Спосіб виготовлення порошкових виробів складної форми з бічними відростками
Номер патенту: 77860
Опубліковано: 25.02.2013
Автори: Рябічева Людмила Олександрівна, Нікітін Юрій Миколайович, Білянська Ірина Олександрівна

Формула / Реферат
Спосіб виготовлення порошкових виробів складної форми з бічними відростками, який полягає у пресуванні пористої заготовки простої форми, спіканні, штампуванні, яке виконують в умовах всебічного стиску у дві стадії за один хід пресового інструмента, на першій стадії доущільнюють заготовку простої конфігурації, а на другій формують і ущільнюють бічний відросток, який відрізняється тим, що заготовку штампують на холодну, де на першій стадії формують і ущільнюють бічний відросток рівноканальним ущільненням з використанням гідравлічного підпору, а на другій - формують і доущільнюють тіло деталі за допомогою верхнього і нижнього пуансонів.
Текст
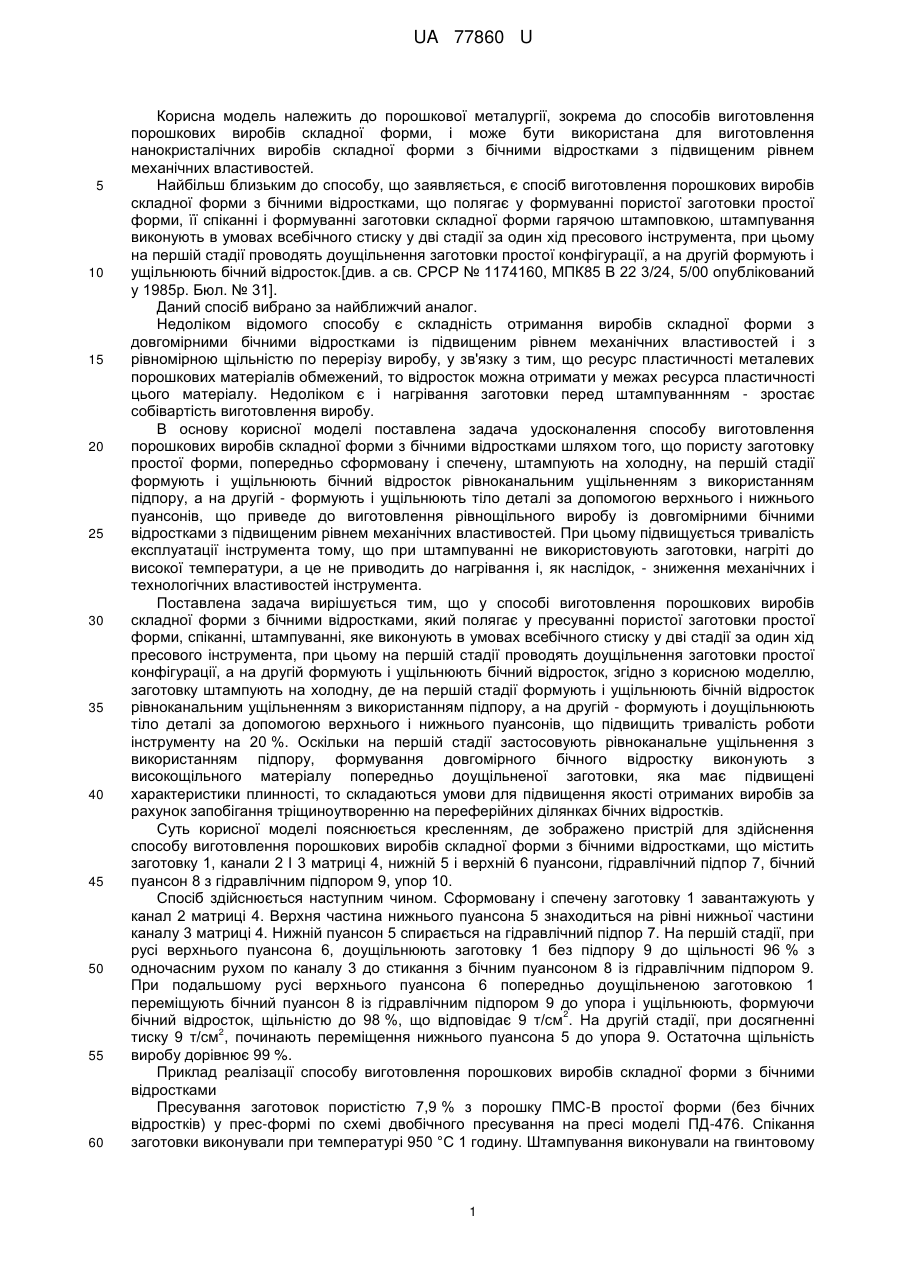
Реферат: Спосіб виготовлення порошкових виробів складної форми з бічними відростками який полягає у пресуванні пористої заготовки простої форми, спіканні, штампуванні. UA 77860 U (12) UA 77860 U UA 77860 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до порошкової металургії, зокрема до способів виготовлення порошкових виробів складної форми, і може бути використана для виготовлення нанокристалічних виробів складної форми з бічними відростками з підвищеним рівнем механічних властивостей. Найбільш близьким до способу, що заявляється, є спосіб виготовлення порошкових виробів складної форми з бічними відростками, що полягає у формуванні пористої заготовки простої форми, її спіканні і формуванні заготовки складної форми гарячою штамповкою, штампування виконують в умовах всебічного стиску у дві стадії за один хід пресового інструмента, при цьому на першій стадії проводять доущільнення заготовки простої конфігурації, а на другій формують і ущільнюють бічний відросток.[див. а св. СРСР № 1174160, МПК85 В 22 3/24, 5/00 опублікований у 1985р. Бюл. № 31]. Даний спосіб вибрано за найближчий аналог. Недоліком відомого способу є складність отримання виробів складної форми з довгомірними бічними відростками із підвищеним рівнем механічних властивостей і з рівномірною щільністю по перерізу виробу, у зв'язку з тим, що ресурс пластичності металевих порошкових матеріалів обмежений, то відросток можна отримати у межах ресурса пластичності цього матеріалу. Недоліком є і нагрівання заготовки перед штампуваннням - зростає собівартість виготовлення виробу. В основу корисної моделі поставлена задача удосконалення способу виготовлення порошкових виробів складної форми з бічними відростками шляхом того, що пористу заготовку простої форми, попередньо сформовану і спечену, штампують на холодну, на першій стадії формують і ущільнюють бічний відросток рівноканальним ущільненням з використанням підпору, а на другій - формують і ущільнюють тіло деталі за допомогою верхнього і нижнього пуансонів, що приведе до виготовлення рівнощільного виробу із довгомірними бічними відростками з підвищеним рівнем механічних властивостей. При цьому підвищується тривалість експлуатації інструмента тому, що при штампуванні не використовують заготовки, нагріті до високої температури, а це не приводить до нагрівання і, як наслідок, - зниження механічних і технологічних властивостей інструмента. Поставлена задача вирішується тим, що у способі виготовлення порошкових виробів складної форми з бічними відростками, який полягає у пресуванні пористої заготовки простої форми, спіканні, штампуванні, яке виконують в умовах всебічного стиску у дві стадії за один хід пресового інструмента, при цьому на першій стадії проводять доущільнення заготовки простої конфігурації, а на другій формують і ущільнюють бічний відросток, згідно з корисною моделлю, заготовку штампують на холодну, де на першій стадії формують і ущільнюють бічній відросток рівноканальним ущільненням з використанням підпору, а на другій - формують і доущільнюють тіло деталі за допомогою верхнього і нижнього пуансонів, що підвищить тривалість роботи інструменту на 20 %. Оскільки на першій стадії застосовують рівноканальне ущільнення з використанням підпору, формування довгомірного бічного відростку виконують з високощільного матеріалу попередньо доущільненої заготовки, яка має підвищені характеристики плинності, то складаються умови для підвищення якості отриманих виробів за рахунок запобігання тріщиноутворенню на переферійних ділянках бічних відростків. Суть корисної моделі пояснюється кресленням, де зображено пристрій для здійснення способу виготовлення порошкових виробів складної форми з бічними відростками, що містить заготовку 1, канали 2 І 3 матриці 4, нижній 5 і верхній 6 пуансони, гідравлічний підпор 7, бічний пуансон 8 з гідравлічним підпором 9, упор 10. Спосіб здійснюється наступним чином. Сформовану і спечену заготовку 1 завантажують у канал 2 матриці 4. Верхня частина нижнього пуансона 5 знаходиться на рівні нижньої частини каналу 3 матриці 4. Нижній пуансон 5 спирається на гідравлічний підпор 7. На першій стадії, при русі верхнього пуансона 6, доущільнюють заготовку 1 без підпору 9 до щільності 96 % з одночасним рухом по каналу 3 до стикання з бічним пуансоном 8 із гідравлічним підпором 9. При подальшому русі верхнього пуансона 6 попередньо доущільненою заготовкою 1 переміщують бічний пуансон 8 із гідравлічним підпором 9 до упора і ущільнюють, формуючи 2 бічний відросток, щільністю до 98 %, що відповідає 9 т/см . На другій стадії, при досягненні 2 тиску 9 т/см , починають переміщення нижнього пуансона 5 до упора 9. Остаточна щільність виробу дорівнює 99 %. Приклад реалізації способу виготовлення порошкових виробів складної форми з бічними відростками Пресування заготовок пористістю 7,9 % з порошку ПМС-В простої форми (без бічних відростків) у прес-формі по схемі двобічного пресування на пресі моделі ПД-476. Спікання заготовки виконували при температурі 950 °C 1 годину. Штампування виконували на гвинтовому 1 UA 77860 U 5 пресі моделі Ф-1730 з дугостаторним приводом у штампі. Сформовану і спечену заготовку завантажували у матрицю. Деталь отримували у дві стадії за один хід пресового інструмента. На першій стадії деформували заготовку і отримували бічний відросток. На другій стадії формували і ущільнювали тіло деталі за допомогою верхнього і нижнього пуансонів. Остаточна пористість заготовки з бічним довгомірним відростком складала біля 0,7 %. Розмір зерна у бічному відростку 6 мкм. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 Спосіб виготовлення порошкових виробів складної форми з бічними відростками, який полягає у пресуванні пористої заготовки простої форми, спіканні, штампуванні, яке виконують в умовах всебічного стиску у дві стадії за один хід пресового інструмента, на першій стадії доущільнюють заготовку простої конфігурації, а на другій формують і ущільнюють бічний відросток, який відрізняється тим, що заготовку штампують на холодну, де на першій стадії формують і ущільнюють бічний відросток рівноканальним ущільненням з використанням гідравлічного підпору, а на другій - формують і доущільнюють тіло деталі за допомогою верхнього і нижнього пуансонів. Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing powder products of complex shape with lateral lugs
Автори англійськоюRiabicheva Liudmyla Oleksandrivna, Nykytin Yurii Mykolaiovych, Bilianska Iryna Oleksandrivna
Назва патенту російськоюСпособ изготовления порошковых изделий сложной формы с боковыми отростками
Автори російськоюРябичева Людмила Александровна, Никитин Юрий Николаевич, Билянская Ирина Александровна
МПК / Мітки
МПК: B22F 5/00
Мітки: бічними, спосіб, складної, порошкових, відростками, виробів, форми, виготовлення
Код посилання
<a href="https://ua.patents.su/4-77860-sposib-vigotovlennya-poroshkovikh-virobiv-skladno-formi-z-bichnimi-vidrostkami.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порошкових виробів складної форми з бічними відростками</a>
Спосіб виготовлення порошкових виробів складної форми
Номер патенту: 65025
Опубліковано: 25.11.2011
Автори: Рябічева Людмила Олександрівна, Добриднєва Алла Ігорівна, Нікітін Юрій Миколайович
Мітки: спосіб, виготовлення, виробів, порошкових, форми, складної
Формула / Реферат:
Спосіб виготовлення порошкових виробів складної форми, що включає пресування пористої заготовки простої форми, спікання, гаряче штампування, яке виконують в умовах всебічного стиску у дві стадії за один хід пресового інструменту, який відрізняється тим, що на першій стадії заготовку деформують без підпору, а на другій - формують і ущільнюють бічний відросток додатковими пуансонами і підпорами.
Прес-блок для виготовлення порошкових виробів складної форми

Номер патенту: 37431
Опубліковано: 25.11.2008
Автори: Рябічева Людмила Олександрівна, Шевченко Дар'я Юріївна, Нікітін Юрій Миколайович
МПК: B22F 3/02
Мітки: порошкових, виготовлення, складної, виробів, прес-блок, форми
Формула / Реферат:
Прес-блок для виготовлення порошкових виробів складної форми, що містить верхню стійку, прикріплену до верхньої плити, буфер, розташований усередині стійки, який через колонки притискує верхній пуансон до регулюючого пристрою з гвинтом, рухому матрицю, прикріплену до матричної плити преса, нижній пуансон, закріплений на плиті виштовхувача преса, та упор, який відрізняється тим, що пристрій оснащений верхньою матрицею, прикріпленою до верхньої...
Спосіб виготовлення високощільних порошкових деталей складної форми
Номер патенту: 68518
Опубліковано: 16.08.2004
Автори: Циркін Аркадій Тимофійович, Рябічева Людмила Олександрівна, Потапова Інна Георгіївна
МПК: B22F 3/12
Мітки: порошкових, спосіб, деталей, складної, виготовлення, форми, високощільних
Формула / Реферат:
Спосіб виготовлення високощільних порошкових деталей складної форми, що включає підготовку форми, готування суміші з металевого порошку і водного розчину полівінілацетатної емульсії, заповнення форми і ущільнення суміші, сушіння заготовки до твердіння, який відрізняється тим, що суміш готують з 85...90% порошків необхідного за умовами роботи деталі складу і 10-15% водного розчину полівінілацетатної емульсії, формують набиванням, потім...
Спосіб виготовлення великогабаритних виробів складної форми з літійалюмосилікатного ситалу
Номер патенту: 45553
Опубліковано: 10.11.2009
Автори: Крючкова Євгенія Григорівна, Чаловський Михайло Федорович, Трегубов Микола Федорович, Зінченко Станіслав Володимирович
МПК: C03C 10/00, C04B 35/18
Мітки: виготовлення, спосіб, сіталу, форми, виробів, літійалюмосилікатного, складної, великогабаритних
Формула / Реферат:
Спосіб виготовлення великогабаритних виробів складної форми з літійалюмосилікатного ситалу, який полягає в подрібненні матеріалу мокрим способом, формуванні виробів методом шлікерного литва в пористі гіпсові форми та термообробці, який відрізняється тим, що формування заготовок виконується свіжоприготовленим шлікером зі щільністю 1,8...1,9 г/см3, вологістю 18...20 %, тониною помолу 1...5,5 %, в'язкістю 10...20 сек., витримується у формі до...
Спосіб виготовлення пустотілих виробів складної форми
Номер патенту: 23886
Опубліковано: 15.04.2002
Автори: Мовчан Борис Олексійович, Корж Олександр Вікторович, Топал Валерій Іванович
МПК: F01D 5/00, C23C 14/00
Мітки: спосіб, пустотілих, виробів, форми, виготовлення, складної
Формула / Реферат:
1. Способ изготовления пустотелых изделий сложной формы, включающий изготовление каркаса из сплава, обеспечивающего необходимую конструкционную прочность и имеющего на поверхности каналы и/или полости, соответствующие необходимым внутренним размерам металлического изделия, заполнение каналов и/или полостей легкоудаляемым материалом методом напыления или в виде шликера, формирование оболочки необходимой толщины, удаление легкоудаляемого...
Попередній патент: Ваговимірювальний датчик
Наступний патент: Перетворювач переміщення
Випадковий патент: Установка для обеззаражування води