Спосіб прокатки-розділення гатунових профілів
Номер патенту: 7902
Опубліковано: 26.12.1995
Автори: Губайдулін Вячеслав Фуатович, Шульгін Григорій Митрофанович, Чуков Іван Яковлевич, Ржевіцкий Сергій Миколайович, Ілатовський Віктор Федорович, Морозов Василь Петрович
Формула / Реферат
Способ прокатки-разделения сортовых профилей, включающий формирование в многоручьевых калибрах раската, состоящего из нескольких, преимущественно двух, заготовок круглого сечения, соединенных между собой перемычкой толщиной, равной 0,02-0,2 их диаметра, разделение раската разрывом перемычки путем его прокатки в клиновидных гребнях валков, имеющих углы при вершине больше угла между смежными сторонами заготовок у перемычки раската, обжатие разделенных заготовок в валках последующей клети, кантовку их на 90° и пониточную прокатку в чистовых калибрах, отличающийся тем, что, с целью повышения качества поверхности готового проката путем уменьшения образования заусенцев, одновременно с разделением осуществляют скручивание заготовок вокруг продольных осей на угол, обеспечивающий обжатие мест разделения заготовок в валках последующей клети, для чего разделение раската осуществляют в валках с гребнями, имеющими разные углы при вершине, разность которых равна
где R- средний радиус валков по вершинам гребней;
Н - расстояние между вершинами гребней;
а - расстояние между осями заготовок в раскате;
d - диаметр заготовки;
hn - толщина перемычки;
L - расстояние между осями валков разделяющей и последующей клетей,
причем меньший угол гребня выполнен на 20...40° больше угла между смежными сторонами заготовок у перемычки раската.
Текст
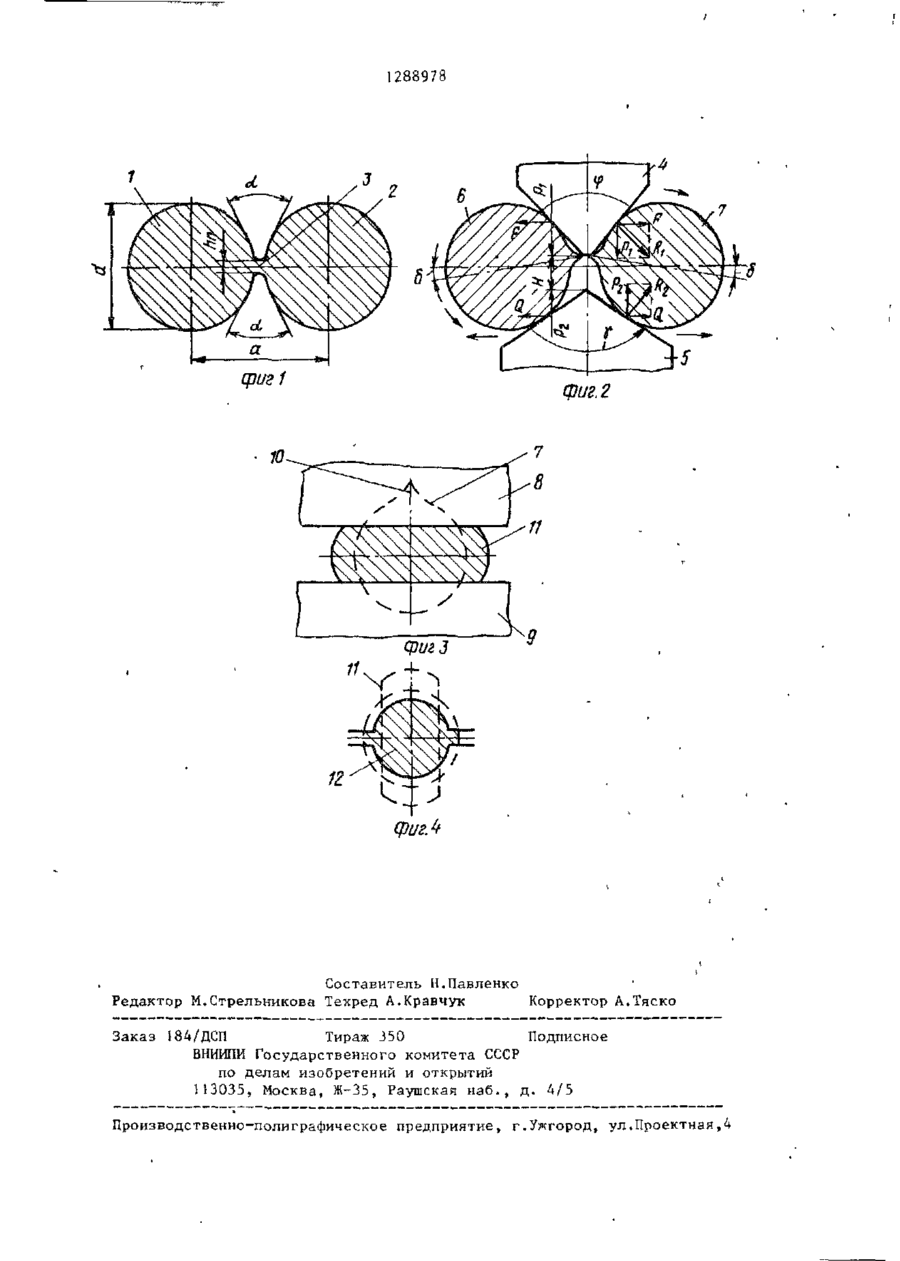
ДЛЯ СЛУЖЕБНОГО ПОЛЬЗОВАНИЯ ЭКЗ. N » V V О • *Ї • ' СОЮЗ СОВЕТСНИХ СОЦИАЛИСТИЧЕСНИХ РЕСПУБЛИН (50 4 'В 21 В 1/02 ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИИ К (21) 3885695/22-02 '"'' ' . ': (22) 17.04.85 " ' '" (71) Донецкий политехнический институт (72) Г.М.Шульгин,' В.Ф.Губайдулин, В.П.Морозов, И.Я.Чуков, В.Ф.Илатовский и С.Н.Ржевицкий (53) 621.771.25.04(088.8) (56) Патент США № 3982455, кл. 83-105, опубл. 1976. Авторское свидетельство СССР № 1061860, кл. В 21 В 1/02, 1983.: ' Авторское свидетельство СССР № 80(907, кл. В 21 В 1/02, 1981. (54) (57) СПОСОБ ПРОКАТКИ-РАЗДЕЛЕНИЯ СОРТОВЫХ ПРОФИЛЕЙ, включающий формирование в многоручьевых калибрах раската, состоящего из нескольких, преимущественно двух, заготовок круглого сечения, соединенных между собой перемычкой толщиной, равной 0,020,2 их диаметра, разделение раската разрывом перемычки путем его прокатки в клиновидных гребнях Балков, имеюїдих углы при вершине больше угла между смежными сторонами заготовок у перемычки раската, обжатие разделенных заготовок в валках последующей клети, кантовку.их на 90° и пониточную прокатку Е Ч И С Т О В Ы Х калиб рах, о т л и ч а ю щ и й с я тем, что, с целью повышения качества поверхности готового проката путем уменьшения образования заусенцев, одновременно с разделением осуществляют скручивание заготовок вокруг продольных осей на угол, обеспечивающий обжа- і тие мест разделения заготовок в валках последующей клети,для чего разделение раската осуществляют в валках с гребнями, имеющими разные углы при вершине, разность которых равна где R - средний радиус валков по вер- — шинам гребней; Н - расстояние между вершинами гребней; а - расстояние между осями заготовок в раскате; диаметр заготовки; . ±_ ' • толщина перемычки; L - расстояние между осями валков разделяющей и последующей клетей, причем меньший угол гребня выполнен на 20...40 больше угла между смежными сторонами заготовок у перемычки раската к ->88978 2 со стороны разных іребней, заготовИзобретение О» НОСИТСлК - / ^ > - • *-_-'ки 6 и 7 после разделения повернутметаллов давлением, в частности к техся вокруг продольных осей на некотонологии производства сортовых профилей рый угол 5 в направлении действия и катанки на мелкосортных и провобольшей осевой силы F. лочных станах. При разделении круглые заготовки Целью изобретения является повынеобходимо скрутить на такой уголft, шение качества поверхности готовочтобы при достижении ими валков 8 и го проката путем уменьшения образо9 (фиг.З) последующей клети они пования заусенцев. На фиг.1 показано поперечное се«вернулись вокруг продольных осей на чение раската, состоящего из двух угол, близкий 90°. Тогда зона раздекруглых заготовок; на фиг.2 - схема ления заготовок 10 попадает в зону продольного разделения раската с пообжатия валков 8 и 9 и сформированмощью клиновидных гребней; на фиг.З * ный плоский овал 11 не имеет поверх15 ностных дефектов. При прокатке тасхема обжатия разделенных круглых заготовок в гладких валках; на кого овала в чистовом калибре, нафиг.4 - схема прокатки в чистовых пример, для производства периодикалибрах сортового профиля. ческого арматурного профиля готовый профиль 12 (фиг.4) имеет качественСпособ прокатки-разделения сорто- 20 ную поверхность без заусенцев. вых профилей осуществляют следующим На основании экспериментальных образом. исследований установлено, что для При прокатке в многоручьевых каобеспечения скручивания круглых залибрах из одной заготовки формируют готовок поелJ разделения на угол, 25 раскат, состоящий из двух круглых обеспечивающий сжатие мест разделезаготовок 1 и 2 (фиг.1), соединенния при прокатке в валках следующей ных между собой перемычкой 3 толщиклети, разность углов при вершинах ной h . Угол между смежными стороклиновидных гребней разделяющих валнами круглых заготовок составляет o • t ков равна Продольное разделение раската 30 осуществляют в устройстве или валках Л = (12...20) %- -S- 90' Ь ad прокатной клети, имеющих клиновидгде R средний радиус валков по верные гребни 4 и 5 (фиг.2) с разными шинам гребней; углами Ч1 и У при вершине гребней. Н - расстояние между вершинами При прохождении раската через валгребней; ки со стороны наклонных стенок греба - расстояние между осями загоней, действуют осевые усилия F и Q товок в раскате; являющиеся горизонтальными составd - диаметр окружности заготоляющими некоторых равнодействующих вок; сил R и R , приложенных перпендиh h - толщина перемычки; кулярно наклонным стенкам гребней L - расстояние между осями валв месте контакта с заготовками. Учиков разделяющей и последуютывая, что вертикальные составляющие щей клетей, сил Р 1 и Р равнымежду собой, т.е. причем меньший угол гребня выполнен Р^ = P,j, и выражая через них гори45 на 20... 40 ° больше угла между смежзонтальные составляющие сил F = ными сторонами круглых заготовок у V и Г I « г* t~ гт Y * получим V ля перемычки раската. = c t Jb R Н S ~£ При разности углов а >20 -£•- — Qtg-- = р tg^-. Так как » то L а-а 50 Q 4F. Следовательно, при взаимном 90° происходит скручивание круглых смещении заготовок 1 и 2 и растязаготовок вокруг продольных осей при жении перемычки 3 со стороны гребня подходе переднего конца к последуюс меньшим углом Ч действуют силы F " щей клети на угол, значительно больпо значению больше сил Q, действуюший 90°, что может вывести место разщих на заготовки со стороны гребня деления на поверхности заготовок из с большим углом f при вершине х. зоны обжатия валками (произойдет В связи с этим за счет разности осеперекручивание заготовок) и на повых сил, действующих на заготовки верхности плоских овалов останутся заусенцы. >ч> 288978 4 , Затем путем прокатки в центрирующем tonR _H_ 90' При разности углов разрезном и многоручьевом калибрах "L a-d формируют раскат, состоящий из двух происходит скручивание круглых загокруглых заготовок диаметром с1=19,4мк товок на угол, значительно меньший 90° (заготовки не докручиваются), соединенных перемычкой i,5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling-separation of section bars
Автори англійськоюShulhin Hryhoryi Mytrofanovych, Hubaidulin Viacheslav Fuatovych, Morozov Vasyl Petrovych, Chukov Ivan Yakovlevych, Ilatovskyi Viktor Fedorovych, Rzhevitskyi Serhii Mykolaiovych
Назва патенту російськоюСпособ прокатки-разделения сортовых профилей
Автори російськоюШульгин Григорий Митрофанович, Губайдулин Вячеслав Фуатович, Морозов Василий Петрович, Чуков Иван Яковлевич, Илатовский Виктор Федорович, Ржевицкий Сергей Николаевич
МПК / Мітки
МПК: B21B 1/02
Мітки: спосіб, гатунових, прокатки-розділення, профілів
Код посилання
<a href="https://ua.patents.su/4-7902-sposib-prokatki-rozdilennya-gatunovikh-profiliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки-розділення гатунових профілів</a>
Спосіб прокатки-розділення арматурної сталі
Номер патенту: 7907
Опубліковано: 26.12.1995
Автори: Омесь Миколай Михайлович, Дишковец Геннадій Анатольович, Івченко Олександр Васильович, Нечепоренко Володимир Андрійович, Шульгін Григорій Митрофанович, Бабенко Михайло Антонович, Максаков Анатолій Іванович, Тільга Степан Сергійович
МПК: B21B 1/02
Мітки: прокатки-розділення, спосіб, сталі, арматурної
Формула / Реферат:
1. Способ прокатки-разделения арматурной стали, включающий формирование в многоручьевых калибрах раската, состоящего из нескольких заготовок, соединенных между собой перемычкой, продольное разделение раската на отдельные заготовки и их последующую пониточную прокатку в арматурный профиль с продольными ребрами, отличающийся тем, что, с целью повышения стойкости арматурной стали к коррозионному растрескиванию, при формировании готового...
Спосіб прокатки заготовок
Номер патенту: 6060
Опубліковано: 29.12.1994
Автори: Шульгін Григорій Митрофанович, Остапенко Віктор Володимирович, Тільга Степан Сергійович, Губайдулін Вячеслав Фуатович, Нечепоренко Володимир Андрійович, Костюченко Михайло Іванович, Максаков Анатолій Іванович, Левічев Павло Олексійович
МПК: B21B 1/02
Мітки: прокатки, спосіб, заготовок
Формула / Реферат:
1. Способ прокатки заготовок, включающий последовательное формирование из исходной заготовки в многоручьевых калибрах двухниточного раската, состоящего из разноосных заготовок, соединенных между собой перемычкой, поворот заготовок вокруг их продольных осей в противоположные стороны и продольное разделение раската, отличающийся тем, что, с целью повышения технологичности процесса, смежные грани заготовок двухниточного раската формируют в...
Спосіб прокатки
Номер патенту: 6059
Опубліковано: 29.12.1994
Автори: Шульгін Григорій Митрофанович, Гурін Валерій Володимирович, Кукуй Давид Пенхусович, Губайдулін Вячеслав Фуатович, Ігнат'єв Станіслав Миколайович, Овсій Едуард Вікторович
МПК: B21B 1/02
Формула / Реферат:
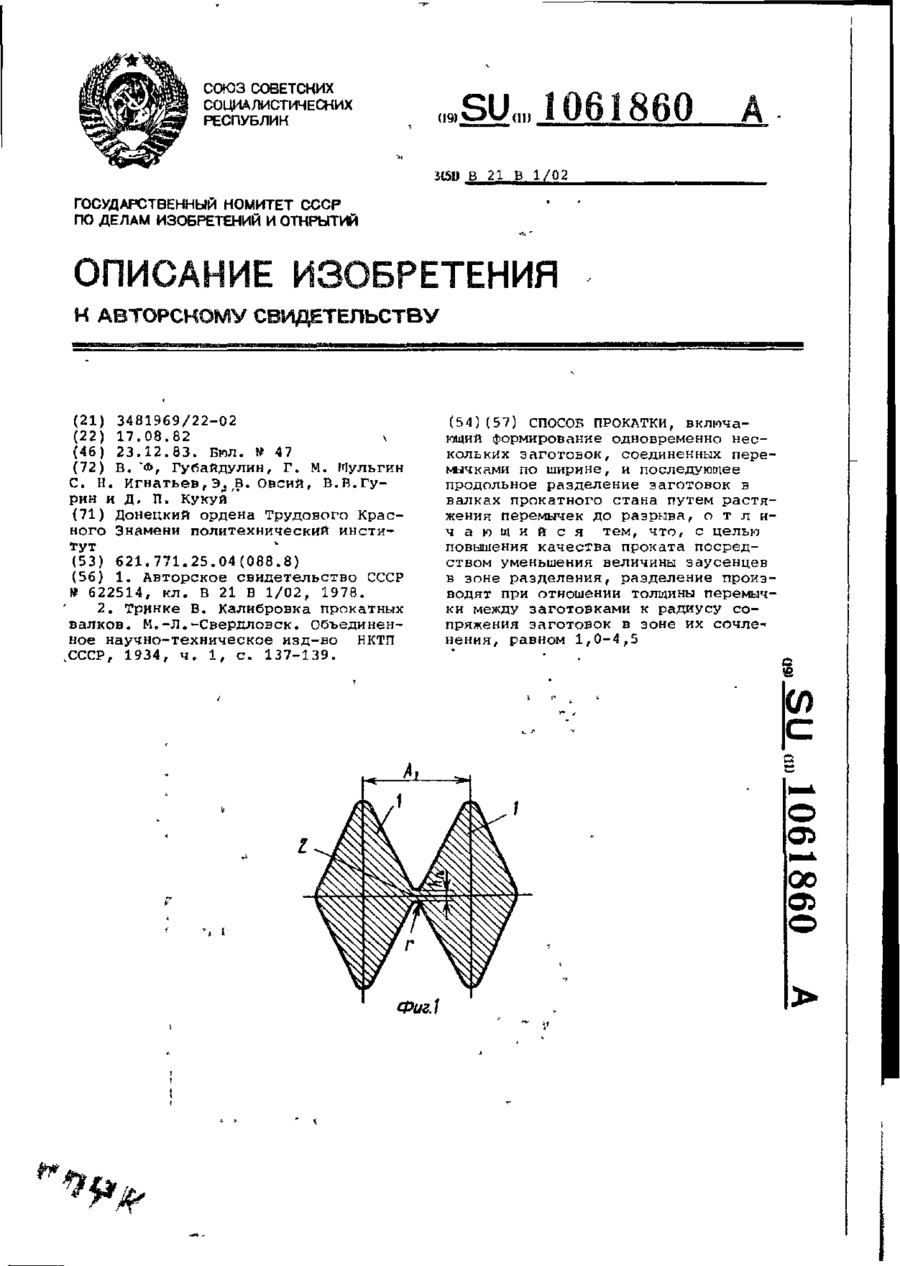
Способ прокатки, включающий формирование одновременно нескольких заготовок, соединенных перемычками по ширине, и последующее продольное разделение заготовок в валках прокатного стана путем растяжения перемычек до разрыва, отличающийся тем, что, с целью повышения качества проката посредством уменьшения величины заусенцев в зоне разделения, разделение производят при отношении толщины перемычки между заготовками к радиусу сопряжения...
Спосіб прокатки-розділення
Номер патенту: 7903
Опубліковано: 26.12.1995
Автори: Шульгін Григорій Митрофанович, Толпа Анатолій Андрійович, Губайдулін Вячеслав Фуатович, Кукуй Давид Пенхусович
МПК: B21B 1/02
Мітки: прокатки-розділення, спосіб
Формула / Реферат:
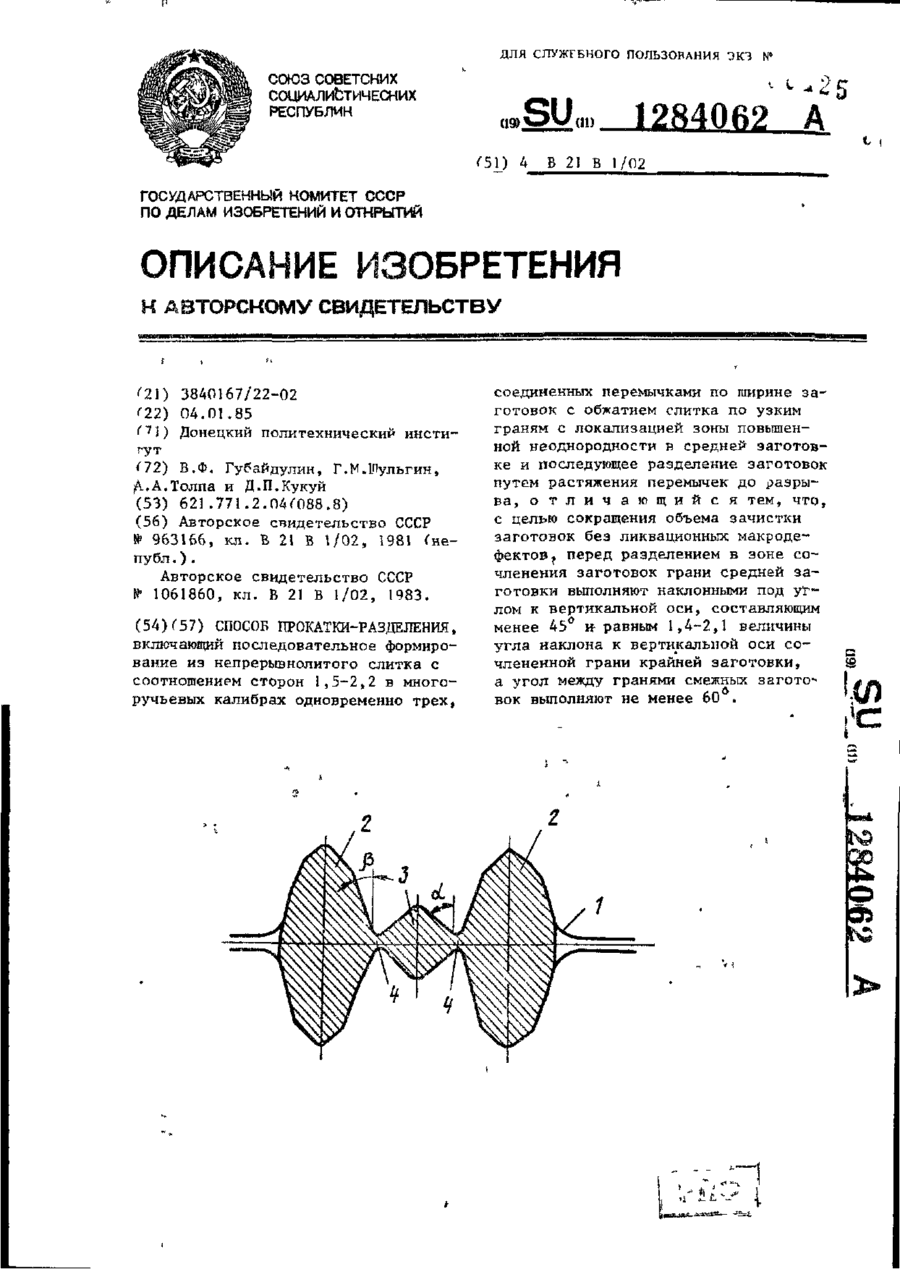
Способ прокатки-разделения, включающий последовательное формирование из непрерывнолитого слитка с соотношением сторон 1,5-2,2 в многоручьевых калибрах одновременно трех, соединенных перемычками по ширине заготовок с обжатием слитка по узким граням с локализацией зоны повышенной неоднородности в средней заготовке и последующее разделение заготовок путем растяжения перемычек до разрыва, отличающийся тем, что, с целью сокращения объема...
Спосіб прокатки заготівки
Номер патенту: 7888
Опубліковано: 26.12.1995
Автори: Нечепоренко Володимир Андрійович, Остапенко Віктор Володимирович, Костюченко Михайло Іванович, Левічев Павло Олексійович, Максаков Анатолій Іванович, Тільга Степан Сергійович, Губайдулін Вячеслав Фуатович, Солод Володимир Сергійович, Шульгін Григорій Митрофанович
МПК: B21B 1/02
Мітки: прокатки, спосіб, заготівки
Формула / Реферат:
1. Способ прокатки заготовок по авт. св. № 888365, отличающийся тем, что, с целью упрощения технологического процесса путем совмещения технологических операций и расширения области использования, продольное разделение раската осуществляют в процессе локального деформирования металла в районе перемычек путем ребрового обжатия раската с относительным обжатием 8-40% на ширине, равной по меньшей мере трехкратной толщине перемычки.2....
Попередній патент: Спосіб безвідходної технології гідрозоловидалення
Наступний патент: Спосіб окислення амміаку
Випадковий патент: Спосіб моделювання токсичного ураження тонкої кишки алюмінію хлоридом