Спосіб прокатки-розділення
Номер патенту: 7903
Опубліковано: 26.12.1995
Автори: Губайдулін Вячеслав Фуатович, Кукуй Давид Пенхусович, Шульгін Григорій Митрофанович, Толпа Анатолій Андрійович
Формула / Реферат
Способ прокатки-разделения, включающий последовательное формирование из непрерывнолитого слитка с соотношением сторон 1,5-2,2 в многоручьевых калибрах одновременно трех, соединенных перемычками по ширине заготовок с обжатием слитка по узким граням с локализацией зоны повышенной неоднородности в средней заготовке и последующее разделение заготовок путем растяжения перемычек до разрыва, отличающийся тем, что, с целью сокращения объема зачистки заготовок без ликвационных макродефектов, перед разделением в зоне сочленения заготовок грани средней заготовки выполняют наклонными под углом к вертикальной оси, составляющим менее 45° и равным 1,4-2,1 величины угла наклона к вертикальной оси сочлененной грани крайней заготовки, а угол между гранями смежных заготовок выполняют не менее 60°.
Текст
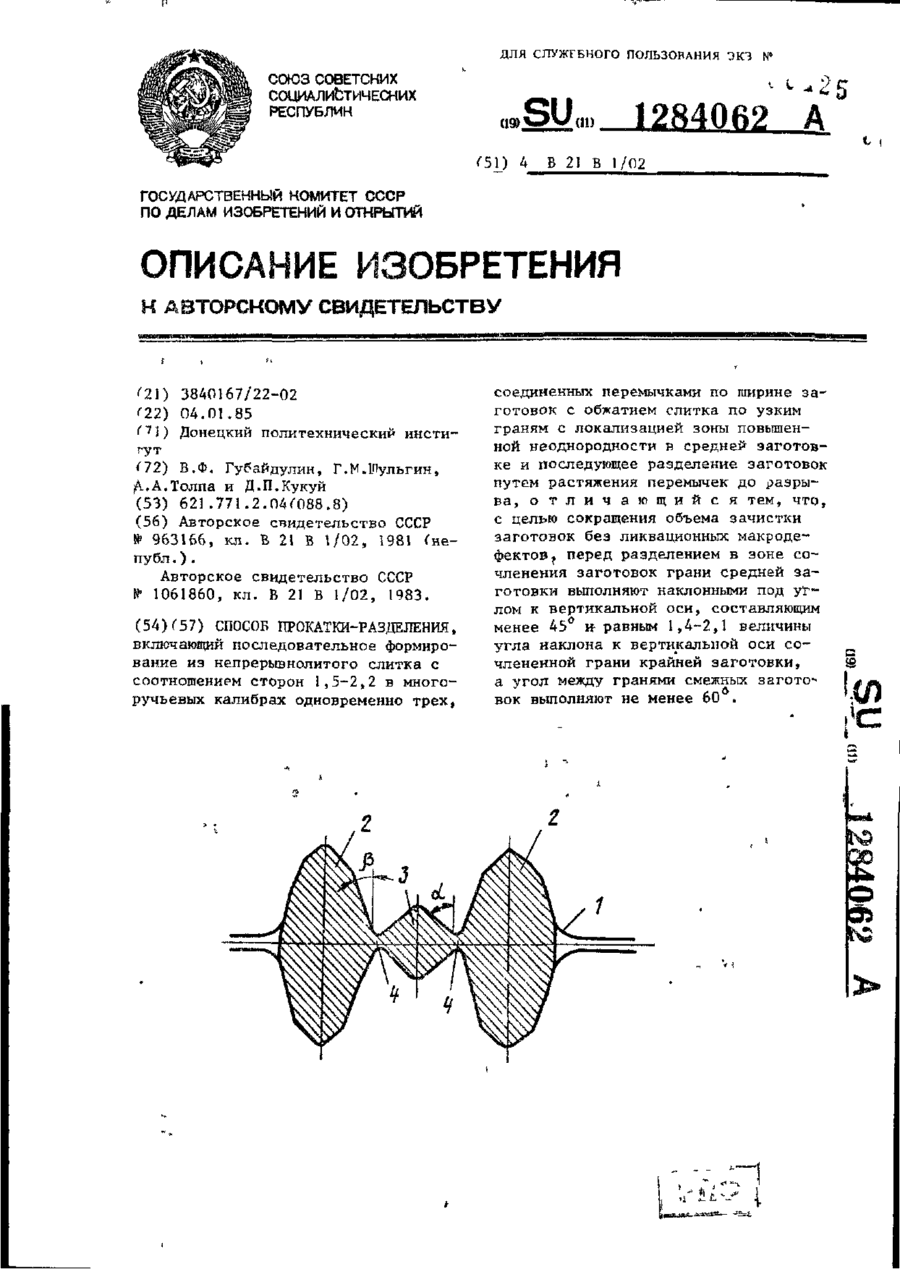
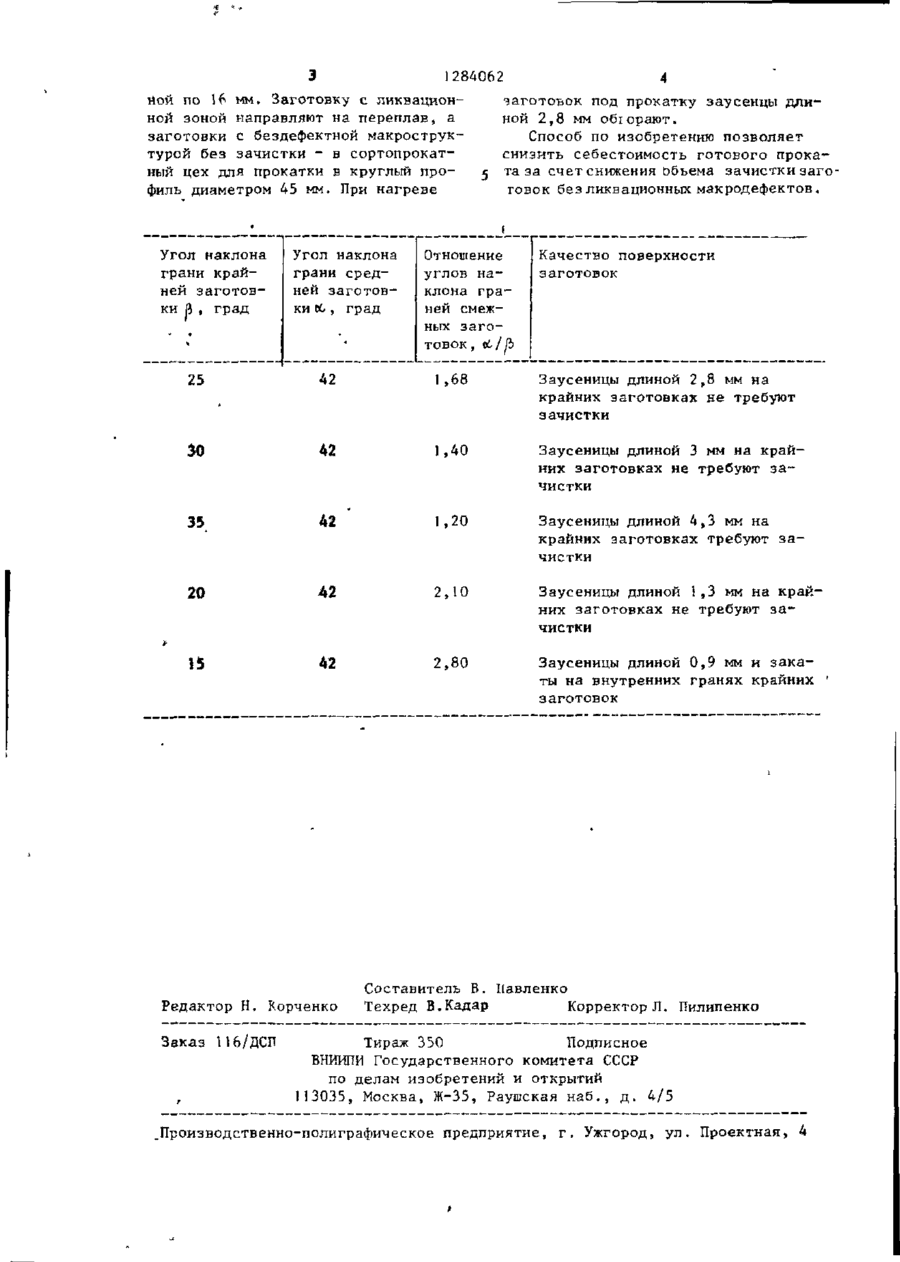
СПОСОБ ПРОКАТКИ-РАЗДЕЛЕНИЯ, включающий последовательное формирование иэ непрерывнолитого слитка с соотношением сторон 1,5-2,2 в многоручьевых калибрах одновременно трех, соединенных перемычками по ширине заготовок с обжатием слитка по узким граням с локализацией зоны повышенной неоднородности в средней заготовке и последующее разделение заготовок путем растяжения перемычек до разрыва, о т л и ч а ю щ и й с я тем, что, с целью сокращения объема зачистки заготовок без ликвационных макродефектовт перед разделением в зоне сочленения заготовок грани средней заготовки выполняют наклонными под углом к вертикальной оси, составляющим менее 45° и равным 1,4-2,1 величины угла наклона к вертикальной оси сочлененной грани крайней заготовки, а угол между гранями смежных заготовок выполняют не менее 60 . с 1 128406? Изобретение относится к области разивный износ и скалывание тонких металлургии и может быть использовабуртов. Кроме того, уменьшение этого но при производстве заготовок на обугла вызывает уменьшение угла [ , что І жимных и заготовочных станах из неприводит к образованию закатов в зопрерывнолитых слитков сталей с широ- 5 не сочленения на крайних заготовках ким температурным интервалом кристализ-за возможности сдвига поверхностлизации. ных слоев металла при прокатке. Целью изобретения является сокраП р и м е р . На машине непрерывнощение объема зачистки заготовок без го литья отливают слитки с поперечным ликвационных макродефектов. ' 10 сечением 250x500 мм из стали 1ЮС-15. На чертеже показано поперечное сеПосле отливки и прорезки слитки нагречение многоручьевого раската перед вают до 1-200 С и прокатывают на реего продольным разделением. версивном стане 950/900. В клети 950 В процессе осуществления способа за три пропуска формируют раскат с понепрерывнолитои слиток с отношением Ї5 перечным сечением 230x255 мм, а в клесторон поперечного сечения 1,5-2,2 ти 900 раскат прокатывают в многообжимают в многоручьевом калибре 1 ручьевых калибрах за пять пропусков. по его узким граням с формированием В первом калибре производится обжатие трех Заготовок 2 и 3, связанных межслитка по узким граням и формирование ду собой перемычками 4. При этом ло- 20 на узких гранях продольных канавок кализацию зоны повышенной неоднородглубиной по 50 мм. В формирующем каности металла осуществляют в средней либре производится локализация зоны заготовке 3, а крайние заготовки 2 повышенной неоднородности в средней получают без ликвационпых макродефек заготовке, которая в непрерывнолитом у ц рдф , р рр тов. Разделение заготовок производят " исходном слитке имела ширину 40 мм. В формирующем калибре прокатка проа растяжением перемычек до разрыва. изводится за пять пропусков с получеПри прокатке заготовок перед их нием трех заготовок, связанных между разделением грани средней заготовки » собой перемычками толщиной 15 мм. З в зоне сочленения формируют под yi— лом о к вертикальной оси менее 45 и •30-Средняя заготовка формируется с попеб речным сечением в форме ромба, а выполняют его равным 1 ,4-2,1 величикрайние заготовки имеют в поперечном ны угла наклона к вертикальной оси / 3 сечении форму шестиугольника. Диагосочлененной грани крайней заготовки, нали ромба составляют 100 и 90 мм и т.е. о = П , 4-2,1) р , а угол между С гранями смежных заготовок в зоне со- 35 его грани в зоне сочленения расположены под углом к вертикальной осл ,членения выполняют не менее 60° (об 42 . Грани шестигранника в зоне со+ ( * 60°). 5 членения наклонены к вертикальной При этом выполнение соотношения оси под углом 25 ; высота шестиграноб = М ,4-2,1) [ обеспечивает располоЬ жение шейки разрыва вблизи заготовок 40 ника составляет 210 мм, а ширина 126 мм, расстояние между вертикальны2, что снижает размеры примыкающих к ми осями смежных калибров составляет ним заусенцев и приводит_ к сокращению 108 мм. yroj. наклона граней средней объема зачистки заготовок без ликвазаготовки к вертикали больше угла ционных макродефектов. Основная часть 45 наклона граней крайних заготовок в заусенцев остается после разделения зоне сочленения в 1,68 раз. В последна средней заготовке 3 с зоной повынем калибре (разделяющем) формируют шенной неоднородности металла и постутри квадратные заготовки в квадратпает в переплавку. 'ных диагональных капибрах с расстояРезультаты экспериментов приведе50 нием между осями смежных калибров ны _в таблице. 132 мм. После прокатки получают два . Увеличение угла о более 45° нецеб квадрата 105x105 мм и один квадрат лесообразнб в связи с возрастанием со стороной 69 мм, отделенные друг перетекания металла с ликвационными от друга.- Квадратные заготовки 105х макродефектами в крайние звготсвки. ^ х105 мм не имеют макродефектов ликУгол между гранями крайней и средвационного характера и имеют одностоней заготовок Гоб+fl) должен быть не ронние усы длиной 2,8 мм. Заготовка менее 60 для обеспечения стойкости 69x69 мм с локализованной ликвацион* валков. При меньших углах может проной зоной имеет двусторонние усы длиисходить тепловое растрескивание, аб З 1284062 Ной по 16 мм. Заготовку с ликвационной зоной направляют на переплав, а заготовки с бездефектной макроструктурой без зачистки - в сортопрокатный цех для прокатки в круглый профиль диаметром 45 мм. При нагреве Угол наклона грани крайней заготов ки ft град Угол наклона грани средней заготовки Сб , град * 25 30 заготовок под прокатку заусенцы длиной 2,8 мм обгорают. Способ по изобретению позволяет снизить себестоимость готового проката за счет снижения объема зачистки заготовок без ликвационных макродефектов. Качество поверхности Отношение углов н а заготовок клона граней смежных заготовок , oL/ jb 1,68 35 1,40 Заусеницы длиной 3 мм на крайних заготовках не требуют зачистки 1,20 42 Заусеницы длиной 2,8 мм на крайних заготовках не требуют зачистки Заусеницы длиной 4,3 мм на крайних заготовках требуют зачистки 20 42 2,10 Заусеницы длиной 1,3 мм на крайних заготовках не требуют зачистки 15 42 2,80 Заусеницы длиной 0,9 мм и закаты на внутренних гранях крайних заготовок Редактор Н. Корченко Заказ П6/ДСП Составитель В. Павленко Техред В.Кадар Корректор Л. Пилипенко Тираж 350 Подписное БНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 .Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling-separation
Автори англійськоюHubaidulin Viacheslav Fuatovych, Shulhin Hryhoryi Mytrofanovych, Horbenko Valerii Dmytrovych, Tolpa Anatolii Andriiovych, Tolpa Anatolii Andriovych, Kukui Davyd Penhusovych, Kukuj Davyd Penkhusovych, Kukui Davyd Penkhusovych
Назва патенту російськоюСпособ прокатки-разделения
Автори російськоюГубайдулин Вячеслав Фуатович, Шульгин Григорий Митрофанович, Горбенко Валерий Дмитриевич, Толпа Анатолий Андреевич, Кукуй Давид Пенхусович
МПК / Мітки
МПК: B21B 1/02
Мітки: спосіб, прокатки-розділення
Код посилання
<a href="https://ua.patents.su/4-7903-sposib-prokatki-rozdilennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки-розділення</a>
Спосіб прокатки заготовок
Номер патенту: 6060
Опубліковано: 29.12.1994
Автори: Нечепоренко Володимир Андрійович, Костюченко Михайло Іванович, Шульгін Григорій Митрофанович, Тільга Степан Сергійович, Максаков Анатолій Іванович, Остапенко Віктор Володимирович, Левічев Павло Олексійович, Губайдулін Вячеслав Фуатович
МПК: B21B 1/02
Мітки: прокатки, заготовок, спосіб
Формула / Реферат:
1. Способ прокатки заготовок, включающий последовательное формирование из исходной заготовки в многоручьевых калибрах двухниточного раската, состоящего из разноосных заготовок, соединенных между собой перемычкой, поворот заготовок вокруг их продольных осей в противоположные стороны и продольное разделение раската, отличающийся тем, что, с целью повышения технологичности процесса, смежные грани заготовок двухниточного раската формируют в...
Спосіб багатострумкової прокатки

Номер патенту: 7891
Опубліковано: 26.12.1995
Автори: Шульгін Григорій Митрофанович, Арефьєв Артур Юрьєвич, Кукуй Давид Пенхусович, Следнев Володимір Петрович, Губайдулін Вячеслав Фуатович, Корінь Андрій Олександрович
МПК: B21B 1/02
Мітки: прокатки, багатострумкової, спосіб
Формула / Реферат:
Способ многоручьевой прокатки, включающий последовательное формирование из непрерывнолитого слитка одновременно трех соединенных перемычками заготовок с сосредоточением ликвационной зоны в средней заготовке и обжатие на конечном этапе прокатки только в крайних диагональных ручьях по большей оси поперечного сечения ликвационной зоны, отличающийся тем, что, с целью уве-личения выхода годного, расстояние между участками с наибольшей степенью...
Спосіб прокатки
Номер патенту: 6059
Опубліковано: 29.12.1994
Автори: Гурін Валерій Володимирович, Овсій Едуард Вікторович, Шульгін Григорій Митрофанович, Кукуй Давид Пенхусович, Ігнат'єв Станіслав Миколайович, Губайдулін Вячеслав Фуатович
МПК: B21B 1/02
Формула / Реферат:
Способ прокатки, включающий формирование одновременно нескольких заготовок, соединенных перемычками по ширине, и последующее продольное разделение заготовок в валках прокатного стана путем растяжения перемычек до разрыва, отличающийся тем, что, с целью повышения качества проката посредством уменьшения величины заусенцев в зоне разделения, разделение производят при отношении толщины перемычки между заготовками к радиусу сопряжения...
Спосіб гідравлічного розділення струминних потоків
Номер патенту: 4575
Опубліковано: 28.12.1994
Автори: Потураєв Валентин Микитович, Блюсс Борис Олександрович
МПК: B03B 5/26
Мітки: спосіб, розділення, гідравлічного, струминних, потоків
Формула / Реферат:
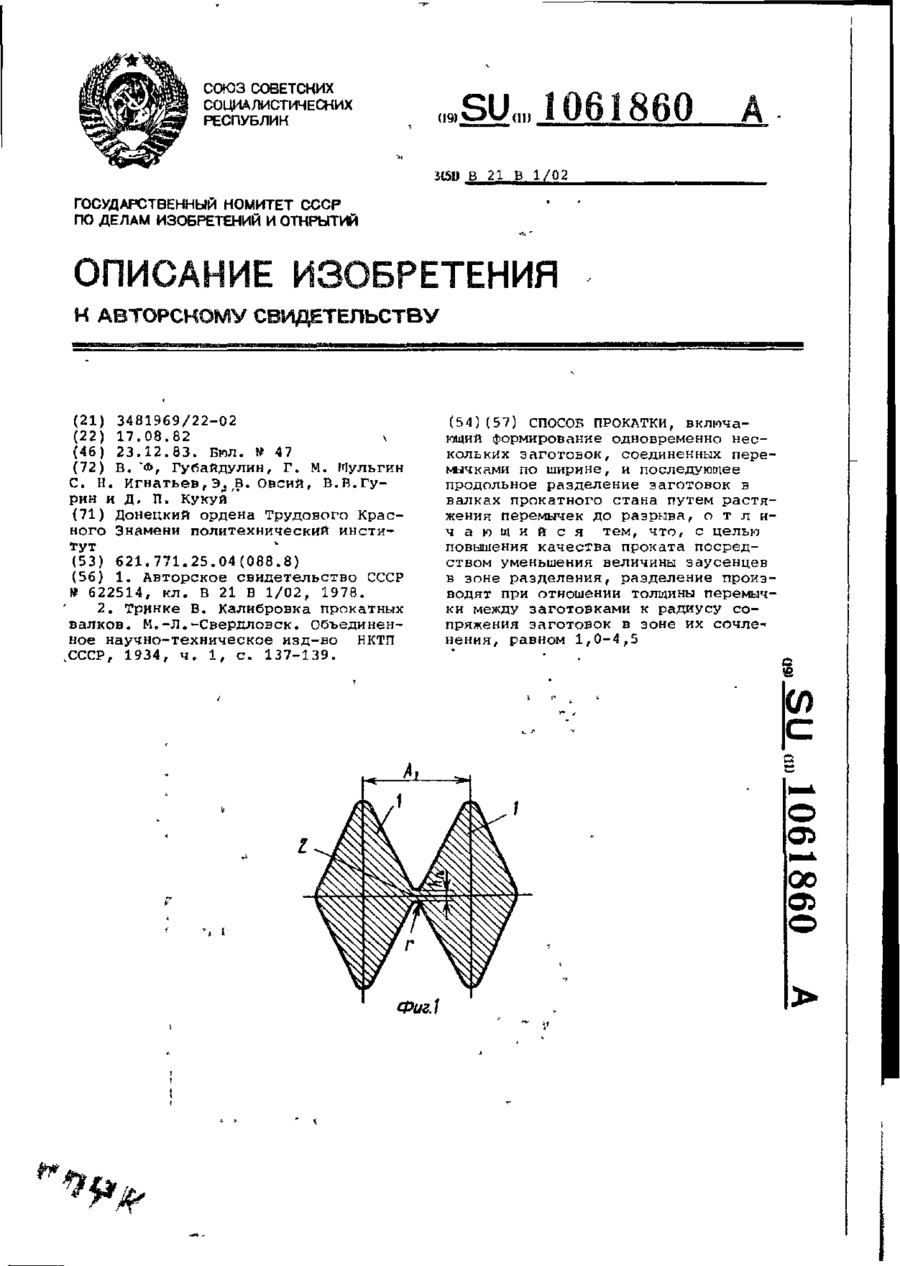
(57) Способ гидравлического разделения струйных потоков, включающий подачу пульпы на наклонный суживающийся книзу желоб, разделение пульпы на тяжелую и легкую фракции, вывод их из процесса, отличающийся тем, что в днище желоба выполняют отверстие, а за отверстием по ходу движения пульпы устанавливают наклонную навстречу потоку пульпы пластину, при этом величину отверстия и угол наклона пластины регулируют.
Спосіб прокатки заготовок на обтискних і заготівельних станах

Номер патенту: 7958
Опубліковано: 26.12.1995
Автори: Альохін Сергій Григорович, Губайдулін Вячеслав Фуатович, Корінь Андрій Олександрович, Мінаєв Олександр Анатолійович, Ємченко Юрій Борисович, Альохін Вячеслав Григорович, Азаров Сергій Іванович, Кукуй Давид Пенхусович, Кац Давід Наумович
МПК: B21B 1/02
Мітки: обтискних, спосіб, прокатки, заготівельних, станах, заготовок
Формула / Реферат:
Способ прокатки заготовок на обжимных и заготовочных станах, включающий деформацию заготовки в ящичных калибрах с формированием впадин на обжимаемых гранях глубиной, составляющей 15-30% от величины абсолютного обжатия в первом пропуске последующего калибра, отличающийся тем, что при прокатке заготовки с отношением длины дуги контакта к средней ее высоте в последнем пропуске предыдущего ящичного калибра в пределах 0,5-0,8 в первом пропуске...
Попередній патент: Спосіб прокатки злитків
Наступний патент: Спосіб прокатки листів та смуг
Випадковий патент: Спосіб виготовлення робочого шару алмазно-абразивного інструменту