Спосіб перемішування сталі в ковші
Номер патенту: 77545
Опубліковано: 15.12.2006
Автори: Шумахер Едгар, Зінковскій Іван Васільєвіч, Шумахер Евалд, Хлопонін Віктор Ніколаєвіч
Формула / Реферат
1. Спосіб перемішування сталі в ковші, що включає продувку сталі знизу газом або газопорошковою сумішшю через передбачені принаймні два продувальних пристрої, що розташовані на діаметрально протилежних сторонах ковша, який відрізняється тим, що продувку здійснюють почергово, спочатку через один з пристроїв, що розташований на одній стороні ковша, потім через другий, що знаходиться на другій стороні ковша, при цьому в продувальному пристрої, через який в даний момент не проводять продувку підтримують тиск, що виключає затікання в нього металу.
2. Спосіб перемішування сталі в ковші за п. 1, який відрізняється тим, що період зміни роботи продувальних пристроїв збільшують із збільшенням маси сталі в ковші.
3. Спосіб перемішування сталі в ковші за п. 1, який відрізняється тим, що при переключенні подачі газу або газопорошокової суміші з одного продувального пристрою на інший об'єм газу, що подають, зберігають незмінним.
Текст
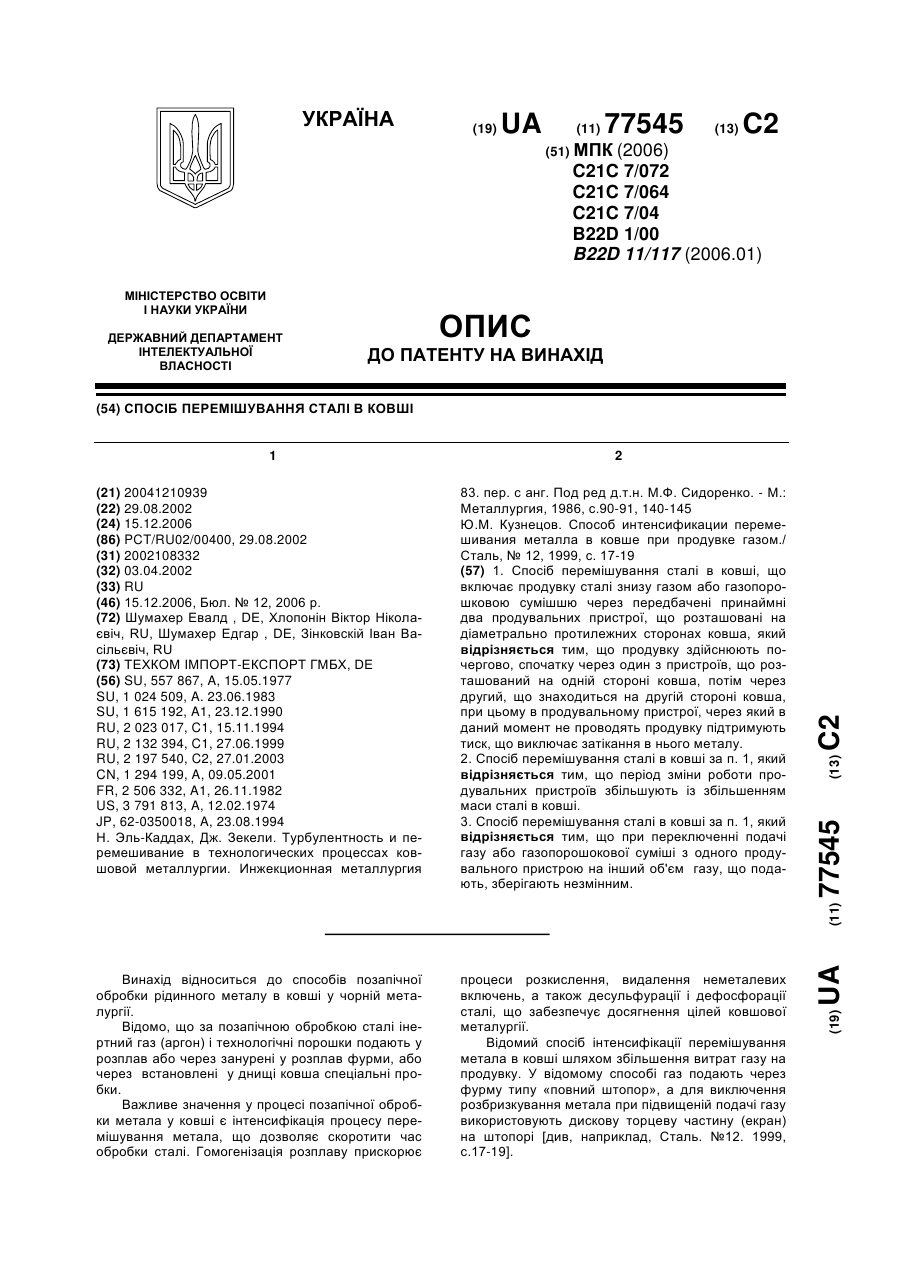
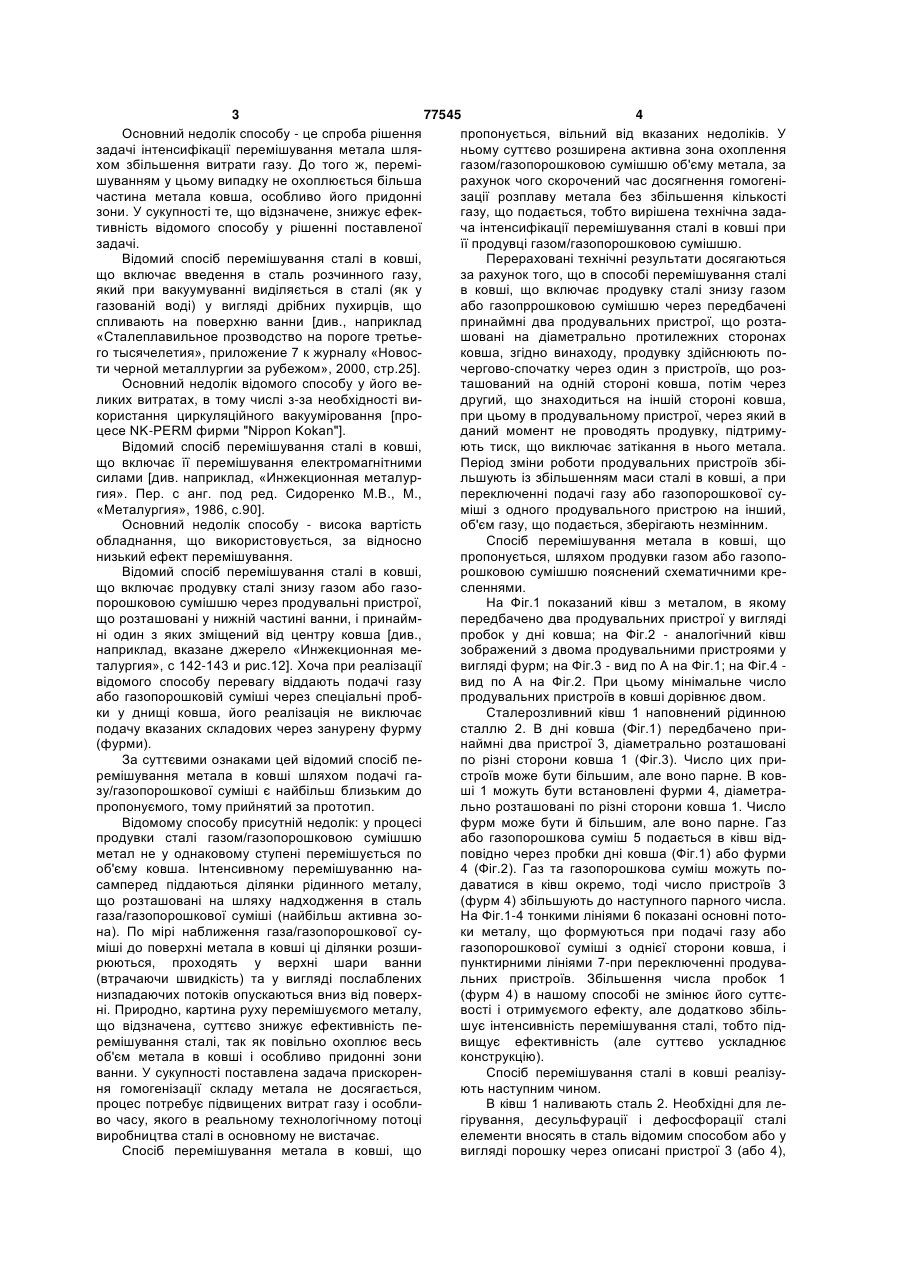
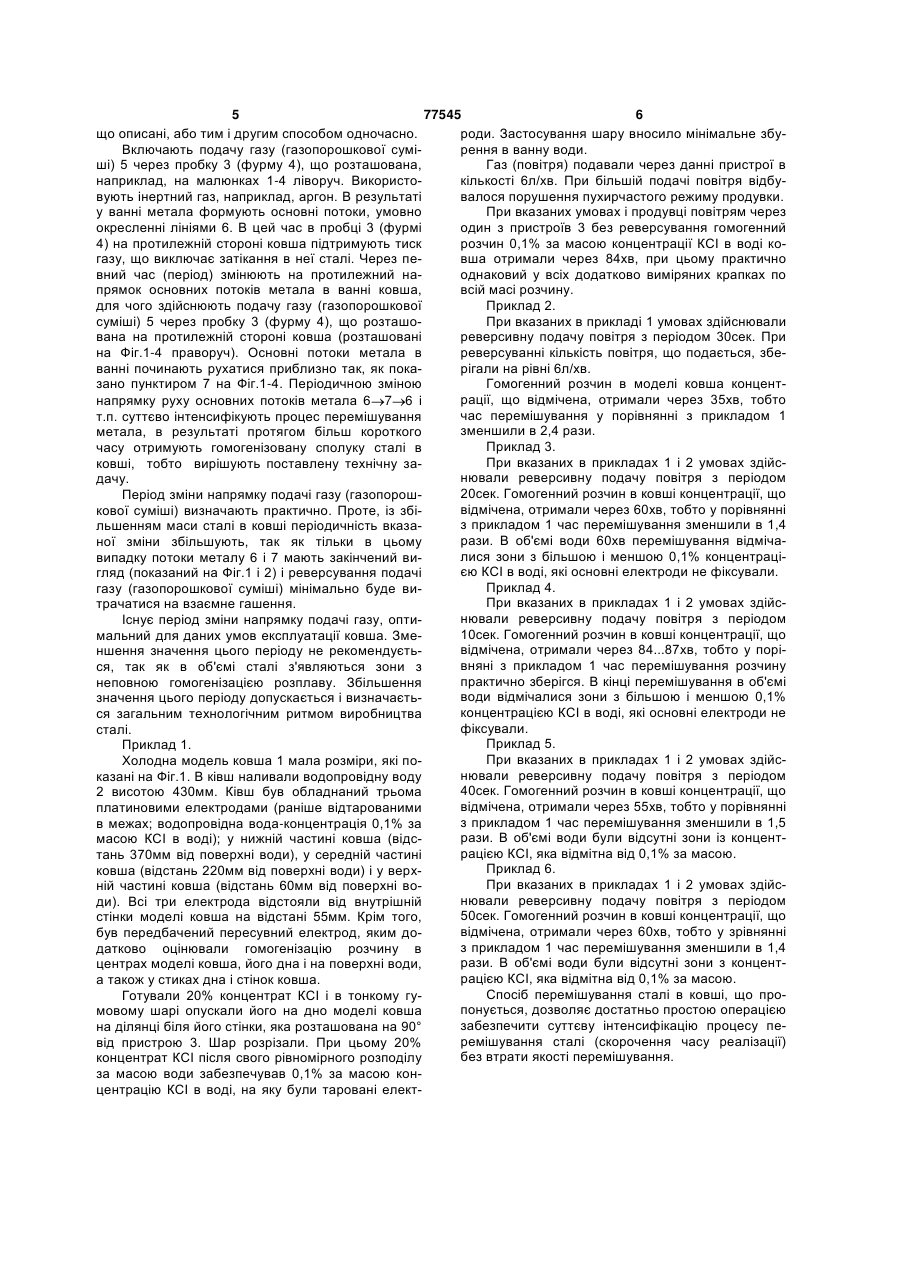
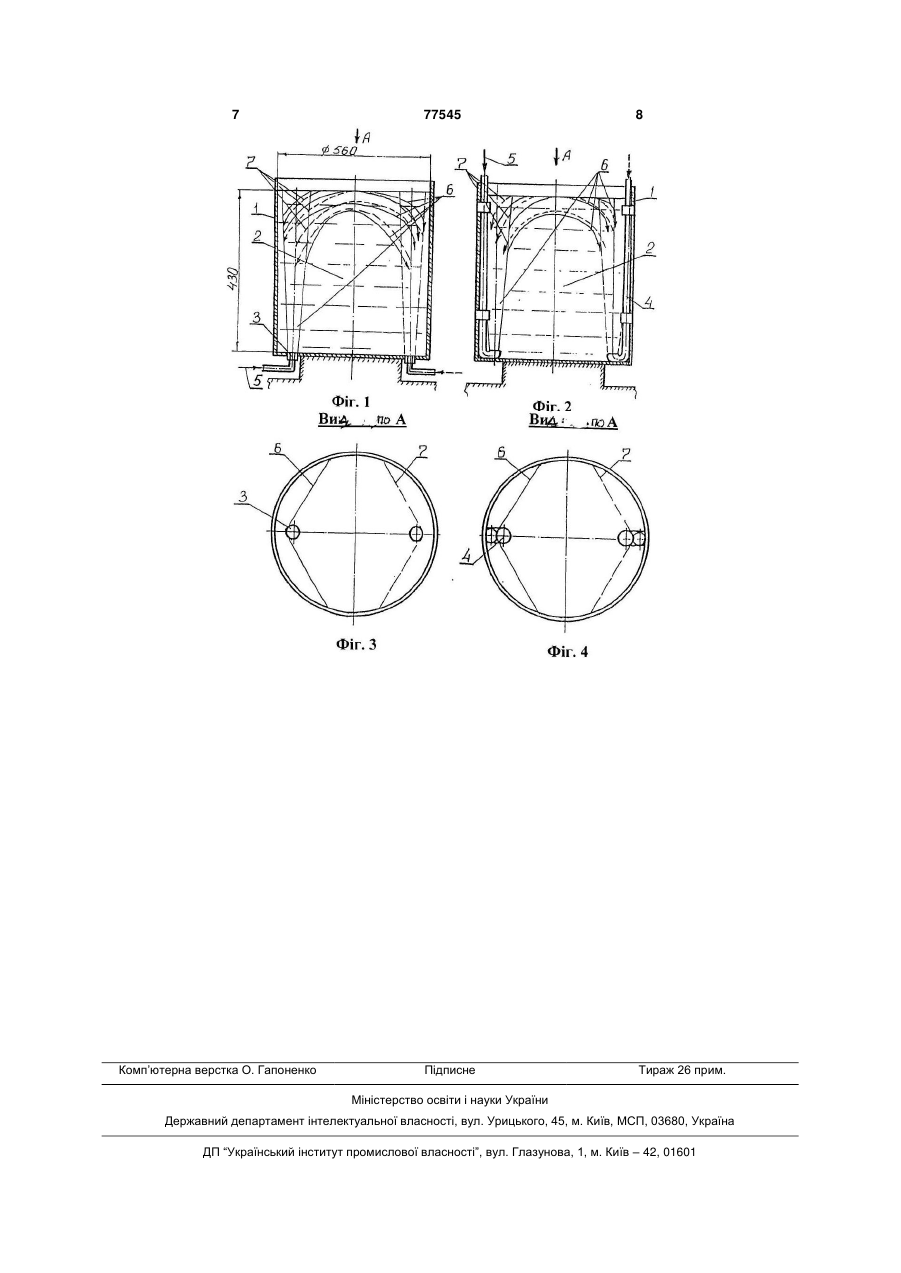
1. Спосіб перемішування сталі в ковші, що включає продувку сталі знизу газом або газопорошковою сумішшю через передбачені принаймні два продувальних пристрої, що розташовані на діаметрально протилежних сторонах ковша, який відрізняється тим, що продувку здійснюють почергово, спочатку через один з пристроїв, що розташований на одній стороні ковша, потім через другий, що знаходиться на другій стороні ковша, при цьому в продувальному пристрої, через який в даний момент не проводять продувку підтримують тиск, що виключає затікання в нього металу. 2. Спосіб перемішування сталі в ковші за п. 1, який відрізняється тим, що період зміни роботи продувальних пристроїв збільшують із збільшенням маси сталі в ковші. 3. Спосіб перемішування сталі в ковші за п. 1, який відрізняється тим, що при переключенні подачі газу або газопорошокової суміші з одного продувального пристрою на інший об'єм газу, що подають, зберігають незмінним. (19) UA (11) (21) 20041210939 (22) 29.08.2002 (24) 15.12.2006 (86) PCT/RU02/00400, 29.08.2002 (31) 2002108332 (32) 03.04.2002 (33) RU (46) 15.12.2006, Бюл. № 12, 2006 р. (72) Шумахер Евалд , DE, Хлопонін Віктор Ніколаєвіч, RU, Шумахер Едгар , DE, Зінковскій Іван Васільєвіч, RU (73) ТЕХКОМ ІМПОРТ-ЕКСПОРТ ГМБХ, DE (56) SU, 557 867, A, 15.05.1977 SU, 1 024 509, A. 23.06.1983 SU, 1 615 192, A1, 23.12.1990 RU, 2 023 017, C1, 15.11.1994 RU, 2 132 394, C1, 27.06.1999 RU, 2 197 540, C2, 27.01.2003 CN, 1 294 199, A, 09.05.2001 FR, 2 506 332, A1, 26.11.1982 US, 3 791 813, A, 12.02.1974 JP, 62-0350018, A, 23.08.1994 Н. Эль-Каддах, Дж. Зекели. Турбулентность и перемешивание в технологических процессах ковшовой металлургии. Инжекционная металлургия C2 2 77545 1 3 77545 4 Основний недолік способу - це спроба рішення пропонується, вільний від вказаних недоліків. У задачі інтенсифікації перемішування метала шляньому суттєво розширена активна зона охоплення хом збільшення витрати газу. До того ж, перемігазом/газопорошковою сумішшю об'єму метала, за шуванням у цьому випадку не охоплюється більша рахунок чого скорочений час досягнення гомогенічастина метала ковша, особливо його придонні зації розплаву метала без збільшення кількості зони. У сукупності те, що відзначене, знижує ефекгазу, що подається, тобто вирішена технічна задативність відомого способу у рішенні поставленої ча інтенсифікації перемішування сталі в ковші при задачі. її продувці газом/газопорошковою сумішшю. Відомий спосіб перемішування сталі в ковші, Перераховані технічні результати досягаються що включає введення в сталь розчинного газу, за рахунок того, що в способі перемішування сталі який при вакуумуванні виділяється в сталі (як у в ковші, що включає продувку сталі знизу газом газованій воді) у вигляді дрібних пухирців, що або газопррошковою сумішшю через передбачені спливають на поверхню ванни [див., наприклад принаймні два продувальних пристрої, що розта«Сталеплавильное прозводство на пороге третьешовані на діаметрально протилежних сторонах го тысячелетия», приложение 7 к журналу «Новосковша, згідно винаходу, продувку здійснюють поти черной металлургии за рубежом», 2000, стр.25]. чергово-спочатку через один з пристроїв, що розОсновний недолік відомого способу у його веташований на одній стороні ковша, потім через ликих витратах, в тому числі з-за необхідності видругий, що знаходиться на іншій стороні ковша, користання циркуляційного вакууміровання [пропри цьому в продувальному пристрої, через який в цесе NK-PERM фирми "Nippon Kokan"]. даний момент не проводять продувку, підтримуВідомий спосіб перемішування сталі в ковші, ють тиск, що виключає затікання в нього метала. що включає її перемішування електромагнітними Період зміни роботи продувальних пристроїв збісилами [див. наприклад, «Инжекционная металурльшують із збільшенням маси сталі в ковші, а при гия». Пер. с анг. под ред. Сидоренко М.В., Μ., переключенні подачі газу або газопорошкової су«Металургия», 1986, с.90]. міші з одного продувального пристрою на інший, Основний недолік способу - висока вартість об'єм газу, що подається, зберігають незмінним. обладнання, що використовується, за відносно Спосіб перемішування метала в ковші, що низький ефект перемішування. пропонується, шляхом продувки газом або газопоВідомий спосіб перемішування сталі в ковші, рошковою сумішшю пояснений схематичними крещо включає продувку сталі знизу газом або газосленнями. порошковою сумішшю через продувальні пристрої, На Фіг.1 показаний ківш з металом, в якому що розташовані у нижній частині ванни, і принаймпередбачено два продувальних пристрої у вигляді ні один з яких зміщений від центру ковша [див., пробок у дні ковша; на Фіг.2 - аналогічний ківш наприклад, вказане джерело «Инжекционная мезображений з двома продувальними пристроями у талургия», с 142-143 и рис.12]. Хоча при реалізації вигляді фурм; на Фіг.3 - вид по А на Фіг.1; на Фіг.4 відомого способу перевагу віддають подачі газу вид по A на Фіг.2. При цьому мінімальне число або газопорошковій суміші через спеціальні пробпродувальних пристроїв в ковші дорівнює двом. ки у днищі ковша, його реалізація не виключає Сталерозливний ківш 1 наповнений рідинною подачу вказаних складових через занурену фурму сталлю 2. В дні ковша (Фіг.1) передбачено при(фурми). наймні два пристрої 3, діаметрально розташовані За суттєвими ознаками цей відомий спосіб пепо різні сторони ковша 1 (Фіг.3). Число цих приремішування метала в ковші шляхом подачі гастроїв може бути більшим, але воно парне. В ковзу/газопорошкової суміші є найбільш близьким до ші 1 можуть бути встановлені фурми 4, діаметрапропонуємого, тому прийнятий за прототип. льно розташовані по різні сторони ковша 1. Число Відомому способу присутній недолік: у процесі фурм може бути й більшим, але воно парне. Газ продувки сталі газом/газопорошковою сумішшю або газопорошкова суміш 5 подається в ківш відметал не у однаковому ступені перемішується по повідно через пробки дні ковша (Фіг.1) або фурми об'єму ковша. Інтенсивному перемішуванню на4 (Фіг.2). Газ та газопорошкова суміш можуть посамперед піддаються ділянки рідинного металу, даватися в ківш окремо, тоді число пристроїв 3 що розташовані на шляху надходження в сталь (фурм 4) збільшують до наступного парного числа. газа/газопорошкової суміші (найбільш активна зоНа Фіг.1-4 тонкими лініями 6 показані основні потона). По мірі наближення газа/газопорошкової суки металу, що формуються при подачі газу або міші до поверхні метала в ковші ці ділянки розшигазопорошкової суміші з однієї сторони ковша, і рюються, проходять у верхні шари ванни пунктирними лініями 7-при переключенні продува(втрачаючи швидкість) та у вигляді послаблених льних пристроїв. Збільшення числа пробок 1 низпадаючих потоків опускаються вниз від поверх(фурм 4) в нашому способі не змінює його суттєні. Природно, картина руху перемішуємого металу, вості і отримуємого ефекту, але додатково збільщо відзначена, суттєво знижує ефективність пешує інтенсивність перемішування сталі, тобто підремішування сталі, так як повільно охоплює весь вищує ефективність (але суттєво ускладнює об'єм метала в ковші і особливо придонні зони конструкцію). ванни. У сукупності поставлена задача прискоренСпосіб перемішування сталі в ковші реалізуня гомогенізації складу метала не досягається, ють наступним чином. процес потребує підвищених витрат газу і особлиВ ківш 1 наливають сталь 2. Необхідні для лево часу, якого в реальному технологічному потоці гірування, десульфурації і дефосфорації сталі виробництва сталі в основному не вистачає. елементи вносять в сталь відомим способом або у Спосіб перемішування метала в ковші, що вигляді порошку через описані пристрої 3 (або 4), 5 77545 6 що описані, або тим і другим способом одночасно. роди. Застосування шару вносило мінімальне збуВключають подачу газу (газопорошкової сумірення в ванну води. ші) 5 через пробку 3 (фурму 4), що розташована, Газ (повітря) подавали через данні пристрої в наприклад, на малюнках 1-4 ліворуч. Використокількості 6л/хв. При більшій подачі повітря відбувують інертний газ, наприклад, аргон. В результаті валося порушення пухирчастого режиму продувки. у ванні метала формують основні потоки, умовно При вказаних умовах і продувці повітрям через окресленні лініями 6. В цей час в пробці 3 (фурмі один з пристроїв 3 без реверсування гомогенний 4) на протилежній стороні ковша підтримують тиск розчин 0,1% за масою концентрації КСІ в воді когазу, що виключає затікання в неї сталі. Через певша отримали через 84хв, при цьому практично вний час (період) змінюють на протилежний наоднаковий у всіх додатково виміряних крапках по прямок основних потоків метала в ванні ковша, всій масі розчину. для чого здійснюють подачу газу (газопорошкової Приклад 2. суміші) 5 через пробку 3 (фурму 4), що розташоПри вказаних в прикладі 1 умовах здійснювали вана на протилежній стороні ковша (розташовані реверсивну подачу повітря з періодом 30сек. При на Фіг.1-4 праворуч). Основні потоки метала в реверсуванні кількість повітря, що подається, збеванні починають рухатися приблизно так, як покарігали на рівні 6л/хв. зано пунктиром 7 на Фіг.1-4. Періодичною зміною Гомогенний розчин в моделі ковша концентрації, що відмічена, отримали через 35хв, тобто напрямку руху основних потоків метала 6 7 6 і час перемішування у порівнянні з прикладом 1 т.п. суттєво інтенсифікують процес перемішування зменшили в 2,4 рази. метала, в результаті протягом більш короткого Приклад 3. часу отримують гомогенізовану сполуку сталі в При вказаних в прикладах 1 і 2 умовах здійсковші, тобто вирішують поставлену технічну занювали реверсивну подачу повітря з періодом дачу. 20сек. Гомогенний розчин в ковші концентрації, що Період зміни напрямку подачі газу (газопорошвідмічена, отримали через 60хв, тобто у порівнянні кової суміші) визначають практично. Проте, із збіз прикладом 1 час перемішування зменшили в 1,4 льшенням маси сталі в ковші періодичність вказарази. В об'ємі води 60хв перемішування відмічаної зміни збільшують, так як тільки в цьому лися зони з більшою і меншою 0,1% концентрацівипадку потоки металу 6 і 7 мають закінчений виєю КСІ в воді, які основні електроди не фіксували. гляд (показаний на Фіг.1 і 2) і реверсування подачі Приклад 4. газу (газопорошкової суміші) мінімально буде виПри вказаних в прикладах 1 і 2 умовах здійстрачатися на взаємне гашення. нювали реверсивну подачу повітря з періодом Існує період зміни напрямку подачі газу, опти10сек. Гомогенний розчин в ковші концентрації, що мальний для даних умов експлуатації ковша. Змевідмічена, отримали через 84...87хв, тобто у поріншення значення цього періоду не рекомендуєтьвняні з прикладом 1 час перемішування розчину ся, так як в об'ємі сталі з'являються зони з практично зберігся. В кінці перемішування в об'ємі неповною гомогенізацією розплаву. Збільшення води відмічалися зони з більшою і меншою 0,1% значення цього періоду допускається і визначаєтьконцентрацією КСІ в воді, які основні електроди не ся загальним технологічним ритмом виробництва фіксували. сталі. Приклад 5. Приклад 1. При вказаних в прикладах 1 і 2 умовах здійсХолодна модель ковша 1 мала розміри, які понювали реверсивну подачу повітря з періодом казані на Фіг.1. В ківш наливали водопровідну воду 40сек. Гомогенний розчин в ковші концентрації, що 2 висотою 430мм. Ківш був обладнаний трьома відмічена, отримали через 55хв, тобто у порівнянні платиновими електродами (раніше відтарованими з прикладом 1 час перемішування зменшили в 1,5 в межах; водопровідна вода-концентрація 0,1% за рази. В об'ємі води були відсутні зони із концентмасою КСІ в воді); у нижній частині ковша (відсрацією КСІ, яка відмітна від 0,1% за масою. тань 370мм від поверхні води), у середній частині Приклад 6. ковша (відстань 220мм від поверхні води) і у верхПри вказаних в прикладах 1 і 2 умовах здійсній частині ковша (відстань 60мм від поверхні вонювали реверсивну подачу повітря з періодом ди). Всі три електрода відстояли від внутрішній 50сек. Гомогенний розчин в ковші концентрації, що стінки моделі ковша на відстані 55мм. Крім того, відмічена, отримали через 60хв, тобто у зрівнянні був передбачений пересувний електрод, яким доз прикладом 1 час перемішування зменшили в 1,4 датково оцінювали гомогенізацію розчину в рази. В об'ємі води були відсутні зони з концентцентрах моделі ковша, його дна і на поверхні води, рацією КСІ, яка відмітна від 0,1% за масою. а також у стиках дна і стінок ковша. Спосіб перемішування сталі в ковші, що проГотували 20% концентрат КСІ і в тонкому гупонується, дозволяє достатньо простою операцією мовому шарі опускали його на дно моделі ковша забезпечити суттєву інтенсифікацію процесу пена ділянці біля його стінки, яка розташована на 90° ремішування сталі (скорочення часу реалізації) від пристрою 3. Шар розрізали. При цьому 20% без втрати якості перемішування. концентрат КСІ після свого рівномірного розподілу за масою води забезпечував 0,1% за масою концентрацію КСІ в воді, на яку були таровані елект 7 Комп’ютерна верстка О. Гапоненко 77545 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for steel mixing in the ladle
Автори англійськоюShumaher Evald, Khloponin Viktor Nikolaevich, Shumaher Edgar, Zinkovskii Ivan Vasilievich
Назва патенту російськоюСпособ перемешивания стали в ковше
Автори російськоюШумахер Эвалд, Хлопонин Виктор Николаевич, Шумахер Эдгар, Зинковский Иван Васильевич
МПК / Мітки
МПК: C21C 7/072, C21C 7/064, B22D 11/117, B22D 1/00, C21C 7/04
Мітки: спосіб, перемішування, сталі, ковші
Код посилання
<a href="https://ua.patents.su/4-77545-sposib-peremishuvannya-stali-v-kovshi.html" target="_blank" rel="follow" title="База патентів України">Спосіб перемішування сталі в ковші</a>
Спосіб перемішування сталі у ковші
Номер патенту: 76460
Опубліковано: 15.08.2006
Автори: Хлопонін Віктор Ніколаєвіч, Зінковскій Іван Васільєвіч, Шумахер Едгард Е., Шумахер Евальд А.
МПК: B22D 11/117, B22D 1/00, C21C 7/064, C21C 7/072
Мітки: спосіб, перемішування, ковші, сталі
Формула / Реферат:
1. Спосіб перемішування сталі у ковші, що включає продування сталі знизу газом або газопорошковою сумішшю через передбачені продувні пристрої, принаймні один з яких зміщений відносно вертикальної осі ковша в напрямку його стінки, який відрізняється тим, що одночасно з продуванням здійснюють обертання ковша відносно його вертикальної осі, при цьому напрямок обертання періодично змінюють на протилежний.2. Спосіб за п. 1, який...
Спосіб розкислення сталі у ковші
Номер патенту: 23218
Опубліковано: 19.05.1998
Автори: Челпан Леонід Миколайович, Несвіт Володимир Васильович, Моцний Валерій Васильович, Бродський Сергій Сергійович, Чуб Петро Іванович
МПК: C21C 7/064, C21C 7/06, C21C 7/076, B22D 27/00
Мітки: спосіб, сталі, ковші, розкислення
Формула / Реферат:
Спосіб розкислення сталі у ковші, що включає використання відомих стандартних розкислювачів, легуючих, шлакометалевих і/або оксидних матеріалів, газоподібних реагентів, способи їх вводу і контролю, який відрізняється тим що алюмокремнісвий шлак використовується в дві стадії з загальною витратою в межах 2,2 - 6,4кг/т сталі, при цьому на першій стадії в період сходу металу із сталеплавильного агрегату в ківш на струмінь вводять алюмокремнієвий...
Спосіб позапічної обробки сталі у ковші
Номер патенту: 35678
Опубліковано: 16.04.2001
Автори: Буга Ілля Дмитрович, Крутіков Василій Петрович, Ярославцев Юрій Григорович, Бузун Ігор Леонідович, Рогоз Ігор Борисович, Курдюков Анатолій Андрійович, Ромадикін Сергій Дмитрович
МПК: C21C 7/00
Мітки: ковші, обробки, позапічної, спосіб, сталі
Формула / Реферат:
1. Спосіб позапічної обробки сталі у ковші, що включає присадку алюмінію, перемішування інертним газом та підігрівання киснем, який відрізняється тим, що при швидкості нагрівання до 5°С/хв. перемішування інертним газом з питомою масовою витратою (0,01...0,05)нм3/т і підігрівання киснем з питомою масовою витратою (0,015... 0,15) нм3/t виконують послідовно за декілька прийомів, а при швидкості нагрівання більшій 5°С /хв. присадку...
Спосіб очищення сталі в ковші
Номер патенту: 76140
Опубліковано: 17.07.2006
Автори: Вігмен Стівен Ленед, Махапатра Рама Баллав, Гросс Клей А., Блейд Уолтер
МПК: C21C 7/064, C21C 7/076, C21C 7/06
Мітки: сталі, очищення, ковші, спосіб
Формула / Реферат:
1. Спосіб очищення сталі у ковші, що включає нагрівання шихтового і шлакоутворюючого матеріалу у ковші для формування розплаву сталі, покритого шлаком, що містить окисиди кальцію, кремнію, марганцю, та перемішування розплаву сталі шляхом введення в нього інертного газу, щоб викликати розкислення сталі кремнієм/марганцем та її знесірчення для одержання розплавленої сталі, що розкислена кремнієм/марганцем і має склад сірки менше 0,01 мас. %,...
Спосіб розкислення сталі у ковші
Номер патенту: 74784
Опубліковано: 15.02.2006
Автори: Чуб Євген Петрович, Моцний Валерій Васильович, Сітало Олександр Олексійович, Чуб Петро Іванович, Івко Володимир Вікторович
МПК: C21C 7/06
Мітки: спосіб, ковші, сталі, розкислення
Формула / Реферат:
Спосіб розкислення сталі у ковші, що включає введення до сталі відомих стандартних розкислювачів, який відрізняється тим, що стандартні розкислювачі вводять при початковому наповненні ковша сталлю з конвертера, вміст вуглецю в якій становить 0,02-0,04 мас.%, а з моменту потрапляння у ківш конвертерного шлаку проводять додаткове розкислення феросиліцієм з вмістом кремнію не менше 65 мас. % в кількості 0,82-0,41 кг/т, який присаджують на...
Попередній патент: Спосіб одержання світловідбивного покриття на поверхні виробів з полімерних сцинтиляційних матеріалів
Наступний патент: Піразолопіримідини та їх застосування для боротьби зі шкідливими організмами
Випадковий патент: Фіточай №37 "протисклерозний"