Спосіб прокатки-розділення арматурної сталі
Номер патенту: 7907
Опубліковано: 26.12.1995
Автори: Нечепоренко Володимир Андрійович, Івченко Олександр Васильович, Максаков Анатолій Іванович, Шульгін Григорій Митрофанович, Бабенко Михайло Антонович, Тільга Степан Сергійович, Омесь Миколай Михайлович, Дишковец Геннадій Анатольович
Формула / Реферат
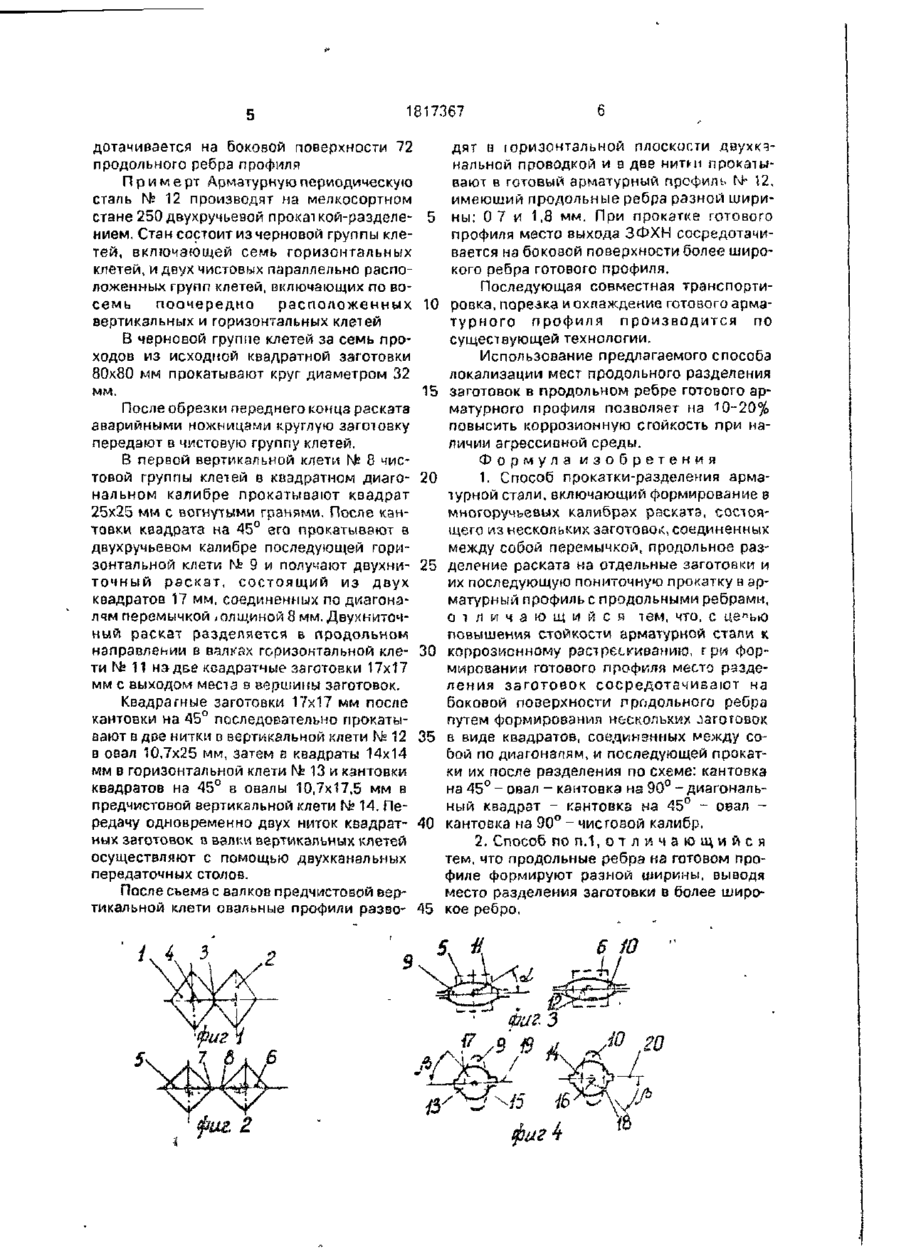
1. Способ прокатки-разделения арматурной стали, включающий формирование в многоручьевых калибрах раската, состоящего из нескольких заготовок, соединенных между собой перемычкой, продольное разделение раската на отдельные заготовки и их последующую пониточную прокатку в арматурный профиль с продольными ребрами, отличающийся тем, что, с целью повышения стойкости арматурной стали к коррозионному растрескиванию, при формировании готового профиля место разделения заготовок сосредотачивают на боковой поверхности продольного ребра путем формирования нескольких заготовок в виде квадратов, соединенных между собой по диагоналям, и последующей прокатки их после разделения по схеме: кантовка на 45° - овал - кантовка на 90° -диагональный квадрат - кантовка на 45° - овал -кантовка на 90° - чистовой калибр.
2. Способ по п.1, отличающийся тем, что продольные ребра на готовом профиле формируют разной ширины, выводя место разделения заготовки в более широкое ребро.
Текст
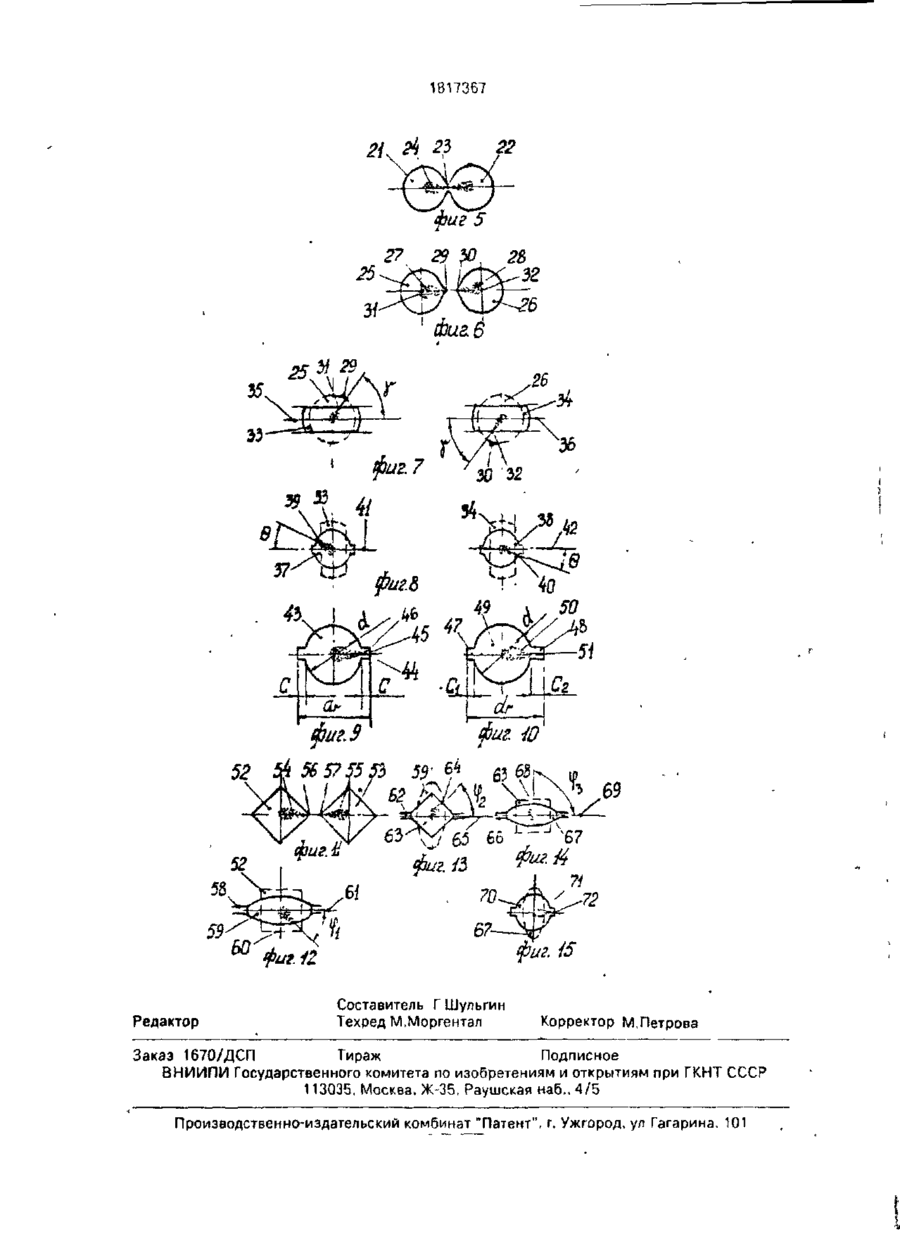
Изобретение относится к прокатному производству, в частности к технологии прокатки арматурной стали на сортовых и проволочных станах. Цель изобретения повышение стойкости арматурной стали коррозионному растрескиванию. Согласно изобретению, в способе, включающем фор мирование в многоручьевых калибрах раската, разделение его и последующую прокатку в арматурный профиль с продольными ребрами, место разделения сосредотачивают на боковой поверхности ребра путем формирования квадратов, связанных между собой по диагоналям, и последующую прокатку их после разделения по схеме: кантовка на 45° - овал - кантовка на 90° диагональный квадрат - кантовка на 45° овал-кантовка на 90° - чистовой калибр. Кроме того, продольные ребра могут формировать разной ширины, выводя место разъединения заготовок в более широкое ребро. Стойкость арматурного профиля повышается за счет создания условий, исключающих выход зоны физико-химической неоднородности на поверхность стержня профиля. 1 з.п. ф-лы, 15 ил. Изобретение относится к прокатному производству, вчастности ктехнологии прокатки арматурной стали на сортовых и проволочных станах. Целью предлагаемого технического решения является повышение стойкости арматурной стали коррозионному' растрескиванию. Вышеизложенное поясняется фиг.1-15. На фиг.1 и 2 показаны способы двухручьевой прокатки-разделения арматурной стали. На фиг.З и 4 показано поперечное сечение арматурного профиля с локализацией места выхода ЗФХН на поверхность в продольном ребре профиля. На фиг.5 показан вариант двухручьевой прокатки-разделения арматурной стали с локализацией места разделения заготовок в продольном ,іебре профиля. При формировании в многоручьевом калибре раската, состоящего из двух квадратных (ромбических) заготовок 1 и 2 (фиг.1), соединенных по диагонали перемычкой 3 и последующем продольном разделении этого раската в месте перемычки 3 на отдельные квадратные заготовки 5 и 6 (фиг,2) происходит вскрытие и вывод зоны физикохимической неоднородности (ЗФХН) 4 (фиг.1) раската на поверхность заготовок 5 и 6 (фиг.2) в месте их разделения 7, 8, т.е. в ребра квадратных заготовок. При последующей прокатке разделенных квадратных заготовок 5, 6 (фиг.З) в овальных калибрах на сформированных овальных полосах 9, 10 ЗФХН выходит на боковую поверхность в местах 11, 12 под углом а= 40-35° к большим осям овальных полос. После кантовки овальных полос 9, 10 на 90° они прокатыва (21)4792745/02 (22)19.02.90 9-93 1817367 готовые арматурные пробили ( Сі), например, сохраняя значение горизонтального диаметра dr профиля в соот10 ветствим с требованиями ГОСТ. Выводя в этом случае ЗФХН 50 на боковую поверхность 51 более широкого продольного ребра 48 расстояние, а следовательно, и время развития трещин увеличится по сравнению 15 с предыдущим пропорционально половине разности ширми продольных ребер: При формировании продольных ре20 бер, отличающихся по ширине в два раза (Сг/Сі = 2), предполагаемое увеличение времени коррозионной стойкости арматурного профиля составит A t i - 30-40%. Локализацию места продольного разделения заготовок а продольном ребре готового арматурного профиля можно осуществить путем прокатки раздельных квадратных заготовок в системе калибров овал-кврдрзт-овал-ччетый калибр. Путем продольного разделения известным способом раската получают две квадратные заготовки 52,53 (фиг.11), лмквэционная зона 54, 55 которых выходит на поверхность в продольные ребра (вершины) 56, 57, После по35 ворота вокруг продольной оси на 45° квадратную заготовку 52 (фиг.12) прокатывают в овальном калибре 58, формируя овальную полосу 59. При этом место выхода 60 ЗФХН на боковую поверхность овальной полосы 59 по отношению к ее оси 61 находится под углом
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling-separation of reinforcing steel
Автори англійськоюShulhin Hryhoryi Mytrofanovych, Ivchenko Oleksandr Vasyliovych, Maksakov Anatolii Ivanovych, Tilha Stepan Serhiiovych, Dyshkovets Hennadii Anatoliiovych, Omes Mykola Mykhailovych, Babenko Mykhailo Antonovych
Назва патенту російськоюСпособ прокатки-разделения арматурной стали
Автори російськоюШульгин Григорий Митрофанович, Ивченко Александр Васильевич, Максаков Анатолий Иванович, Тильга Степан Сергеевич, Дышковец Геннадий Анатольевич, Омесь Николай Михайлович, Бабенко Михаил Антонович
МПК / Мітки
МПК: B21B 1/02
Мітки: спосіб, сталі, арматурної, прокатки-розділення
Код посилання
<a href="https://ua.patents.su/4-7907-sposib-prokatki-rozdilennya-armaturno-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки-розділення арматурної сталі</a>
Спосіб термомеханічної обробки арматурної сталі
Номер патенту: 3203
Опубліковано: 26.12.1994
Автори: Зосименко Валерій Дмитрович, Гавриленко Євген Дмитрович, Крупник Ісаак Абрамович, Енвальд Анатолій Васильович, Сапригін Хразален Михайлович, Филонов Юрій Всеволодович, Крупнік Леонід Ісаакович, Гончар Володимир Павлович
Мітки: спосіб, термомеханічної, сталі, арматурної, обробки
Формула / Реферат:
Способ термомеханической обработки арматурной стали, включающий аустенизацию заготовки, прокатку в калибрах и ускоренное охлаждение раската, отличающийся тем, что аустенизацию заготовки проводят при температуре 1150—1000 °C, черновую прокатку в калибрах завершают переобжатием прикромочных участков сечения полосового раската, превышающим на 11—30% коэффициент обжатия центрального участка, затем подстуживают переобжатые участки раската до...
Спосіб прокатки-розділення
Номер патенту: 7903
Опубліковано: 26.12.1995
Автори: Шульгін Григорій Митрофанович, Кукуй Давид Пенхусович, Толпа Анатолій Андрійович, Губайдулін Вячеслав Фуатович
МПК: B21B 1/02
Мітки: прокатки-розділення, спосіб
Формула / Реферат:
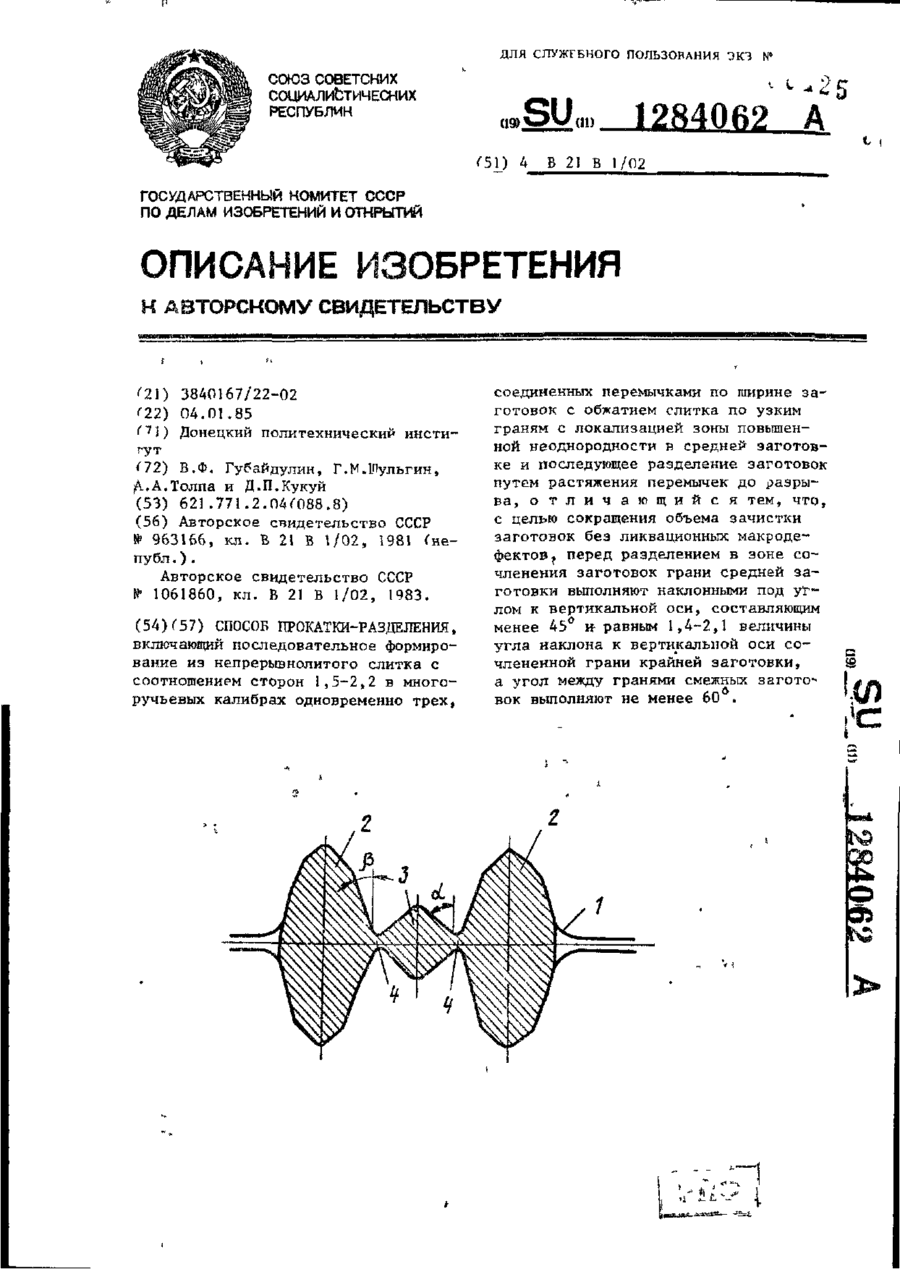
Способ прокатки-разделения, включающий последовательное формирование из непрерывнолитого слитка с соотношением сторон 1,5-2,2 в многоручьевых калибрах одновременно трех, соединенных перемычками по ширине заготовок с обжатием слитка по узким граням с локализацией зоны повышенной неоднородности в средней заготовке и последующее разделение заготовок путем растяжения перемычек до разрыва, отличающийся тем, что, с целью сокращения объема...
Спосіб прокатки круглих заготовок
Номер патенту: 7963
Опубліковано: 26.12.1995
Автори: Левицький Анатолій Петрович, Кукуй Давид Пенхусович, Лам Матвій Маркович, Шум Валентин Борисович, Губайдулін Вячеслав Фуатович, Корінь Андрій Олександрович
МПК: B21B 1/02
Мітки: круглих, прокатки, заготовок, спосіб
Формула / Реферат:
Способ прокатки круглых заготовок из подката квадратного сечения на двухвалковом реверсивном стане, включающий деформацию раската с получением подготовительного овала, ребрового овала, предчистрвого овала и готового круглого профиля с промежуточными кантовками между пропусками на 90°, отличающийся тем, что подготовительный овал формируют в плоском горизонтальном овальном калибре, ребровой овал формируют в чистовом калибре за счет...
Спосіб прокатки заготовок
Номер патенту: 6060
Опубліковано: 29.12.1994
Автори: Левічев Павло Олексійович, Шульгін Григорій Митрофанович, Тільга Степан Сергійович, Губайдулін Вячеслав Фуатович, Костюченко Михайло Іванович, Максаков Анатолій Іванович, Остапенко Віктор Володимирович, Нечепоренко Володимир Андрійович
МПК: B21B 1/02
Мітки: прокатки, заготовок, спосіб
Формула / Реферат:
1. Способ прокатки заготовок, включающий последовательное формирование из исходной заготовки в многоручьевых калибрах двухниточного раската, состоящего из разноосных заготовок, соединенных между собой перемычкой, поворот заготовок вокруг их продольных осей в противоположные стороны и продольное разделение раската, отличающийся тем, что, с целью повышения технологичности процесса, смежные грани заготовок двухниточного раската формируют в...
Спосіб прокатки заготівок
Номер патенту: 7906
Опубліковано: 26.12.1995
Автори: Губайдулін Вячеслав Фуатович, Шульгін Григорій Митрофанович, Максаков Анатолій Іванович, Корінь Андрій Олександрович, Левічев Павло Олексійович
МПК: B21B 1/02
Мітки: заготівок, прокатки, спосіб
Формула / Реферат:
Способ прокатки заготовок по авт. св. № 888365, отличающийся тем, что, с целью улучшения качества мест разделения и упрощения отделения заготовок при формировании многоручьевого раската в виде трех неравноосных заготовок, соединенных перемычками по большим осям, разделение заготовок осуществляют срезом перемычек, при этом одновременно смещают среднюю заготовку относительно крайних в направлении, перпендикулярном общей оси раската, и...
Попередній патент: Спосіб прокатки заготівок
Наступний патент: Гідравлічний рульовий механізм транспортного засобу
Випадковий патент: Саморегулююча система опалення та гарячого водопостачання