Спосіб прокатки заготівки
Номер патенту: 7888
Опубліковано: 26.12.1995
Автори: Максаков Анатолій Іванович, Шульгін Григорій Митрофанович, Костюченко Михайло Іванович, Нечепоренко Володимир Андрійович, Левічев Павло Олексійович, Губайдулін Вячеслав Фуатович, Тільга Степан Сергійович, Солод Володимир Сергійович, Остапенко Віктор Володимирович
Формула / Реферат
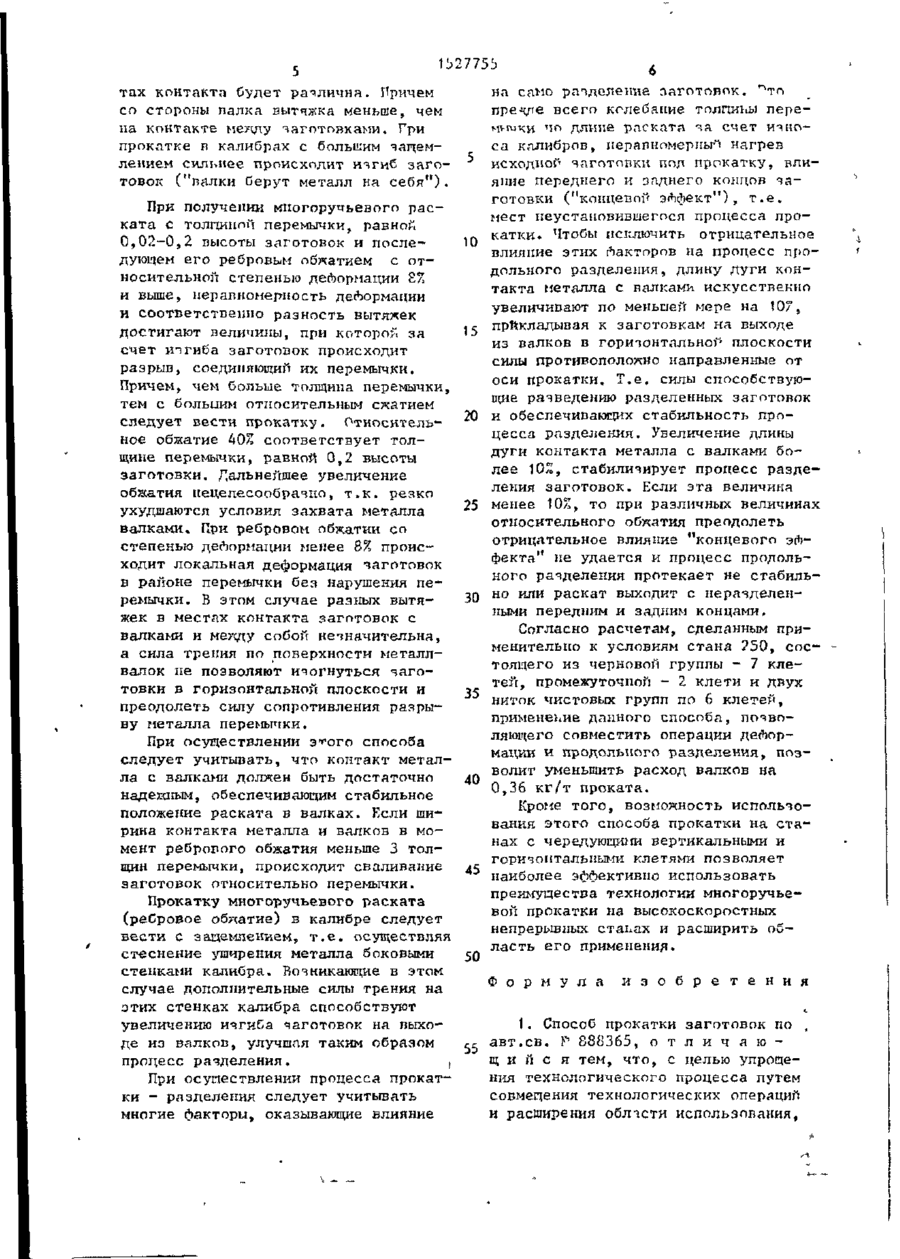
1. Способ прокатки заготовок по авт. св. № 888365, отличающийся тем, что, с целью упрощения технологического процесса путем совмещения технологических операций и расширения области использования, продольное разделение раската осуществляют в процессе локального деформирования металла в районе перемычек путем ребрового обжатия раската с относительным обжатием 8-40% на ширине, равной по меньшей мере трехкратной толщине перемычки.
2. Способ по п. 1, отличающийся тем, что ребровое обжатие производят со стеснением уширения металла боковыми стенками калибра.
3. Способ по п.1, отличающийся тем, что длину дуги контакта металла с валками при ребровом обжатии увеличивают по меньшей мере на 10%, прикладывая к заготовкам на выходе из валков в горизонтальной плоскости силы, противоположно направленные от оси раската.
Текст
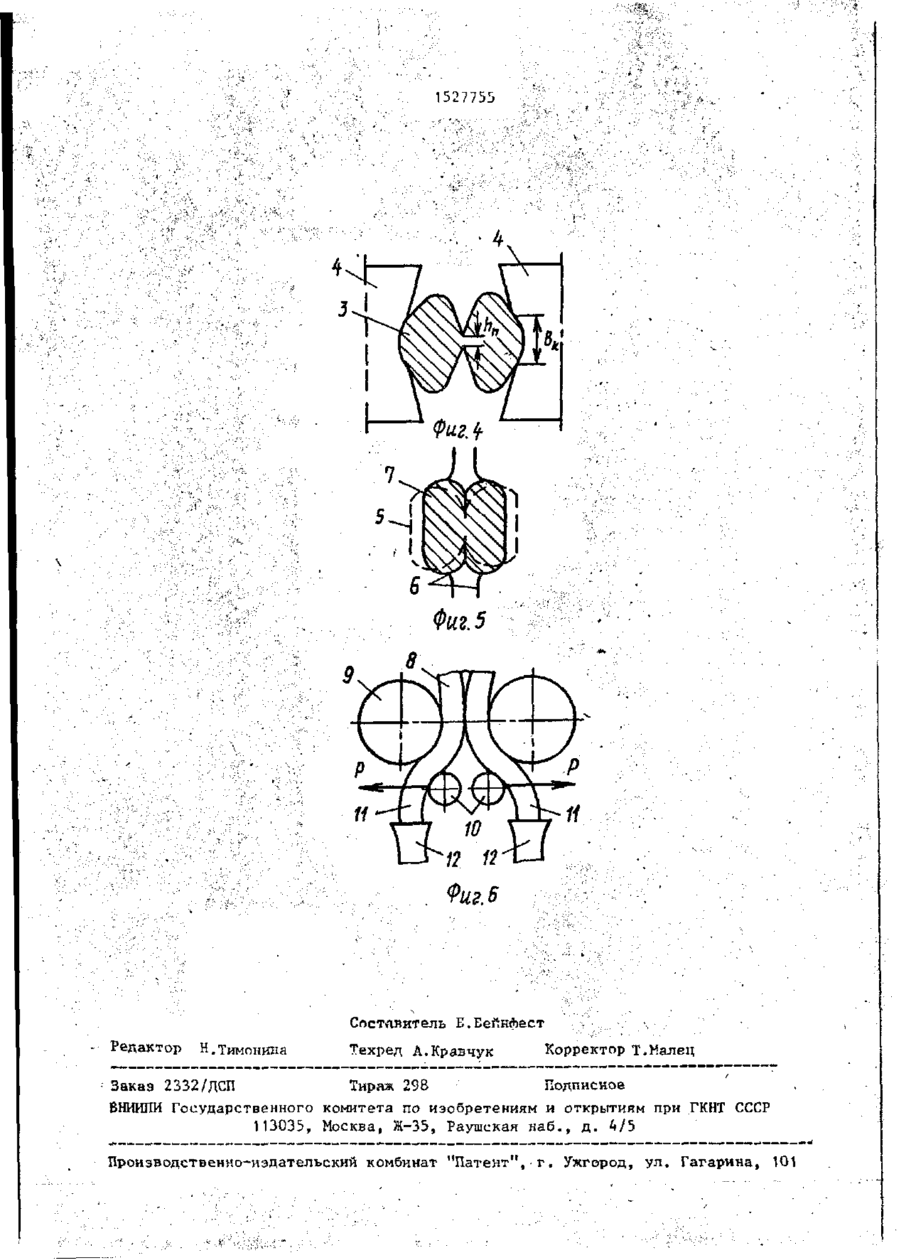
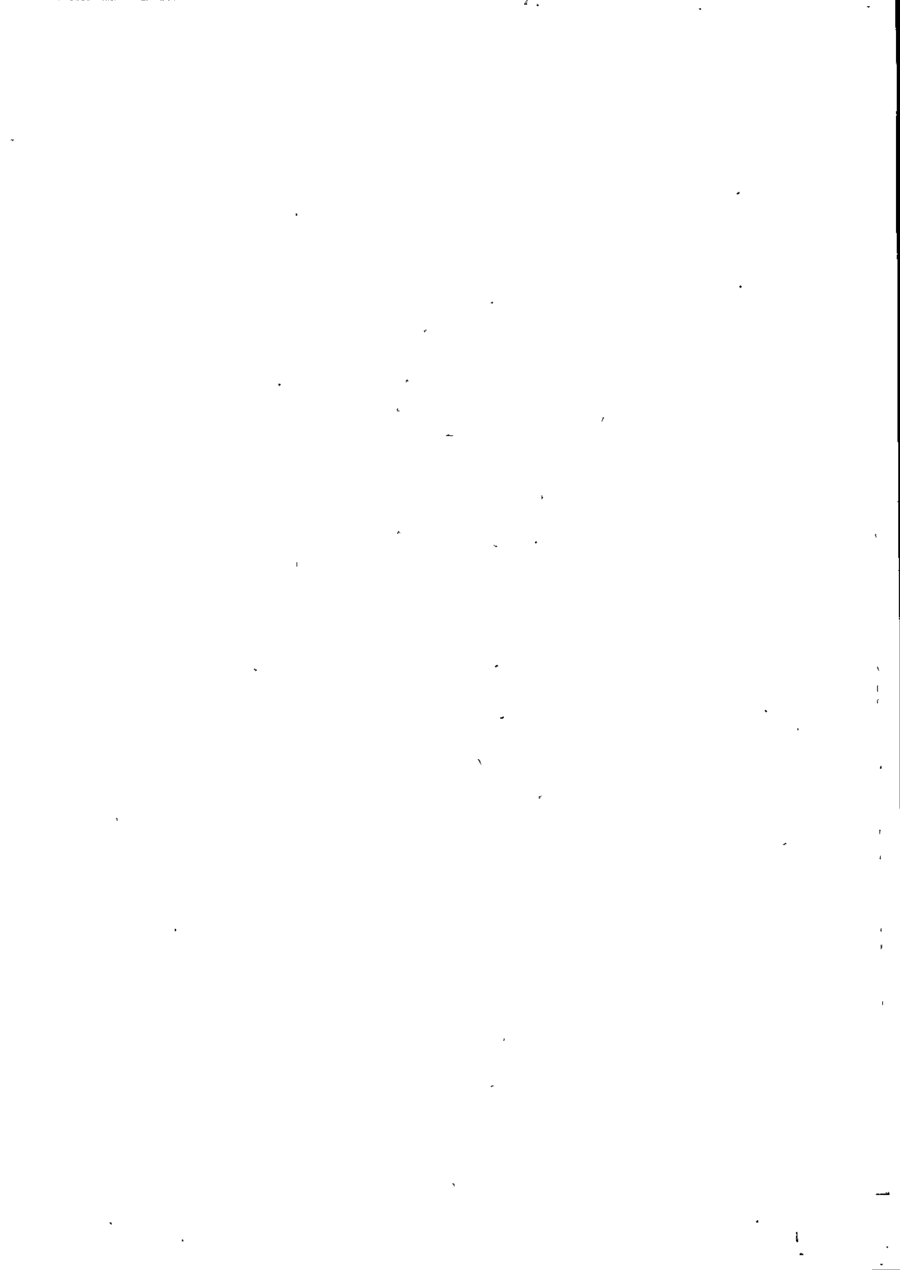
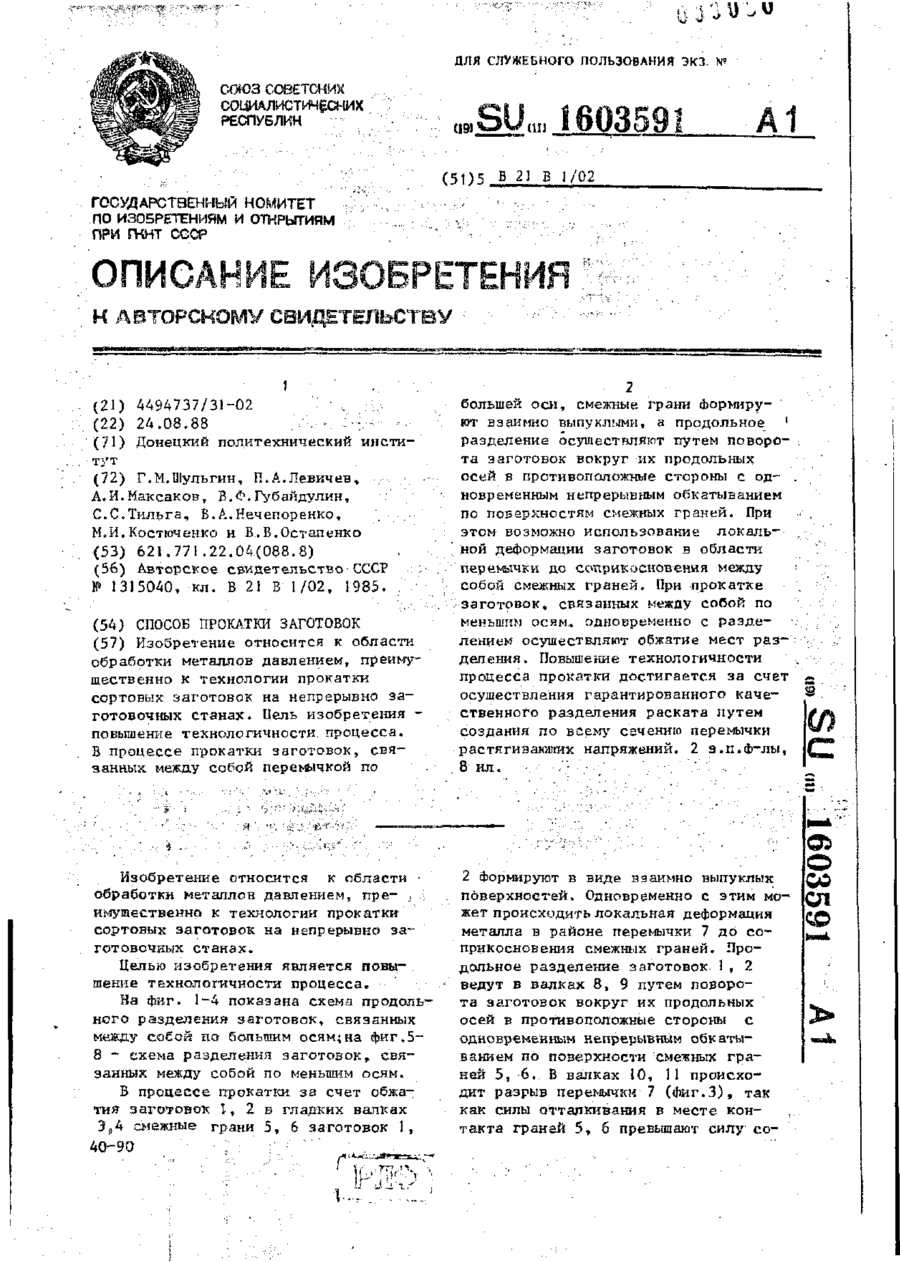
Изобретение касается обработки металлов давлением, преимущественно технологии прокатки сортовых заготовок на обнимно-заготовочных станах, а также в черновых и чистовых группах сортовых станов, и является усовершенствованием известного способа прокатки заготовки. 1\ель изобретения - упрощение технологического процесса путем совмещения технологических операций и расширение области использования. Заготовку получают последовательным сЬормированием в многоручьевых калибрах многониточиого раската с последующим продольным разделением его на отдельные заготовки. При этом разделение осуществляют при локальной деформации металла в районе перемычек путем ребрового обжатия на 8-40% на ширине,равной по меньшей пере трехкратной толщине перемычки. Для повышения надежности ребровое обжатие может производиться со стеснением уширения металла, боковыми стенками калибра, а также приложением на выходе из валков горизонтальных сил, направленных в противоположные стороны от оси раската, и увеличивающих длину дуги контакта металла с валками как минимум ка 10%. Упрощение технологического процесса достигается путем возможности совмещения процесса локальной деформации металла в области перемычки с его продольным разделением, а расширение области использования имеет место вследствие возможности использования этого способа на станах с чередующимися вертикальными и горизонтальными валками. 2 з.п. ф-лы, 6 ил., 2 табл. СЛ СЛ СЛ Изобретение касается обработки металлов давлением, преимущественно технологии прокатки сортовых загото вок иа обжишю-заготоночных станах, а также в черновых и чистовых группах сортовых станов непрерывного типа при получении промежуточного профиля и является усовершенство45-89 ванием известного способа прокатки заготовок по авт.св.№ 888365. Целью изобретения является упрощение технологического процесса путем совмещения технологических операций и расыирение области использования» 1527755 Двухручьевой раскат 5 (Лиг.5), состоящий из двух заготовок прямоугольной Лормы высотой 19 мм и ширинок 26 мм обжимают в валках 6 с относительным обжатием 23%. Для осуществления ребрового обжатия в валках врезан ящичный калибр, имеющий ширину по дну калибра 16 мм, а по раяъему валкол ширину 23 мм. Прокатка раската 5 в этом калибре идет с защемлением уширения. Возникающие при этом на стенках калибра дополнительные силы контактного трения способствуют более интенсивному протеканию процесса продольного разделения продеформированных заготовок 7, І а фиг. 1 показан момент входа ї двухручьевого раската в прокатные валки; па Лиг.2 - момент деформации двухручьевого раската в прокатных валках; на Лиг.З - момент при деформации и разделения двухручьевого раската в прокатных валках, вид сверху; на Лиг.4 - ребровое обжатие двух ручьевого раската на ширине, равной по меньшей мере трехкратной толщине перемычки; на Лиг.5 - то же, в калибре со стеснением уширяемого металла его боковыми стенками; на фиг.6 - момент приложения к заготовкам на выходе из валков в горизонтальной плоскости сил, противоположно направляемых от оси раската. Прокатку двухручьевого раската 1 ведут в прокатных валках 2, осуществляя ребровое обжатие в направлении соединяющей заготовки перемычки. Раскат 1 шириной 20 мм, например, обжимают в валках 2 диаметром 100 мм. Относительное обжатие рекомендуется 8-40%. При выходе заготовок 1 из валков 2 (фиг.З) происходит их продольное разделение. Для исследования возможностей продольного разделения предлагаемого способа прокатки варьировали степенью обжатия и толщиной перемычки. Данные эксперимента, представленные в табл.1, показывают, что при относительном гблатии менее 8% процесс продольного разделения двухниточного раската протекает нестабильно, а при незначительном увеличении толщины перемычки (например за счет износа валков) прекращается. Увеличение же относительного обжатия раската свыше 40% резко ухудшает условия захвата раската валками. 20 25 30 35 40 Двухручьевой раскат 3 (Лиг.4), состоянии из ромбических заготовок 45 высотой 25 мм и шириной 30 мм и соединенный перемычкой толщиной h H = = 3 мм деформируют п валках 4, имеющих кокЛигурацию близкую к конфигурации внешних боковых стенок раска50 та 3. Б момент раската валками ширина контакта металла и валков V. к составляет 11 мм, т.е. Р к У 3h n . Такое соотноыеиие величин V>K и h,, гарантирует стабильное протекание процесса 55 деформации заготовок и их продольное разделение при ребровом обжатии раската от Р до 40П. Двухручьевой раскат 8 деформируют в валках 9. На выходе из валков 9 разделенных заготовок устанавливают ролики 10, которые прижимают разделенные заготовки 11 к валкам 9. При этом за счет разности диаметров валков 9 и роликов 10 заготовки изгибаются в сторону меньшего диаметра, т,е. роликов, где установлена привалковая арматура 12, которая направляет разделенные заготовки в следующую прокатную клеть. Установка отгибающих заготовок 11 роликов 9 создает силы Р, которые, прижимая заготовки 11 к валкам 9, увеличивают длину дуги контакта между металлом и валками и способствуют стабилизации процесса продольного* разделения и последующей прокатке. Экспериментальные данные при прокатке-разделении двухручьевого раската согласно фиг.6 приведены в табл.2. Как видно из приведенных результатов» увеличение длины дуги контакта металла и валков на 10" и более позволяет стабилизировать процесс прокатки-разделения и устранить влияние негативных бакторов . Сущность изобретения заключается в следующем. В процессе прокатки между металлом и валками возникают силы трения. При ребровом обжатии многоручьевого раската происходит локальная деЛормация металла в районе перемычек. Т.к. силы трения на поверхностях металл-металл и металл-валок неодинаковы, в очаге деформации возникает различное иапряженно-десЪормированное состояние из этих поверхностей, характеризуемое различной степенью обкатил. Вытяяка металлов в этих мес-* t!>2775b тах контакта будет различна. Причем сп стороны палка вытяжка меньше, чем на контакте МЄУЇДУ заготовками. Гри прокатке п калибрах с большим защемлением сильнее происходит изгиб заготовок ("палки берут металл на себя"). При получении миогоручьевого раската с толщиной перемычки, равной 0,02-0,2 высоты заготовок и последующем его ребровым обжатием с относительной степенью деформации 87, и выше, неравномерность деформации и соответственно разность вытяжек достигают величины, при которой за счет изгиба заготовок происходит разрыв, соединяющий их перемычки. Причем, чем больше толщина перемычки, тем с большим относительным сжатием следует вести прокатку. Относительное обжатие 40% соответствует толщине перемычки, равной 0,2 высоты заготовки. Дальнейшее увеличение обжатия нецелесообразно, т.к. резко ухудшаются условия захвата металла валками. При ребровом обжатии со степенью дебормации менее 8% происходит локальная деформация заготовок в районе перемычки без нарушения перемычки. В этом случае разных вытяжек в местах контакта заготовок с валками и ме>т
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of billet rolling
Автори англійськоюShulhin Hryhoryi Mytrofanovych, Levichev Pavlo Oleksiiovych, Tilha Stepan Serhiiovych, Kostiuchenko Mykhailo Ivanovych, Ostapenko Viktor Volodymirovich, Maksakov Anatolii Ivanovych, Hubaidulin Viacheslav Fuatovych, Solod Volodymyr Sergiiovych
Назва патенту російськоюСпособ прокатки заготовки
Автори російськоюШульгин Григорий Митрофанович, Левичев Павел Алексеевич, Тильга Степан Сергеевич, Костюченко Михаил Иванович, Остапенко Виктор Владимирович, Максаков Анатолий Иванович, Губайдулин Вячеслав Фуатович, Солод Владимир Сергеевич
МПК / Мітки
МПК: B21B 1/02
Мітки: прокатки, спосіб, заготівки
Код посилання
<a href="https://ua.patents.su/6-7888-sposib-prokatki-zagotivki.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки заготівки</a>
Спосіб прокатки заготовок
Номер патенту: 6060
Опубліковано: 29.12.1994
Автори: Левічев Павло Олексійович, Остапенко Віктор Володимирович, Нечепоренко Володимир Андрійович, Максаков Анатолій Іванович, Шульгін Григорій Митрофанович, Тільга Степан Сергійович, Губайдулін Вячеслав Фуатович, Костюченко Михайло Іванович
МПК: B21B 1/02
Мітки: прокатки, заготовок, спосіб
Формула / Реферат:
1. Способ прокатки заготовок, включающий последовательное формирование из исходной заготовки в многоручьевых калибрах двухниточного раската, состоящего из разноосных заготовок, соединенных между собой перемычкой, поворот заготовок вокруг их продольных осей в противоположные стороны и продольное разделение раската, отличающийся тем, что, с целью повышения технологичности процесса, смежные грани заготовок двухниточного раската формируют в...
Спосіб прокатки
Номер патенту: 6059
Опубліковано: 29.12.1994
Автори: Кукуй Давид Пенхусович, Гурін Валерій Володимирович, Губайдулін Вячеслав Фуатович, Овсій Едуард Вікторович, Ігнат'єв Станіслав Миколайович, Шульгін Григорій Митрофанович
МПК: B21B 1/02
Формула / Реферат:
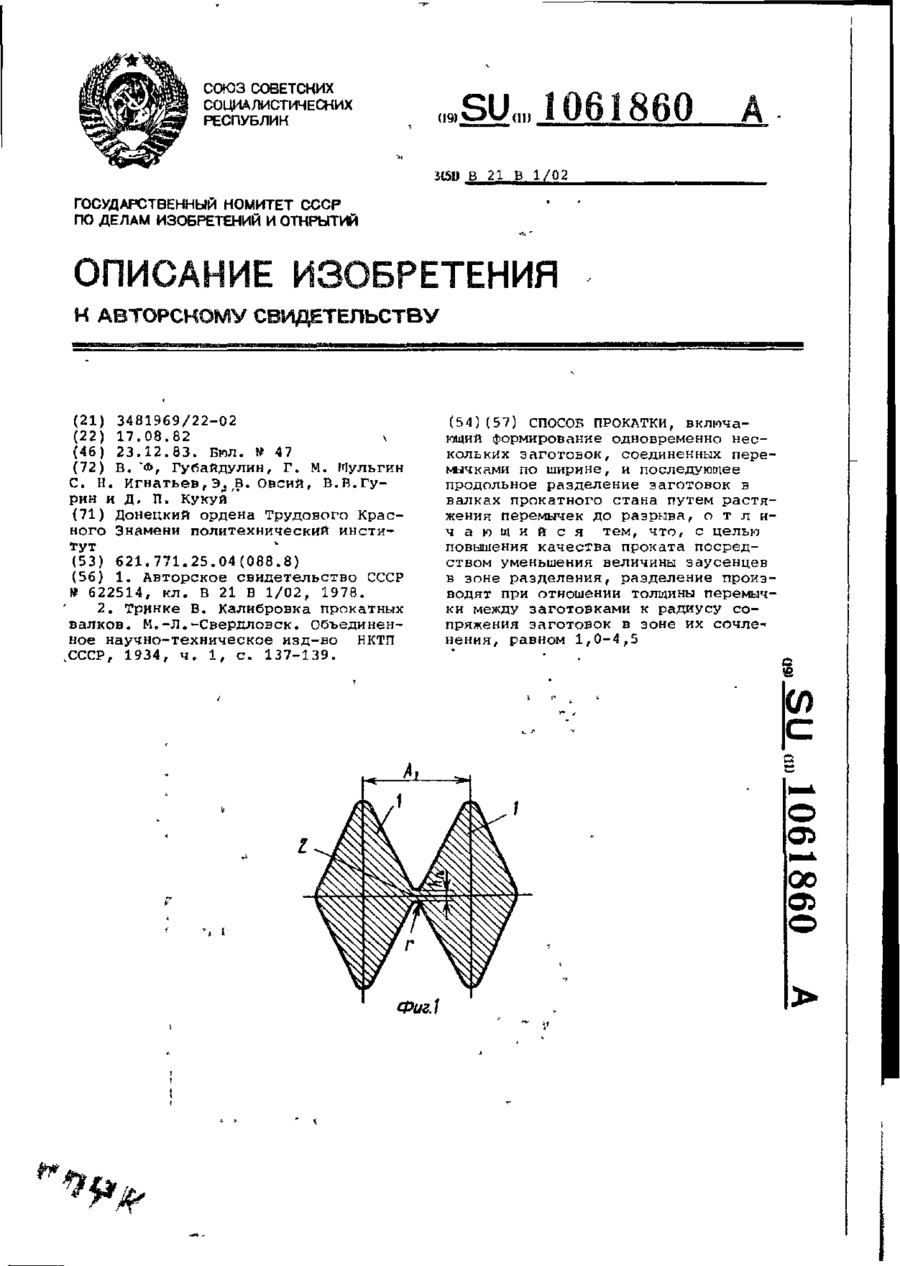
Способ прокатки, включающий формирование одновременно нескольких заготовок, соединенных перемычками по ширине, и последующее продольное разделение заготовок в валках прокатного стана путем растяжения перемычек до разрыва, отличающийся тем, что, с целью повышения качества проката посредством уменьшения величины заусенцев в зоне разделения, разделение производят при отношении толщины перемычки между заготовками к радиусу сопряжения...
Спосіб отримання квадратної заготівки
Номер патенту: 6968
Опубліковано: 31.03.1995
Автори: Дорожко Іван Кирилович, Чічкан Артур Олексійович, Скороход Микола Михайлович, Міронов Євген Костянтинович, Луценко Віктор Олександрович, Молочєк Олександр Васильович, Луцький Михайло Борисович, Локтіонов Петро Якович, Плотніков Петро Іванович, Дяченко Михайло Григорійович, Селіщев Сергій Єгорович
МПК: B21B 1/02
Мітки: спосіб, заготівки, квадратної, отримання
Формула / Реферат:
Способ получения квадратной заготовки, преимущественно на непрерывных и полунепрерывных станах, включающий нагрев заготовки и прокатку в ящичных калибрах чистовой группы, отличающийся тем, что прокатку в чистовом калибре производят с продольной деформацией, составляющей 6...7% от суммарной продольной деформации заготовки.
Спосіб виготовлення заготівок
Номер патенту: 1466
Опубліковано: 25.07.1994
Автори: Бондаренко Микола Андрійович, Тарасов Віктор Іванович, Луценко Віктор Олександрович, Чічкан Артур Олексійович, Дорожко Іван Кирилович, Проценко Юрій Юрійович, Локтіонов Петро Якович, Луцький Михайло Борисович
МПК: B21B 1/02
Мітки: спосіб, заготівок, виготовлення
Формула / Реферат:
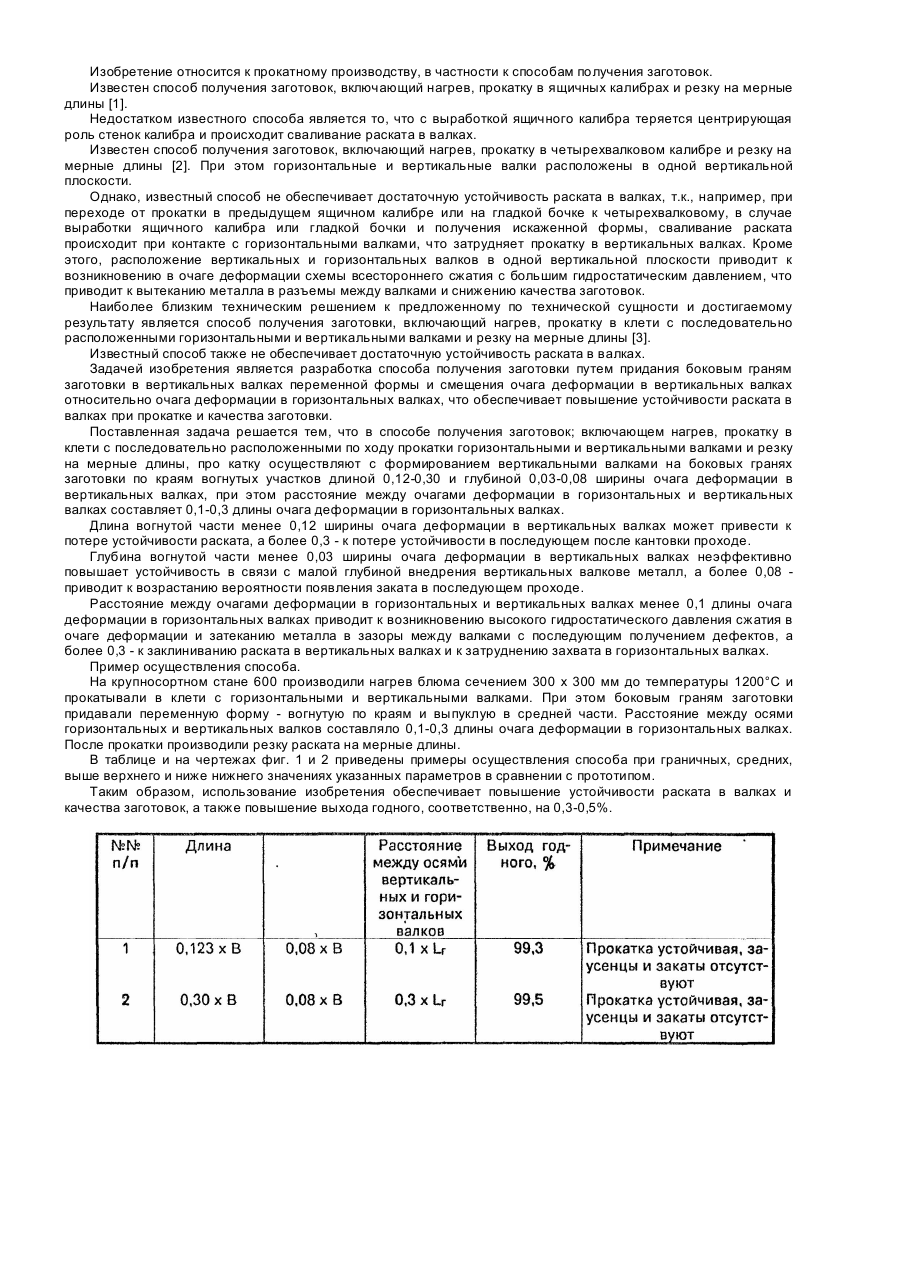
Способ получения заготовки, включающий нагрев, прокатку в клети с последовательно расположенными по ходу прокатки горизонтальными и вертикальными валками и резку на мерные длины, отличающийся тем, что прокатку осуществляют с формированием вертикальными валками на боковых гранях заготовки по краям вогнутых участков длиной 0,12-0,30 и глубиной 0,03-0,08 ширины очага деформации в вертикальных валках, при этом расстояние между очагами...
Спосіб поздовжньої прокатки
Номер патенту: 5060
Опубліковано: 28.12.1994
Автори: Кісєльов Андрєй Пєтровіч, Капнін Владімір Вікторовіч, Хлопонін Віктор Ніколаєвіч, Мєльніков Алєксандр Васільєвіч, Овчіннікова Маріна Васільєвна, Ашіхмін Гєрман Вікторовіч
МПК: B21B 1/26
Мітки: поздовжньої, прокатки, спосіб
Формула / Реферат:
1. Способ продольной прокатки, преимущественно литых заготовок, включающий из раздельную задачу и обжатие в перекрещивающихся рабочих валках с гладкими бочками, ориентированных симметрично относительно вертикальной плоскости, и осевое перемещение рабочих валков навстречу друг другу, отличающийся тем, что, с целью повышения качества проката и интенсификации процесса прокатки посредством дробления исходной литой структуры, выравнивания...
Попередній патент: Спосіб поверхневої обробки проката, який рухається
Наступний патент: Спосіб багатострумкової прокатки
Випадковий патент: Збірно-монолітне перекриття будинку