Спосіб виготовлення теплоізоляційного і/або звукоізоляційного виробу на основі мінеральної вати, теплоізоляційний і/або звукоізоляційний виріб, виготовлений цим способом
Формула / Реферат
1. Спосіб виготовлення теплоізоляційного і/або звукоізоляційного виробу на основі мінеральної вати, виготовленої шляхом внутрішнього центрифугування, з використанням технологічної лінії виробництва, яка має в своєму складі множину послідовно розташованих один за одним пристроїв формування волокон, причому із вказаних послідовно розташованих пристроїв формування волокон щонайменше один є першим і щонайменше один є останнім, який відрізняється тим, що різним чином настроюють щонайменше один параметр формування волокон двох послідовно розташованих пристроїв формування волокон у вказаній технологічній лінії виробництва.
2. Спосіб за п. 1, який відрізняється тим, що настроюють щонайменше один параметр формування волокон першого або двох перших і/або останнього або двох останніх пристроїв формування волокон відмінним чином в порівнянні з настройкою, прийнятою для інших пристроїв формування волокон вказаної технологічної лінії.
3. Спосіб за п. 1 або 2, який відрізняється тим, що використовують пристрої формування, кожний з яких містить:
- центрифугу, яка має можливість обертатися навколо деякої осі, зокрема вертикальної осі, і периферійна стрічка якої містить множину отворів,
- газовий засіб витягування при високій температурі, виконаний у формі кільцевого пальника,
- за необхідності, пневматичний засіб для відведення/регулювання розмірів одержаних волокон і виконаний у формі кільця продування,
- за необхідності, засіб для нанесення проклеювального складу на волокна, що надходять з центрифуги, і виконаний, наприклад, у формі кільця розбризкування проклеювального складу.
4. Спосіб за п. 3, який відрізняється тим, що параметр формування волокон, який можна настроювати різним чином в залежності від конкретного пристрою формування волокон, переважно на вибір, являє собою один із таких параметрів:
- кількість або характер проклеювального складу, що розподіляється за допомогою засобу нанесення цього складу,
- тиск потоку газів, що викидаються кільцем продування,
- кількість отворів у центрифузі,
- температура або швидкість руху потоку газів, що викидаються з кільцевого пальника,
- температура вказаної центрифуги.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що параметр формування волокон настроюють відмінним чином для декількох пристроїв формування волокон, на етапі нанесення складу з пом'якшувальними властивостями, який містить поверхнево-активну речовину катіонного типу і/або неіонну поверхнево-активну речовину, зокрема, за допомогою засобу типу кільця розбризкування.
6. Спосіб за п. 3 або 4, який відрізняється тим, що тиск газу, що викидається кільцем продування першого і/або останнього пристрою формування волокон, має величину, яка менша, ніж величина тиску газу з кільця продування інших пристроїв формування волокон, зокрема щонайменше на 20 %, і яка переважно менша на 30-50 %, зокрема таким чином, щоб даний ізоляційний виріб мав поверхневий шар на щонайменше частині його зовнішньої поверхні, який має більш довгі волокна.
7. Спосіб за будь-яким з пп. 3, 4 або 6, який відрізняється тим, що тиск газів, що викидаються з кільцевого пальника першого або двох перших і/або останнього або двох останніх пристроїв формування волокон, перевищує тиск в кільцевих пальниках інших пристроїв формування волокон, зокрема на величину від 10 % до 25 %, і/або кількість отворів у центрифузі першій або двох перших і/або останній або двох останніх центрифугах перевищує кількість отворів в інших центрифугах, зокрема на величину від 15 % до 25 %, зокрема таким чином, щоб даний ізоляційний виріб мав поверхневий шар, що має на щонайменше частині своєї зовнішньої поверхні волокна меншого діаметра або мікронного розміру.
8. Спосіб за будь-яким з пп. 3, 4 або 6, який відрізняється тим, що тиск газів, що викидаються з кільцевого пальника першого або двох перших і/або останнього або двох останніх пристроїв формування волокон, менший від тиску в кільцевих пальниках інших пристроїв формування волокон, зокрема на величину від 10 % до 25 %, і/або кількість отворів у центрифузі першій або двох перших і/або останній або двох останніх центрифугах менша від кількості отворів в інших центрифугах, зокрема, на величину від 15 % до 25 %, зокрема таким чином, щоб даний ізоляційний виріб мав поверхневий шар, який має на щонайменше частині своєї зовнішньої поверхні волокна більшого діаметра або мікронного розміру.
9. Спосіб за будь-яким з пп. 3, 4, 6, 7 або 8, який відрізняється тим, що наносять зменшену кількість проклеювального складу на волокна, що надходять з першого або двох перших і/або останнього або двох останніх пристроїв формування волокон, зокрема зменшену на величину, яка щонайменше дорівнює 10 % або 20 %, таким чином, щоб ізоляційний виріб мав на щонайменше частині своєї зовнішньої поверхні менший вміст проклеювального складу, ніж в товщі цього виробу.
10. Теплоізоляційний і/або звукоізоляційний виріб на основі мінеральної вати, який відрізняється тим, що виготовлений за способом відповідно до одного з пп. 1-9, причому в його товщі мають місце зміни щонайменше однієї з його характеристик, зокрема зміни в розмірах волокон мінеральної вати або в хімічному складі цієї мінеральної вати даного виробу.
11. Теплоізоляційний і/або звукоізоляційний виріб на основі мінеральної вати за п. 10, який відрізняється тим, що в його товщі мають місце зміни механічних характеристик і/або теплоізоляційних або звукоізоляційних властивостей, і/або властивостей реакції або стійкості по відношенню до вогню, і/або гідрофобних властивостей.
12. Виріб за п.10 або 11, який відрізняється тим, що цей виріб виконаний в формі повстяного полотна, яке має шари з різними характеристиками або властивостями і яке має, зокрема, на щонайменше одній із своїх сторін поверхневий шар з характеристиками або властивостями, які відрізняються від характеристик або властивостей даного виробу в його серцевині.
13. Виріб за п.12, який відрізняється тим, що волокна мінеральної вати мають менший мікронний розмір або діаметр і/або збільшену довжину в поверхневому шарі на щонайменше одній із сторін даного виробу, зокрема, для надання цьому виробу більш приємного сприйняття на дотик.
14. Виріб за п.12 або 13, який відрізняється тим, що волокна мінеральної вати мають зменшений вміст проклеювального складу і/або відмінний, і/або вони просочені додатковим складом з пом'якшувальними властивостями, який містить поверхнево-активну речовину, у поверхневому шарі на щонайменше одній із сторін даного виробу, зокрема, для надання цьому виробу більш приємного сприйняття на дотик.
15. Виріб за п.12, який відрізняється тим, що волокна мінеральної вати мають збільшений мікронний розмір або діаметр в поверхневому шарі щонайменше на одній із сторін даного виробу, зокрема, для надання цьому виробу механічно посиленої зовнішньої поверхні або поліпшення приклеювання основи, або полегшення друку на цьому поверхневому шарі.
16. Виріб за п.15, який відрізняється тим, що він виконаний у формі повстяного полотна, призначеного для згортання в рулон, причому його зовнішня поверхня посилена в механічному плані.
Текст
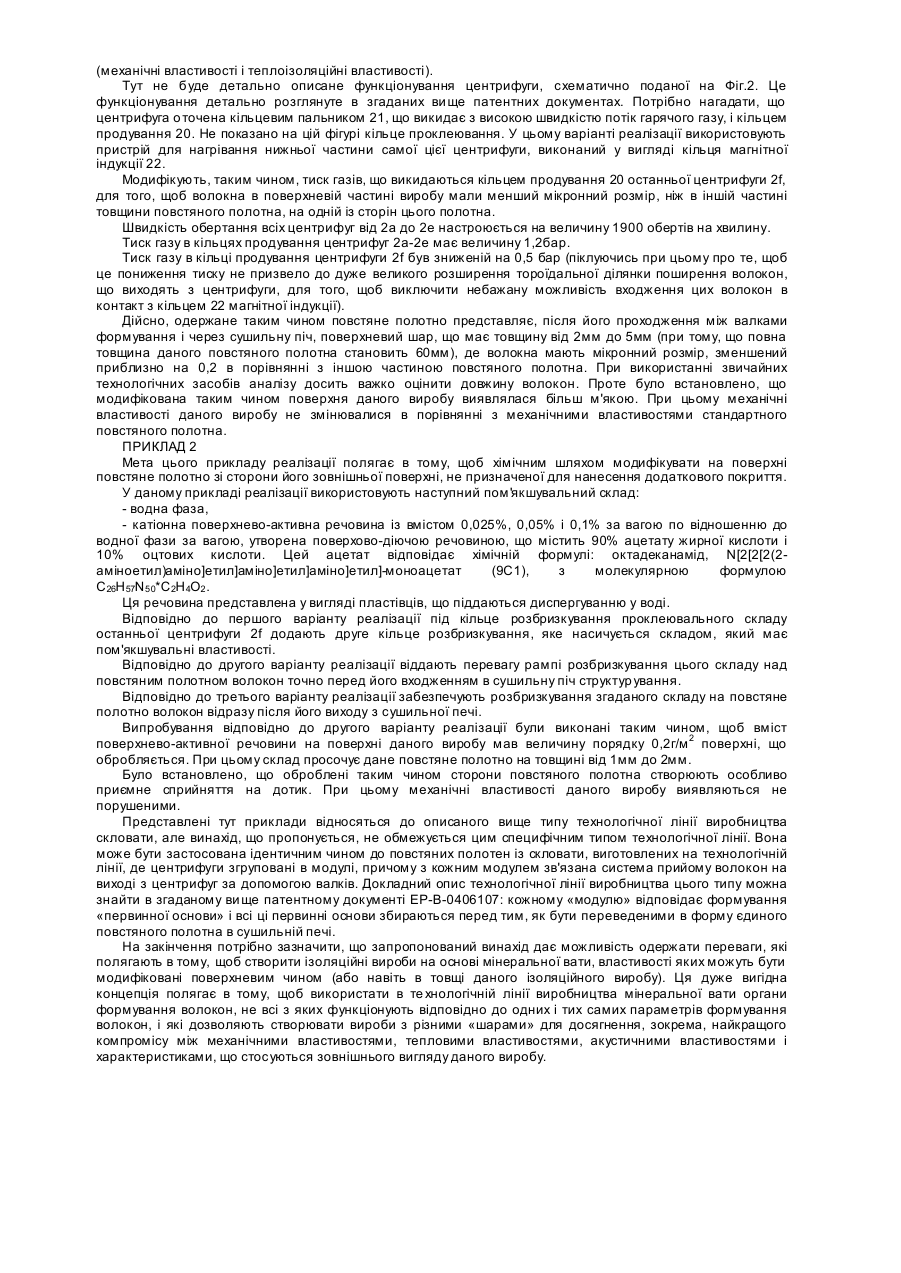
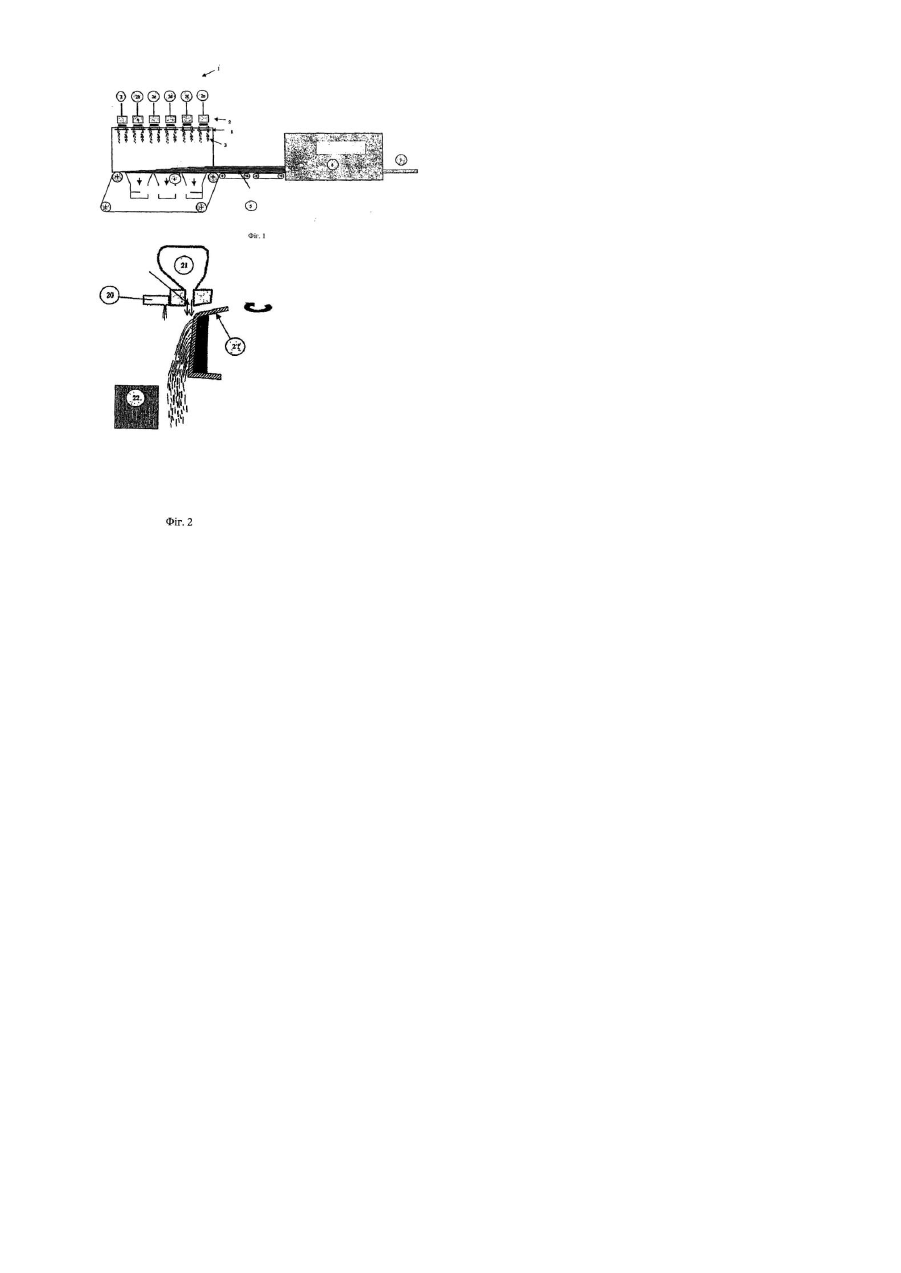
Винахід, що пропонується, стосується теплоізоляційних і/або звукоізоляційних виробів на основі мінеральної вати, зокрема, на основі скловати або на основі азбестової вати, або базальтової вати. Цей винахід також стосується способу одержання цих виробів, зокрема, за допомогою так званого способу центрифугування. Цей спосіб, як відомо, полягає у введенні струминки розплавленого скла у центрифугу, яка називається також тарілкою формування волокон, яка обертається з великою швидкістю, і, яка має на своїй периферійній стінці дуже велику кількість отворів, через які рідке скло викидається у вигляді тонких ниток під дією відцентрових сил. Ці нитки зазнають потім впливу кільцевого газового потоку витягування, який рухається з високою швидкістю і при високій температурі, який оточує стінку центрифуги і який забезпечує зменшення товщини цих ниток і перетворення їх у волокна. Сформовані таким чином волокна захоплюються згаданим вище газовим потоком витягування у приймальний пристрій, звичайно утворений стрічкою, проникною для газу. Детальніше з цим технологічним процесом можна ознайомитися, звернувшись, наприклад, до патентних документів ЕР-0189354, ЕР-0519797 та ЕР-0406107. Винахід, що пропонується, стосується так званих «легких» ізоляційних виробів, тобто виробів, що звичайно мають щільність, яка не перевищує 40кг/м 3, а також так званих «важких» ізоляційних виробів, щільність яких перевищує 40кг/м 3 і може досягати, наприклад, 160кг/м 3, причому ці ізоляційні вироби можуть містити додаткове покриття на, щонайменше, частині їх зовнішньої поверхні або не містити такого додаткового покриття. Певна кількість таких ізоляційних виробів, зокрема, відповідно до їх форми, їх щільності, кількості проклеювального складу, що використовується, перелічена та визначена у нормі NFB 20-001 від серпня 1988р. По суті, ці різні вироби часто являють собою результат компромісу між різними властивостями, зокрема, між механічними властивостями та ізоляційними властивостями цих виробів, причому цей компроміс адаптований до застосувань, що розглядаються у цьому випадку. Так, може виявитися необхідним мати ізоляційні вироби, які мають особливо високі механічні властивості: йдеться, зокрема, про ізоляційні вироби, які підтримують елементи будівельної кам'яної кладки, і які повинні внаслідок цього протистояти сильному стисненню, наприклад, про елементи, що використовуються для ізоляції дахів терасного типу, доступних для р уху. Це також відноситься до випадку ізоляційних виробів, що використовуються для зовнішньої ізоляції, які повинні мати можливість, зокрема, протистояти зусиллям відриву. У цьому випадку віддають перевагу так званим «важким» ізоляційним виробам, мінеральна вата в яких звичайно має високий мікронний розмір волокон. У той самий час, якщо ці ізоляційні вироби не призначені для того, щоб зазнавати значних механічних впливів (наприклад, ізоляційні вироби, призначені для ізоляції дахів між кроквами, а також стін або стель між несучими конструкціями, або для ізоляції металевих конструкцій, зокрема, для будівель промислового призначення (цей тип забезпеченої ізоляцією архітектури звичайно позначають в СІЛА терміном «Metal Building Insulation» або МВІ), віддають перевагу так званим «легким» ізоляційним виробам, які більш прості в поводженні з ними і які мають кращі характеристики з точки зору теплоізоляції, в яких мінеральна вата звичайно має зменшений мікронний розмір або діаметр волокон, і/або більш значну довжину цих волокон, і/або знижений ступінь їх проклеювання.) Однак, всякий компроміс має свої межі. При цьому те хнічна задача винаходу, що пропонується, полягає в тому, щоб розширити ці межі, тобто запропонувати нові вдосконалені ізоляційні вироби (і спосіб їх виготовлення), для яких можна, зокрема, більш точно або більш гнучко регулювати їх властивості або яким можна додати нові функціональні можливості. Передусім об'єктом винаходу, що пропонується, є теплоізоляційний і/або звукоізоляційний виріб описаного вище типу, виго товлений на основі мінеральної вати, але який виявляє в своїй товщі зміни в, щонайменше, одній з його характеристик, зокрема, в розмірах волокон мінеральної вати або у хімічному складі цих волокон. Ці варіанти можуть спричиняти в товщі даного виробу зміни його властивостей, особливо його механічних властивостей і/або його теплоізоляційних, і/або звукоізоляційних властивостей. Вони також можуть забезпечити можливість поліпшення властивостей реакції або стійкості по відношенню до вогню, або додати даному ізоляційному матеріалу поверхневий гідрофобний характер, або, у більш загальному значенні, будь-якої властивості, що піддається впливу внаслідок модифікації або додавання одного або декількох реактивів в проклеювальний склад. Винахід, що пропонується, таким чином, має переваги ізоляційного виробу, власти вості якого змінюються по його товщині. Одержують також виріб, комбінований за своїми характеристиками і/або за своїми властивостями. Можна також диференціювати виріб за його властивостями на поверхні і його властивостями «у серцевині», зберігаючи при цьому виріб, який розділяється на різні «пласти», але який має, однак, внутрішню об'єднаність стандартних ізоляційних виробів. Ізоляційні вироби, про які йдеться у винаході, що пропонується, являють собою, зокрема, ізоляційні вироби, описані в згаданій вище нормі. Мова йде, зокрема, про «повстяне полотно», а саме, про гнучку проклеєну мінеральну вату, що поставляється в формі «рулонів» або «стрічок», товщина яких звичайно має величину в діапазоні від 20 до 300мм. Мова йде також про «простьобані полотна», які виготовлені на основі слабко проклеєної мінеральної вати, що має додаткове покриття тільки на одній стороні, або про «панелі», які виготовлені на основі жорсткої або напівжорсткої проклеєної мінеральної вати. Всі ці вироби звичайно мають приблизно форму паралелепіпеда. Винахід, що пропонується, також може застосовуватися до ізоляційних виробів, що мають і інші геометричні форми, таких, наприклад, як «сегменти», які являють собою плоскі елементи трапецієподібної форми. Мова також може йти про вироби, які використовуються для ізоляції трубопроводів і які відомі під назвою «оболонок» (кільцевий циліндр, що складається з одного або двох елементів) або «бочонкових клепок» (елементи циліндра, переріз яких являє собою кільцевий сектор). У загальному випадку, в контексті винаходу, що пропонується, і в подальшому викладі, скорочено, якщо використовується термін «повстяне полотно», то він охоплює також, шляхом екстраполяції, і аналогічні ізоляційні вироби, згадані вище. Таким чином, якщо брати приклад повстяного полотна, що має приблизно форму паралелепіпеда, то це полотно має дві основні зовнішні поверхні. Відповідно до одного зі способів реалізації винаходу, що пропонується, повстяне полотно представляє на, щонайменше, частині своєї товщини пласти або шари, які мають різні характеристики і/або властивості. Таким чином, дане повстяне полотно може містити, щонайменше, два шари, що примикають один до одного (що одержуються з двох суміжних пристроїв формування волокон), які мають різні розміри волокон та їх склад. Ізоляційний виріб може, таким чином, містити η шарів, причому кожний шар χ знаходиться в контакті з, щонайменше, одним відмінним від нього іншим шаром х+1. Зрозуміло, між двома такими суміжними шарами є поверхня взаємодії, яка є «дифузною» в тому значенні, що шари, які примикають один до одного, певним чином проникають один в одний, так що виріб загалом зберігає свою об'єднаність. Відповідно до переважного варіанту цього способу реалізації винаходу, що пропонується, повстяне полотно має на, щонайменше, частині однієї із своїх зовнішніх поверхонь «поверхневий шар», характеристики і/або властивості якого відрізняються від характеристик і/або властивостей даного виробу в його серцевині. Таким чином, є один або два тонких поверхневих шари, відмінних від середнього шару, що відповідає «серцевині» даного виробу. Цей поверхневий шар може бути утворений, наприклад, мінеральною ватою, волокна якої мають мікронний розмір (або діаметр), менший, ніж мікронний розмір (або діаметр) волокон мінеральної вати іншої частини даного виробу. При цьому користь виходить подвійною: з одного боку, виявляється, що стоншені таким чином волокна на поверхні є більш гнучкими і більш приємними на дотик. Це є вигідним в тому випадку, коли зовнішня поверхня виробу, про яку в цьому випадку йде мова, не призначена для розміщення на ній додаткового покриття. З іншого боку, потоншення волокон мінеральної вати на поверхні виробу може вплинути сприятливим чином на теплоізоляційну здатність або на звукоізоляційну здатність даного виробу загалом. Розташовані у серцевині даного виробу менш тонкі волокна оптимізовані, переважно беручи до уваги міркування механічного порядку. Цей поверхневий шар також може бути, альтернативно або сукупно, утворений мінеральною ватою, волокна якої є більш довгими, ніж в іншій частині даного виробу. Так, наприклад, було показано, що при наявності більш довгих волокон на поверхні, вдавалося ще більшою мірою поліпшити сприйняття цього виробу на дотик. Гіпотеза для пояснення цієї обставини полягає в тому, що подовжені волокна загалом мають меншу кількість кінців, які являють собою точки «зачеплення», які можна відчути, проводячи рукою по даному виробу. Та обставина, що розміри волокон модифікуються тільки на поверхні виробу, дозволяє зберегти механічні властивості стандартних ізоляційних виробів. Цей поверхневий шар може також, альтернативно або сукупно, із згаданими вище характеристиками, бути модифікований хімічним шляхом. Відомим чином ізоляційні вироби, про які йде мова у винаході, що пропонується, переважно забезпечені в своїй товщі проклеювальним складом, функція якого, зокрема, полягає в тому, щоб забезпечити об'єднаність даного виробу, утворюючи зв'язки між волокнами. Ці проклеювальні склади звичайно містять смоли на основі фенолу, формальдегіду та карбаміду. Було встановлено, що це проклеювання, хоча і дуже корисне, сприяє наданню відчуття на дотик того, що поверхня виробу трохи жорстка і ламка. Для того, щоб поліпшити сприйняття даного виробу на дотик, мінеральну вату забезпечують проклеювальним складом по всій його товщині, але із зменшеним вмістом цього складу у поверхневому шарі, визначеному вище: таким чином сприйняття виробу на дотик робиться більш приємним шляхом досить помірного пониження вмісту проклеювального складу на поверхні виробу, але при цьому не виявляється негативний вплив на внутрішню об'єднаність цього виробу. Інший спосіб забезпечити поверхневу модифікацію хімічного складу мінеральної вати полягає в її просоченні додатковим складом з пом'якшувальними властивостями. Цей склад переважно містить, щонайменше, одну поверхнево-активну речовину, зокрема, щонайменше, одну поверхнево-активну речовину із сімейства катіонних поверхнево-активних речовин, які виявляються найбільш ефективними. У контексті винаходу, що пропонується, під катіонною поверхнево-активною речовиною потрібно розуміти поверхнево-активну речовину, що є носієм визначеного або явно вираженого позитивного заряду («справжня» катіонна сіль, така, наприклад, як сіль амідоаміну або імідазоліну), але також і поверхневоактивну речовину, що є носієм делокалізованого заряду (наприклад, окисел аміну). У цьому сімействі надають, зокрема, перевагу матеріалам з одним або декількома ланцюжками жирних кислот або похідних жирної кислоти і такі, що містять одну або декілька груп, які містять азот, здатних нести позитивний заряд, явно виражений або делокалізований. Ці групи можуть являти собою первинні, вторинні, третинні аміни, четвертинні амонії або окисли аміну. Вказані хімічні сполуки представляються особливо цікавими, оскільки вони взаємодіють з поверхнею скла, яке іонізоване швидше негативно. Саме групи, які містять азот, фіксують молекулу на волокнах. Ця хімічна функціональність буде наділяти молекулу здатністю жорстко закріплятися на волокні, тоді як жирні ланцюжки (вуглеводні) будуть наділяти його необхідною м'я кістю. Найбільш цікавими поверхнево-активними речовинами є, наприклад, солі четвертинного амонію або імідазоліну з жирними ланцюжками (з наявністю, наприклад, контр-іону типу ацетату) або окисли аміну з жирними ланцюжками (наприклад, стеарил диметил окисел аміну) і з певним зв'язком між киснем і азотом, або ацетати амідоаміну. Жирні ланцюжки (вуглеводні) є похідними жирних кислот, які являють собою кислоти типу СН 3(СН2)nСООН, коли вони є насиченими. Мова також може йти про ненасичені жирні кислоти. Прикладами таких жирних кислот, похідні яких можуть бути використані в складі поверхневоактивних речовин, є стеаринова кислота, лауринова кислота, пальмітинова кислота, міристинова кислота. Можна також згадати ненасичені жирні кислоти, такі, як олеїнова кислота або лінолева кислота. Ланцюжки, які містять вуглець, можуть бути розгалуженими. Можна також використовувати, альтернативно або сукупно, неіонну поверхнево-активну речовину, зокрема, сімейство жирного ефіру. Та обставина, що виріб піддають тільки поверхневій обробці за допомогою цього пом'якшувального складу, представляє дві істотних переваги, а саме: - з одного боку, було встановлено, що присутність поверхнево-активної речовини по всій товщині матеріалу не є необхідною для забезпечення необхідного ефекту, - з іншого боку, зрозуміло, що простіше і дешевше піддавати обробці тільки частину виробу, наприклад, по краю на кожній з його сторін, ніж забезпечувати таку обробку по всій його товщині, - і нарешті, можна, таким чином, наносити на поверхню виробу пом'якшувальний склад, діючий початок якого, тобто поверхнево-активна речовина, буде несумісна з неструктурованим проклеювальним складом. Винахід, що пропонується, стосується також і інших властивостей, крім приємного сприйняття виробу на дотик, і має на меті, зокрема, механічні властивості виробу. Таким чином, «поверхневий шар» визначений вище, може бути утворений мінеральною ватою, волокна якої мають мікронний розмір або діаметр, більший, ніж в серцевині виробу. Це призводить до механічного посилення зовнішньої поверхні виробу. Це виявляється особливо виправданим у тих випадках, коли виріб, про який йдеться, призначений для змотування у р улон. У цьому випадку, якщо його «зовнішня» поверхня (тобто поверхня, яка є видимою після формування рулону) посилена таким чином, даний виріб більшою мірою здатний протистояти сильним механічним впливам, що виникають внаслідок змотування повстяного полотна самого на себе. У всіх можливих прикладах модифікованих поверхневих шарів, які були описані вище, переважно, щоб ці модифікації стосувалися тільки відносно невеликої товщини ізоляційного виробу, що становить, наприклад, не більше 2-4см, або ж від 1 до 10мм. Ця товщина може, таким чином, становити лише 1/5 або 1/6, або в більш загальному випадку від 1/3 до 1/10 частини від повної товщини повстяного полотна (ці цифри повинні бути збільшені вдвічі в тому випадку, коли даний виріб модифікований поверхневим чином не на одній, а на двох своїх основних сторонах). Залишається також в рамках винаходу, що пропонується, та обставина, що ці модифікації, коли вони стосуються розмірів волокон або їх хімічного складу, будуть одержані з поступовою зміною по товщині виробу: можна, таким чином, мати деякий градієнт концентрації проклеювального складу, а також поступове збільшення або зменшення діаметра або довжини волокон. Об'єктом винаходу, що пропонується, також є спосіб виготовлення теплоізоляційного і/або звукоізоляційного виробу на основі мінеральної вати (зокрема, виробу, описаного вище) шляхом внутрішнього центрифугування. Відповідно до винаходу, що пропонується, використовують технологічну лінію виробництва, що містить η розташованих послідовно один за одним пристроїв формування волокон, і настроюють різним чином, щонайменше, один параметр формування волокон на двох послідовно розташованих в даній технологічній лінії пристроях формування волокон. Як це детально розглянуто, зокрема, в патентних документах, згаданих в преамбулі даного опису до заявки, технологічні лінії виробництва скловати шляхом внутрішнього центрифугування звичайно містять множину розташованих послідовно одна за одною центрифуг (звичайно від 2 до 8 центрифуг і більш). Волокна, які вивільняються під дією відцентрових сил, збираються на приймальних органах типу всмоктуючого стрічкового конвеєра. Волокна, що надходять з кожної центрифуги, нагромаджуються в послідовно розташованих полотнах на стрічковому конвеєрі, який потім проводить їх через сушильну піч і/або ножі формування. Термічна обробка, здійснювана в процесі проходження через сушильну піч, дозволяє просушити і забезпечити структурування та отвердіння проклеювального складу, нанесеного розбризкуванням на волокна строго під центрифугою перед тим, як ці волокна будуть зібрані. Настроюючи різним чином, один з органів формування волокон по відношенню до інших таких органів, можна надати, щонайменше, одному з «шарів» волокон характеристики, відмінні від інших шарів, і одержати таким чином композитний виріб з декількома шарами, згаданими вище. Саме це технічне рішення згідно з винаходом дозволяє надати значно більшу гн учкість в одержанні різних властивостей ізоляційного виробу, не вимагаючи для цього радикальних змін функціонування стандартної технологічної лінії виробництва. Коли таким чином модифікують один або декілька параметрів формування волокон першого (або двох перших) і/або останнього (або двох останніх) пристроїв формування волокон, одержують виріб з одним або з двома різними поверхневими шарами, описаними вище: виріб, якому можна надати на поверхні додаткову функціональність або властивості, відмінні від властивостей даного виробу в його серцевині (більш приємний зовнішній вигляд і/або сприйняття на дотик, механічне посилення, а також теплові, акустичні, естетичні властивості). У контексті винаходу, що пропонується, під «першим» або «останнім» пристроєм потрібно розуміти пристрої формування волокон, які розташовуються відповідно на самому початку і в самому кінці даної технологічної лінії, або ж пристро., які формують відповідно шар волокон, який буде розташовуватися найбільш близько або найбільш далеко від поверхні транспортерної стрічки (або будь-якого іншого типу транспортувального засобу) у повстяному маті, утвореному сукупністю шарів волокон, що надходять з пристроїв центрифугування. Якщо звернутися до звичайної типової конструкції пристрою формування волокон, який використовується у винаході, що пропонується, то він має в своєму складі: - центрифугу, установлену з можливістю обертання навколо деякої осі, зокрема, вертикальної осі, і периферійна стрічка якої містить множину отворів, - газовий засіб витягування при високій температурі, виконаний в формі кільцевого пальника, у разі необхідності, пневматичний засіб, призначений для відведення/регулювання розмірів одержаних волокон і виконаний в формі кільця продування, - у разі необхідності, засіб, призначений для нанесення проклеювального складу на волокна, що надходять з центрифуги, і виконаний, наприклад, в формі кільця розбризкування проклеювального складу. Параметр формування волокон, який можна настроювати різним чином в залежності від конкретного пристрою формування волокон, переважно на вибір, являє собою один з таких параметрів: - кількість або характер проклеювального складу, що розподіляється за допомогою засобу нанесення цього складу, - тиск потоку газів, що викидаються кільцевим пальником, - тиск потоку газів, що викидаються кільцем продування, - кількість (і/або розміри, і/або розподіл) отворів, виконаних у центрифузі. Можна також модифікувати інші параметри формування волокон, такі, наприклад, як температура газів, що викидаються на виході з кільцевого пальника, швидкість руху потоку газів, що викидаються з кільцевого пальника, температура скла, в'язкість скла, хімічний склад скла, температура самої центрифуги («тарілки») і т.п. Інший тип модифікації в умовах формування волокон (який допускає поєднання з попередніми типами модифікації) полягає у додаванні додаткового етапу: нанесення на волокна, що надходять з центрифуги, про яку йде мова, складу з пом'якшувальними властивостями, зокрема, який містить поверхнево-активну речовину катіонного типу. Це нанесення може здійснюватися за допомогою кільця розбризкування, подібного кільцю розбризкування, яке можна використовувати для нанесення проклеювального складу: така обробка дозволяє одержати більш м'який на дотик виріб. Відповідно до можливого способу реалізації можна модифікувати один параметр, альтернативно або сукупно, для того, щоб створити в даному виробі шари, що містять більш довгі волокна, ніж в інших шарах. При цьому переважним чином модифікують параметри першого (або двох перших) і/або останнього (або двох останніх) органів формування волокон таким чином, щоб даний виріб мав один поверхневий шар (на одній зі своїх сторін) або два таких шари (на кожній з його сторін). Для цього переважним чином модифікують: - тиск потоку газів, що викидаються кільцем продування однієї або двох згаданих центрифуг. Таким чином можна зменшити тиск газу, що викидається через дане кільце продування, в порівнянні з іншими кільцями продування в технологічній лінії, причому таке зменшення може становити, зокрема, щонайменше, 20%, і переважно має величину в діапазоні від 30% до 50%, в порівнянні з рівнями тиску в інших кільцях продування. Дійсно, знижений тиск буде створювати тенденцію до меншого розбиття волокон і зберігання їх довжини. Більш довгі волокна мінеральної вати виявляються більш м'якими на дотик. У відповідності до другого способу реалізації можна намагатися зробити волокна більш тонкими (тобто зменшити їх мікронний розмір або їх діаметр), модифікуючи, альтернативно або сукупно, два інших параметри формування волокон, зокрема, для першого або двох перших і/або для останнього або двох останніх органів формування волокон, а саме: - тиск газів, що викидаються з кільцевого пальника, - характеристики просвердлин у центрифузі. Таким чином, можна збільшити тиск у даному кільцевому пальнику приблизно на 10-25% в порівнянні з тиском в інших кільцевих пальниках, що призводить до збільшення швидкості потоку газів витягування і до збільшення, таким чином, тонкості волокон. Можна також збільшити кількість отворів в тарілці даної центрифуги приблизно на 15-25% в порівнянні з кількістю отворів в інших тарілках: при тиску в кільцевому пальнику, що підтримується на рівні, ідентичному тиску в інши х пальниках, спостерігається та ж сама тенденція до зменшення товщини волокон. Таким чином можна одержати виріб, який, щонайменше, на одній із своїх сторін має в поверхневій зоні більш тонкі волокна, зокрема, більш м'які на дотик. Якщо у цьому випадку потрібно передусім механічно посилити, щонайменше, одну із сторін даного виробу, можна, проти того, бажати одержати волокна з більш високим мікронним розміром або діаметром. Цей більш високий мікронний розмір також дозволяє поліпшити приклеювання опори на повсть ізоляційного матеріалу або полегшити друк на поверхні цього ізоляційного матеріалу. У цьому випадку будуть зменшувати тиск газу в одному або декількох згаданих ви ще кільцевих пальниках, зокрема, на величину 10-20% по відношенню до інших пальників і/або зменшува ти кількість отворів в одній або декількох згаданих вище центрифугах, наприклад, на величину 15-25% по відношенню до інших центрифуг. Відповідно до іншого способу реалізації можна використати меншу кількість проклеювального складу в певній частині ізоляційного виробу, зокрема, в поверхневих зонах кінцевого виробу. Для реалізації цього можна по суті наносити меншу кількість проклеювального складу на волокна, що надходять з першого і/або останнього пристрою формування волокон в порівнянні з всіма іншими пристроями формування волокон. Це зменшення може становити, наприклад, щонайменше, від 10% до 20% за вагою. Винахід, що пропонується, буде краще зрозумілий з наведеного нижче опису, де даються посилання на наведені у додатку фігури, серед яких: - Фіг.1 являє собою схематичний вигляд технологічної лінії виробництва скловати шляхом внутрішнього центрифугування, - Фіг.2 являє собою схематичний вигляд центрифуги, що використовується в згаданій технологічній лінії. Наведені у додатку фігури свідомо виконані дуже схематичними і без додержання реального масштабу для полегшення їх розуміння. Всі приклади реалізації винаходу, що пропонується, які описані нижче і які не є обмежувальними, стосуються виготовлення повстяного полотна зі скловати із щільністю, що має величину в діапазоні від 8 до 12кг/м 3, і з розмірами 60x80x120мм, які виготовляють на технологічній лінії виробництва типу лінії, схематично поданої на Фіг.1. Деякі з цих повстяних полотен забезпечені на одній із своїх сторін додатковим покриттям, наприклад, типу крафт-паперу. Як можна побачити на Фіг.1, технологічна лінія 1 має в своєму складі шість розташованих послідовно одна за одною центрифуг 2а, 2b, 2c, 2d, 2e, 2f, з яких в формі тороїдальної поверхні викидаються волокна 3. Ці волокна зазнають проклеювання за допомогою кілець розбризкування 8, а потім збираються на всмоктувальній транспортерній стрічці 4. Ця транспортерна стрічка переміщує ці волокна у вигляді безперервної стрічки 5 аж до сушильної печі 6, яка забезпечена валками формування і яка забезпечує отвердіння проклеювального складу волокон і додає повстяним полотнам 7 необхідні розміри і товщину. На виході з цієї сушильної печі суцільна повстяна стрічка потім розрізається на панелі, що мають, по суті, форму паралелепіпеда, після чого ці панелі укладаються у вигляді рулону або складених, або не складених, стрічок і пакуються (кінцева ділянка даної технологічної лінії на Фіг.1 не показана). ПРИКЛАД 1 У цьому прикладі реалізації винаходу, що пропонується, ставиться мета додати повстяному полотну особливо приємне і м'яке сприйняття на дотик з однією з двох його сторін, тією, яка не призначена для приєднання додаткового покриття, і без істотної зміни інших властивостей цього повстяного полотна (механічні властивості і теплоізоляційні властивості). Тут не буде детально описане функціонування центрифуги, схематично поданої на Фіг.2. Це функціонування детально розглянуте в згаданих ви ще патентних документах. Потрібно нагадати, що центрифуга о точена кільцевим пальником 21, що викидає з високою швидкістю потік гарячого газу, і кільцем продування 20. Не показано на цій фігурі кільце проклеювання. У цьому варіанті реалізації використовують пристрій для нагрівання нижньої частини самої цієї центрифуги, виконаний у вигляді кільця магнітної індукції 22. Модифікують, таким чином, тиск газів, що викидаються кільцем продування 20 останньої центрифуги 2f, для того, щоб волокна в поверхневій частині виробу мали менший мікронний розмір, ніж в іншій частині товщини повстяного полотна, на одній із сторін цього полотна. Швидкість обертання всіх центрифуг від 2а до 2е настроюється на величину 1900 обертів на хвилину. Тиск газу в кільцях продування центрифуг 2а-2е має величину 1,2бар. Тиск газу в кільці продування центрифуги 2f був зниженій на 0,5 бар (піклуючись при цьому про те, щоб це пониження тиску не призвело до дуже великого розширення тороїдальної ділянки поширення волокон, що виходять з центрифуги, для того, щоб виключити небажану можливість входження цих волокон в контакт з кільцем 22 магнітної індукції). Дійсно, одержане таким чином повстяне полотно представляє, після його проходження між валками формування і через сушильну піч, поверхневий шар, що має товщину від 2мм до 5мм (при тому, що повна товщина даного повстяного полотна становить 60мм), де волокна мають мікронний розмір, зменшений приблизно на 0,2 в порівнянні з іншою частиною повстяного полотна. При використанні звичайних технологічних засобів аналізу досить важко оцінити довжину волокон. Проте було встановлено, що модифікована таким чином поверхня даного виробу виявлялася більш м'якою. При цьому механічні властивості даного виробу не змінювалися в порівнянні з механічними властивостями стандартного повстяного полотна. ПРИКЛАД 2 Мета цього прикладу реалізації полягає в тому, щоб хімічним шляхом модифікувати на поверхні повстяне полотно зі сторони його зовнішньої поверхні, не призначеної для нанесення додаткового покриття. У даному прикладі реалізації використовують наступний пом'якшувальний склад: - водна фаза, - катіонна поверхнево-активна речовина із вмістом 0,025%, 0,05% і 0,1% за вагою по відношенню до водної фази за вагою, утворена поверхово-діючою речовиною, що містить 90% ацетату жирної кислоти і 10% оцтових кислоти. Цей ацетат відповідає хімічній формулі: октадеканамід, N[2[2[2(2аміноетил)аміно]етил]аміно]етил]аміно]етил]-моноацетат (9С1), з молекулярною формулою C26H57N50*C2H4O2 . Ця речовина представлена у вигляді пластівців, що піддаються диспергуванню у воді. Відповідно до першого варіанту реалізації під кільце розбризкування проклеювального складу останньої центрифуги 2f додають друге кільце розбризкування, яке насичується складом, який має пом'якшувальні властивості. Відповідно до другого варіанту реалізації віддають перевагу рампі розбризкування цього складу над повстяним полотном волокон точно перед його входженням в сушильну піч структур ування. Відповідно до третього варіанту реалізації забезпечують розбризкування згаданого складу на повстяне полотно волокон відразу після його виходу з сушильної печі. Випробування відповідно до другого варіанту реалізації були виконані таким чином, щоб вміст поверхнево-активної речовини на поверхні даного виробу мав величину порядку 0,2г/м 2 поверхні, що обробляється. При цьому склад просочує дане повстяне полотно на товщині від 1мм до 2мм. Було встановлено, що оброблені таким чином сторони повстяного полотна створюють особливо приємне сприйняття на дотик. При цьому механічні властивості даного виробу виявляються не порушеними. Представлені тут приклади відносяться до описаного вище типу технологічної лінії виробництва скловати, але винахід, що пропонується, не обмежується цим специфічним типом технологічної лінії. Вона може бути застосована ідентичним чином до повстяних полотен із скловати, виготовлених на технологічній лінії, де центрифуги згруповані в модулі, причому з кожним модулем зв'язана система прийому волокон на виході з центрифуг за допомогою валків. Докладний опис технологічної лінії виробництва цього типу можна знайти в згаданому ви ще патентному документі ЕР-В-0406107: кожному «модулю» відповідає формування «первинної основи» і всі ці первинні основи збираються перед тим, як бути переведеними в форму єдиного повстяного полотна в сушильній печі. На закінчення потрібно зазначити, що запропонований винахід дає можливість одержати переваги, які полягають в тому, щоб створити ізоляційні вироби на основі мінеральної вати, властивості яких можуть бути модифіковані поверхневим чином (або навіть в товщі даного ізоляційного виробу). Ця дуже вигідна концепція полягає в тому, щоб використати в те хнологічній лінії виробництва мінеральної вати органи формування волокон, не всі з яких функціонують відповідно до одних і тих самих параметрів формування волокон, і які дозволяють створювати вироби з різними «шарами» для досягнення, зокрема, найкращого компромісу між механічними властивостями, тепловими властивостями, акустичними властивостями і характеристиками, що стосуються зовнішнього вигляду даного виробу.
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for making a heat and/or sound insulation product based on mineral wool, a heat and/or sound insulation product made by this method
Автори англійськоюBeaufils Sebastien
Назва патенту російськоюСпособ изготовления теплоизоляционного и/или звукоизоляционного изделия на основе минеральной ваты, теплоизоляционное и/или звукоизоляционное изделие, изготовленное этим способом
Автори російськоюБофис Себастьен
МПК / Мітки
МПК: C03B 37/04, D04H 13/00, E04B 1/76, D04H 1/70, D04H 3/08, D04H 3/02
Мітки: виріб, основі, теплоізоляційний, вати, спосіб, мінеральної, цим, виготовлення, теплоізоляційного, виробу, виготовлений, звукоізоляційний, способом, звукоізоляційного
Код посилання
<a href="https://ua.patents.su/6-73785-sposib-vigotovlennya-teploizolyacijjnogo-i-abo-zvukoizolyacijjnogo-virobu-na-osnovi-mineralno-vati-teploizolyacijjnijj-i-abo-zvukoizolyacijjnijj-virib-vigotovlenijj-cim-sposobom.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення теплоізоляційного і/або звукоізоляційного виробу на основі мінеральної вати, теплоізоляційний і/або звукоізоляційний виріб, виготовлений цим способом</a>
Спосіб виготовлення щіткового виробу та щітковий виріб, виготовлений за цим способом
Номер патенту: 44893
Опубліковано: 15.03.2002
Автор: Вайраух Георг
Мітки: виробу, виготовлення, спосіб, щітковий, виріб, виготовлений, щіткового, способом, цим
Формула / Реферат:
1. Способ изготовления щеточного изделия, содержащего пластиковый держатель и прикрепленный к нему, по меньшей мере, один пучок щетинок, образованный напряженными, стабилизированными пластиковыми мононитями, путем оплавления пучка щетинок, вводимого в канал половины пресс-формы для держателя, с образованием утолщения на его конце, выступающем в полость пресс-формы, отстоящего на некотором расстоянии от устья канала, имеющего большее сечение,...
Спосіб виготовлення профільованого виробу і сам профільований виріб, виготовлений таким способом
Номер патенту: 41982
Опубліковано: 15.10.2001
Автори: Фленнері Стевен Дж., Бюкінг Гюнтер
МПК: B27N 5/00
Мітки: способом, виготовлений, виробу, спосіб, профільований, таким, виріб, виготовлення, профільованого
Формула / Реферат:
1. Способ изготовления профилированного изделия, отличающийся тем, что он включает стадии: смешивания отверждаемого водой связующего с частицами вещества растительного происхождения для образования первой смеси, влагосодержание которой является недостаточным для отверждения связующего перед помещением смеси в пресс-форму, подачу первой смеси в пресс-форму, имеющую плиты для прессования, при этом плиты для прессования и первая смесь определяют...
Спосіб і пристрій (варіанти) для виробництва мінеральної вати і мінеральна вата, отримана цим способом
Номер патенту: 27362
Опубліковано: 15.09.2000
Автори: Фюртак Ханс, Бернар Жан-Люк, Бертьє Гі, Батіжеллі Жан
МПК: C03C 13/00, C03B 37/04
Мітки: цим, вати, варіанти, спосіб, отримана, вата, мінеральна, способом, мінеральної, пристрій, виробництва
Текст:
...армированной волокнами, также состоящими с карбида кремния /SiC-SiC / или углерода /SiC-C/ Например, обрабатываемая деталь изготавливается первоначально диспергированием газообразного исходного вещества, которое при его осаждении керамизируется в предварительно отформованной заготовке, изготовленной пропиткой стопы смежных слоев ткани из волокон карбида кремния или волокон углерода, с отверстиями в периферической перегородке, которые...
Спосіб виготовлення на основі зі спеціального сплаву захисного покриття, яке створює тепловий бар’єр, зі зв’язуючим підшаром і виріб, одержаний цим способом.
Номер патенту: 73116
Опубліковано: 15.06.2005
Автори: Бертран Сант Рамон, Джон Ніколлс
МПК: B32B 15/04, B32B 15/01, C23C 4/12, C23C 14/16, C23C 14/28, C23C 14/58
Мітки: одержаний, бар'єр, основі, способом, тепловий, створює, виготовлення, цим, спосіб, підшаром, яке, спеціального, виріб, покриття, сплаву, зв'язуючим, захисного
Формула / Реферат:
1. Спосіб виготовлення захисного покриття, яке створює тепловий бар'єр, на металевій основі із спеціального сплаву шляхом формування на основі зв'язуючого підшару із інтерметалевої сполуки, яка містить принаймні алюміній і метал групи платини, і формування зовнішнього шару із кераміки, який закріплюється на плівці оксиду алюмінію, присутній на поверхні зв'язуючого підшару, який відрізняється тим, що зв'язуючий підшар формують за допомогою...
Спосіб виготовлення формованого виробу і зубна щітка, виготовлена цим способом
Номер патенту: 61936
Опубліковано: 15.12.2003
Автор: Крамер Ханс
МПК: B29C 45/16
Мітки: зубна, формованого, способом, спосіб, виготовлення, цим, виготовлена, щітка, виробу
Формула / Реферат:
1. Спосіб виготовлення формованого виробу, що включає введення першого формувального матеріалу шляхом інжекції у порожнину першої пресформи, яка складається з двох половин, твердіння формувального матеріалу у першій пресформі та відокремлення від неї сформованого корпусу виробу, введення сформованого корпусу виробу в порожнину другої пресформи, що має дві половини, та введення у другу пресформу другого формувального матеріалу, твердіння...
Попередній патент: Таблетка, що одержується безпосереднім пресуванням, яка містить 4-аміно-1-гідроксибутиліден-1,1-бісфосфонову кислоту як активний інгредієнт
Наступний патент: Азабіциклічні сполуки, спосіб їх одержання і їх застосування як лікарських засобів, зокрема, як антибактеріальних засобів
Випадковий патент: Похідні 8-азабіцикло[3.2.1]окт-2-ену, спосіб їх отримання, фармацевтична композиція та спосіб лікування (варіанти)