Спосіб виробництва заготівок
Номер патенту: 7889
Опубліковано: 26.12.1995
Автори: Крикунов Борис Петрович, Корінь Андрій Олександрович, Кукуй Давид Пенхусович, Губайдулін Вячеслав Фуатович, Следнев Володимір Петрович, Шульгін Григорій Митрофанович, Лістопад Володимір Іванович
Формула / Реферат
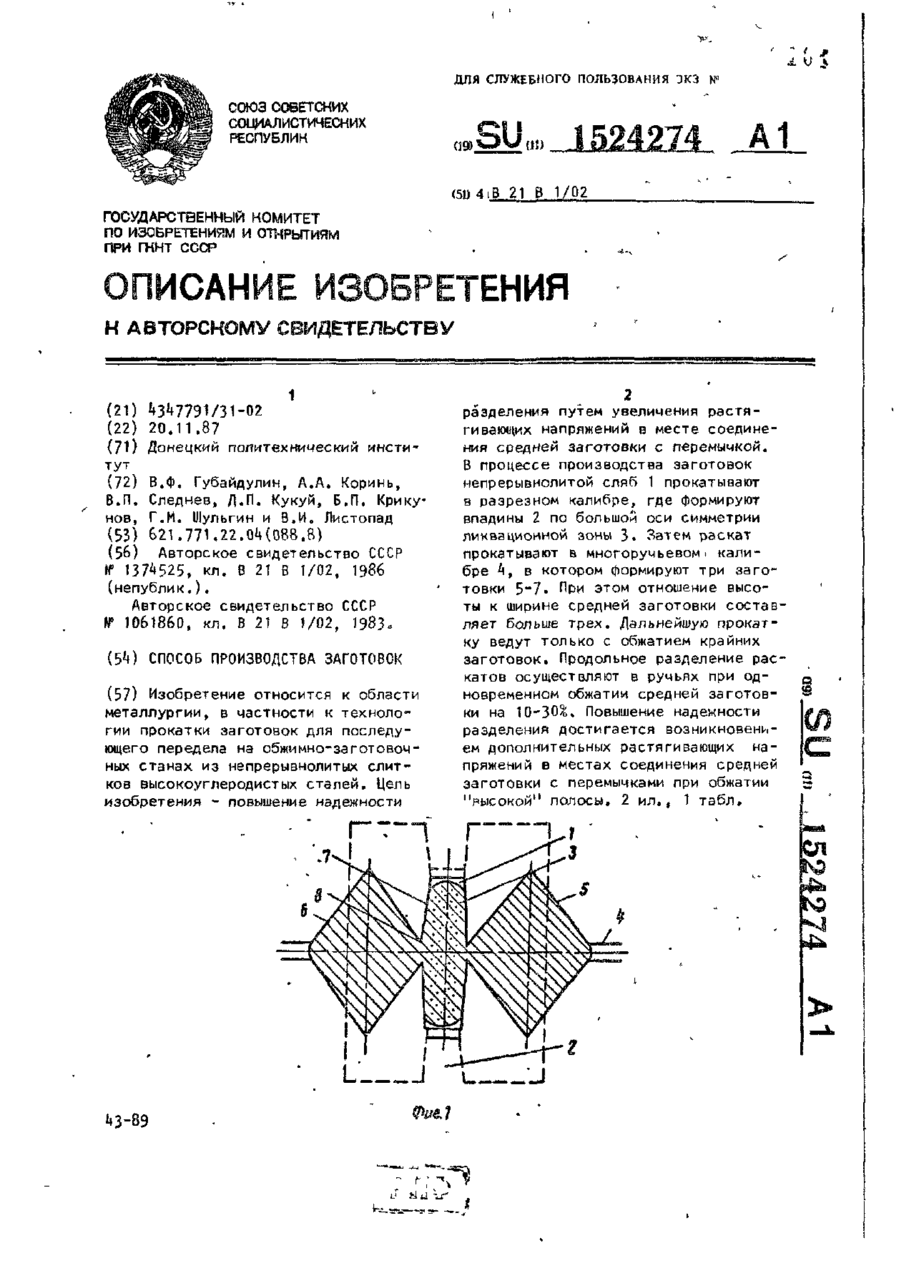
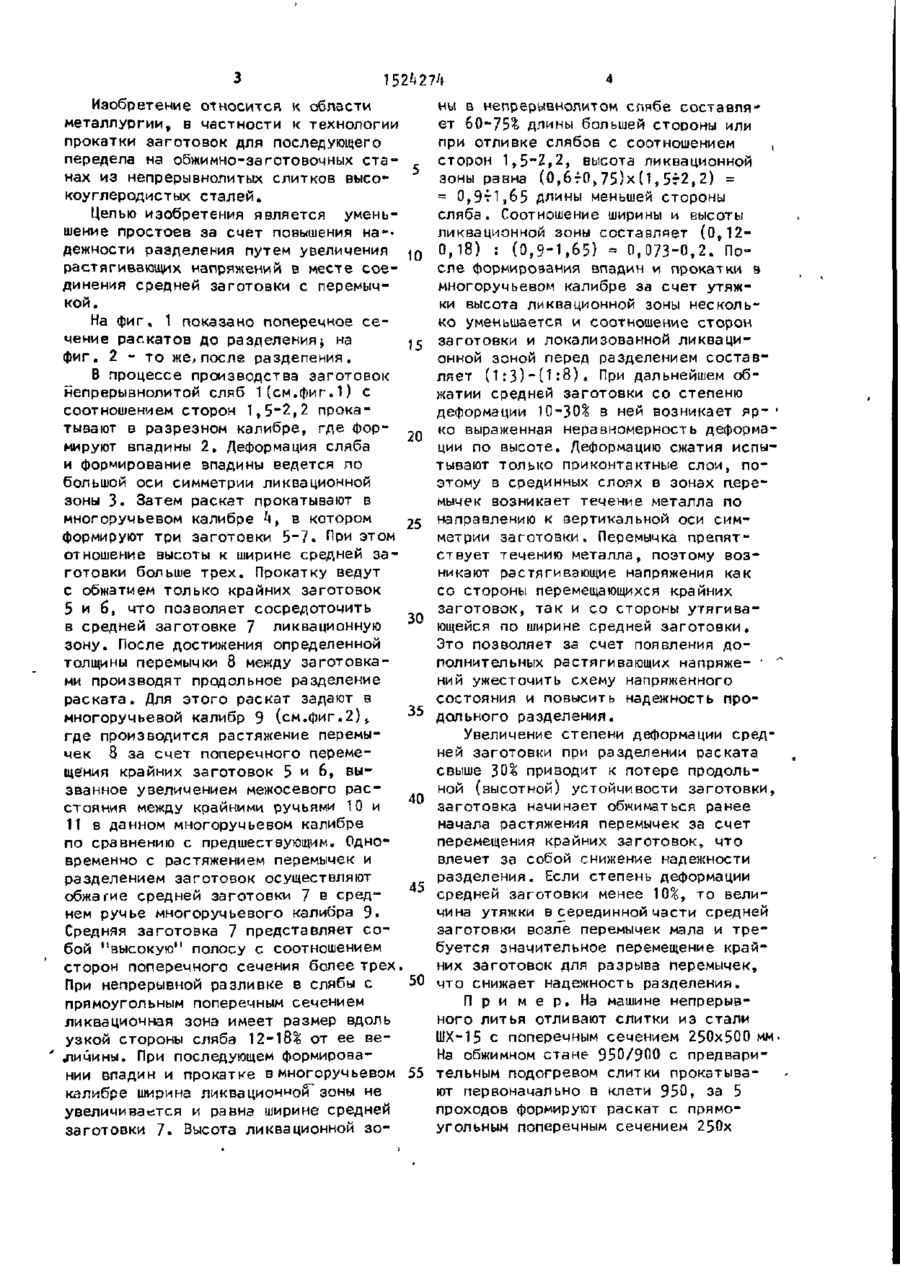
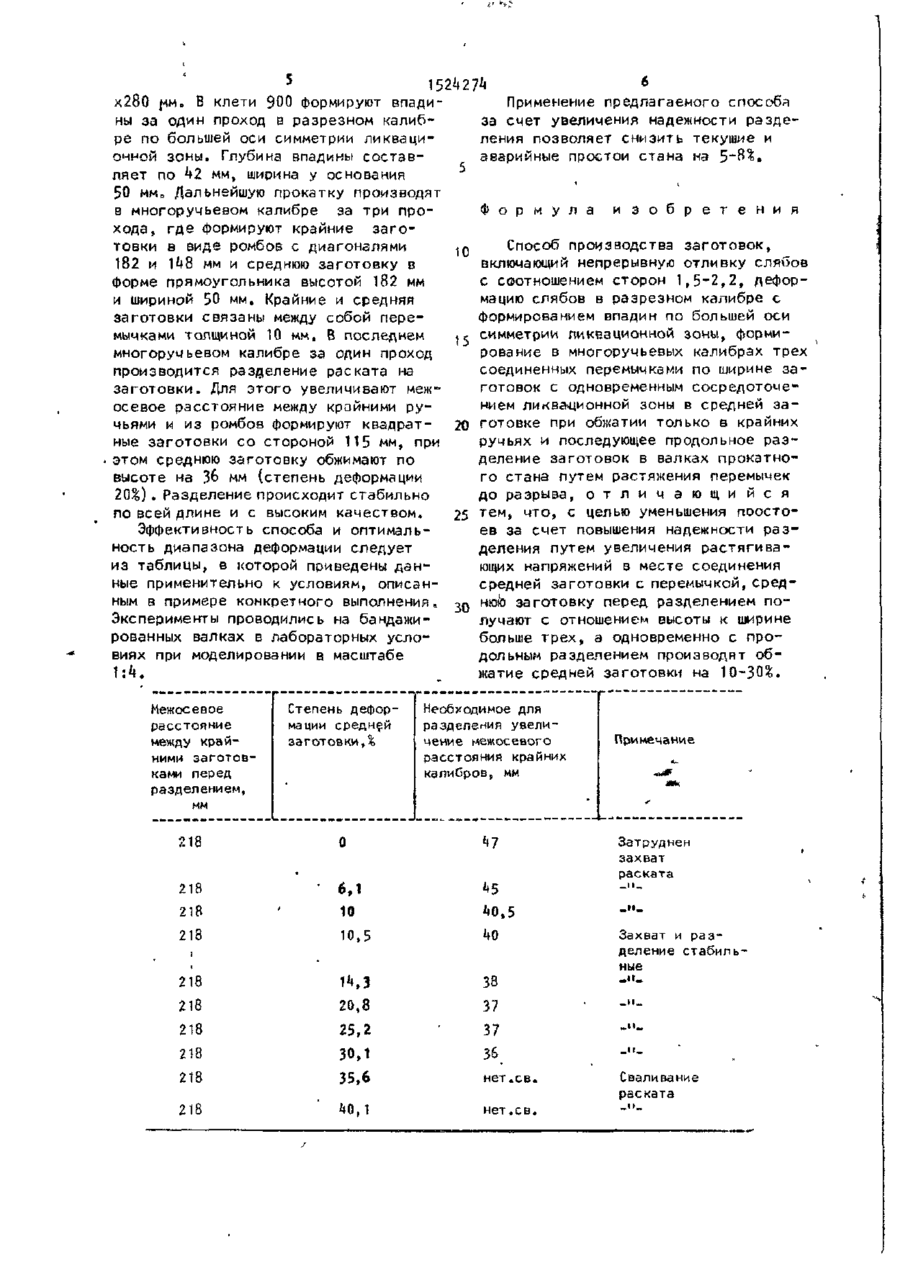
Способ производства заготовок, включающий непрерывную отливку слябов с соотношением сторон 1,5-2,2, деформацию слябов в разрезном калибре с формированием впадин по большей оси симметрии ликвационной зоны, формирование в многоручьевых калибрах трех соединенных перемычками по ширине заготовок с одновременным сосредоточением ликвационной зоны в средней заготовке при обжатии только в крайних ручьях в последующее продольное разделение заготовок в валках прокатного стана путем растяжения перемычек до разрыва, отличающийся тем, что, с целью уменьшения простоев за счет повышения надежности разделения путем увеличения растягивающих напряжений в месте соединения средней заготовки с перемычкой, среднюю заготовку перед разделением получают с отношением высоты к ширине больше трех, а одновременно с продольным разделением производят обжатие средней заготовки на 10-30%.
Текст
Изобретение относится к области металлургии, в частности к технологии прокатки заготовок для последующего передела на обжимно-заготовочных станах из непрерывнолитых слитков высокоуглеродистых сталей. Цель изобретения - повышение надежности разделения путем увеличения растягивающих напряжений в месте соединения средней заготовки с перемычкой. В процессе производства заготовок непрерывнолитой сляб 1 прокатывают в разрезном калибре, где формируют впадины 2 по большой оси симметрии ликвационной зоны 3. Затем раскат прокатывают в многоручьевомционной зоны в средней з а 20 готовке при обжатии только в крайних ручьях и последующее продольное разделение заготовок в валках прокатного стана путем растяжения перемычек до разрыва, о т л и ч а ю щ и й с я 25 тем, ч т о , с целью уменьшения поостоев за счет повышения надежности р а з деления путем увеличения растягивающих напряжений в месте соединения средней заготовки с перемычкой, сред• п нюю заготовку перед разделением поэ лучают с отношением высоты к ширине больше т р е х , а одновременно с продольным разделением производят обжатие средней заготовки на 10-30%. 10 Необходимое для разделения увеличение межосевого расстояния крайних калибров, мм Примечание мм 218 218 47 218 6,1 10 218 10,5 40,5 40 218 14,3 38 218 20,8 37 218 25,2 218 30,1 37 36 218 35,6 нет.св. 218 40,1 нет.св. Затруднен захват раската —• і— і . . . . Захват и разделение стабиль ные _м_ Сваливание раската 152427*» * і • Редактор А. Кондрахина Составитель Б, Скоробойский Техред М.Дидык Корректор С. Черни Заказ 2233/ДСП Тираж 298 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб. , д . Ч/'Ь Производственно-издательский комбинат "Патент", г.Ужгород, ул.Гагарина, 10
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing billets
Автори англійськоюHubaidulin Viacheslav Fuatovych, Korin Andrii Oleksandrovych, Slednev Volodymir Petrovych, Kukui Davyd Penhusovych, Kukuj Davyd Penkhusovych, Kukui Davyd Penkhusovych, Krikunov Borys Petrovych, Shulhin Hryhoryi Mytrofanovych, Listopad Volodymir Ivanovych
Назва патенту російськоюСпособ производства заготовок
Автори російськоюГубайдулин Вячеслав Фуатович, Коринь Андрей Александрович, Следнев Владимир Петрович, Кукуй Давид Пенхусович, Крикунов Борис Петрович, Шульгин Григорий Митрофанович, Листопад Владимир Иванович
МПК / Мітки
МПК: B21B 1/02
Мітки: виробництва, заготівок, спосіб
Код посилання
<a href="https://ua.patents.su/4-7889-sposib-virobnictva-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва заготівок</a>
Спосіб виробництва прокатних заготівок
Номер патенту: 8079
Опубліковано: 26.12.1995
Автори: Грєкін Роман Наумович, Шульгін Григорій Митрофанович, Губайдулін Вячеслав Фуатович, Овсій Едуард Вікторович, Кукуй Давид Пенхусович
МПК: B21B 1/02
Мітки: виробництва, прокатних, заготівок, спосіб
Формула / Реферат:
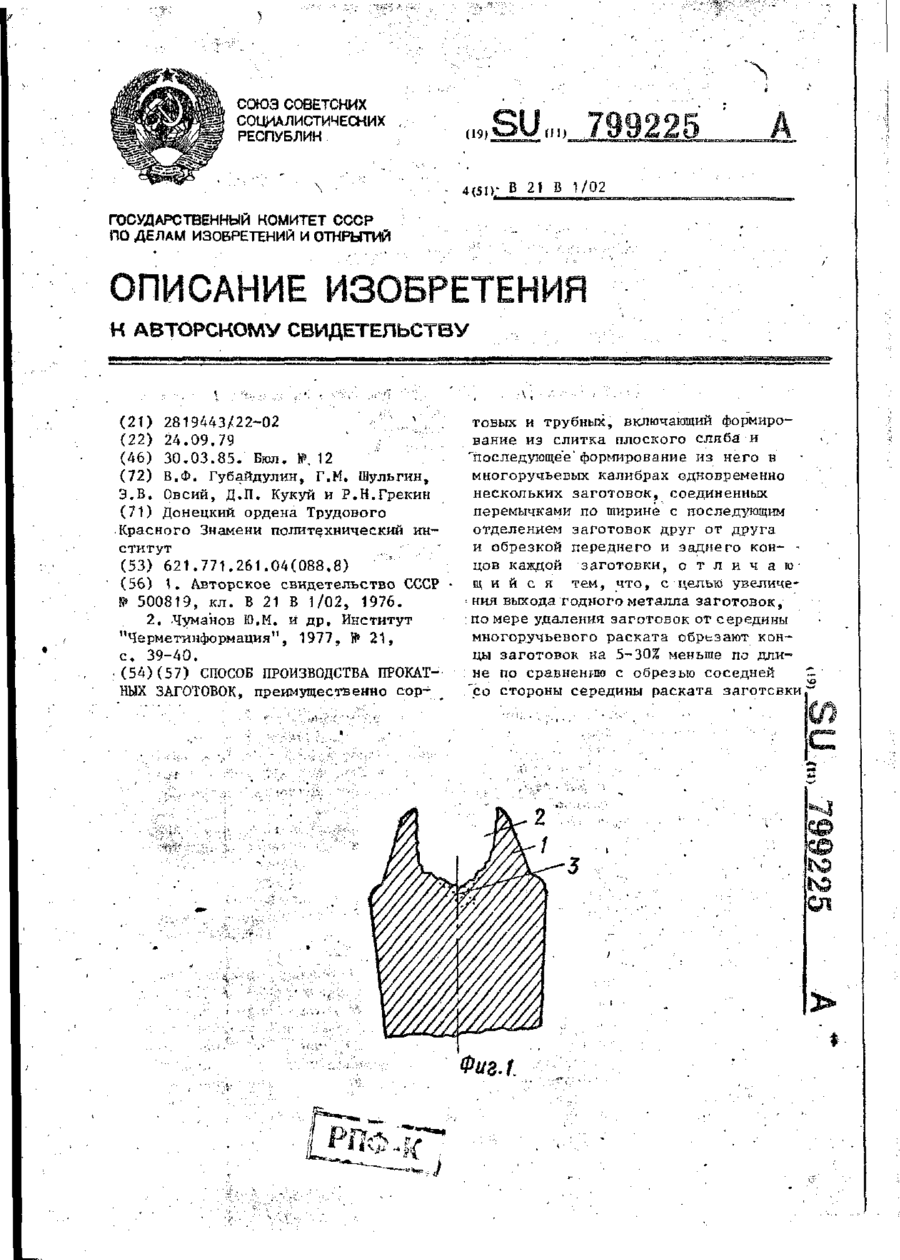
Способ производства прокатных заготовок, преимущественно сортовых и трубных, включающий формирование из слитка плоского сляба и последующее формирование из него в многоручьевых калибрах одновременно нескольких заготовок, соединенных перемычками по ширине с последующим отделением заготовок друг от друга и обрсзов переднего и заднего концов каждой заготовки, отличающийся тем, что с целью увеличения выхода годного металла заготовок, по мере...
Спосіб прокатки заготівок
Номер патенту: 7906
Опубліковано: 26.12.1995
Автори: Шульгін Григорій Митрофанович, Максаков Анатолій Іванович, Левічев Павло Олексійович, Губайдулін Вячеслав Фуатович, Корінь Андрій Олександрович
МПК: B21B 1/02
Мітки: заготівок, спосіб, прокатки
Формула / Реферат:
Способ прокатки заготовок по авт. св. № 888365, отличающийся тем, что, с целью улучшения качества мест разделения и упрощения отделения заготовок при формировании многоручьевого раската в виде трех неравноосных заготовок, соединенных перемычками по большим осям, разделение заготовок осуществляют срезом перемычек, при этом одновременно смещают среднюю заготовку относительно крайних в направлении, перпендикулярном общей оси раската, и...
Спосіб прокатки заготівок з неперервнолитих сталей
Номер патенту: 7890
Опубліковано: 26.12.1995
Автори: Губайдулін Вячеслав Фуатович, Корінь Андрій Олександрович, Левицький Анатолій Петрович, Следнев Володимір Петрович, Кукуй Давид Пенхусович
МПК: B21B 1/02
Мітки: заготівок, спосіб, сталей, неперервнолитих, прокатки
Формула / Реферат:
Способ прокатки заготовок из непрерывнолитых сталей, включающий деформацию слябов в направлении большей оси симметрии ликвацион-ной зоны на гладкой бочке в несколько проходов на первом этапе, последующую деформацию в многоручьевом калибре с формированием впадин трапециевидной формы в средней части граней, контактирующих с валками, и сосредоточением ликвационной зоны в средней части заготовки на втором этапе, отличающийся тем, что, с целью...
Спосіб прокатки-розділення
Номер патенту: 7903
Опубліковано: 26.12.1995
Автори: Губайдулін Вячеслав Фуатович, Шульгін Григорій Митрофанович, Толпа Анатолій Андрійович, Кукуй Давид Пенхусович
МПК: B21B 1/02
Мітки: спосіб, прокатки-розділення
Формула / Реферат:
Способ прокатки-разделения, включающий последовательное формирование из непрерывнолитого слитка с соотношением сторон 1,5-2,2 в многоручьевых калибрах одновременно трех, соединенных перемычками по ширине заготовок с обжатием слитка по узким граням с локализацией зоны повышенной неоднородности в средней заготовке и последующее разделение заготовок путем растяжения перемычек до разрыва, отличающийся тем, что, с целью сокращения объема...
Спосіб прокатки заготівок
Номер патенту: 7901
Опубліковано: 26.12.1995
Автори: Бабанко Михайло Антонович, Дишковець Геннадій Анатолійович, Левічев Павло Олексійович, Шульгін Григорій Митрофанович, Максаков Анатолій Іванович, Костюченко Михайло Іванович, Губайдулін Вячеслав Фуатович, Тільга Степан Сергійович, Нечепоренко Володимир Андрійович
МПК: B21B 1/02
Мітки: заготівок, прокатки, спосіб
Формула / Реферат:
1. Способ прокатки заготовок по авт. св. № 888365, отличающийся тем, что, с целью повышения технологичности процесса и уменьшения расхода валков, раскат формируют состоящим из прямоугольных заготовок, соединенных между собой перемычками по узким граням, а локальную деформацию металла в районе перемычек производят до соприкосновения узких граней по всей их ширине, после чего продольное разделение заготовок осуществляют прокаткой раската в...
Попередній патент: Лазерний світлостимулюючий пристрій
Наступний патент: Пристрій для розігріву нафтопродуктів в цистернах при зливі
Випадковий патент: Фрикційна муфта