Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 78635
Опубліковано: 25.03.2013
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович

Формула / Реферат
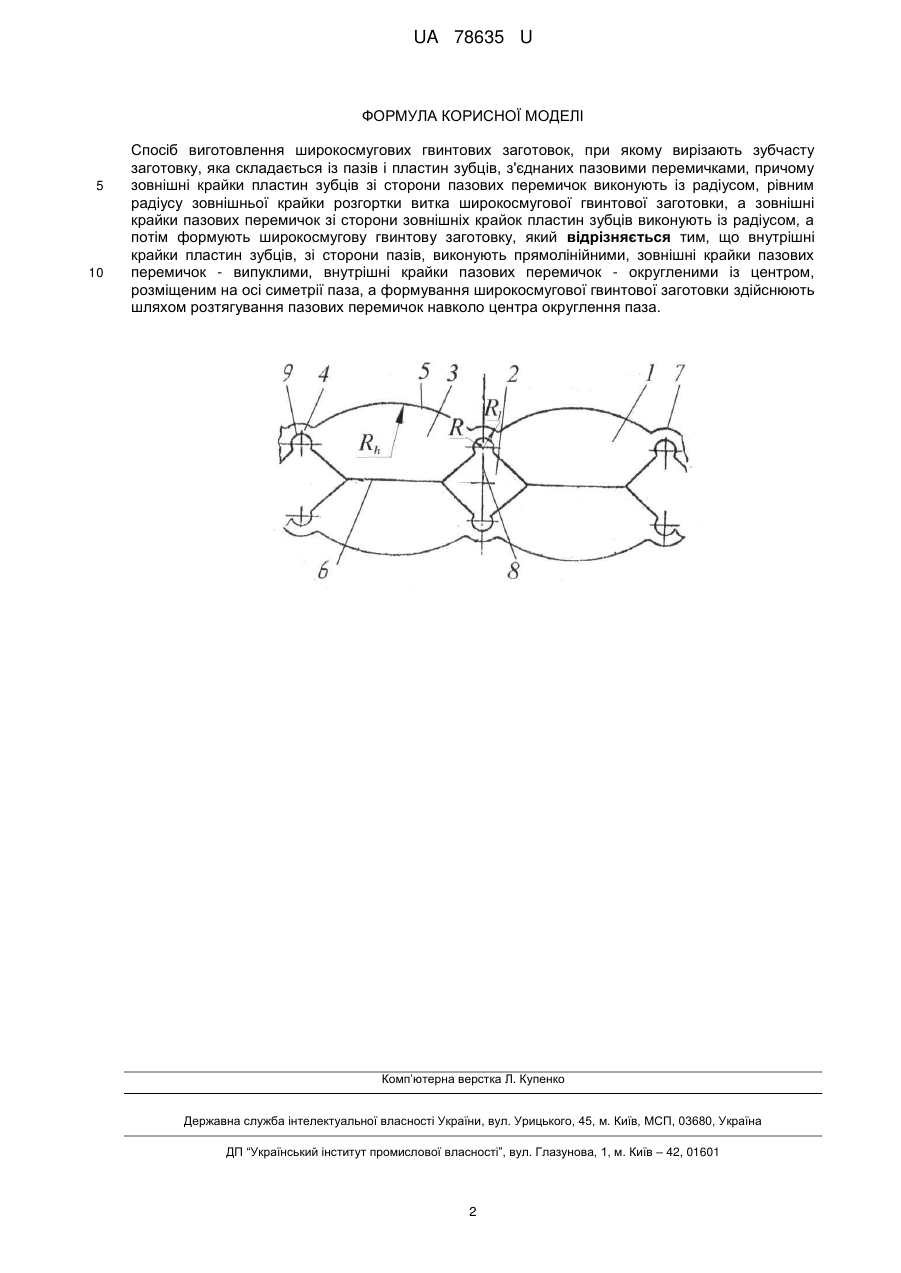
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, причому зовнішні крайки пластин зубців зі сторони пазових перемичок виконують із радіусом, рівним радіусу зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки, а зовнішні крайки пазових перемичок зі сторони зовнішніх крайок пластин зубців виконують із радіусом, а потім формують широкосмугову гвинтову заготовку, який відрізняється тим, що внутрішні крайки пластин зубців, зі сторони пазів, виконують прямолінійними, зовнішні крайки пазових перемичок - випуклими, внутрішні крайки пазових перемичок - округленими із центром, розміщеним на осі симетрії паза, а формування широкосмугової гвинтової заготовки здійснюють шляхом розтягування пазових перемичок навколо центра округлення паза.
Текст
Реферат: UA 78635 U UA 78635 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до технології машинобудування і може використовуватись для виготовлення широкосмугових гвинтових заготовок. Відомий спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, причому зовнішні крайки пластин зубців зі сторони пазових перемичок виконують із радіусом, рівним радіусу зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки, а зовнішні крайки пазових перемичок зі сторони зовнішніх крайок пластин зубців виконують із радіусом, а потім формують широкосмугову гвинтову заготовку (Пат. України на корисну модель № 64309, кл. В21D11/06, Бюл. № 21, 2011р.). Недоліком вказаного способу є висока вартість таких заготовок через значні відходи матеріалу при одержанні зубчастої заготовки та низька якість заготовок через складність деформування пазових перемичок. В основу корисної моделі поставлена задача розширити технологічні можливості та підвищити коефіцієнт використання матеріалу за рахунок забезпечення одержання широкосмугових гвинтових заготовок шляхом реалізації способу виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, причому зовнішні крайки пластин зубців зі сторони пазових перемичок виконують із радіусом, рівним радіусу зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки, а зовнішні крайки пазових перемичок зі сторони зовнішніх крайок пластин зубців виконують із радіусом, а потім формують широкосмугову гвинтову заготовку, причому внутрішні крайки пластин зубців зі сторони пазів, виконують прямолінійними, зовнішні крайки пазових перемичок - випуклими, внутрішні крайки пазових перемичок округленими із центром, розміщеним на осі симетрії паза, а формування широкосмугової гвинтової заготовки здійснюють шляхом розтягування пазових перемичок навколо центра округлення паза. На кресленні представлена схема розкрою зубчастої заготовки. Спосіб реалізується наступним чином. Із плоскої смугової заготовки вирізають зубчасту заготовку 1, яка складається із пазів 2 і пластин зубців 3, з'єднаних пазовими перемичками 4. При цьому зовнішні крайки 5 пластин зубців 3 зі сторони пазових перемичок 4 виконують із радіусом Rh, рівним радіусу зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки, а протилежні внутрішні крайки 6 пластин зубців 3 зі сторони пазів 2 виконують прямолінійними. Зовнішні крайки 7 пазових перемичок 4 зі сторони зовнішніх крайок пластин зубців 3 виконують випуклими із радіусом R1, центр якого розміщений на осі симетрії 8 паза 2. Внутрішні крайки 9 пазових перемичок виконують округленими із радіусом R із центром, також розміщеним на осі симетрії 8 паза. Таке конструктивне виконання заготовки дозволяє одночасно вирізати дві спарені зубчасті заготовки, що зменшує витрати матеріалу в зоні внутрішніх крайок пластин зубців і пазових перемичок. Вирізування може здійснюватись на лазерних розкрійних комплексах, висічних ножицях або іншими технологічними способами. Формування широкосмугової гвинтової заготовки здійснюють шляхом навивання на ребро на крок зубчастої заготовки за рахунок розтягування пазових перемичок навколо центра округлення паза, щоб центри сусідніх пластин зубців 3 розміщувались на одній лінії, яка є поздовжньою віссю витка широкосмугової гвинтової заготовки. Приклад конкретного виконання способу. Здійснювали виготовлення широкосмугової гвинтової заготовки з такими параметрами: внутрішній діаметр - 40 мм, зовнішній діаметр - 120 мм, крок - 120 мм, товщина витка -2,5 мм. Для виготовлення такої заготовки використовували зубчасту заготовку зі сплаву АМГ6М із радіусом крайок зубчастої пластини Rh=142,6 мм. Радіус випуклих зовнішніх крайок перемичок R1=20 мм, а радіус внутрішніх крайок пазових перемичок - R=6 мм. Для вирізання зубчастої заготовки використовували апарат електроплазмового вирізання "Київ-4М" (виробництво Інституту електрозварювання ім. І. Патона НАН України). Навивання на ребро та калібрування на крок такої гвинтової заготовки здійснювали на токарному верстаті мод 16К20 за допомогою відомого пристосування (Пат. України № 49377). Таким чином, запропонований спосіб дозволяє одержувати широкосмугові гвинтові заготовки, які характеризуються низькою вартістю, високим коефіцієнтом використання матеріалу, підвищеною якістю, незначними зусиллями їх формоутворення та розширеними технологічними можливостями. 60 1 UA 78635 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, причому зовнішні крайки пластин зубців зі сторони пазових перемичок виконують із радіусом, рівним радіусу зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки, а зовнішні крайки пазових перемичок зі сторони зовнішніх крайок пластин зубців виконують із радіусом, а потім формують широкосмугову гвинтову заготовку, який відрізняється тим, що внутрішні крайки пластин зубців, зі сторони пазів, виконують прямолінійними, зовнішні крайки пазових перемичок - випуклими, внутрішні крайки пазових перемичок - округленими із центром, розміщеним на осі симетрії паза, а формування широкосмугової гвинтової заготовки здійснюють шляхом розтягування пазових перемичок навколо центра округлення паза. Комп’ютерна верстка Л. Купенко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing broad-strip screw blanks
Автори англійськоюVasylkiv Vasyl Vasyliovych, Radyk Dmytro Leonidovych
Назва патенту російськоюСпособ изготовления широкополосных винтовых заготовок
Автори російськоюВасылькив Василий Васильевич, Радик Дмитрий Леонидович
МПК / Мітки
МПК: B21D 11/00
Мітки: гвинтових, спосіб, заготовок, виготовлення, широкосмугових
Код посилання
<a href="https://ua.patents.su/4-78635-sposib-vigotovlennya-shirokosmugovikh-gvintovikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення широкосмугових гвинтових заготовок</a>
Спосіб виготовлення широкосмугових гвинтових заготовок

Номер патенту: 64309
Опубліковано: 10.11.2011
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: гвинтових, широкосмугових, виготовлення, заготовок, спосіб
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, причому зовнішні крайки пластин зубців зі сторони пазових перемичок виконують із радіусом, рівним радіусу зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки, а протилежні внутрішні крайки пластин зубців, зі сторони пазів, виконують з радіусом, рівним...
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 58380
Опубліковано: 11.04.2011
Автори: Бобрик Віталій Володимирович, Олендер Володимир Михайлович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: виготовлення, спосіб, заготовок, гвинтових, широкосмугових
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, причому зовнішні крайки пластин зубців зі сторони пазових перемичок виконують із радіусом, рівним радіусу зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки, а протилежні внутрішні крайки пластин зубців, зі сторони пазів, виконують з радіусом, рівним...
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 58381
Опубліковано: 11.04.2011
Автори: Бобрик Віталій Володимирович, Олендер Володимир Михайлович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: спосіб, гвинтових, заготовок, виготовлення, широкосмугових
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, що включає вирізання зубчастої заготовки, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, причому зовнішні крайки пластин зубців зі сторони пазових перемичок виконують із радіусом, рівним радіусу зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки, а протилежні внутрішні крайки пластин зубців, зі сторони пазів, виконують з радіусом, рівним...
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 45066
Опубліковано: 26.10.2009
Автори: Босюк Павло Володимирович, Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: гвинтових, виготовлення, заготовок, спосіб, широкосмугових
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, навивають на ребро і калібрують на крок, який відрізняється тим, що у зубчастій заготовці вирізають крайки пластин зубців зі сторони пазових перемичок з радіусом, рівним радіусу зовнішньої крайки витка широкосмугової гвинтової заготовки, а протилежні крайки пластин зубців зі...
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 54203
Опубліковано: 25.10.2010
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/00
Мітки: виготовлення, широкосмугових, заготовок, спосіб, гвинтових
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із з'єднаних перемичками пластин зубців, які містять зовнішні та внутрішні крайки дугоподібної форми, формують на перемичках V-подібні гофри, навивають на ребро і калібрують на крок, який відрізняється тим, що у зубчастій заготовці вирізають зовнішні крайки пластин зубців з радіусом кривини
Попередній патент: Спосіб виготовлення секційнозварних гвинтових заготовок
Наступний патент: Спосіб реконструктивної операції після гастректомії
Випадковий патент: Спосіб визначення в кормах мікотоксинів із групи 12,13-епокси-d9-трихотеценів