Спосіб дифузійного зварювання металів
Номер патенту: 79181
Опубліковано: 25.05.2007
Автори: Юрченко Євген Степанович, Вовченко Олександр Іванович, Половинко Володимир Дмитрович
Формула / Реферат
Спосіб дифузійного зварювання металів, який включає стискання деталей, що зварюються, нагрів до температури зварювання і витримку протягом часу, необхідного для одержання міцного з'єднання, який відрізняється тим, що після стискання деталей по черзі через кожну деталь уздовж зони зварювання пропускають серію імпульсів однополярного струму чи імпульсів змінного струму амплітудною щільністю ![]() , тривалістю
, тривалістю ![]() , з числом імпульсів
, з числом імпульсів ![]() , визначеним із залежності:
, визначеним із залежності:
![]()
де:
![]() - питома електрична енергія обробки металу, що забезпечує зминання мікронерівностей, Дж/мм3;
- питома електрична енергія обробки металу, що забезпечує зминання мікронерівностей, Дж/мм3;
![]() - об'єм зони зварювання, мм3;
- об'єм зони зварювання, мм3;
![]() - електрична енергія одиничного імпульсу, Дж;
- електрична енергія одиничного імпульсу, Дж;
![]() - к.к.д. перетворення електричної енергії в теплову в зоні зварювання,
- к.к.д. перетворення електричної енергії в теплову в зоні зварювання,
при цьому нагрів до температури зварювання і витримку протягом часу, необхідного для одержання міцного з'єднання, здійснюють на повітрі.
Текст
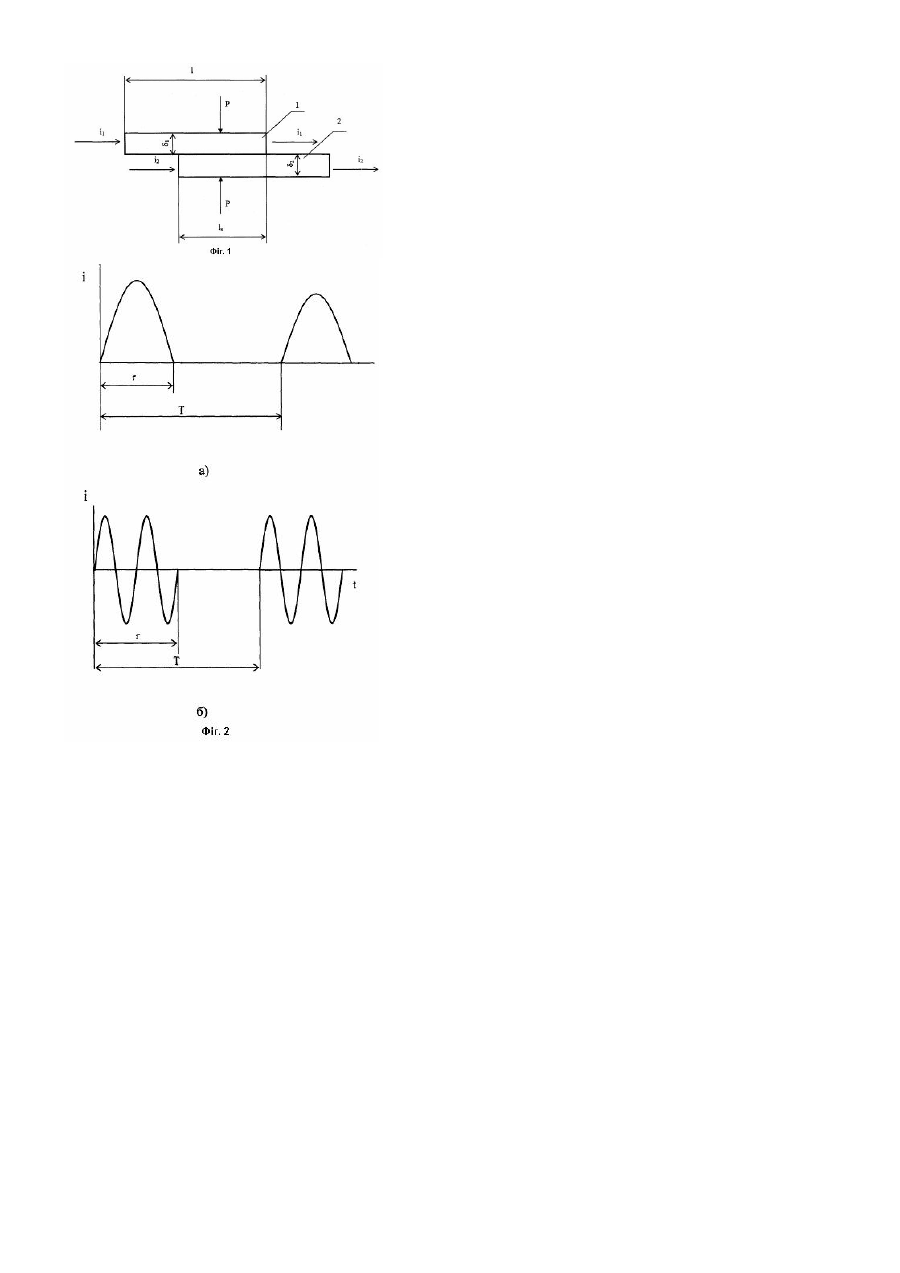
Винахід відноситься до способів дифузійного зварювання металів і сплавів. Відомий спосіб дифузійного зварювання металів у вакуумі [Диффузионная сварка металлов, Н.Ф.Козаков, М. Машиностроение, 1976г., 311с], який полягає в тому, що деталі, що зварюються, розміщають у вакуумній камері, стискають між собою поверхні, що зварюються, здійснюють вакуумування в робочій камері з наступним індукційним нагрівом деталей до визначеної температури і витримкою протягом часу, необхідного для зминання мікронерівностей і одержання міцного з'єднання, охолоджують разом з вакуумною камерою. Ознаками, які збігаються з істотними ознаками винаходу, що заявляється, є стиск деталей, що зварюються, і нагрів до визначеної температури. До причин, що перешкоджають одержанню необхідного технічного результату, варто віднести таке: низька продуктивність процесу через великі втрати часу на одержання вакууму й охолодження деталей у вакуумній камері, а також застосування дорогого вакуумного устаткування. Як прототип обраний спосіб дифузійного зварювання в рідких середовищах [Диффузионная сварка в жидких средах. М.Л.Финкельштейн, М.: Металлургия, 1978г., 64с], який полягає в тому, що деталі, які з'єднуються, після механічної обробки контактних поверхонь щільно притискають одна до одної і занурюють у ванну з рідким середовищем, нагрітим до температури зварювання, витримують протягом часу, потрібного для одержання необхідної міцності, витягають з ванни і охолоджують на повітрі. Ознаками, що збігаються з істотними ознаками винаходу, що заявляється, є стиск деталей, що зварюються, нагрів до температури зварювання і витримка протягом часу, необхідного для одержання міцного з'єднання. До причин, що перешкоджають одержанню необхідного технічного результату, варто віднести таке: у відомому способі як рідкі середовища використовують різні солі барію, натрію і калію, окисли металів, лугу, які при температурі зварювання (500-1200°С) чинять сильну окисну і корозійну дію на деталі, що зварюються. Це вимагає застосування спеціальної технології захисту поверхонь деталей, а проведення всього циклу зварювання вимагає створення й устаткування спеціалізованої термохімічної ділянки з відповідною технікою безпеки, що підвищує собівартість зварювання і знижує продуктивність процесу. В основу винаходу поставлена задача спрощення технології дифузійного зварювання, підвищення продуктивності процесу, зниження собівартості і підвищення якості деталей, що зварюються, за рахунок виключення нагрівання і зварювання деталей у хімічно активних рідких середовищах і усунення всього циклу термохімічної обробки деталей, що зварюються. Сутність винаходу полягає в тім, що у способі дифузійного зварювання металів, що включає стиск деталей, що зварюються, нагрів до температури зварювання і витримку протягом часу, необхідного для одержання міцного з'єднання, відповідно до винаходу, після стиску деталей по черзі через кожну деталь уздовж зони зварювання пропускають серію імпульсів однополярного струму чи імпульсів змінного струму амплітудною щільністю j m ³ 1,2 × 109 А / м 2 , тривалістю t ³ 200 × 10 -6 c , з числом імпульсів n , визначеним із залежності: n= q×V , We × h де: q - питома електрична енергія обробки металу, що забезпечує зминання мікронерівностей, Дж /мм3, V - об'єм зони зварювання, мм3, W e - електрична енергія одиничного імпульсу, Дж/мм3, h - к.к.д. перетворення електричної енергії в теплову в зоні зварювання, при цьому нагрів до температури зварювання і витримку протягом часу, необхідного для одержання міцного з'єднання, здійснюють на повітрі. Розкриваючи причинно-наслідковий зв'язок між сукупністю істотних ознак і технічним результатом, необхідно відзначити, що проходження через деталь імпульсного струму великої щільності викликає електростимульовану пластичну деформацію мікронерівностей у зоні зварювання, що приводить до зминання мікронерівностей і зменшенню зазору між контактними поверхнями до значень, що перешкоджають надходженню повітря з навколишнього середовища у процесі наступного нагріву і зварювання деталей. Крім того, використання імпульсного змінного струму при обробці деталі дозволяє додатково активувати взаємну дифузію металів за рахунок можливості виходу з металу на контактну поверхню рухливих дислокацій різного знака, що рухаються як по, так і проти напрямку руху струму. При цьому за час протікання одного імпульсу струму досить двох періодів коливань струму. Відомий електропластичний ефект металів (ЕПЕ) [Спицын В.И., Троицкий О.А. Электропластическая деформация металлов. М. Наука, 1985г., 159с.], полягає в тім, що при пропусканні через метал імпульсів струму великої щільності j m ~ 1× 109 А / м 2 і тривалістю t = 10 -5 ¸ 10 -4 c с різко знижується опір металу деформуванню і підвищується його пластичність. ЕПЕ зростає пропорційно щільності струму, тривалості імпульсу, величині енергії, введеної в метал. В залежності від властивостей металу і виду навантаження загальна пластична деформація металу до руйнування збільшується від 50 до 200%. Разом з тим, інформація з впливу ЕПЕ на характеристики контактної поверхні і деформацію мікронерівностей у випадку стиску двох пластин у літературі відсутня. Для визначення величини основних параметрів процесу обробки струмом, що забезпечують деформацію мікронерівностей на контактній поверхні, були проведені експерименти на плоских стальних (Ст3) і мідних (М-3М) зразках. Плоскі зразки розмірами 170х15х3,0мм стискали у пристрої, що забезпечує контактний тиск у зоні зварювання 0,1 від границі текучості металу
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of diffusion welding of metals
Автори англійськоюYurchenko Yevhen Stepanovych, Vovchenko Oleksandr Ivanovych
Назва патенту російськоюСпособ диффузионной сварки металлов
Автори російськоюЮрченко Евгений Степанович, Вовченко Александр Иванович
МПК / Мітки
МПК: B23K 31/02
Мітки: спосіб, дифузійного, металів, зварювання
Код посилання
<a href="https://ua.patents.su/4-79181-sposib-difuzijjnogo-zvaryuvannya-metaliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб дифузійного зварювання металів</a>
Спосіб дифузійного зварювання графітових виробів усатюка
Номер патенту: 36935
Опубліковано: 16.04.2001
Автор: Усатюк Дмитро Андрійович
МПК: B23K 20/16
Мітки: виробів, дифузійного, графітових, спосіб, зварювання, усатюка
Текст:
...молібденовій підставці 3 встановлюють зварювану графітову деталь 4, яка одночасно є графітовим нагрівачем вакуумної електропечі. В камері 1 розташовані теплові екрани 5 та підключено балон з аргоном 6 через натікач 7 з натікачем 8 для напуску повітря та форвакуумний насос 9 через затвор 10. Графітова деталь 4 складається з двох складових частин - робочої частини 11 та несучої частини 12, зварний шов 13. Для виключення забруднення...
Екзотермічна суміш для паяння – зварювання металів (варіанти)
Номер патенту: 37449
Опубліковано: 15.05.2001
Автори: Лебедєв Борис Володимирович, Лебедєв Володимир Георгійович
МПК: B23K 23/00
Мітки: варіанти, зварювання, металів, паяння, екзотермічна, суміш
Формула / Реферат:
1.Екзотермічна суміш для паяння-зварювання металів, яка складається з оксиду міді, відновників та окислювачів, яка відрізняється тим, що має у своєму складі у якості відновників Аl та CaSi2 а у якості окислювачів NaNО3 при загальному співвідношенні компонентів (мас.%):СuО 55-62%CaSi2 22-24%Аl 1-2 %NaNO3 14- 22 %.2.Екзотермічна суміш для паяння - зварювання металів, яка складається з оксиду міді,...
Спосіб зварювання металів і сплавів у середовищі захисних газів
Номер патенту: 55385
Опубліковано: 15.04.2003
Автори: Кулик Віктор Михайлович, Мельничук Георгій Михайлович, ЛУПАН Аркадій Пилипович, Савицький Михайло Михайлович
МПК: B23K 9/16
Мітки: металів, середовищі, сплавів, зварювання, газів, захисних, спосіб
Формула / Реферат:
1. Спосіб зварювання металів і сплавів у середовищі захисних газів, який включає попереднє зварювання з неповним проплавленням кромок, нанесення на поверхню шва активуючого флюсу і наступне зварювання по раніше виконаному шву з повним проплавленням кромок, який відрізняється тим, що активуючий флюс наносять після охолодження поверхні раніше виконаного шва нижче температури закипання флюсу. 2. Спосіб за п.1, який відрізняється...
Газ для зварювання та різання металів
Номер патенту: 45931
Опубліковано: 15.04.2002
Автори: Філіпов Ігор Анатолійович, Литвиненко Олександр Миколайович, Єлішевич Валентин Антонович
МПК: B23K 5/00
Мітки: різання, металів, газ, зварювання
Формула / Реферат:
1. Газ для зварювання та різання металів, що складається зі зрідженого вуглеводневого газу і присадки, що містить кетон, який відрізняється тим, що використовують вуглеводневий газ, який містить не менш 50% пропану, а присадка додатково містить спирти, у малекулі яких присутні не більше 4-х атомів вуглецю при такому співвідношенні компонентів, мас.%:вуглеводневий газ, який містить не менш 50% пропану 90 - 99кетон...
Спосіб виготовлення методом дифузійного зварювання матричного теплообмінника
Номер патенту: 21854
Опубліковано: 30.04.1998
Автори: Притула Валерій Васильович, Барабанова Ольга Олексіївна, Бачин Віктор Олексієвич
МПК: B23K 20/00
Мітки: зварювання, дифузійного, теплообмінника, спосіб, методом, матричного, виготовлення
Формула / Реферат:
Способ изготовления методом диффузионной сварки матричного теплообменника, содержащего пакет разнородных материалов, включающий нагрев пакета, изотермическую выдержку, охлаждение и изменение удельного давления в процессе сжатия, отличающийся тем, что изменение удельного давления осуществляют при нагреве пакета, для чего проводят термомеханическую обработку с приложением сжимающей нагрузки 0,3-0,4 кг/мм при температуре начала деформации...
Попередній патент: Шарнір для ортопедичних апаратів
Наступний патент: Спосіб одержання бензофенонів
Випадковий патент: Пристрій для розвантажування прогонової споруди крана мостового типу