Спосіб очищення сталі в ковші
Номер патенту: 76140
Опубліковано: 17.07.2006
Автори: Махапатра Рама Баллав, Блейд Уолтер, Вігмен Стівен Ленед, Гросс Клей А.
Формула / Реферат
1. Спосіб очищення сталі у ковші, що включає нагрівання шихтового і шлакоутворюючого матеріалу у ковші для формування розплаву сталі, покритого шлаком, що містить окисиди кальцію, кремнію, марганцю, та перемішування розплаву сталі шляхом введення в нього інертного газу, щоб викликати розкислення сталі кремнієм/марганцем та її знесірчення для одержання розплавленої сталі, що розкислена кремнієм/марганцем і має склад сірки менше 0,01 мас. %, який відрізняється тим, що наприкінці процесу знесірчення збільшують товщину шару шлаку для запобігання поверненню сірки у сталь, при цьому у сталь вводять кисень для підвищення в ній вмісту вільного кисню і одержання сталі з вмістом сірки менше 0,01 мас. %, яка легко набуває ливарної якості у розливній машині прокатного стану із здвоєними валками.
2. Спосіб за п. 1, який відрізняється тим, що товщину шару шлаку збільшують шляхом додання до нього вапна.
3. Спосіб за пп. 1 або 2, який відрізняється тим, що шляхом введення кисню збільшують вміст вільного кисню у сталі до величини близько 50 частин на мільйон при температурі сталі приблизно 1600 °С.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що розплав сталі містить вуглець у кількості від 0,001 до 0,1 мас. %, марганець у кількості від 0,1 до 2,0 мас. % і кремній у кількості від 0,1 до 10 мас. %.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що інертний газ вводять у донну частину розплаву сталі у ковші при витраті від 0,0099 м3/хв. до 0,04 до 5 м3/хв. на тонну сталі у ковші для інтенсивного перемішування, що забезпечує ефективний контакт розплаву сталі з шлаком.
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що сталь містить алюміній у кількості близько 0,01 мас. % або менше.
7. Спосіб за п. 5, який відрізняється тим, що вміст алюмінію у сталі складає 0,008 мас. % або менше.
8. Спосіб за будь-яким з пп. 1-7, який відрізняється тим, що вміст сірки у знесірченій сталі складає менше 0,009 мас. %.
9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що під час знесірчення вміст вільного кисню у розплаві сталі складає не більше 20 частин на мільйон.
10. Спосіб за п. 8, який відрізняється тим, що під час знесірчення вміст вільного кисню складає близько 12 частин на мільйон або менше.
11. Спосіб за будь-яким з пп. 1-10, який відрізняється тим, що як інертний газ застосовують аргон.
12. Спосіб за будь-яким з пп. 1-11, який відрізняється тим, що як інертний газ застосовують азот.
13. Спосіб за будь-яким з пп. 1-12, який відрізняється тим, що щонайменше частину інертного газу вводять у розплав сталі через форсунку, розташовану у донній частині ковша.
14. Спосіб за будь-яким з пп. 1-13, який відрізняється тим, що щонайменше частину інертного газу вводять у розплав сталі через щонайменше одну інжекційну трубку, яку опускають у донну зону металу у ковші.
Текст
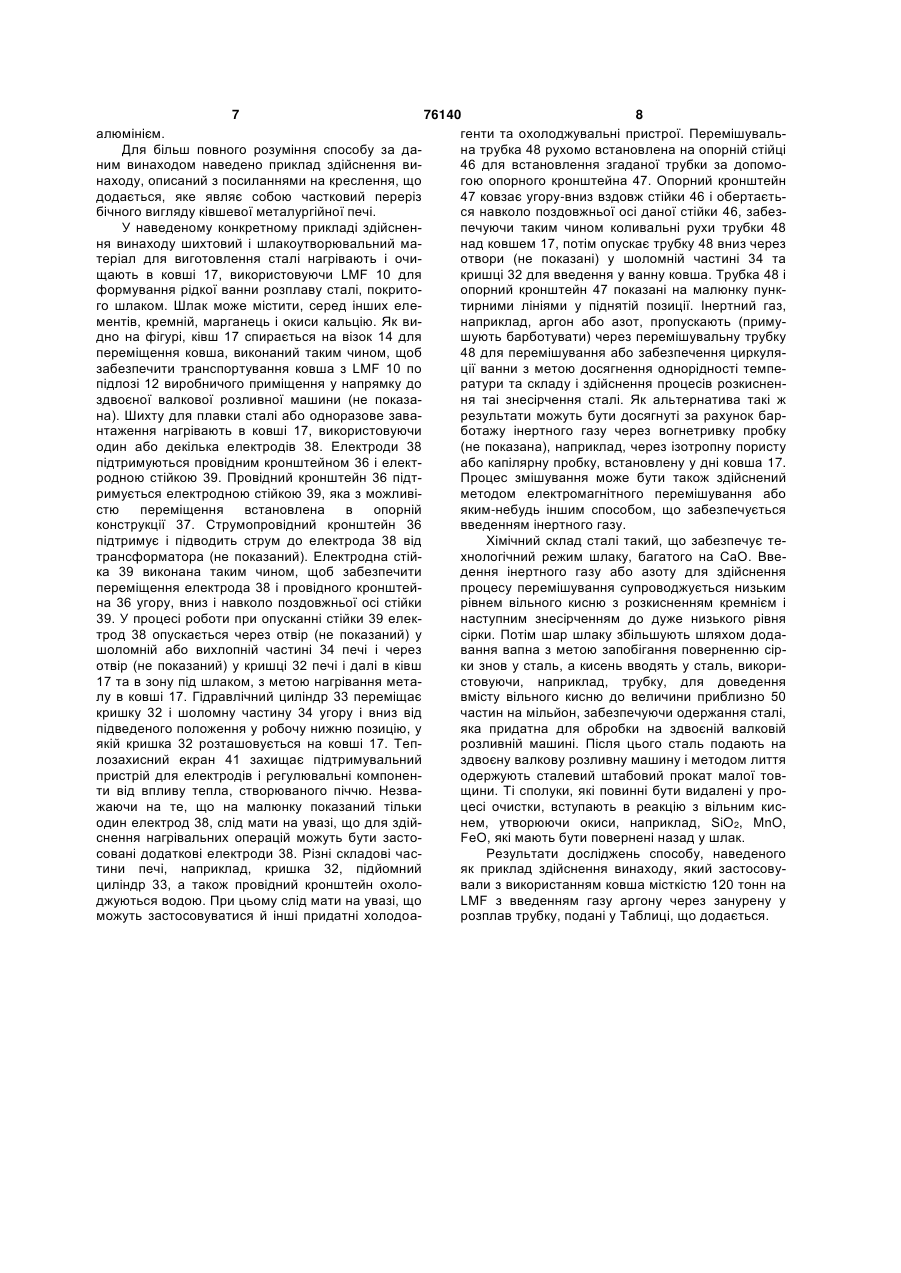
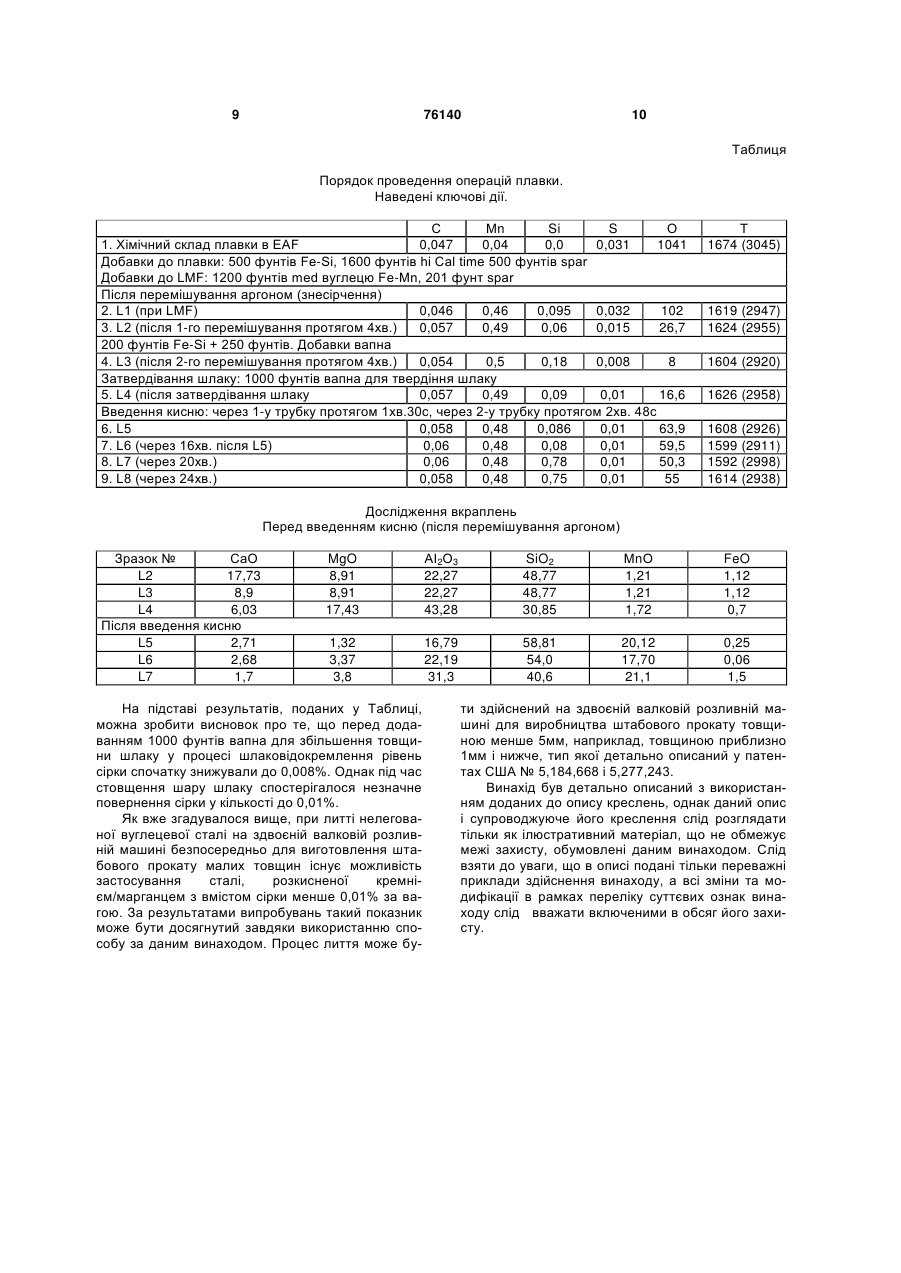
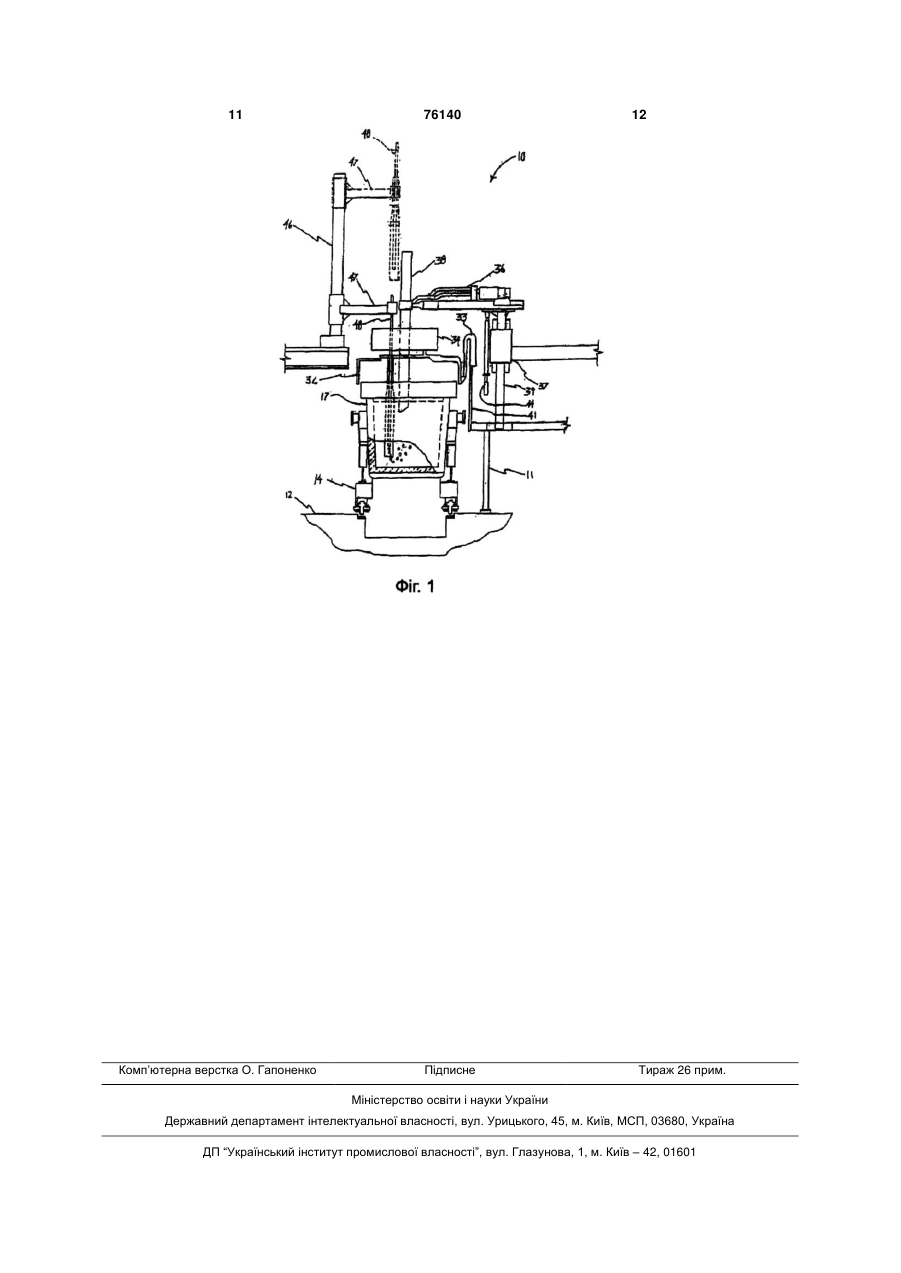
1. Спосіб очищення сталі у ковші, що включає нагрівання шихтового і шлакоутворюючого матеріалу у ковші для формування розплаву сталі, покритого шлаком, що містить окисиди кальцію, кремнію, марганцю, та перемішування розплаву сталі шляхом введення в нього інертного газу, щоб викликати розкислення сталі кремнієм/марганцем та її знесірчення для одержання розплавленої сталі, що розкислена кремнієм/марганцем і має склад сірки менше 0,01 мас. %, який відрізняється тим, що наприкінці процесу знесірчення збільшують товщину шару шлаку для запобігання поверненню сірки у сталь, при цьому у сталь вводять кисень для підвищення в ній вмісту вільного кисню і одержання сталі з вмістом сірки менше 0,01 мас. %, яка легко набуває ливарної якості у розливній машині прокатного стану із здвоєними валками. 2. Спосіб за п. 1, який відрізняється тим, що товщину шару шлаку збільшують шляхом додання до нього вапна. 3. Спосіб за пп. 1 або 2, який відрізняється тим, що шляхом введення кисню збільшують вміст вільного кисню у сталі до величини близько 50 час 2 (19) 1 3 Даний винахід стосується очистки сталі в ковші, зокрема, але не виключно, очистки сталі в ковші, з якої у процесі виливання на установці для безперервного лиття штабової сталі повинен бути виготовлений штабовий прокат малих товщин. Відомий спосіб одержання штабового металевого прокату методом безперервного лиття на здвоєній валковій розливній машині. При такому способі розплавлений метал вводиться між парою горизонтальних відливальних валків, що обертаються у протилежних напрямках, які охолоджуються таким чином, що металеві кірки затвердівають на рухомих валкових поверхнях і з'єднуються у зоні зазору між валками з утворенням отверділого штабового продукту, який сходить вниз із зазору між валками. Розплавлений метал може вводитися в зазор між валками через проміжний розливний пристрій та форсунку, що подає метал, розташовану у нижній зоні проміжного розливного пристрою таким чином, щоб одержати потік металу, який виходить з проміжного розливного пристрою, і спрямувати його в зазор між валками, формуючи таким чином відливальну ванну розплавленого металу, що утримується на відливальних поверхнях валків безпосередньо над зазором. Така відливальна ванна може обмежуватися боковими пластинами або порогами, сполученими з можливістю ковзання з кінцями валків. Здвоєне валкове розливання досить успішно застосовувалося щодо кольорових металів, які швидко твердіють після охолоджування, як, наприклад, алюміній. Однак у випадку з чорними металами застосування даного способу пов'язане з цілим рядом проблем. Однією з таких проблем є схильність чорних металів до утворення твердих вкраплень, які закупорюють дуже малі проходи для потоку металу, причому наявність таких проходів необхідна для нормального функціонування здвоєної валкової розливної машини. Використання силікомарганцю при розкисненні сталі в ковші зустрічалося при виготовленні зливків на самому початку застосування бесемерівського способу виробництва сталі, тому добре відомі стани рівноваги між розплавленими силікатами марганцю реактивного продукту і залишковим продуктом, розчиненим у сталі кремнієм та киснем. Однак у процесі вдосконалення технології виробництва сталевого штабового прокату шляхом лиття плоскої заготовки з подальшим холодним прокатуванням кремніє-марганцеве розкиснення було усунуте, а фахівці визнали обов'язковим застосування сталей, розкиснених алюмінієм. При виготовленні сталевого штабового прокату шляхом лиття плоскої заготовки з подальшим гарячим прокатуванням, за яким часто йде холодне прокатування, розкиснені кремнієм/марганцем сталі відрізняються неприйнятно високою наявністю прожилок та інших дефектів, що виникають в результаті концентрації вкраплень у центральному шарі штабового прокату. При безперервному литві сталевого штабового прокату у здвоєній валковій розливній машині виникає необхідність у формуванні кінцевого керованого потоку сталі, що рухається з постійною 76140 4 швидкістю уздовж всієї довжини відливальних валків, для досягнення достатньо швидкого і рівномірного охолоджування сталі на відливальних поверхнях валків. При цьому потрібен такий ступінь стиснення потоку розплавленої сталі, щоб він зміг пройти крізь дуже малі канали у тугоплавкому матеріалі в системі подачі металу в умовах, коли існує тенденція до відокремлення твердих вкраплень та закупорки згаданих вище малих проходів для витікання потоку. Після виконання розширеної програми виготовлення штабового прокату з різних марок сталі на валковій розливній машині для безперервного лиття було зроблено висновок, що звичайні розкиснені алюмінієм вуглецеві сталі або частково розкиснена сталь із залишковим вмістом алюмінію 0,01% або більше не можуть бути задовільно відлиті через укрупнення твердих вкраплень та закупорку малих проходів для витікання потоку в системі подачі металу, що призводить до утворення дефектів і порушення однорідності структури одержаного штабового прокату. Дана проблема може бути вирішена шляхом обробки сталі кальцієм з метою зменшення утворення твердих вкраплень. Проте даний спосіб є дорогим і потребує високоточного контролю, при цьому слід взяти до уваги складність проведення процесу та конструкції обладнання. З іншого боку, було виявлено, що існує можливість лиття штабового прокату без прожилок та інших дефектів, нормально пов'язавши цю можливість із сталями, розкисненими кремнієм/марганцем, оскільки швидке затвердіння, яке досягається у здвоєній валковій розливній машині, виключає утворення крупних вкраплень, а процес здвоєного валкового лиття призводить скоріше до утворення вкраплень, рівномірно розподілених у штабі, ніж сконцентрованих в її центральному шарі. Крім того, існує можливість регулювання вмісту кремнію і марганцю таким чином, що забезпечується одержання продуктів рідкого розкиснення при температурі плавлення, за якої зводяться до мінімуму проблеми укрупнення частинок та закупорки проходів для витікання потоку. У традиційних процесах розкиснення кремнієм/марганцем не можливо було понизити рівні вільного кисню у розплаві сталі до такого ступеня, який забезпечувався при розкисненні алюмінієм, а це, у свою чергу, гальмувало процес знесірчення. З метою забезпечення нормального процесу безперервного лиття штабової сталі є бажаною присутність сірки у кількості приблизно 0,009% і нижче. У звичайних процесах розкиснення кремнієм/марганцем в ковші реакція знесірчення проходить дуже повільно, що, практично, приводить до не можливості довести процес знесірчення до вказаних вище низьких значень, особливо у тих випадках, коли сталь виробляють в електродуговій печі (EAF) з використанням металобрухту стандартної якості. Як правило, такий брухт може містити сірку у кількості від 0,025% до 0,045% за вагою. Даний винахід пропонує більш ефективне рішення технічної задачі розкиснення та знесірчення сталей, розкиснених кремнієм/марганцем, а також очистки сталі з високим вмістом сірки в режимі розкиснення кремнієм/марганцем з метою 5 76140 6 одержання сталі з низьким вмістом сірки, придатданих параметрів подальшого технологічного проної для безперервного лиття штабового прокату цесу. малих товщин. 3. Забезпечення зниження вмісту сірки у сталі Відповідно до прикладу здійснення даного виз метою досягнення заданої кінцевої величини находу, показаного в ілюстративному матеріалі, сірки. запропоновано спосіб очищення сталі у ковші, що 4.3абезпечення термальної і хімічної однорідвключає нагрівання шихтового та шлакоутворююності у рідкій ванні розплаву сталі. чого матеріалу у ковші для формування розплаву 5.Спікання і флотацію вкраплень окисів та їх сталі, покритого шлаком, що містить окиси кальподальше уловлювання і утримування в очищувацію, кремнію, марганцю, і перемішування розплаву льному шлаці. сталі шляхом введення у розплав інертного газу У звичайних ківшевих металургійних печах для розкислення та знесірчення сталі для одер(LMF) нагрівання можна проводити за допомогою жання розплавленої сталі, що розкислена кремніелектродугових нагрівників. Рідка сталь повинна єм/марганцем і має склад сірки менше 0,01 за вабути покрита шаром очищувального шлаку, при гою, у якій наприкінці процесу знесірчення цьому для досягнення однорідності температури збільшують товщину шару шлаку для запобігання потрібна м'яка примусова циркуляція середовища. поверненню сірки у сталь, при цьому у сталь ввоЦе досягається за допомогою електромагнітного дять кисень для підвищення в ній вмісту вільного перемішування або м'якого спінення аргоном. Макисню для одержання сталі з вмістом сірки менше са і товщина шару шлаку повинні бути достатніми 0,01% за вагою, яка легко набуває ливарних якосдля того, щоб забезпечити створення електричних тей у розливній машині прокатного стану із здвоєдуг, причому склад і фізичні характеристики шлаку ними валками. (наприклад, плинність) повинні бути такими, щоб Товщину шару шлаку можна збільшувати (шар він був спроможний уловлювати та утримувати шлаку можна ущільнювати) шляхом додання до сірку, а також тверді і рідкі вкраплення, одержувані нього вапна. Введення кисню може сприяти збільв результаті реакцій розкиснення і/або в результашенню вмісту вільного кисню, приблизно, до 50 ті реакції з киснем повітря. частин на мільйон при температурі сталі, приблизРозплав сталі може перемішуватися за допоно, 1600°С. могою введення інертного газу, наприклад, аргону У процесі знесірчення вміст вільного кисню у або азоту, для полегшення процесу змішування розплаві сталі може складати не більше 20 частин шлаку з металом в ковші та знесірчення сталі. на мільйон, переважно, порядку 12 частин на міЗвичайно інертний газ можна вводити через прольйон або менше. никну жаростійку продувальну пробку, розташоваЯк інертний газ можна використовувати аргон ну у дні ковша, або через трубку. Було зроблено або азот. висновок, що якщо досягається надзвичайно сиІнертний газ можна вводити у донну частину льна перемішувальна дія, наприклад, завдяки розплаву сталі у ковші при витраті від 0,35scf/min введенню аргону через трубку, яка глибоко зану(стандартних кубічних футів за хвилину) до рена у розплав сталі, при режимі, що характеризу1,5scf/min (стандартних кубічних футів за хвилину) ється високим вмістом СаО, виникає загроза одена тонну сталі у ковші для інтенсивного перемішуржання значних незбалансованих кінцевих станів, вання, сприяючого ефективному контакту розпланаприклад, дуже низьких рівнів вмісту у сталі вільву сталі з шлаком. ного кисню при розкисненні кремнієм. Зокрема, Інертний газ можна вводити у розплав сталі виникає імовірність досягнення реальних рівнів через форсунку, розташовану у донній частині вільного кисню приблизно 10 частин на мільйон у ковша, або через, щонайменше, одну інжекційну порівнянні із заданими 50 частинами на мільйон. трубку. Такий низький вміст вільного кисню забезпечує Розплав сталі може містити вуглець у кількості більш ефективне проходження процесу знесірченвід 0,001% до 0,1% за вагою, марганець у кількості ня і відкриває можливість досягнення дуже низьвід 0,1% до 2,0% за вагою і кремній у кількості від ких рівнів сірки у сталі, розкисненій кремні0,1% до 10% за вагою. єм/марганцем. Розплав сталі може містити алюміній у кількоЗокрема, було визначено, що при введенні арсті порядку 0,01% або менше за вагою. Напригону через трубку при витратах від 0, 35 до 1, клад, вміст алюмінію може бути понижений до 5scf/min (стандартних кубічних футів за хвилину) 0,008% або менше за вагою. на тонну розплаву сталі з рідким шлаком, що хаРозплав сталі, одержаний у результаті викорактеризується високим вмістом СаО, можна ристання способу за даним винаходом, може заотримати вміст вільного кисню в режимі кремстосовуватися на установці для безперервного нію/марганцю при 1600°С менше 12 частин на мілиття штабової сталі малих товщин, наприклад, льйон і навіть 8 частин на мільйон, а також швидко штабової сталі товщиною менше 5мм. провести знесірчення з досягненням рівнів сірки Нагрівання ковша можна проводити у ковшовій нижче 0,009%. Доведено, що дуже інтенсивне пеметалургійній печі (LMF). Такі печі можуть виконуремішування розплавленого металу викликає змівати цілий ряд функцій, включаючи: шування рідкого шлаку та сталі і, крім того, сприяє 1. Нагрівання рідкої сталі у ковші до заданої видаленню SiO2, який є продуктом реакції кремнію температури на виході, яка забезпечує подальше з вільним киснем у сталі, тим самим створюючи ведення процесу, наприклад, здійснення операції умови для проходження реакції розкиснення крембезперервного лиття. нієм, що забезпечує появу низьких рівнів вільного 2. Регулювання складу сталі відповідно до закисню, які звичайно характерні для розкиснення 7 76140 8 алюмінієм. генти та охолоджувальні пристрої. ПеремішувальДля більш повного розуміння способу за дана трубка 48 рухомо встановлена на опорній стійці ним винаходом наведено приклад здійснення ви46 для встановлення згаданої трубки за допомонаходу, описаний з посиланнями на креслення, що гою опорного кронштейна 47. Опорний кронштейн додається, яке являє собою частковий переріз 47 ковзає угору-вниз вздовж стійки 46 і обертаєтьбічного вигляду ківшевої металургійної печі. ся навколо поздовжньої осі даної стійки 46, забезУ наведеному конкретному прикладі здійсненпечуючи таким чином коливальні рухи трубки 48 ня винаходу шихтовий і шлакоутворювальний манад ковшем 17, потім опускає трубку 48 вниз через теріал для виготовлення сталі нагрівають і очиотвори (не показані) у шоломній частині 34 та щають в ковші 17, використовуючи LMF 10 для кришці 32 для введення у ванну ковша. Трубка 48 і формування рідкої ванни розплаву сталі, покритоопорний кронштейн 47 показані на малюнку пункго шлаком. Шлак може містити, серед інших елетирними лініями у піднятій позиції. Інертний газ, ментів, кремній, марганець і окиси кальцію. Як винаприклад, аргон або азот, пропускають (примудно на фігурі, ківш 17 спирається на візок 14 для шують барботувати) через перемішувальну трубку переміщення ковша, виконаний таким чином, щоб 48 для перемішування або забезпечення циркулязабезпечити транспортування ковша з LMF 10 по ції ванни з метою досягнення однорідності темпепідлозі 12 виробничого приміщення у напрямку до ратури та складу і здійснення процесів розкисненздвоєної валкової розливної машини (не показаня таі знесірчення сталі. Як альтернатива такі ж на). Шихту для плавки сталі або одноразове заварезультати можуть бути досягнуті за рахунок барнтаження нагрівають в ковші 17, використовуючи ботажу інертного газу через вогнетривку пробку один або декілька електродів 38. Електроди 38 (не показана), наприклад, через ізотропну пористу підтримуються провідним кронштейном 36 і електабо капілярну пробку, встановлену у дні ковша 17. родною стійкою 39. Провідний кронштейн 36 підтПроцес змішування може бути також здійснений римується електродною стійкою 39, яка з можливіметодом електромагнітного перемішування або стю переміщення встановлена в опорній яким-небудь іншим способом, що забезпечується конструкції 37. Струмопровідний кронштейн 36 введенням інертного газу. підтримує і підводить струм до електрода 38 від Хімічний склад сталі такий, що забезпечує тетрансформатора (не показаний). Електродна стійхнологічний режим шлаку, багатого на СаО. Ввека 39 виконана таким чином, щоб забезпечити дення інертного газу або азоту для здійснення переміщення електрода 38 і провідного кронштейпроцесу перемішування супроводжується низьким на 36 угору, вниз і навколо поздовжньої осі стійки рівнем вільного кисню з розкисненням кремнієм і 39. У процесі роботи при опусканні стійки 39 елекнаступним знесірченням до дуже низького рівня трод 38 опускається через отвір (не показаний) у сірки. Потім шар шлаку збільшують шляхом додашоломній або вихлопній частині 34 печі і через вання вапна з метою запобігання поверненню сіротвір (не показаний) у кришці 32 печі і далі в ківш ки знов у сталь, а кисень вводять у сталь, викори17 та в зону під шлаком, з метою нагрівання метастовуючи, наприклад, трубку, для доведення лу в ковші 17. Гідравлічний циліндр 33 переміщає вмісту вільного кисню до величини приблизно 50 кришку 32 і шоломну частину 34 угору і вниз від частин на мільйон, забезпечуючи одержання сталі, підведеного положення у робочу нижню позицію, у яка придатна для обробки на здвоєній валковій якій кришка 32 розташовується на ковші 17. Тепрозливній машині. Після цього сталь подають на лозахисний екран 41 захищає підтримувальний здвоєну валкову розливну машину і методом лиття пристрій для електродів і регулювальні компоненодержують сталевий штабовий прокат малої товти від впливу тепла, створюваного піччю. Незващини. Ті сполуки, які повинні бути видалені у прожаючи на те, що на малюнку показаний тільки цесі очистки, вступають в реакцію з вільним кисодин електрод 38, слід мати на увазі, що для здійнем, утворюючи окиси, наприклад, SiO2, MnO, снення нагрівальних операцій можуть бути застоFeO, які мають бути повернені назад у шлак. совані додаткові електроди 38. Різні складові часРезультати досліджень способу, наведеного тини печі, наприклад, кришка 32, підйомний як приклад здійснення винаходу, який застосовуциліндр 33, а також провідний кронштейн охоловали з використанням ковша місткістю 120 тонн на джуються водою. При цьому слід мати на увазі, що LMF з введенням газу аргону через занурену у можуть застосовуватися й інші придатні холодоарозплав трубку, подані у Таблиці, що додається. 9 76140 10 Таблиця Порядок проведення операцій плавки. Наведені ключові дії. С Μn Si S О 1. Хімічний склад плавки в EAF 0,047 0,04 0,0 0,031 1041 Добавки до плавки: 500 фунтів Fe-Si, 1600 фунтів hi Cal time 500 фунтів spar Добавки до LMF: 1200 фунтів med вуглецю Fe-Mn, 201 фунт spar Після перемішування аргоном (знесірчення) 2. L1 (при LMF) 0,046 0,46 0,095 0,032 102 3. L2 (після 1-го перемішування протягом 4хв.) 0,057 0,49 0,06 0,015 26,7 200 фунтів Fe-Si + 250 фунтів. Добавки вапна 4. L3 (після 2-го перемішування протягом 4хв.) 0,054 0,5 0,18 0,008 8 Затвердівання шлаку: 1000 фунтів вапна для твердіння шлаку 5. L4 (після затвердівання шлаку 0,057 0,49 0,09 0,01 16,6 Введення кисню: через 1-у трубку протягом 1хв.30с, через 2-у трубку протягом 2хв. 48с 6. L5 0,058 0,48 0,086 0,01 63,9 7. L6 (через 16хв. після L5) 0,06 0,48 0,08 0,01 59,5 8. L7 (через 20хв.) 0,06 0,48 0,78 0,01 50,3 9. L8 (через 24хв.) 0,058 0,48 0,75 0,01 55 Τ 1674 (3045) 1619 (2947) 1624 (2955) 1604 (2920) 1626 (2958) 1608 (2926) 1599 (2911) 1592 (2998) 1614 (2938) Дослідження вкраплень Перед введенням кисню (після перемішування аргоном) Зразок № СаО L2 17,73 L3 8,9 L4 6,03 Після введення кисню L5 2,71 L6 2,68 L7 1,7 MgO 8,91 8,91 17,43 АІ2О3 22,27 22,27 43,28 SiO2 48,77 48,77 30,85 МnО 1,21 1,21 1,72 FeO 1,12 1,12 0,7 1,32 3,37 3,8 16,79 22,19 31,3 58,81 54,0 40,6 20,12 17,70 21,1 0,25 0,06 1,5 На підставі результатів, поданих у Таблиці, можна зробити висновок про те, що перед додаванням 1000 фунтів вапна для збільшення товщини шлаку у процесі шлаковідокремлення рівень сірки спочатку знижували до 0,008%. Однак під час стовщення шару шлаку спостерігалося незначне повернення сірки у кількості до 0,01%. Як вже згадувалося вище, при литті нелегованої вуглецевої сталі на здвоєній валковій розливній машині безпосередньо для виготовлення штабового прокату малих товщин існує можливість застосування сталі, розкисненої кремнієм/марганцем з вмістом сірки менше 0,01% за вагою. За результатами випробувань такий показник може бути досягнутий завдяки використанню способу за даним винаходом. Процес лиття може бу ти здійснений на здвоєній валковій розливній машині для виробництва штабового прокату товщиною менше 5мм, наприклад, товщиною приблизно 1мм і нижче, тип якої детально описаний у патентах США № 5,184,668 і 5,277,243. Винахід був детально описаний з використанням доданих до опису креслень, однак даний опис і супроводжуюче його креслення слід розглядати тільки як ілюстративний матеріал, що не обмежує межі захисту, обумовлені даним винаходом. Слід взяти до уваги, що в описі подані тільки переважні приклади здійснення винаходу, а всі зміни та модифікації в рамках переліку суттєвих ознак винаходу слід вважати включеними в обсяг його захисту. 11 Комп’ютерна верстка О. Гапоненко 76140 Підписне 12 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for ladle refining of steel
Автори англійськоюBlejde Walter
Назва патенту російськоюСпособ очистки стали в ковше
Автори російськоюБлейд Уолтер
МПК / Мітки
МПК: C21C 7/076, C21C 7/064, C21C 7/06
Мітки: очищення, сталі, ковші, спосіб
Код посилання
<a href="https://ua.patents.su/6-76140-sposib-ochishhennya-stali-v-kovshi.html" target="_blank" rel="follow" title="База патентів України">Спосіб очищення сталі в ковші</a>
Спосіб розкислення сталі у ковші
Номер патенту: 23218
Опубліковано: 19.05.1998
Автори: Чуб Петро Іванович, Челпан Леонід Миколайович, Бродський Сергій Сергійович, Несвіт Володимир Васильович, Моцний Валерій Васильович
МПК: C21C 7/076, C21C 7/064, C21C 7/06, B22D 27/00
Мітки: розкислення, ковші, спосіб, сталі
Формула / Реферат:
Спосіб розкислення сталі у ковші, що включає використання відомих стандартних розкислювачів, легуючих, шлакометалевих і/або оксидних матеріалів, газоподібних реагентів, способи їх вводу і контролю, який відрізняється тим що алюмокремнісвий шлак використовується в дві стадії з загальною витратою в межах 2,2 - 6,4кг/т сталі, при цьому на першій стадії в період сходу металу із сталеплавильного агрегату в ківш на струмінь вводять алюмокремнієвий...
Спосіб розкислення сталі у ковші
Номер патенту: 74784
Опубліковано: 15.02.2006
Автори: Моцний Валерій Васильович, Івко Володимир Вікторович, Чуб Євген Петрович, Чуб Петро Іванович, Сітало Олександр Олексійович
МПК: C21C 7/06
Мітки: ковші, спосіб, сталі, розкислення
Формула / Реферат:
Спосіб розкислення сталі у ковші, що включає введення до сталі відомих стандартних розкислювачів, який відрізняється тим, що стандартні розкислювачі вводять при початковому наповненні ковша сталлю з конвертера, вміст вуглецю в якій становить 0,02-0,04 мас.%, а з моменту потрапляння у ківш конвертерного шлаку проводять додаткове розкислення феросиліцієм з вмістом кремнію не менше 65 мас. % в кількості 0,82-0,41 кг/т, який присаджують на...
Спосіб позапічної обробки сталі у ковші
Номер патенту: 35678
Опубліковано: 16.04.2001
Автори: Бузун Ігор Леонідович, Курдюков Анатолій Андрійович, Крутіков Василій Петрович, Ромадикін Сергій Дмитрович, Рогоз Ігор Борисович, Буга Ілля Дмитрович, Ярославцев Юрій Григорович
МПК: C21C 7/00
Мітки: обробки, позапічної, сталі, спосіб, ковші
Формула / Реферат:
1. Спосіб позапічної обробки сталі у ковші, що включає присадку алюмінію, перемішування інертним газом та підігрівання киснем, який відрізняється тим, що при швидкості нагрівання до 5°С/хв. перемішування інертним газом з питомою масовою витратою (0,01...0,05)нм3/т і підігрівання киснем з питомою масовою витратою (0,015... 0,15) нм3/t виконують послідовно за декілька прийомів, а при швидкості нагрівання більшій 5°С /хв. присадку...
Спосіб нагрівання сталі в ковші незалежною електричною дугою
Номер патенту: 59273
Опубліковано: 15.08.2003
Автори: Бойченко Борис Михайлович, Душа Віктор Михайлович, Нізяєв Константин Георгієвич, Стоянов Олександр Миколайович, Керницький Віктор Володимирович
МПК: H05B 7/18
Мітки: спосіб, нагрівання, незалежною, ковші, дугою, електричною, сталі
Формула / Реферат:
Спосіб нагрівання сталі в ковші електричною дугою, що включає тепловий вплив електричної дуги на рідкий метал, який відрізняється тим, що електричну дугу запалюють у блоці між двома паралельно розташованими електродами, поміщеними в матеріал, що забезпечує їх електроізоляцію від рідкого металу, на повітрі і, після утворення газової порожнини в торці блока, занурюють у рідку сталь.
Спосіб обробки сталі у ковші
Номер патенту: 18166
Опубліковано: 25.12.1998
Автори: Іванов Євген Анатольович, Куклев Валентин Гаврилович, Курдюков Анатолій Андрійович, Крутіков Василій Петрович, Ромадикін Сергій Дмитрійович
МПК: C21C 7/00
Мітки: обробки, сталі, спосіб, ковші
Формула / Реферат:
Способ внепечной обработки стали в ковше, включающий перемешивание инертным газом и подогрев кислородом, вводимым через погружаемую в металл футерованную с керамическим соплом фурму, отличающийся тем, что перемешивание и подогрев металла осуществляют кислородом с соответствующими расходами 0,01 - 0,05нм3/т мин и 0,10 - 0,30нм3/т мин, вводимыми через фурму, погруженную в ковш на 80 - 95% его высоты со скоростью истечения кислорода из сопла при...
Попередній патент: Пристрій для одержання розчину нітрату амонію та спосіб одержання розчину нітрату амонію
Наступний патент: Сульфоксиди або сульфони, прищеплені на полімери, їх застосування, проміжні сполуки для їх одержання, спосіб прищеплення та спосіб стабілізації полімеру
Випадковий патент: Паливновприскувальний пристрій та спосіб його роботи