отже, і робочі характеристики двигуна, в якому вони використовуються. Таким чином, винахід було задумано і розроблено неочевидним чином стосовно виготовлення моноблочних лопаткових дисків (МЛД). Він не обмежується цією областю застосування і природним чином може використовуватися також у більшменш суміжних областях, таких як виготовлення моноблочних лопаткових вінців (МЛВ), ремонт моноблочних лопаткових дисків (МЛД) і моноблочних лопаткових вінців (МЛВ), а також, у більш широкому плані, для виготовлення тонких виробів зі сплавів β-титану або квазі-β-титану. Засвоєння методу кування відповідно до винаходу стосовно заготовок зі сплавів β-титану або квазі-β-титану дозволило одержувати тонкі вироби з цих сплавів β-титану або квазі-β-титану, що характеризуються оригінальною мікроструктурою серцевини. Ці вироби відповідають першому аспекту даного винаходу. Другий аспект винаходу відповідає способу ви 77399 4 готовлення таких виробів методом кування. Таким чином, перша задача, на вирішення якої спрямований даний винахід, полягає в одержанні виробів, несиметричних щодо осі (тобто що не є дротом), що мають товщину менше 10мм (цей розмір 10мм визначає поняття "мала товщина" і "тонкі вироби", використовувані в даному описі), й виконаних зі сплавів β-титану або квазі-β-титану. При цьому мікроструктура серцевини цих виробів утворена зернами, що мають ступінь витягнення (довгастості) вище 4 й еквівалентний діаметр від 10 до 300мкм. Фахівцям у даній галузі відомі сплави β-титану або квазі-β-титану. Вони мають компактну гексагональну структуру. Вони прекрасно охарактеризовані, зокрема, [в навчальних посібниках США: ASMH (American Society Material Handbook) та MILH (Military Handbook)]. В даний час їх використання обмежується виготовленням суцільних кованих виробів або виробів великої товщини. На відміну від подібних виробів, вироби, виготовлені з цих сплавів відповідно до винаходу, є тонкими виробами. їхні властивості обумовлені способом їх виготовлення на основі однієї або декількох операцій кування. Такі вироби мають оригінальну мікроструктуру серцевини. Зерна цієї мікроструктури є сплюснутими. Вони мають ступінь витягнення вище 4. Цей ступінь витягнення традиційно визначається як відношення найбільшого розміру до найменшого розміру в площині осьового перетину. Зерна мають еквівалентний діаметр від 10 до 300мкм. Замість великих усічених зерен структури еквівалентних (тонких) виробів, отриманих при механічній обробці, в структурі серцевини виробів за винаходом спостерігаються суцільні сплющені лінзоподібні зерна. Вироби, виготовлені відповідно до винаходу, що мають вищезгадані характеристики, являють собою нові вироби. Ці нові вироби можуть бути отримані методом кування. Як пояснювалося вище, існувала упередженість проти спроб одержати тонкі структури за допомогою кування більш товстих структур із великими зернами. Несподівано виявилося, що такі тонкі структури мають дуже цікаві характеристики. Вироби, виготовлені відповідно до винаходу, в оптимальному прикладі здійснення являють собою лопатки компресорів турбомашин. Винахід не обмежений даними рамками. Дані вироби можуть також бути гвинтами, як-от підвідними гвинтами, лопатями вентиляторів або змішувачів (які працюють у середовищі, що виправдовує їх виготовлення зі сплавів β-титану або квазі-βтитану). Цей перелік виробів не є вичерпним. Відповідно до особливо бажаного варіанта винаходу (що не є обмежуючим) вироби відповідно до винаходу виготовлені з Ті17. Цей сплав, відомий фахівцям у даній галузі, в даний час використовується для виготовлення масивних виробів, як-от компресорних дисків. Він має високу межу текучості й також вважається таким, що важко піддається куванню. Більш точно, мова йде про сплав: 5 77399 6 TA5CD4 - за металургійною номенклатурою, етапів гарячого кування не є очевидними. ТіАl5Сr2Мо4 - за хімічною номенклатурою. Таким чином, кування включає в загальному Несподівано, в рамках даного винаходу з цьовипадку два або три етапи гарячого кування, здійго сплаву Ti17 були виготовлені методом кування снювані за вищезгаданих умов. тонкі вироби з високим ступенем обтиску. Ці ковані Відомим чином кований виріб (поковку) за невироби мають підвищені механічні характеристики. обхідністю повторно емалюють між двома посліДалі буде описаний спосіб виготовлення нових довними етапами гарячого кування. виробів, описаних вище, що відповідає другому Відповідно до оптимального варіанта здійсаспекту винаходу. нення штамп підтримують при температурі від 100 Зазначений спосіб виготовлення передбачає: до 700°С. - одержання емальованої заготовки; Після операції кування традиційно виконують - перетворення, за необхідністю, цієї заготовки операцію загартування (звичайно безпосередньо на довгастий виріб еквівалентного діаметра менпісля кування). Таке загартування може виконуваше 100мм; тися в пульсуючому повітрі, в нерухомому повітрі, - кування зазначеного довгастого виробу; в масляній ванні або безпосередньо в штампі. Оп- загартування вказаного кованого довгастого тимально її виконують у таких умовах, які викливиробу; кають швидкість охолодження нижчу або рівну - відпуск указаного кованого загартованого дошвидкості охолодження при загартуванні в маслявгастого виробу. Виріб, що підлягає куванню, віній ванні. домим чином попередньо емалюють. Такий виріб Відпуск кованого загартованого виробу оптиявляє собою в загальному випадку проміжний вимально виконують при температурі від 620 до ріб, отриманий волочінням або куванням вихідного 750°С протягом періоду часу від 3 до 5 годин. Ці матеріалу, що має більший еквівалентний діаметр умови оптимізують у функції заданих характерис(більш значну товщину). Він може являти собою тик готового виробу. Відпуск здійснюють в інертній пруток (наприклад, діаметром 25мм), отриманий атмосфері (як-от, під вакуумом або в аргоні), якщо волочінням заготовки. На практиці сплави β-титану емаль розтріснулася або відшарувалася. або квазі-β-титану існують переважно саме у виВідповідно до особливо бажаного варіанта гляді таких заготовок (призначених для виготовспосіб за винаходом виконують за таких умов: лення компресорних дисків способом механічної - заготовка являє собою сплав Ti17(TA5CD4, обробки). або ТіАl5Сr2Мо4); Цей емальований виріб, тобто в загальному - кування включає перший етап гарячого кувипадку емальований проміжний виріб діаметром вання при температурі нижче або рівній 840±10°С (еквівалентним) менше 100мм відповідно до вина(нижче β-переходу) або при температурі вище або ходу перетворюють за допомогою кування на горівній 940±10°С (вище β-переходу) і другий етап товий виріб товщиною менше 10мм. гарячого кування при температурі 940±10°С (вище Для одержання такого готового виробу з оптиβ-переходу); мізованими властивостями винаходом передбаче- загартування здійснюють у штампі, потім у не кування за дотримання нижчезгаданих умов. нерухомому повітрі; Операція кування включає принаймні два етапи - відпуск здійснюють при температурі 630°С гарячого кування: протягом 4 годин. - перший етап гарячого кування при темпераСпосіб забезпечує одержання виробу, описатурі нижче або вище β-переходу, в загальному ного в першій частині даного опису, причому цей випадку при температурі від 700 до 1000°С; виріб може являти собою лопатку. - останній етап гарячого кування при темпераВиготовлення такої лопатки більш докладно турі вище β-переходу, в загальному випадку при описано нижче як приклад. температурі вище 880°С. На Фіг.1 і 2 показана в різноманітних масштаОчевидно, що конкретні величини температур бах оригінальна мікроструктура серцевини такої залежать від конкретного сплаву β-титану або квалопатки. зі-β-титану. Дані, що підтверджують можливість здійсненСтупінь ущільнення (осадки) при кожному етаня винаходу пі гарячого кування вибрана рівною або більшою 2 На Фіг.1 поданий розтин у трьох напрямках: (переважно більшою 2), а швидкості кування (або поперечний розтин у площині А, подовжній розтин швидкості розплющування) становлять від 1 до у площині В і фронтальний поперечний розтин у площині С Збільшення складає 20х. На Фіг.1 ясно 110-5c-1. видна лінзоподібна форма зерен, сильно сплющеОперація кування може обмежуватися двома них у поперечному і подовжньому напрямках і що етапами гарячого кування, зазначеними вище мають широкі поверхні у фронтальному попереч(другий з цих етапів гарячого кування має бути ному розтині. обов'язково гарячим куванням при температурі На Фіг.2 показаний розтин у масштабі 5000х. вище β-переходу). Вона може містити додатковий Позицією 1 позначене сплюснуте зерно, позицією етап гарячого кування при температурі нижче або 2 - рекристалізоване зерно. Межі α між зернами вище β-переходу перед останнім (третім) етапом дуже тонкі і мають складне переплетення. гарячого кування при температурі вище βПриклад: Виготовлення лопатки з Ti17 методом переходу. Не виключено, що вона може включати кування. більше трьох етапів гарячого кування (останній Використаний спосіб передбачає такі послідомає бути обов'язково при температурі вище βвні етапи: переходу), проте переваги від збільшення числа 7 77399 8 - волочіння прутка (діаметром
ДивитисяДодаткова інформація
Назва патенту англійськоюArticle made of alloy of b
Автори англійськоюMONS CLAUDE
Назва патенту російськоюИзделие, изготовленное из сплава b
Автори російськоюМон Клод
МПК / Мітки
МПК: C22F 1/18, B21K 3/00, C22C 14/00
Мітки: виготовлення, квазі-b-титану, сплаву, виріб, виготовлений, спосіб, b-титану
Код посилання
<a href="https://ua.patents.su/4-77399-virib-vigotovlenijj-zi-splavu-b-titanu-abo-kvazi-b-titanu-ta-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Виріб, виготовлений зі сплаву b-титану або квазі-b-титану та спосіб його виготовлення</a>
Спосіб виготовлення теплоізоляційного і/або звукоізоляційного виробу на основі мінеральної вати, теплоізоляційний і/або звукоізоляційний виріб, виготовлений цим способом
Номер патенту: 73785
Опубліковано: 15.09.2005
Автори: Бофіс Себастьєн, Калеро Клер
МПК: E04B 1/76, D04H 13/00, D04H 3/02, D04H 1/70, D04H 3/08, C03B 37/04
Мітки: звукоізоляційний, теплоізоляційного, мінеральної, цим, виробу, основі, вати, виріб, виготовлений, виготовлення, звукоізоляційного, теплоізоляційний, спосіб, способом
Формула / Реферат:
1. Спосіб виготовлення теплоізоляційного і/або звукоізоляційного виробу на основі мінеральної вати, виготовленої шляхом внутрішнього центрифугування, з використанням технологічної лінії виробництва, яка має в своєму складі множину послідовно розташованих один за одним пристроїв формування волокон, причому із вказаних послідовно розташованих пристроїв формування волокон щонайменше один є першим і щонайменше один є останнім, який відрізняється...
Панчоха, шкарпетка або подібний до них виріб та спосіб його виготовлення
Номер патенту: 70338
Опубліковано: 15.10.2004
Автор: Кальде Франц-Йозеф
МПК: A41B 11/00
Мітки: панчоха, подібний, них, виріб, виготовлення, спосіб, шкарпетка
Формула / Реферат:
1. Панчоха, шкарпетка або подібний до них виріб зі стопою (2), верхом (3), що з'єднаний зі стопою (2), суцільно з верхом (3) виконаною тасьмою (4), розташованою навпроти стопи (2), допоміжним утримувальним елементом (5), виконаним на внутрішній поверхні (6) тасьми (4), і кількома утримувальними структурами (7, 7а, 8, 12, 15, 19), які розташовані на певній відстані одна від одної і утворюють допоміжний утримувальний елемент (5), який...
Термостійкий керамічний виріб (варіанти) та спосіб його виготовлення
Номер патенту: 70317
Опубліковано: 15.10.2004
Автор: Ханзе Ерік
МПК: B32B 18/00, B22D 41/22, B22D 41/14
Мітки: варіанти, виготовлення, виріб, термостійкий, спосіб, керамічний
Формула / Реферат:
1. Багатошаровий керамічний виріб, який включає певну кількість шарів першої фази, включаючи сплавлену та/або зв’язану вуглецем гранульовану кераміку, та розташований між сусідніми шарами першої фази шар другої фази, яка механічно або хімічно відрізняється від першої.2. Виріб за п. 1, який відрізняється тим, що шари першої фази мають товщину від приблизно 0,05 мм до приблизно 20 мм, причому шар другої фази має товщину від приблизно...
Спосіб виготовлення щіткового виробу та щітковий виріб, виготовлений за цим способом
Номер патенту: 44893
Опубліковано: 15.03.2002
Автор: Вайраух Георг
Мітки: щіткового, щітковий, цим, спосіб, виготовлення, виріб, виробу, способом, виготовлений
Формула / Реферат:
1. Способ изготовления щеточного изделия, содержащего пластиковый держатель и прикрепленный к нему, по меньшей мере, один пучок щетинок, образованный напряженными, стабилизированными пластиковыми мононитями, путем оплавления пучка щетинок, вводимого в канал половины пресс-формы для держателя, с образованием утолщения на его конце, выступающем в полость пресс-формы, отстоящего на некотором расстоянии от устья канала, имеющего большее сечение,...
Спосіб виготовлення профільованого виробу і сам профільований виріб, виготовлений таким способом
Номер патенту: 41982
Опубліковано: 15.10.2001
Автори: Бюкінг Гюнтер, Фленнері Стевен Дж.
МПК: B27N 5/00
Мітки: виготовлення, спосіб, способом, виробу, профільований, таким, профільованого, виріб, виготовлений
Формула / Реферат:
1. Способ изготовления профилированного изделия, отличающийся тем, что он включает стадии: смешивания отверждаемого водой связующего с частицами вещества растительного происхождения для образования первой смеси, влагосодержание которой является недостаточным для отверждения связующего перед помещением смеси в пресс-форму, подачу первой смеси в пресс-форму, имеющую плиты для прессования, при этом плиты для прессования и первая смесь определяют...
Попередній патент: Регулятор жорсткості гідростатичних опор
Наступний патент: Термошумовий спосіб визначення опору високоомного об’єкта
Випадковий патент: Привід основов'язальної машини