Спосіб прокатки
Номер патенту: 6059
Опубліковано: 29.12.1994
Автори: Ігнат'єв Станіслав Миколайович, Гурін Валерій Володимирович, Кукуй Давид Пенхусович, Овсій Едуард Вікторович, Губайдулін Вячеслав Фуатович, Шульгін Григорій Митрофанович
Формула / Реферат
Способ прокатки, включающий формирование одновременно нескольких заготовок, соединенных перемычками по ширине, и последующее продольное разделение заготовок в валках прокатного стана путем растяжения перемычек до разрыва, отличающийся тем, что, с целью повышения качества проката посредством уменьшения величины заусенцев в зоне разделения, разделение производят при отношении толщины перемычки между заготовками к радиусу сопряжения заготовок в зоне их сочленения, равном 1,0-4,5.
Текст
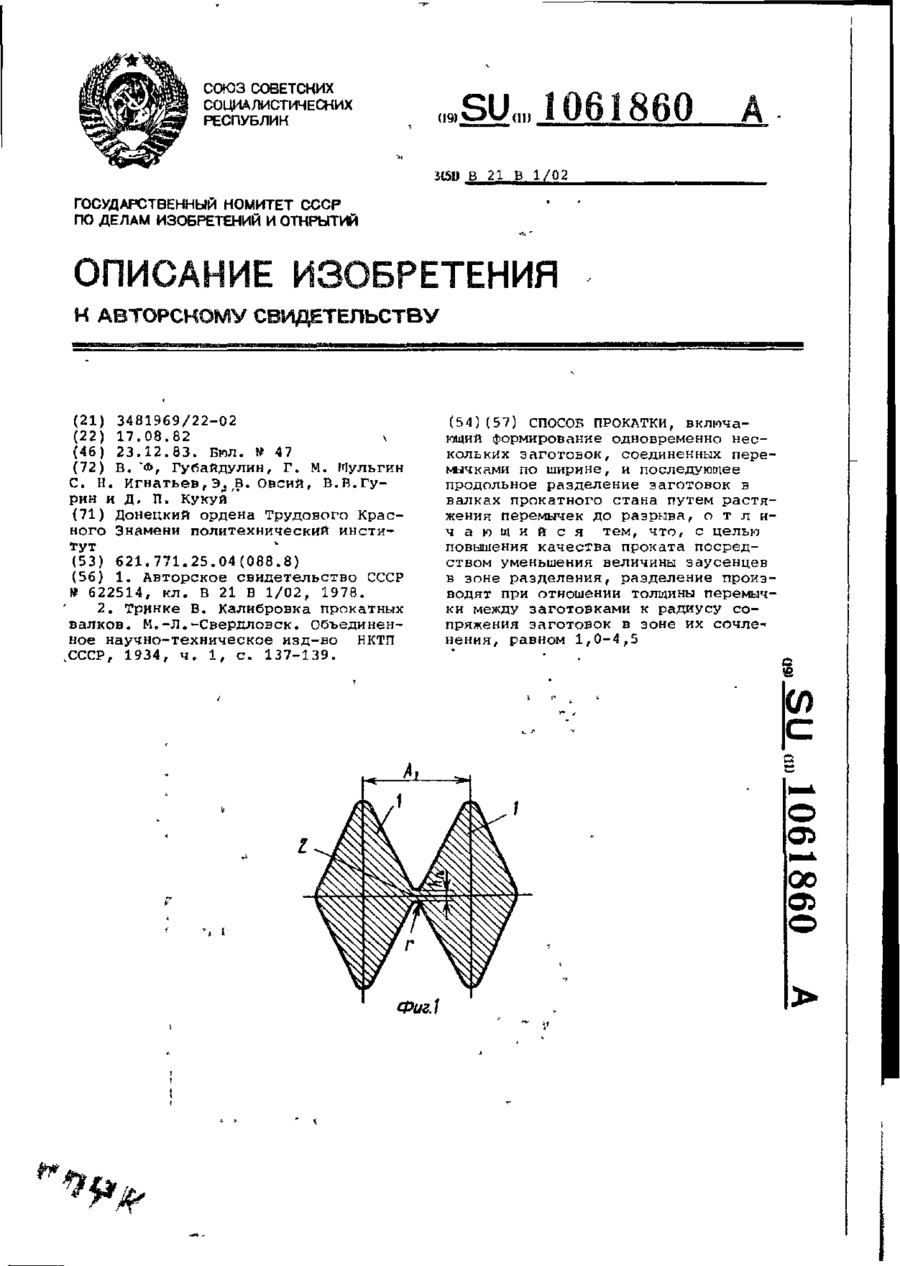
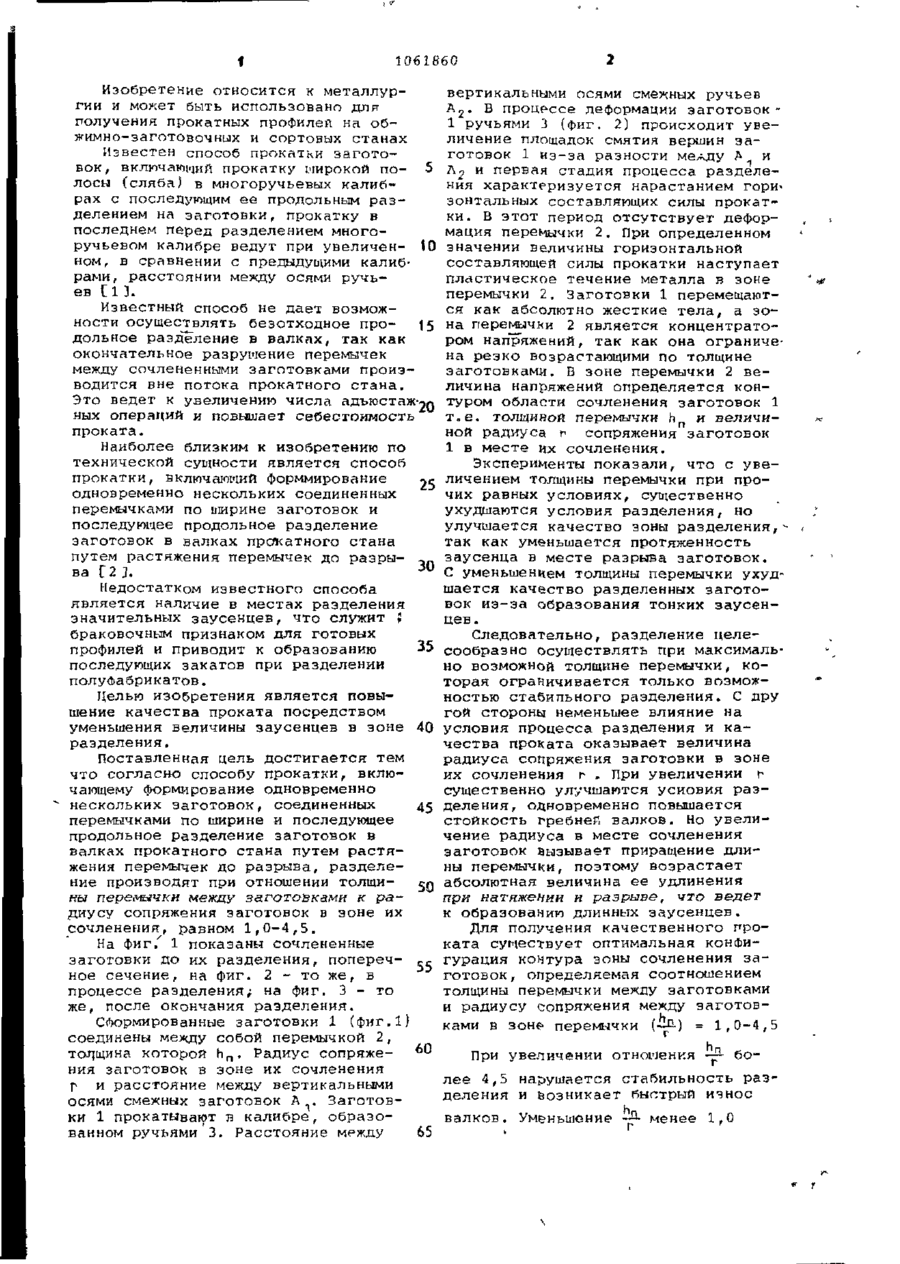
СОЮЗ СОВЕТСКИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИН M5D В 2 І В І / 0 2 ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИИ ЕТЕЛЬСТВУ (21) 3481969/22-02 (22) 1 7 . 0 8 . 8 2 ч (46) 2 3 . 1 2 . 8 3 . Бил. № 47 (72) В. '*, Губайдулин, Г. М. Шульгин С. Н. Игнатьев, Э^В. Овсий, В.В.Гурин и Д. П. Кукуй" (71) Донецкий ордена Трудового Красного Знамени политехнический институт (53) 621.771.25.04(088.8) (56) 1. Авторское свидетельство СССР № 622514, кл. В 21 В 1/02, 1978. 2. Тринке В. Калибровка прокатных валков. М.-Л.-Свердловск. Объединенное научно-техническое изд-во НКТП .СССР, 1934, ч. 1, с. 137-139. (54)(57) СПОСОБ ПРОКАТКИ, включающий формирование одновременно нескольких заготовок, соединенных перемычками по ширине, и последующее продольное разделение заготовок в валках прокатного стана путем растяжения перемычек до разрыва, о т л и ч а ю щ и й с я тем, что, с целью повышения качества проката посредством уменьшения величины заусенцев в зоне разделения, разделение производят при отношении толщины перемычки между заготовками к радиусу сопряжения заготовок в зоне их сочленения, равном 1,0-4,5 С Є С оо Фиг.] 1061860 2 Изобретение относится к металлурвертикальными осями смежных ручьев гии и может быть использовано для А 2 . В процессе деформации заготовок получения прокатных профилей на об1 ручьями 3 (фиг, 2) происходит увежимно-заготовочных и сортовых станах личение площадок смятия вершин заИзвестен способ прокатки заготоготовок 1 из-за разности М Є А Д У А и вок, включающий прокатку широкой поЛ2 и первая стадия процесса разделелосьз (сляба) в многоручьевых калибния характеризуется нарастанием горирах с последующим ее продольным раззонтальных составляющих силы прокатделением на заготовки, прокатку в ки . В этот период отсутствует дефорпоследнем перед разделением многомация перемычки 2. При определенном ручьевом калибре ведут при увеличен- 10 значении величины горизонтальной ном, в сравнении с предыдущими калибсоставляющей силы прокатки наступает рами, расстоянии между осями ручьпластическое течение металла в зоне ев С П . перемычки 2. Заготовки 1 перемещаются как абсолютно жесткие тела, а зоИзвестный способ не дает возможности осуществлять безотходное про- і 5 на перемычки 2 является концентратором напряжений, так как она ограничедольное разделение в валках, так как на резко возрастающими по толщине окончательное разрушение перемычек заготовками. В зоне перемычки 2 вемежду сочлененными заготовками произличина напряжений определяется конводится вне потока прокатного стана. Это ведет к увеличению числа адъюстаж^ п туром области сочленения заготовок 1 т.е. толщиной перемычки h и величиных операций и повышает себестоимость ной радиуса п сопряжения заготовок проката. 1 в месте их сочленения. Наиболее близким к изобретению по технической сущности является способ Эксперименты показали, что с увепрокатки, включающий форммирование личением толщины перемычки при проодновременно нескольких соединенных чих равных условиях, существенно перемычками по ширине заготовок и ухудшаются условия разделения, но последующее продольное разделение улучшается качество зоны разделения,• заготовок в валках прокатного стана так как уменьшается протяженность путем растяжения перемычек до разрызаусенца в месте разрыва заготовок. __ С уменьшением толщины перемычки ухудва C 2 L 3 0 шается качество разделенных заготоНедостатком известного способа вок из-за образования тонких заусенявляется наличие в местах разделения цев. значительных заусенцев, что служит Ї браковочным признаком для готовых Следовательно, разделение целе35 сообразно осуществлять при максимальпрофилей и приводит к образованию последующих закатов при разделении но возможной толщине перемычки, кополуфабрикатов. торая ограничивается только возможностью стабильного разделения. С дру Целью изобретения является повыгой стороны неменьыее влияние на шение качества проката посредством уменьшения величины заусенцев в зоне 40 условия процесса разделения и качества проката оказывает величина разделения. радиуса сопряжения заготовки в зоне Поставленная цель достигается тем их сочленения г , При увеличении гчто согласно способу прокатки, вклюсущественно улучшаются усиовия разчающему формирование одновременно деления, одновременно повышается нескольких заготовок, соединенных 45 стойкость гребней валков. Но увелиперемычками по ширине и последующее чение радиуса в месте сочленения продольное разделение заготовок в заготовок вызывает приращение дливалках прокатного стана путем растяны перемычки, поэтому возрастает жения перемычек до разрыва, разделеабсолютная величина ее удлинения ние производят при отношении толщипри натяжении и разрыве, что ведет иы перемычки между заготовками к рак образованию длинных заусенцев. диусу сопряжения заготовок в зоне их сочленения, равном 1,0-4,5. Для получения качественного проката существует оптимальная конфиНа фиг/ 1 показаны сочлененные гурация контура зоны сочленения зазаготовки до их разделения, попереч~- готовок , определяемая соотношением , ное сечение, на фиг. 2 - то же, в толщины перемычки между заготовками процессе разделения; на фиг. 3 - то и радиусу сопряжения между заготовже, после окончания разделения. ками в зоне> перемычки ( £ ) = 1,0-4,5 —• Сформированные заготовки 1 (фиг.1) соединены между собой перемычкой 2, толщина которой h n . Радиус сопряжебоПри увеличении отношения ния заготовок в зоне их сочленения лее 4,5 нарушается стабильность разГ и расстояние между вертикальными деления и йозникает быстрый износ осями смежных заготовок А1 . Заготовки 1 прокатывают в калибре, образоменее 1,0 валков. Уменьшение ванном ручьями 3. Расстояние между 65 1061860 приводит к ухудшению качества заготовок в зоне разделения ввиду образования гонких и длинных заусенцев. П р и м е р . Настане 950/900 производят прокатку-разделение, для чего из слитка весом 5,5 т прокатывают раскат с поперечным сечением 300x240 мм в клети 950. Затем в клети 900 из этого раската за четыре пропуска формируют две заготовки с ромбическим поперечным сечением 215x150 мм, сочлененные перемычкой толщиной 12 мм. Радиус сочленения заготовок в месте перемычки составляет 5 мм. Разделение заготовки производят в калибре с квадратными ручьями 135x135 мм при отношении толщины перемычки к радиусу сочленения заготовок равном 2,4. Полученные заготовки не имеют заусенцев и их отличие от заготовок, полученных по традиционной технологии однониточ ной прокатки в том, что один из углов заготовок имеет прямой угол без скруглення. Применение предлагаемого способа 10 дает возможность снизить расходы по отделке проката и потери металла. При годовом производстве 240 тыс.т. сортовых передельних заготовок методом прокатки-разделения экономичес15 кий эффект составит 207,2 79 тыс.руб. Фиг.2 ФыгЗ Составитель Ю. Зарапин Редактор Н. Пушненкова Техред Т,у а нта КорректорА. Зимокосов Заказ 10106/8 Тираж 816 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб._, д. 4/5 Филиал ППП "Патент" , г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюStarwritermethod of rolling
Автори англійськоюHubaidulin Viacheslav Fuatovych, Shulhin Hryhorii Mytrofanovych, Ihnatiev Stanislav Mykolaiovych, Ovsii Eduard Viktorovych, Huryn Valerii Volodymyrovych, Kukui David Penkhusovych
Назва патенту російськоюСпособ прокатки
Автори російськоюГубайдулин Вячеслав Фуатович, Зосимова Виктория Григорьевна, Игнатъев Станислав Николаевич, Овсий Эдуард Викторович, Гурин Валерий Владимирович, Кукуй Давид Пенхусович
МПК / Мітки
МПК: B21B 1/02
Код посилання
<a href="https://ua.patents.su/4-6059-sposib-prokatki.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки</a>
Спосіб прокатки заготовок
Номер патенту: 6060
Опубліковано: 29.12.1994
Автори: Левічев Павло Олексійович, Максаков Анатолій Іванович, Нечепоренко Володимир Андрійович, Шульгін Григорій Митрофанович, Костюченко Михайло Іванович, Тільга Степан Сергійович, Остапенко Віктор Володимирович, Губайдулін Вячеслав Фуатович
МПК: B21B 1/02
Мітки: заготовок, спосіб, прокатки
Формула / Реферат:
1. Способ прокатки заготовок, включающий последовательное формирование из исходной заготовки в многоручьевых калибрах двухниточного раската, состоящего из разноосных заготовок, соединенных между собой перемычкой, поворот заготовок вокруг их продольных осей в противоположные стороны и продольное разделение раската, отличающийся тем, что, с целью повышения технологичности процесса, смежные грани заготовок двухниточного раската формируют в...
Спосіб прокатки кутових профілів
Номер патенту: 1421
Опубліковано: 25.03.1994
Автори: Сапригін Хразален Михайлович, Филонов Юрій Всеволодович, Крупник Ісаак Абрамович, Гончар Володимир Павлович, Єремєєв Віктор Іванович, Прохода Григорій Сергійович, Кузнєцов Лев Федорович, Гавриленко Євген Дмитрович
Мітки: профілів, спосіб, прокатки, кутових
Формула / Реферат:
Способ прокатки угловых профилей из полосовой заготовки, включающий формирование заготовки W-образного сечения с развернутыми фланцами, образующими продольные канавки, и последующую подгибку фланцев до угла 90° между ними, отличающийся тем, что, с целью повышения механических свойств путем термомеханической обработки проката и производительности стана за счет сокращения числа пропусков, в первом проходе профилируют продольную канавку на...
Спосіб прокатки штабового металу
Номер патенту: 652
Опубліковано: 15.12.1993
Автори: Ющевський Віктор Карлович, Крупник Ісаак Абрамович, Сапригін Хразален Михайлович, Гончар Володимир Павлович, Кузнєцов Лев Федорович, Єремєєв Віктор Іванович, Гавриленко Євген Дмитрович, Филонов Юрій Всеволодович, Прохода Григорій Сергійович
МПК: B21B 1/38
Мітки: штабового, прокатки, спосіб, металу
Формула / Реферат:
1. Способ прокатки полосового металла, включающий неравномерную деформацию заготовки по ширине с образованием центральной и прикромочных зон прокаткой в профилированных валках с чередованием их в четных и нечетных проходах, отличающийся тем, что, с целью повышения качества проката путем увеличения механических свойств, прокатку в четных проходах центральной и прикромочных зон осуществляют с градиентом коэффициента обжатия,...
Спосіб поздовжньої прокатки
Номер патенту: 5060
Опубліковано: 28.12.1994
Автори: Хлопонін Віктор Ніколаєвіч, Ашіхмін Гєрман Вікторовіч, Кісєльов Андрєй Пєтровіч, Мєльніков Алєксандр Васільєвіч, Овчіннікова Маріна Васільєвна, Капнін Владімір Вікторовіч
МПК: B21B 1/26
Мітки: спосіб, поздовжньої, прокатки
Формула / Реферат:
1. Способ продольной прокатки, преимущественно литых заготовок, включающий из раздельную задачу и обжатие в перекрещивающихся рабочих валках с гладкими бочками, ориентированных симметрично относительно вертикальной плоскости, и осевое перемещение рабочих валков навстречу друг другу, отличающийся тем, что, с целью повышения качества проката и интенсификации процесса прокатки посредством дробления исходной литой структуры, выравнивания...
Спосіб збору та очистки стічних вод ділянки чистової групи клітей безперервного стану гарячої прокатки
Номер патенту: 552
Опубліковано: 15.12.1993
Автори: Бойко Володимир Семенович, Ісіров Дмитро Іванович, Герасименко Володимир Петрович, Пефтієв Володимир Михайлович, Коросташевський Павло Володимирович, Коросташевський Володимир Павлович, Ірха Віктор Миколаєвич
МПК: C02F 1/00, B01D 21/00
Мітки: прокатки, стічних, гарячої, клітей, вод, безперервного, групи, чистової, спосіб, ділянки, очистки, збору, стану
Формула / Реферат:
Способ сбора и очистки сточных вод участка чистовой группы клетей непрерывного стана горячей прокатки, включающий сбор сточных вод в лотки, перемещение воды полоткам в первичный отстойник окалины, отстой воды от окалины и перекачку их на вторичную очистку или для повторного использования, отличающийся тем, что воду от участка гидросбива окалины направляют в первичный отстойник окалины, а воду от участка охлаждения валков и межклетевого...
Попередній патент: Регулятор довжини лямки ременю безпеки транспортного засобу
Наступний патент: Апарат для каталітичної очистки газів
Випадковий патент: Ген і білок, асоційовані з шизофренією