Спосіб виготовлення методом дифузійного зварювання матричного теплообмінника
Номер патенту: 21854
Опубліковано: 30.04.1998
Автори: Притула Валерій Васильович, Бачин Віктор Олексієвич, Барабанова Ольга Олексіївна
Формула / Реферат
Способ изготовления методом диффузионной сварки матричного теплообменника, содержащего пакет разнородных материалов, включающий нагрев пакета, изотермическую выдержку, охлаждение и изменение удельного давления в процессе сжатия, отличающийся тем, что изменение удельного давления осуществляют при нагреве пакета, для чего проводят термомеханическую обработку с приложением сжимающей нагрузки 0,3-0,4 кг/мм при температуре начала деформации наиболее легкоплавкой составляющей и последующее снижение давления до 0,1-0,2 кг/мм при температуре ее пленкообразования, изотермическую выдержку осуществляют при температуре 560-570°С, в процессе охлаждения проводят дифференциальный отжиг, при этом в качестве наиболее легкоплавкой составляющей используют многокомпонентный стекловидный материал, а сварку осуществляют в воздушной среде.
Текст
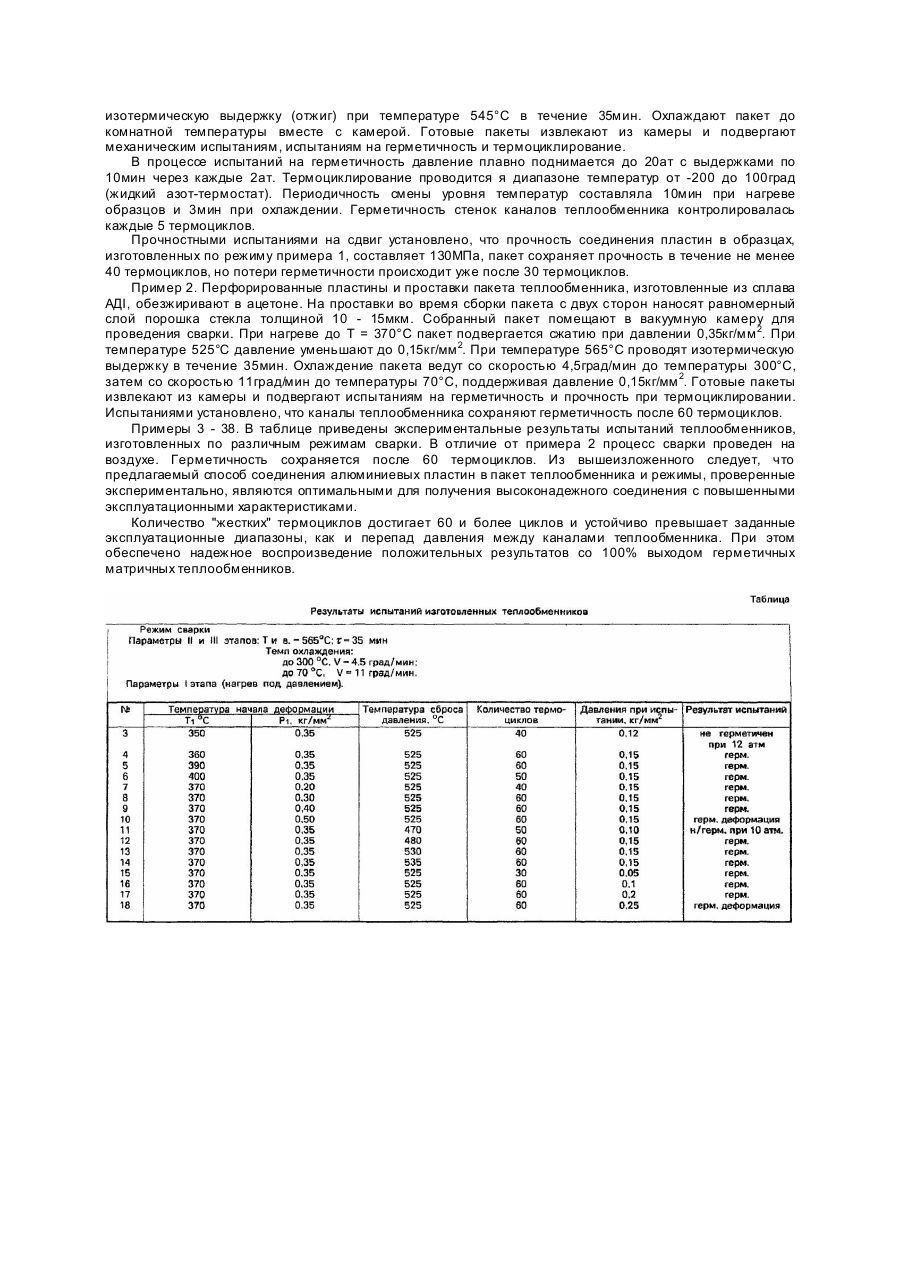
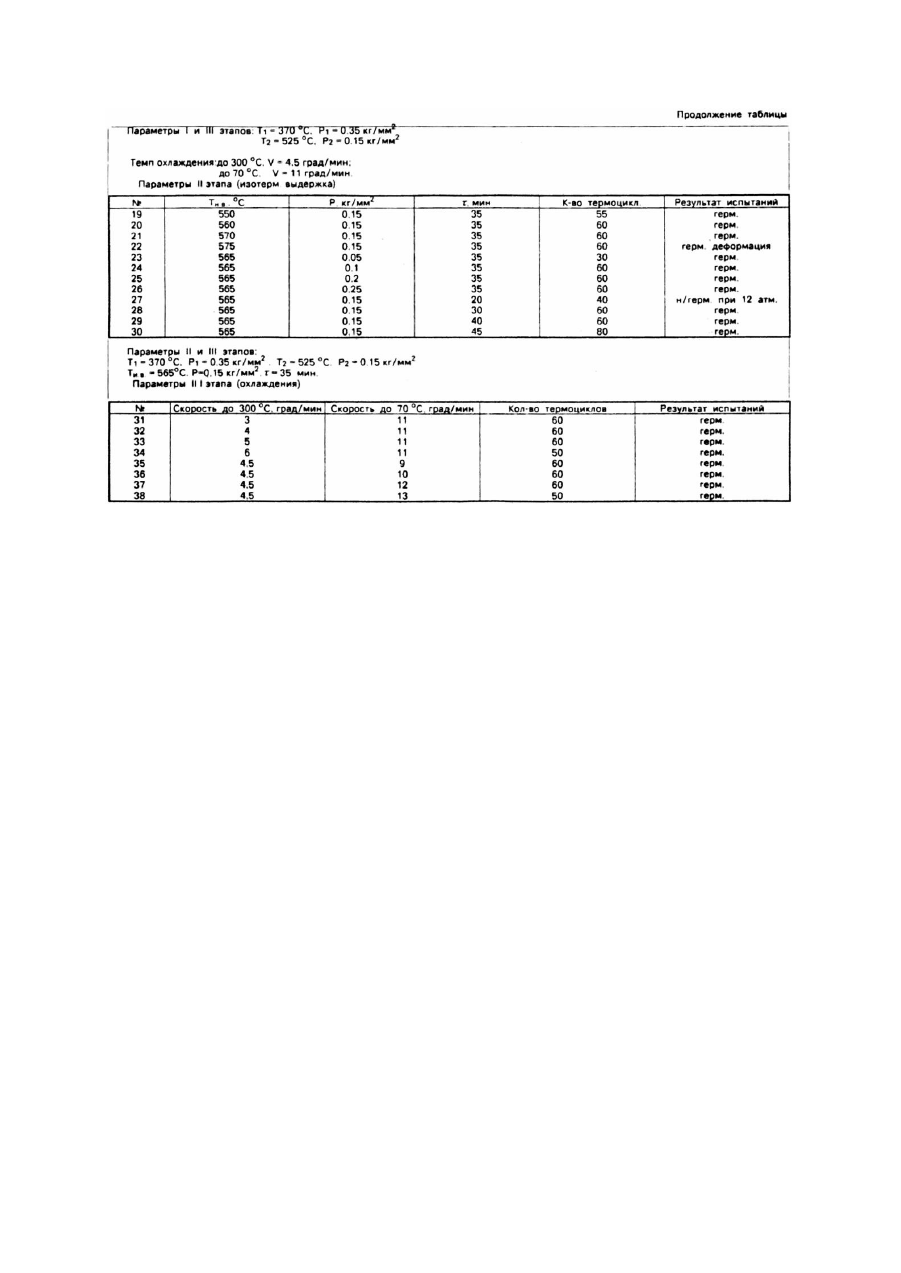
Изобретение относится к технологии диффузионной сварки и может быть использовано при изготовлении высокоэффективных теплообменников с высокой степенью оребрения, например, матричных, для различных областей теплоэнергетики. Известен способ сварки пакета разнородных материалов, включающий нагрев пакета, изотермическую выдержку, охлаждение и изменение удельного давления в процессе сжатия пакета [1]. Недостатком этого способа при изготовлении теплообменника является то, что герметичность каналов теплообменника нарушается раньше, чем происходит падение его прочности при термоциклировании. Наше исследование показало, что это связано со следующими факторами. Зона соединения разнородных материалов, например, алюминия со стеклом является неоднородной по составу. Большая часть зоны соединения состоит из продуктов взаимодействия стекла с чистым алюминием и является высокопрочным диффузионным соединением. Однако в зоне соединения образуются и локальные участки раствора оксида алюминия с оксидами стекла, представляющие собой несогласованный спай. Эти участки являются слабым местом соединения. Значительная разница в температурных коэффициентах линейного расширения (ТКЛР) стекла (86 ´ 10-7град-1).и алюминия (200 ´ 10-7град-1) приводит к тому, что в указанном спае возникают напряжения опасной величины, которые приводят к локальным трещинам и потере герметичности при термоциклировании теплообменника. Задача, на решение которой направлено наше изобретение, заключается в создание такого способа изготовления матричного теплообменника диффузионной сваркой при использовании легкоплавкой составляющей (многокомпонентного стекловидного материала), который позволяет обеспечить герметичность каналов теплообменника при длительном термоциклировании за счет исключения возможности появления микротрещин в зоне соединений разнородных материалов. Поставленная задача решается тем, что в способе изготовления матричного теплообменника диффузионная сварка ведется с изменением удельного давления: сначала (I - й этап) прикладывают давление 0,3 - 0,4кг/мм 2 при достижении температуры начала деформации (Tн.д.) более легкоплавкой доставляющей, затем его снижают до 0,1 - 0,2кг/мм 2 при температуре пленкообразования этой составляющей, а изотермическую выдержку (II - й этап сварки) проводят при температуре 560 - 570°C (Tи.в.) в течение 30 - 40мин. При этом же давлении проводят дифференциальный отжиг (III - й этап сварки) до температуры 300°C - со скоростью охлаждения 4 - 5град/мин, а до температуры 70°C - со скоростью 10 12град/мин. Процесс сварки ведется в воздушной атмосфере окружающей среды. Температура начала деформации стекла связана с лавинообразным снижением его вязкости, поэтому повышение давления в это время повышает степень диспергирования оксидной пленки алюминия, что увеличивает прочность соединения. При достижении температуры пленкообразования стекла давление снижается до 0,1 0,2кг/мм 2, минимальной необходимого для формирования участков "несогласованного спая" в зоне соединения. Большее давление вызовет деформацию алюминиевых деталей изделия. Таким образом, на первом этапе происходит формирование зоны соединения и имеет место очаговое взаимодействие расплава стекла с алюминием. На втором этапе во время изотермической выдержки проходят процессы диффузионного взаимодействия тем интенсивней, чем выше температура. Максимальная ее величина ограничивается температурой, при которой начинается деформация свободных (не подлежащих соединению) участков пластин. Для алюминиевых пластин это 560 - 570°C. На третьем этапе в процессе охлаждения начинается дифференциальный отжиг, предназначенный для устранения остаточных напряжений опасной величины в участках "несогласованного спая" зоны соединения. Дифференциальный отжиг проводится в течение 10мин при температуре, на 10град превышающей Tн.д.. Учитывая, что максимальная температура процесса сварки значительно выше температуры отжига (360 - 380°C для указанного стекла), последний можно совместить с охлаждением от температуры сварки до Tн.д. со скоростью, обеспечивающей как равномерное охлаждение всего изделия, так и необходимое время отжига. Таким образом, одновременно с повышением прочности соединения сокращается время изготовления теплообменника. Максимальная скорость охлаждения рассчитывается по соотношению, выведенному из формулы Да увальтера: скорость охлаждения до температуры, на 80 - 100град. ниже Tн.д. (около 300°C), рассчитывается по формуле скорость охлаждения на участке300 - 70град. по формуле где a - ТКЛР стекла. Таким образом, скорость охлаждения до температуры 300°C составляет 4 - 5град/мин, а на участке 300 - 70°C 10 - 12град/мин. Возможность ведения процесса сварки на воздухе с тем, что при температуре выше 150°C в стекле начинается, а при 320 - 330 полностью завершается переход в вязкопластичное состояние, что создает условия для образования защитной среды, которая предотвращает доступ воздуха в зону соединения, ограниченную с обеих сторон алюминием. Замена сварки в вакууме сваркой в воздушной атмосфере окружающей среды снижает энергоемкость процесса и его стоимость благодаря исключению необходимость использования вакуумного оборудования. Приведенные ниже примеры экспериментально проведенных режимов сварки подтверждают возможность достижения нужных результатов по прочности и герметичности каналов теплообменников при условиях предлагаемого способа сварки. Пример 1 (прототип). Перфорированные пластины и проставки для пакета теплообменника из сплава АДI обезжиривают в ацетоне. На проставки во время сборки пакета с двух сторон наносят равномерный слой порошка стекла толщиной 10 - 15мкм. Собранный пакет помещают в вакуумную камеру где методом диффузионной сварки его нагревают до 500°C с одновременным сдавливанием при P = 0,35МПа, выдерживают при температуре и давлении 7мин, после чего давление снимают и проводят изотермическую выдержку (отжиг) при температуре 545°C в течение 35мин. Охлаждают пакет до комнатной температуры вместе с камерой. Готовые пакеты извлекают из камеры и подвергают механическим испытаниям, испытаниям на герметичность и термоциклирование. В процессе испытаний на герметичность давление плавно поднимается до 20ат с выдержками по 10мин через каждые 2ат. Термоциклирование проводится я диапазоне температур от -200 до 100град (жидкий азот-термостат). Периодичность смены уровня температур составляла 10мин при нагреве образцов и 3мин при охлаждении. Герметичность стенок каналов теплообменника контролировалась каждые 5 термоциклов. Прочностными испытаниями на сдвиг установлено, что прочность соединения пластин в образцах, изготовленных по режиму примера 1, составляет 130МПа, пакет сохраняет прочность в течение не менее 40 термоциклов, но потери герметичности происходит уже после 30 термоциклов. Пример 2. Перфорированные пластины и проставки пакета теплообменника, изготовленные из сплава АДI, обезжиривают в ацетоне. На проставки во время сборки пакета с двух сторон наносят равномерный слой порошка стекла толщиной 10 - 15мкм. Собранный пакет помещают в вакуумную камеру для проведения сварки. При нагреве до T = 370°C пакет подвергается сжатию при давлении 0,35кг/мм 2. При температуре 525°C давление уменьшают до 0,15кг/мм 2. При температуре 565°C проводят изотермическую выдержку в течение 35мин. Охлаждение пакета ведут со скоростью 4,5град/мин до температуры 300°C, затем со скоростью 11град/мин до температуры 70°C, поддерживая давление 0,15кг/мм 2. Готовые пакеты извлекают из камеры и подвергают испытаниям на герметичность и прочность при термоциклировании. Испытаниями установлено, что каналы теплообменника сохраняют герметичность после 60 термоциклов. Примеры 3 - 38. В таблице приведены экспериментальные результаты испытаний теплообменников, изготовленных по различным режимам сварки. В отличие от примера 2 процесс сварки проведен на воздухе. Герметичность сохраняется после 60 термоциклов. Из вышеизложенного следует, что предлагаемый способ соединения алюминиевых пластин в пакет теплообменника и режимы, проверенные экспериментально, являются оптимальными для получения высоконадежного соединения с повышенными эксплуатационными характеристиками. Количество "жестких" термоциклов достигает 60 и более циклов и устойчиво превышает заданные эксплуатационные диапазоны, как и перепад давления между каналами теплообменника. При этом обеспечено надежное воспроизведение положительных результатов со 100% выходом герметичных матричных теплообменников.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing by method of diffusion welding of matrix heat exchanger
Автори англійськоюPrytula Valerii Vasyliovych, Barabanova Olha Oleksiivna, Bachyn Viktor Oleksiievych
Назва патенту російськоюСпособ изготовления методом диффузионной сварки матричного теплообменника
Автори російськоюПритула Валерий Васильевич, Барабанова Ольга Алексеевна, Бачин Виктор Алексеевич
МПК / Мітки
МПК: B23K 20/00
Мітки: матричного, зварювання, теплообмінника, спосіб, дифузійного, методом, виготовлення
Код посилання
<a href="https://ua.patents.su/3-21854-sposib-vigotovlennya-metodom-difuzijjnogo-zvaryuvannya-matrichnogo-teploobminnika.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення методом дифузійного зварювання матричного теплообмінника</a>
Спосіб дифузійного зварювання алюмінієвих сплавів
Номер патенту: 22411
Опубліковано: 03.03.1998
Автори: Притула Валерій Васильович, Барабанова Ольга Алєксєєвна
МПК: B23K 20/16
Мітки: сплавів, зварювання, спосіб, дифузійного, алюмінієвих
Формула / Реферат:
Способ диффузионной сварки алюминиевых сплавов, включающий использование промежуточной прокладки, отличающийся тем, что в качестве прокладки используют стекло, имеющее следующий состав, мас.%:
Спосіб виготовлення теплообмінника з металевих труб
Номер патенту: 3712
Опубліковано: 27.12.1994
Автори: Хабчик Валерій Семенович, Хабчик Аркадій Семенович
МПК: F28F 19/00
Мітки: труб, спосіб, металевих, виготовлення, теплообмінника
Формула / Реферат:
Способ изготовления теплообменника из металлических труб с антикоррозионным покрытием, включающий крепление металлических труб к промежуточным элементам, нанесение на них антикоррозионного покрытия путем окунания в эмаль, последующую их сборку в жесткий пучок, отличающийся тем, что предварительно осуществляют сборку труб в жесткий пучок;а затем крепят их к промежуточным элементам, а нанесение антикоррозионного покрытия ведут с наложением...
Спосіб виготовлення теплообмінника
Номер патенту: 7709
Опубліковано: 26.12.1995
Автор: Копак Мирослав Петрович
МПК: B23P 15/26
Мітки: теплообмінника, виготовлення, спосіб
Формула / Реферат:
1. Способ изготовления теплообменника, заключающийся в формовке двух спиралей тарельчатой формы, сборке их между собой с патрубками и коническими крышками и последующем их жестком соединении, отличающийся тем, что, с целью упрощения технологии изготовления формовку спирали осуществляют навивкой полосы на оправку виток к витку тарельчатой формы, а после навивки спираль калибруют по шагу, сборку спиралей между собой осуществляют...
Спосіб виготовлення колектора для теплообмінника з плоскоовальними багатоканальними трубами
Номер патенту: 16475
Опубліковано: 29.08.1997
Автор: Аверін Геннадій Васильович
Мітки: плоскоовальними, теплообмінника, колектора, спосіб, багатоканальними, трубами, виготовлення
Формула / Реферат:
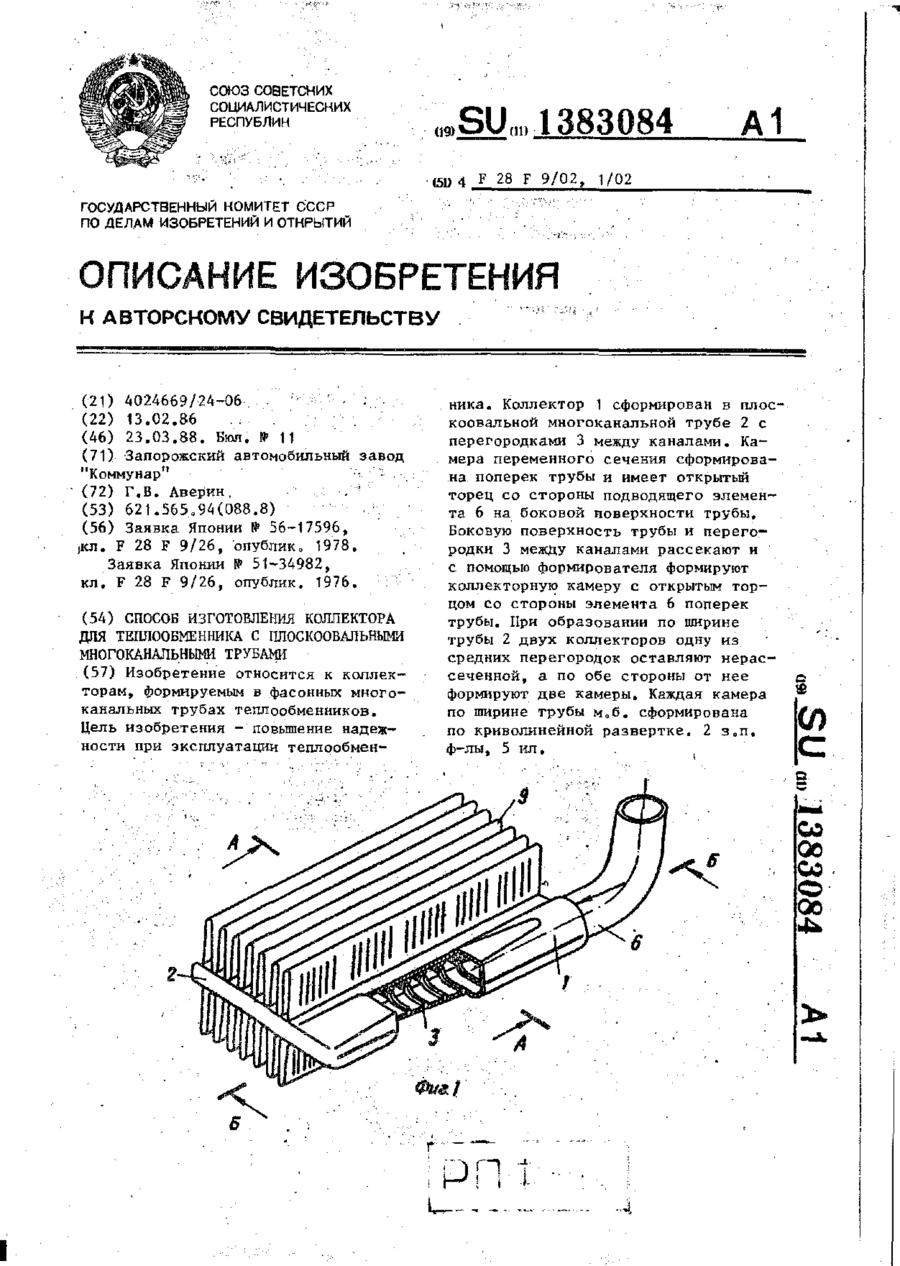
1. Способ изготовления коллектора для теплообменника с плоскоовальными многоканальными трубами путем рассечения перегородок между каналами и последующего формирования коллекторной камеры с открытым торцом со стороны подводящего элемента, отличающийся тем, что, с целью повышения надежности при эксплуатации, одновременно с рассечением перегородок рассекают боковую поверхность трубы, а камеру формируют поперек последней.2. Способ по...
Спосіб одержання безтрубного теплообмінника
Номер патенту: 19882
Опубліковано: 25.12.1997
Автори: Карпенко Олександр Никифорович, Оскрет Юрій Вікторович, Голуб Валентин Антонович
МПК: B21D 53/02, F28D 7/04
Мітки: одержання, теплообмінника, безтрубного, спосіб
Формула / Реферат:
1. Способ получения беструбного теплообменника путем выполнения в пластинах рядов отверстий с отбортовками и сборки этих пластин в пакет, отличающийся тем, что предварительно осуществляют сборку в рулон цилиндрических гофрированных лент, в процессе которой в полости гофр размещают наполнители в виде стержней из материала на основе парафина, причем стержни располагают по концентрическим. окружностям, затем производят фиксацию по торцам...
Попередній патент: Спосіб теплової обробки необмолочених зернових продуктів
Наступний патент: Двигун
Випадковий патент: Спосіб розпізнавання стадії розвитку та параметрів ембріона