Спосіб визначення раціональних конструктивно-технологічних параметрів системи охолодження екструзійної лінії для перероблення термопластичних матеріалів
Номер патенту: 78735
Опубліковано: 25.03.2013
Автори: Мікульонок Ігор Олегович, Вознюк В'ячеслав Тарасович, Крутась Інна Олександрівна

Формула / Реферат
Спосіб визначення раціональних конструктивно-технологічних параметрів системи охолодження екструзійної лінії для перероблення термопластичних матеріалів, за яким задають вихідні дані процесу охолодження, аналізують процес охолодження, визначають граничні умови, формулюють задачу, розв'язують задачу та обчислюють значення цільової функції, після чого здійснюють її порівняння з бажаним значенням, змінюють вихідні умови та математичним розрахунком встановлюють раціональні значення конструктивно-технологічних параметрів системи охолодження технологічної лінії для забезпечення потрібної температури відформованого термопластичного матеріалу за певних умов охолодження, який відрізняється тим, що температуру відформованого термопластичного матеріалу визначають як максимальну локальну й середньомасову.
Текст
Реферат: Спосіб визначення раціональних конструктивно-технологічних параметрів системи охолодження екструзійної лінії для перероблення термопластичних матеріалів, за яким задають вихідні дані процесу охолодження, аналізують процес охолодження, визначають граничні умови, формулюють задачу, розв'язують задачу та обчислюють значення цільової функції, здійснюють її порівняння з бажаним значенням, змінюють вихідні умови та математичним розрахунком встановлюють раціональні значення конструктивно-технологічних параметрів системи охолодження технологічної лінії для забезпечення потрібної температури відформованого термопластичного матеріалу за певних умов охолодження. Температуру відформованого термопластичного матеріалу визначають як максимальну локальну й середньомасову. UA 78735 U (12) UA 78735 U UA 78735 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до обладнання для перероблення полімерів і матеріалів з їх застосуванням, зокрема до способів та обладнання охолодження суцільних і порожнистих безперервних і погонних матеріалів, одержуваних екструзією, наприклад, труб і профілів. Під час виготовлення екструдованих виробів обмеженою стадією їх технології є процес охолодження від температури формування до температури в зоні приймального пристрою (тобто на "холодному" кінці лінії). Крім того, інтенсивність охолодження істотно впливає на фізико-механічні характеристики екструдованих виробів. Тому визначення раціональних конструктивно-технологічних параметрів системи охолодження екструзійної лінії для забезпечення потрібної температури по товщині екструдованого виробу в зоні приймального пристрою є достатньо актуальним завданням для одержання продукції високої якості. Найбільш близьким за технічною суттю до пропонованого технічного рішення є спосіб визначення раціональних конструктивно-технологічних параметрів системи охолодження екструзійної лінії для перероблення термопластичних матеріалів, за якого задають вихідні дані процесу охолодження, аналізують процес охолодження, визначають граничні умови, формулюють задачу, розв'язують задачу та обчислюють значення цільової функції, після чого здійснюють її порівняння з бажаним значенням, змінюють вихідні умови та математичним розрахунком встановлюють раціональні значення конструктивно-технологічних параметрів системи охолодження технологічної лінії для забезпечення потрібної температури відформованого термопластичного матеріалу за певних умов охолодження, при цьому потрібну температуру відформованого термопластичного матеріалу визначають як середньоарифметичну по його товщині [Лукач Ю.Е., Доброногова С.И., Ружинская Л.И. Алгоритм расчета устройств для термообработки изделий из термопластов: учеб. пособ. - К.: КПИ, 1984. - С. 8]. Зазначений спосіб дає змогу ефективно визначати раціональні конструктивно-технологічні параметри системи охолодження екструзійної лінії, проте лише в разі формування листових або плівкових виробів. У разі же екструзії виробів іншої форми, наприклад, труб або профілів застосування середньоарифметичної температури по їх товщині для визначення раціональних конструктивно-технологічних параметрів може бути неефективним, оскільки певну температуру по товщині виробу (наприклад, вздовж радіуса поперечного перерізу стренги або труби) матиме різна кількість матеріалу, що призведе до помилкового визначення раціональних конструктивнотехнологічних параметрів системи охолодження. В основу корисної моделі поставлено задачу вдосконалити спосіб визначення раціональних конструктивно-технологічних параметрів системи охолодження екструзійної лінії для перероблення термопластичних матеріалів, у якому забезпечується визначення найбільш раціональних конструктивно-технологічних параметрів системи охолодження екструзійної лінії. Поставлена задача вирішується тим, що в способі визначення раціональних конструктивнотехнологічних параметрів системи охолодження екструзійної лінії для перероблення термопластичних матеріалів, за якого задають вихідні дані процесу охолодження, аналізують процес охолодження, визначають граничні умови, формулюють задачу, розв'язують задачу та обчислюють значення цільової функції, після чого здійснюють її порівняння з бажаним значенням, змінюють вихідні умови та математичним розрахунком встановлюють раціональні значення конструктивно-технологічних параметрів системи охолодження технологічної лінії для забезпечення потрібної температури відформованого термопластичного матеріалу за певних умов охолодження, згідно з пропонованою корисною моделлю новим є те, що температуру відформованого термопластичного матеріалу визначають як максимальну локальну й середньомасову. Вихідними даними для обчислення температурного поля екструдованого матеріалу є: вимірювані значення температури розплаву на виході з екструдера й швидкості руху екструдованого матеріалу, а також такі дані як умови термообробки (вільна або вимушена конвекція); тип теплоносія (вода, повітря, водно-повітряна суміш); форма і розміри поперечного перерізу матеріалу; температура теплоносія; властивості теплоносія (теплопровідність, кінематична в'язкість, характеристичне число Прандтля) як функції температури; теплофізичні властивості оброблюваного матеріалу (густина, масова теплоємність, теплопровідність) як функції температури (або відповідні властивості компонентів матеріалу, а також його якісний і кількісний склад); якщо конвекція вимушена, то швидкість руху теплоносія і напрям його руху відносно екструдованого матеріалу; довжина ділянки охолодження; допустима кінцева середня або максимальна локальна температура екструдованого матеріалу. Якщо розрахунок перевірний, то цільовою функцією є загальна тривалість і поточний час перебування матеріалу в системі охолодження, а якщо розрахунок проектний - поточна довжина ділянки системи охолодження. 1 UA 78735 U 5 10 15 20 25 30 35 40 45 Так, під час гранулювання однією з причин отримання продукції низької якості, зокрема утворення в тарному мішку агломератів і грудок гранул, непридатних без додаткової обробки для подальшого живлення екструзійного обладнання є нагрівання поверхні гранул та їх взаємне злипання. Це відбувається через поступове вирівнювання температури гранул по радіусу в умовах, коли внаслідок взаємного контакту великої кількості гранул матеріалу з низькою теплопровідністю майже відсутній їх теплообмін з оточуючим повітрям. Крім того, після закупорювання заповненого гранулами тарного мішка наявна на гранулах волога не випаровується в оточуюче середовище, а залишається на поверхні гранул, що також знижує їх якість і часто передбачає необхідність додаткового підсушування гранул перед їх використанням. Таким чином відносно низька температура поверхні стренг під час їх гранулювання є необхідною, але недостатньою умовою одержання якісних гранул. Тому потрібно враховувати в першу чергу середню температуру стренг після їх охолодження. У той же час середньоарифметичне значення температури стренг (по їх радіусу) дає завищене значення температури в разі її вирівнювання по всьому об'єму стренги, а отже надмірний час охолодження стренги і завищену довжину системи охолодження і таким чином збільшену матеріалоємність та енергоємність обладнання (тобто визначені конструктивно-технологічні параметри не будуть раціональними). Приклад Було проаналізовано процес охолодження стренги діаметром 4 мм під час гранулювання відходів виробництва поліетилену високого тиску марки 10803-020 ГОСТ 16337-77. Початкова температура стренги на виході з формувальної стренгової головки становила 170 °C, а температура води в системі охолодження становила 20,8 °C. У результаті обчислення за запропонованим способом наприкінці ділянки охолодження для 11 точок по радіусу стренги (крок розрахунку по радіусу становить dr = 0,2 мм) отримано такий розподіл температури, °C: 59; 58,5; 57; 55; 52; 48; 44; 39; 34; 29; 23. Середня температура стренги, обчислена за пропонованим способом (тобто з урахуванням маси матеріалу на певному радіусі стренги), становить 39,6 °C, а максимальна локальна - 59 °C. Для порівняння середньоарифметичне значення температури, обчислене за відомим способом [згаданий посібник Лукача Ю.Е. та ін.], становить 45,3 °C. Таким чином, довжина системи охолодження може бути зменшена, тому відпадає потреба в переохолодженні стренги, а також знижується матеріало- та енергоємність системи охолодження й лінії в цілому. Зазначений спосіб забезпечує визначення дійсно раціональних конструктивно-технологічних параметрів системи охолодження екструзійної лінії. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб визначення раціональних конструктивно-технологічних параметрів системи охолодження екструзійної лінії для перероблення термопластичних матеріалів, за яким задають вихідні дані процесу охолодження, аналізують процес охолодження, визначають граничні умови, формулюють задачу, розв'язують задачу та обчислюють значення цільової функції, після чого здійснюють її порівняння з бажаним значенням, змінюють вихідні умови та математичним розрахунком встановлюють раціональні значення конструктивно-технологічних параметрів системи охолодження технологічної лінії для забезпечення потрібної температури відформованого термопластичного матеріалу за певних умов охолодження, який відрізняється тим, що температуру відформованого термопластичного матеріалу визначають як максимальну локальну й середньомасову. Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for determining rational design and technological parameters of cooling system of extrusion line for processing thermoplastic materials
Автори англійськоюMikulionok Ihor Olehovych, Vozniuk Viacheslav Tarasovych, Krutas Inna Oleksandrivna
Назва патенту російськоюСпособ определения рациональных конструктивно-технологических параметров системы охлаждения экструзионной линии для переработки термопластичных материалов
Автори російськоюМикуленок Игорь Олегович, Вознюк Вячеслав Тарасович, Крутась Инна Александровна
МПК / Мітки
МПК: B29C 47/88, B29C 35/16
Мітки: перероблення, спосіб, лінії, раціональних, екструзійної, конструктивно-технологічних, параметрів, системі, визначення, термопластичних, охолодження, матеріалів
Код посилання
<a href="https://ua.patents.su/4-78735-sposib-viznachennya-racionalnikh-konstruktivno-tekhnologichnikh-parametriv-sistemi-okholodzhennya-ekstruzijjno-lini-dlya-pereroblennya-termoplastichnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення раціональних конструктивно-технологічних параметрів системи охолодження екструзійної лінії для перероблення термопластичних матеріалів</a>
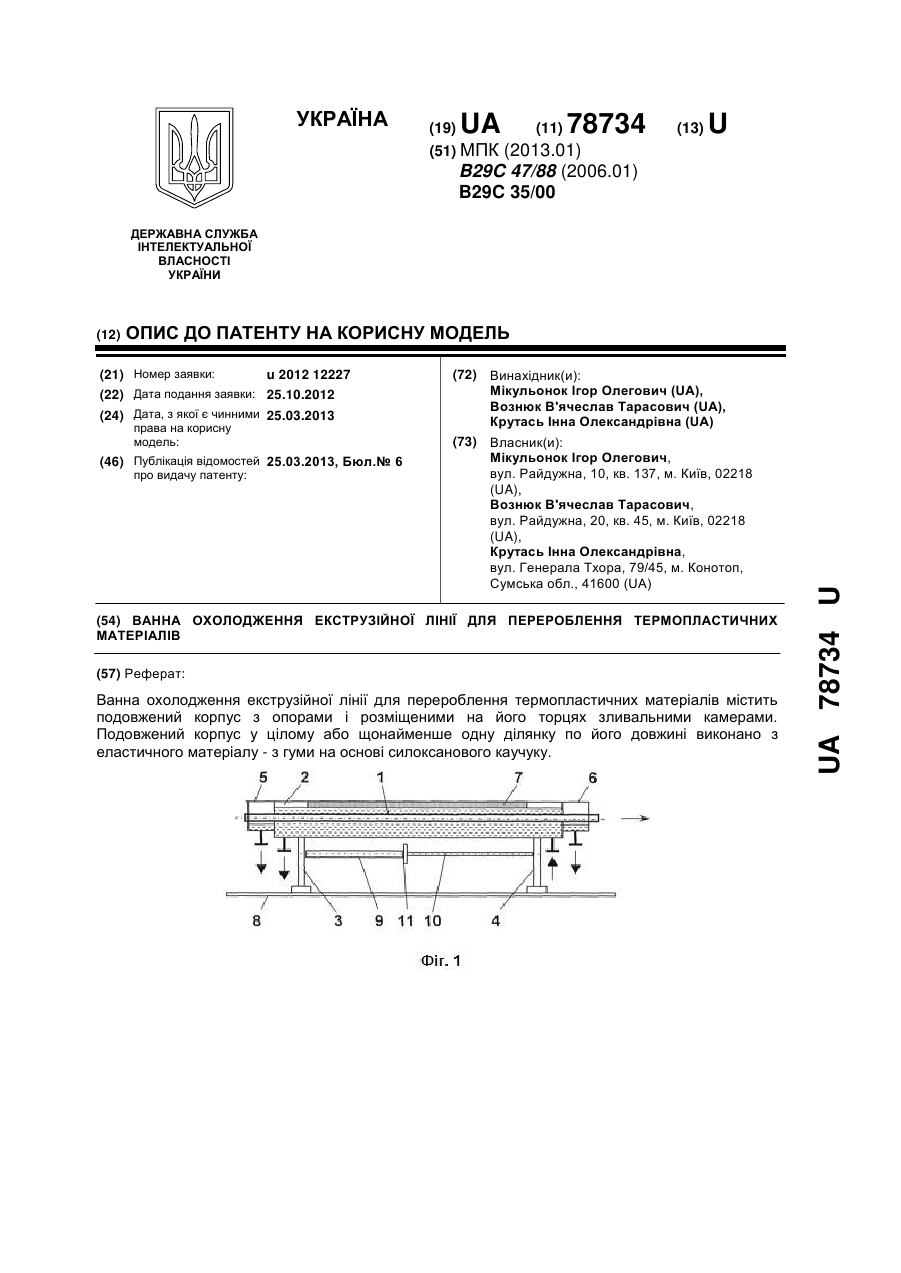
Ванна охолодження екструзійної лінії для перероблення термопластичних матеріалів
Номер патенту: 78734
Опубліковано: 25.03.2013
Автори: Мікульонок Ігор Олегович, Вознюк В'ячеслав Тарасович, Крутась Інна Олександрівна
МПК: B29C 47/88, B29C 35/00
Мітки: матеріалів, лінії, екструзійної, ванна, перероблення, охолодження, термопластичних
Формула / Реферат:
Ванна охолодження екструзійної лінії для перероблення термопластичних матеріалів, що містить подовжений корпус з опорами і розміщеними на його торцях зливальними камерами, яка відрізняється тим, що подовжений корпус у цілому або щонайменше одну ділянку по його довжині виконано з еластичного матеріалу, наприклад з гуми на основі силоксанового каучуку.
Спосіб визначення раціональних конструктивно-експлуатаційних параметрів піщаних фільтрів для очищення нафтовмісних вод
Номер патенту: 51488
Опубліковано: 26.07.2010
Автори: Істоміна Вікторія Валеріївна, Істомін Валерій Іванович, Хохлов Володимир Володимирович
МПК: B01D 17/00, G05B 13/00
Мітки: нафтовмісних, визначення, піщаних, фільтрів, раціональних, конструктивно-експлуатаційних, вод, спосіб, параметрів, очищення
Формула / Реферат:
Спосіб визначення раціональних конструктивно-експлуатаційних параметрів піщаних фільтрів для очищення нафтовмісних вод, який характеризується тим, що на основі інструментальних вимірів конструктивно-експлуатаційних параметрів піщаних фільтрів визначають функцію зміни концентрації нафтопродуктів в очищеній воді після піщаного фільтра в залежності від конструктивно-експлуатаційних параметрів, а саме висоти шару піску, питомої пропускної...
Спосіб визначення оптимальних конструктивно-технологічних параметрів преса-гранулятора
Номер патенту: 30058
Опубліковано: 11.02.2008
Автори: Штефан Євген Васильович, Риндюк Дмитро Вікторович
МПК: B01J 2/00
Мітки: оптимальних, спосіб, параметрів, конструктивно-технологічних, визначення, преса-гранулятора
Формула / Реферат:
Спосіб визначення оптимальних конструктивно-технологічних параметрів преса-гранулятора, який включає аналіз процеса грануляції методом екструзії, вибір параметра, формулювання задачі, розв'язування задачі та визначення плану розподілу параметрів грануляції, який відрізняється тим, що проводиться встановлення граничних обмежень -діаметр отвору, кут нахилу фаски, тиск при екструзії, вологість сировини, довжина отвору, статистична оцінка...
Спосіб визначення оптимальних технологічних параметрів обробки конструкційних матеріалів
Номер патенту: 16732
Опубліковано: 15.08.2006
Автори: Філіппова Марина В`ячеславівна, Волошко Оксана Вячеславовна, Вислоух Сергій Петрович
МПК: B23Q 15/00
Мітки: матеріалів, визначення, оптимальних, технологічних, обробки, конструкційних, спосіб, параметрів
Формула / Реферат:
Спосіб визначення оптимальних технологічних параметрів обробки конструкційних матеріалів, який полягає в тому, що на вибраному перетині зрізу при постійній для всіх швидкостей довжині різання вимірюють термоелектрорушійну силу, який відрізняється тим, що додаткого вимірюють складові сили різання, потужність різання, величину зношення інструмента, точність та шорсткість обробленої поверхні при проведенні короткочасних експериментальних...
Спосіб визначення раціональних параметрів масових вибухів в кар’єрі

Номер патенту: 65928
Опубліковано: 25.03.2008
Автори: Долинський Віталій Андрійович, Юрченко Аннета Анатоліївна
МПК: F42D 7/00
Мітки: масових, вибухів, параметрів, кар'єрі, раціональних, визначення, спосіб
Формула / Реферат:
Спосіб визначення раціональних параметрів масових вибухів в кар'єрі, що включає вибір питомої витрати вибухової речовини, діаметра свердловинних зарядів та співвідношення заповнення свердловини вибухівкою та набивкою, який відрізняється тим, що попередньо проводять серію вибухів, в кожному із яких параметри свердловинних зарядів вибирають змінними в заданому діапазоні, вимірюють при цьому висоту пилогазової хмари та ступінь подрібнення...
Попередній патент: Ванна охолодження екструзійної лінії для перероблення термопластичних матеріалів
Наступний патент: Ферментний потенціометричний біосенсор для визначення концентрації l-аргініну у водних розчинах
Випадковий патент: Спосіб швидкого трифазного автоматичного повторного включення ліній електропередачі з поперечною компенсацією