Різальний інструмент
Формула / Реферат
Різальний інструмент типу регульованої торцевої фрези з тороїдальним корпусом, в осьових пазах якого встановлені з можливістю повороту різцеві вузли із закріпленими державками та різальними елементами круглої форми, який відрізняється тим, що осі різальних елементів розташовані з різним подвійним нахилом до осі інструмента і зміщені у зовнішній бік відносно колової осі тороїдального корпусу, в осьових пазах якого виконані конічні фаски, на яких різальні елементи безпосередньо закріплені між державками та тороїдальним корпусом.
Текст
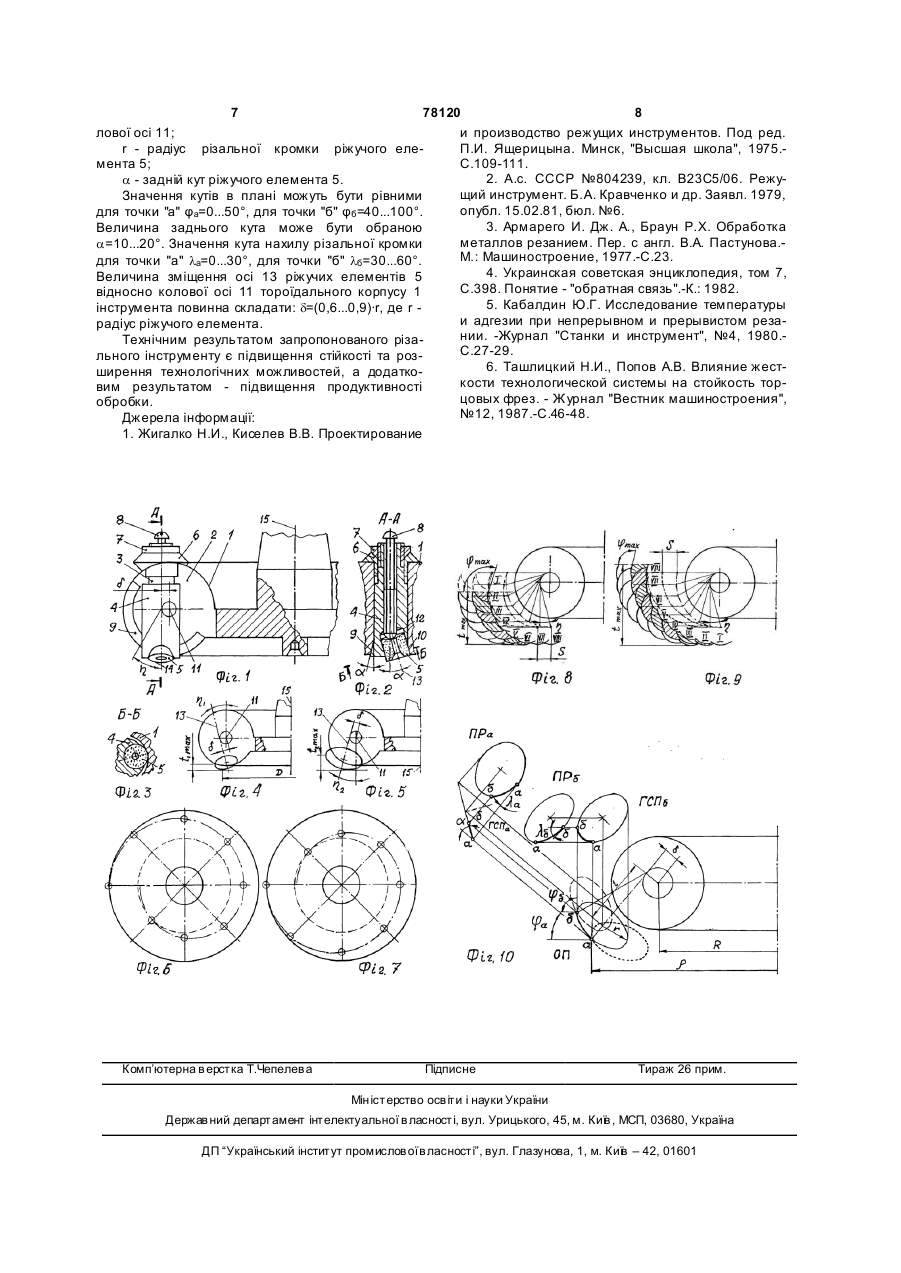
Різальний інструмент типу регульованої торцевої фрези з тороїдальним корпусом, в осьових 3 78120 4 та, що заявляється, є різальний інструмент типу лені з можливістю повороту різцеві вузли з регульованої торцевої фрези з тороїдальним корзакріпленими державками та ріжучими елементапусом, в осьових пазах якого встановлені з можми круглої форми, введені нові суттєві ознаки. Згіливістю повороту різцеві вузли з закріпленими дно з винаходом, осі ріжучих елементів розташодержавками та ріжучими елементами круглої фовані з різним подвійним нахилом до осі рми. інструмента і зміщені в зовнішній бік відносно коПроте, різальний інструмент за прототипом лової осі тороїдального корпусу, в осьових пазах має ріжучі елементи круглої форми переважно з якого виконані конічні фаски, на яких ріжучі елемеопуклими задніми поверхнями, що створюють ввінти безпосередньо закріплені між державками та гнуті поверхні різання на заготовці та збільшений тороїдальним корпусом. гідростатичний тиск [3] в зоні різання за умови Запропонована конструкція різального інструвсебічного стиску і, в тому числі, вздовж опуклої мента типу торцевої фрези з тороїдальним корпурізальної кромки. Наслідком вказаного явища є сом забезпечує отримання підвищеної стійкості за підвищення величини сили різання. Крім того, крірахунок скорочення довжини ланцюга кріплення плення ріжучих елементів відомого інструмента ріжучих елементів - безпосередньо на конічних виконується безпосередньо на державці, а останфасках тороїдального корпусу, між ним та державня, в свою чергу, закріплюється на тороїдальному кою, - що призводить до зростання жорсткості рікорпусі. Така "подовжена" послідовність кріплення зального інструмента. Крім того, великий внесок в ріжучих елементів означає невисоку жорсткість, підвищення стійкості різального інструмента дає тобто значну деформованість від сил різання. Крім відсутність позитивного зворотного зв'язку в нових того, розташування ріжучих елементів на державрізцевих вузла х, коли сила закріплення діє в тому ці, попереду контакту останньої з тороїдальним ж напрямку, що і сила різання, а деформація цих корпусом інструмента, створює миттєвий згин вузлів з ріжучими елементами не викликає їх "подержавки з додатковим заглибленням в поверхню довження" та миттєвого занурення в поверхню різання (і розширенням площі контакту) при ударізання заготовки на кожному початку різання, рах на початку кожного врізання в заготовку. Це тобто попереджує розвиток коливань при різанні. означає миттєве збільшення площі зрізу та сили Використання опуклої поверхні ріжучих елерізання. Процес носить циклічний, розвивальний, ментів круглої форми як передньої поверхні та лавинний характер. Така динамічна характеристирозташування осей ріжучих елементів з різним ка поведінки вказаних ріжучого елемента та дерподвійним нахилом до осі інструмента, а також жавки співпадає з визначенням "позитивного звозміщення в зовнішній бік відносно колової осі тороротного зв'язку" [4], дія якого пояснює розвиток та їдального корпусу інструмента, дозволяє отримати підсилення коливань, що виникають при різанні. вільне (нестиснене) косокутне різання ріжучими Наслідком розвинених коливань, збільшених елементами для окремих зрізів, які при перетвосил різання переривчастого характеру та зменшеренні на стружку мають повну свободу розширенної жорсткості кріплення ріжучих елементів є періня вздовж різальних кромок елементів. Це виклиодичне адгезійне "зварювання" та руйнування міскає зниження об'ємного (гідростатичного) тиску в тків зварювання, що призводить до підвищення зоні різання, що, як результат, призводить до змеінтенсивності зношування вказаних ріжучих еленшення сил різання. Останнє означає зменшення ментів відомого різального інструмента та зниженсилового і теплового навантаження ріжучих еленя його стійкості [3,5]. ментів, зменшення інтенсивності їх зношування і, Другим недоліком відомого за прототипом ріяк наслідок, призводить до підвищення стійкості зального інструмента є обмежене число позицій різального інструменту. регулювання розміру інструмента, оскільки на задВиконання конічних фасок в пазах тороїдальній поверхні паза корпусу створюється обмежена ного корпуса створює умови розташування ріжучих кількість виїмок, в які встановлюються втулки різелементів з безліччю положень, що дає змогу пецевих вузлів. По тій же причині на корпусі відомого реналагоджувати його на різні діаметри та/або за прототипом інструменту неможливо реалізувати глибини різання, тобто виникає можливість викорізноманітні ступінчасті схеми різання, що означає нання фрез зі стандартними схемами різання з обмежені технологічні можливості прототипу. поділом товщини зрізу (або подачі) шляхом вибору Таким чином, суттєвими недоліками різальнокута нахилу осі круглих елементів для різних їх го інструмента за прототипом є низька стійкість та діаметрів, що забезпечує різні найбільші глибини обмежені технологічні можливості. різання. Створюючи різні ступінчасті схеми різання Метою винаходу є підвищення стійкості та з поділом ширини зрізу (глибини різання) можна розширення технологічних можливостей різальнозабезпечити як різну подачу, так і глибину різання. го інструмента типу торцевої фрези. Це свідчить про розширення технологічних можВ основу винаходу поставлена задача вдосколивостей запропонованих різальних інструментів. налення різального інструмента шляхом модифіКрім того, використання різних ступінчастих кації конструкції різцевих вузлів та тороїдального схем різання дозволяє отримати зменшення чуткорпусу, а також розташування та закріплення ливості до биття ріжучих елементів 5 і досягти ріжучих елементів круглої форми, що забезпечить практично 100% участі їх в різанні, що призведе до підвищення стійкості інструмента та розширення підвищення як продуктивності обробки, так і стіййого технологічних можливостей. кості інструмента. Поставлена задача вирішується тим, що в ріТаким чином, запропонована конструкція різазальний інструмент типу торцевої фрези з тороїльного інструмента типу торцевої фрези дозволяє дальним корпусом, в осьових пазах якого встановдосягти підвищення стійкості та розширення його 5 78120 6 технологічних можливостей, а додатково - підвиДругий нахил осей 13 ріжучих елементів 5 крущення продуктивності обробки. глої форми виконується в осьовій площині відносСуть запропонованого винаходу пояснюється но осі 15 інструмента. При нахилі на кут h1 від осі кресленнями. Перелік креслень: 15 інструмента осей 13 ріжучих елементів 5 при на Фіг.1 - зовнішній вигляд різального інструвикористанні їх з обмеженими розмірами можливо менту; отримати лише невелику максимальну глибину на Фіг.2 - переріз А-А Фіг.1; різання (Фіг.4). Навпаки, при використанні великих на Фіг.3 - переріз Б-Б Фіг.2; за розмірами ріжучих елементів 5 та виконанні їх на Фіг.4 - зображення різального інструменту з нахилу на кут h2 в бік осі 15 інструменту вдається нахилом від осі кріплення ріжучих елементів обдосягти значних максимальних глибин різання межених розмірів; (Фіг.5). на Фіг.5 - зображення різального інструменту з При створенні ступінчастих схем різання ріжучі нахилом до осі кріплення ріжучих елементів велиелементи 5 розташовують на одній або декількох ких розмірів; спіралях (див. Фіг.6 та 7), а в осьовій площині на Фіг.6 - схема розташування ріжучих елемеповернутим навколо колової осі 11 на кути h (Фіг.8 нтів на спіралі, напрям якої збігається з напрямом та 9) відносно один одного. обертання інструменту; Різальний інструмент працює наступним чина Фіг.7 - схема розташування ріжучих елеменом. нтів на спіралі, напрям якої протилежний напряму Настройка різального інструмента на потрібобертання інструменту; ний діаметр традиційної схеми різання з поділом на Фіг.8 - схема зняття шарів припуску інструтовщини зрізу (подачі) виконується шляхом повоментом, починаючи від поверхні заготовки до оброту державок 4 з ріжучими елементами 5 навколо робленої поверхні деталі; колової осі 11 на кути h1, та h 2 (Фіг.4 та 5). на Фіг.9 - схема зняття шарів припуску інструНастройка різального інструмента зі ступінчасментом, починаючи від обробленої поверхні до тими схемами різання з поділом ширини зрізу поверхні заготовки; (глибини різання) залежить від напряму спіралі, на на Фіг.10 - схема знаходження величин кутів φ якій розташовані ріжучі елементи 5 по відношенню та l для крайніх точок "а" та "б" активної ділянки до напрямку обертання різального інструмента. круглої різальної кромки, де позначено: ОП - осноТак при збігу вказаних напрямків (Фіг.6) зрізання вна площина; ГСП - головна січна площина; ПР окремих шарів припуску починається від поверхні площина різання. заготовки, коли зрізуються шари І, II, III, IV, V, VI, Різальний інструмент типу регульованої торVII, VIII, і закінчується обробленою поверхнею цевої фрези має тороїдальний корпус 1, в осьових (Фіг.8). У випадку протилежних напрямів спіралі з пазах 2 якого з можливістю повороту встановлені ріжучими елементами 5 і напрямку обертання різцеві вузли 3. Останні мають державки 4 та ріжу(див. Фіг.7) зрізання окремих шарів припуску розчі елементи 5 круглої форми, шайбу 6 та гайку 7, а починається від обробленої поверхні і закінчується також регулюючий гвинт 8 (див. Фіг.1 та 2). поверхнею заготовки (Фіг.9). В осьових пазах 2 тороїдального корпусу 1, з Робота різального інструмента зі збігом вказаобох їх боків, частково виконані конічні фаски 9 та них напрямків призводить до віднімання величини 10, перша з яких служить базою для установки зі конструктивної подачі, пов'язаної з розташуванням зміщенням d в зовнішній бік відносно колової осі ріжучих елементів 5 на спіралі, від кінематичної 11 тороїдального корпусу 1 державки 4, а друга подачі, що викликає швидке наростання кута φ в для установки з нахилом під кутом a круглого (циплані та призводить до обмеження максимальної ліндричного) ріжучого елемента 5. Для закріпленглибини різання tmах (Фіг.8). В той же час, протиленя останніх в кожному з осьових пазів 2 між фасжне розташування вказаних напрямків призводить ками 10 тороїдального корпусу 1 та державками 4 до складання значень конструктивної і кінематичв кожній з них виконано нахилений циліндричний ної подач, що викликає зменшення величини кутів отвір 12, який має діаметр, рівний діаметру ріжучоφ в плані, що дозволяє експлуатувати інструмент го елемента 5 (Фіг.2 та 3) або нахилений призмопри більших значеннях глибин різання tmax (Фіг.9). вий отвір (не показаний). Нахил осі 13 ріжучого Розрахунок радіусів, на яких розташовуються елемента 5 на кут, рівний a, дозволяє отримати ріжучі елементи 5, та величин кутів φ та l можна його торцеву кромку 14 як різальну. Зміщення осі виконати для крайніх точок "а" та "б" активної ді13 ріжучого елемента 5 в зовнішній бік відносно лянки дугової різальної кромки 14 за рахунок схеколової осі 11 на величину, рівну d, дозволяє зсуми, побудованої на основі апарату нарисної геонути активну частину різальної кромки 14 також в метрії (Фіг.10). Так, радіус довільної точки зовнішній бік, що означає отримання нею нахилерізальної кромки ріжучого елемента 5 може бути визначеним за формулою: ного положення на кут l для реалізації косокутного різання (див. Фіг.10). r=R+d×cos φ+(lcos a+r·sin a)·sin φ, Закріплення кожного з настроєних різцевих вуде R - радіус колової осі 11 тороїдального корзлів 3 в пазах 2 тороїдального корпусу 1 інструмепусу 1 різального інструмента; нта виконується за допомогою шайб 6 та гайок 7. d - зміщення осі 13 ріжучих елементів 5 в зовВ кожній державці 4 встановлений регулююнішній бік відносно колової осі 11 тороїдального чий гвинт 8, за допомогою якого виставляється корпусу 1; потрібна величина консолі (вильоту) ріжучих елеφ - кут в плані даної точки різальної кромки ріментів 5 відносно тороїдального корпусу 1 інстружучого елемента 5; мента. l - довжина осі 13 ріжучого елемента 5 до ко 7 78120 8 лової осі 11; и производство режущих инструментов. Под ред. r - радіус різальної кромки ріжучого елеП.И. Ящерицына. Минск, "Высшая школа", 1975.мента 5; С.109-111. 2. А.с. СССР №804239, кл. В23С5/06. Режуa - задній кут ріжучого елемента 5. щий инструмент. Б.А. Кравченко и др. Заявл. 1979, Значення кутів в плані можуть бути рівними опубл. 15.02.81, бюл. №6. для точки "а" φa=0...50°, для точки "б" φб =40...100°. 3. Армарего И. Дж. Α., Браун Р.Х. Обработка Величина заднього кута може бути обраною металлов резанием. Пер. с англ. В.А. Пастунова.a=10...20°. Значення кута нахилу різальної кромки М.: Машиностроение, 1977.-С.23. для точки "а" lа=0...30°, для точки "б" lб =30...60°. 4. Украинская советская энциклопедия, том 7, Величина зміщення осі 13 ріжучих елементів 5 С.398. Понятие - "обратная связь".-К.: 1982. відносно колової осі 11 тороїдального корпусу 1 5. Кабалдин Ю.Г. Исследование температуры інструмента повинна складати: d=(0,6...0,9)·r, де r и адгезии при непрерывном и прерывистом резарадіус ріжучого елемента. нии. -Журнал "Станки и инструмент", №4, 1980.Технічним результатом запропонованого різаС.27-29. льного інструменту є підвищення стійкості та роз6. Ташлицкий Н.И., Попов А.В. Влияние жестширення технологічних можливостей, а додаткокости технологической системы на стойкость торвим результатом - підвищення продуктивності цовых фрез. - Журнал "Вестник машиностроения", обробки. №12, 1987.-С.46-48. Джерела інформації: 1. Жигалко Н.И., Киселев В.В. Проектирование Комп’ютерна в ерстка Т.Чепелева Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCutting tool
Назва патенту російськоюРежущий инструмент
МПК / Мітки
Мітки: різальний, інструмент
Код посилання
<a href="https://ua.patents.su/4-78120-rizalnijj-instrument.html" target="_blank" rel="follow" title="База патентів України">Різальний інструмент</a>
Різальний інструмент
Номер патенту: 19597
Опубліковано: 15.12.2006
Автори: Усачев Петро Антонович, Клочко Михайло Маркович
МПК: B23C 5/02
Мітки: інструмент, різальний
Формула / Реферат:
Різальний інструмент, який містить вузли різальних елементів, що розташовані в осьових пазах корпуса інструмента та закріплені в осьовому та радіальному напрямку, який відрізняється тим, що корпус виконаний з двох частин, а різальні елементи циліндричної форми мають циліндричні твердосплавні вставні елементи з необхідною геометрією різальної частини для знімання чорнового припуску та вставні елементи з надтвердих матеріалів для знімання...
Різальний інструмент
Номер патенту: 39574
Опубліковано: 15.06.2001
Автори: Кушніров Павло Васильович, Топорова Світлана Євгенівна
МПК: B23C 5/02
Мітки: різальний, інструмент
Формула / Реферат:
Різальний інструмент, що містить корпус, в отворах якого установлені циліндричні різальні вставки з центральними отворами, що закріплені за допомогою гвинтів, який відрізняється тим, що контактні ділянки різальних вставок iз корпусом інструмента виконано у вигляді тонкостінних втулок із гідропластмасою усередині.
Різальний інструмент

Номер патенту: 71320
Опубліковано: 15.11.2004
Автори: Гнитько Олександр Миколайович, Нечепаєв Валерій Георгійович, Івченко Тетяна Георгіївна
МПК: B23Q 11/10, B23Q 11/02
Мітки: різальний, інструмент
Формула / Реферат:
Різальний інструмент, що містить корпус із зубами і внутрішніми каналами із соплами для підведення мастильно-охолоджуючого технологічного середовища у зону різання, який відрізняється тим, що з торцевої сторони різального інструмента в осьовому каналі за допомогою різьблення закріплена втулка, у фланці якої виконані радіальні канали із соплами, при цьому осі радіальних каналів із соплами розташовані перпендикулярно осі обертання інструмента...
Збірний різальний інструмент

Номер патенту: 69800
Опубліковано: 15.09.2004
Автори: Клименко Сергій Анатолійович, Лошенков Олександр Григорович, Полонський Леонід Григорович, Муковоз Юрій Олександрович, Головня Вячеслав Дмитрович
МПК: B23B 27/16
Мітки: інструмент, збірний, різальний
Формула / Реферат:
Збірний різальний інструмент, що має державку (1), різальну пластину (2), яка закріплюється затискним гвинтом (3) та двома прихватами, один з яких виконаний у вигляді вилки (5) з двома зубами (6, 7) і встановлений у пазу (8) на передній поверхні державки (1), а другий прихват встановлений у пазу (9) на задній поверхні (10) державки (1) і виконаний у вигляді розрізної скоби (4) з двома пружними пелюстками (11, 12), що охоплюють зовнішню бокову...
Різальний інструмент
Номер патенту: 68794
Опубліковано: 16.08.2004
Автори: Гнитько Олександр Миколайович, Івченко Тетяна Георгіївна, Нечепаєв Валерій Георгійович
МПК: B23Q 11/02, B23Q 11/10
Мітки: інструмент, різальний
Формула / Реферат:
Різальний інструмент, що містить корпус із зубами і внутрішніми каналами із соплами для підведення мастильно-охолоджуючого технологічного середовища (МОТС) у зону різання, який відрізняється тим, що сопла розміщені біля ніжок зубів поза їхніми тильними частинами і спрямовані на передню поверхню цих же зубів, причому осі сопел відхилені на гострий кут α від передньої поверхні зубів і перетинають різальні кромки, а по висоті інструмента...
Попередній патент: Спосіб захисту від однофазних замикань на землю в трифазній мережі змінного струму і пристрій для його реалізації
Наступний патент: Спосіб визначення розподілу неоднорідностей структури кристала
Випадковий патент: Солодка настойка "самба"