Спосіб відновлення деталі турбіни із титанового сплаву
Формула / Реферат
1. Спосіб відновлення деталі турбіни із титанового сплаву, що втратила матеріал з місця руйнування, у якому: прикріпляють елемент підкладки, який має першу поверхню, до деталі, причому елемент підкладки розміщують таким чином, що першу частину першої поверхні розташовують вздовж деталі, а другу частину першої поверхні розміщують поруч з місцем руйнування, осаджують матеріал на основі Ti шляхом осадження з парів у місці втрати матеріалу таким чином, що осаджений матеріал на основі Ті нарощується на деталі і другій частині першої поверхні.
2. Спосіб за п. 1, який відрізняється тим, що перша частина є задньою частиною першої поверхні, а друга частина є передньою частиною першої поверхні.
3. Спосіб за п. 1, який відрізняється тим, що з місця руйнування додатково видаляють матеріал для формування базової поверхні та осаджують осад матеріалу на основі Ті на базову поверхню замість втраченого матеріалу та додатково видаленого матеріалу.
4. Спосіб за п. 1, який відрізняється тим, що осадженим матеріалом на основі Ті замінюють втрачений матеріал.
5. Спосіб за п. 1, який відрізняється тим, що додатково видаляють елемент підкладки і виконують механічну обробку осадженого матеріалу на основі Ті й матеріалу деталі для створення другої базової поверхні та осаджують додатковий матеріал на основі Ті шляхом осадження з парів на другу базову поверхню.
6. Спосіб за п. 1, який відрізняється тим, що матеріал на основі Ті вибирають із групи, яка включає Ti-6Al-4V, Ti-6Al-2Sn-4Zr-2Mo та Ti-8Al-1V-1Mo.
7. Спосіб за п. 1, який відрізняється тим, що додаткове видалення матеріалу включає видалення матеріалу з незруйнованих частин деталі.
8. Спосіб за п. 1, який відрізняється тим, що осадження включає електронно-променеве фізичне осадження з парової фази.
9. Спосіб за п. 8, який відрізняється тим, що осадження виконують при тиску від 10-3 - 10-6 Тор.
10. Спосіб за п. 8, який відрізняється тим, що осадження виконують при тиску близько 10-4 Тор.
11. Спосіб за п. 8, який відрізняється тим, що осадження матеріалу виконують зі швидкістю від 10 до 50 мікрометрів за хвилину.
12. Спосіб за п. 8, який відрізняється тим, що осадження матеріалу на основі Ті виконують зі швидкістю близько 20 мікрометрів за хвилину.
Текст
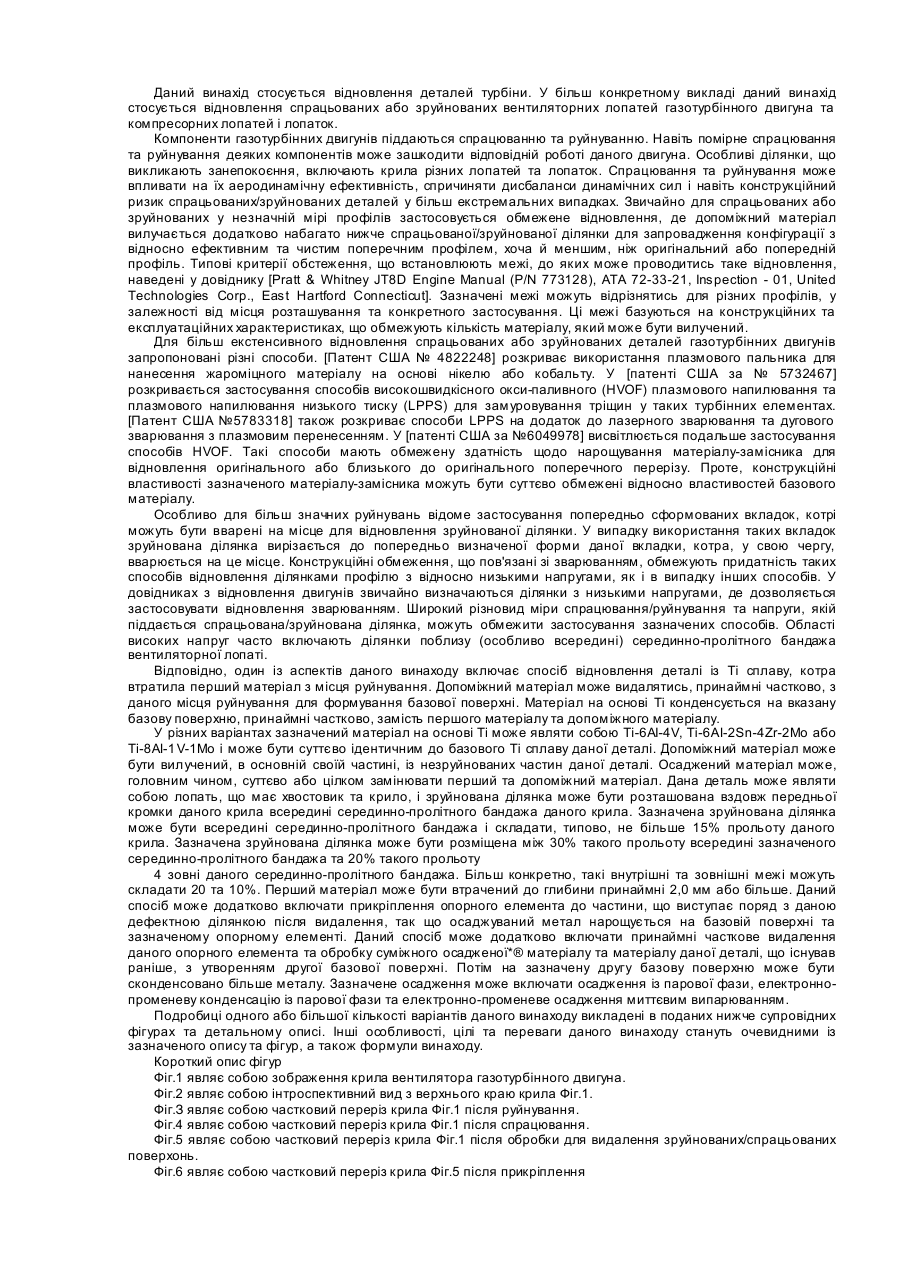
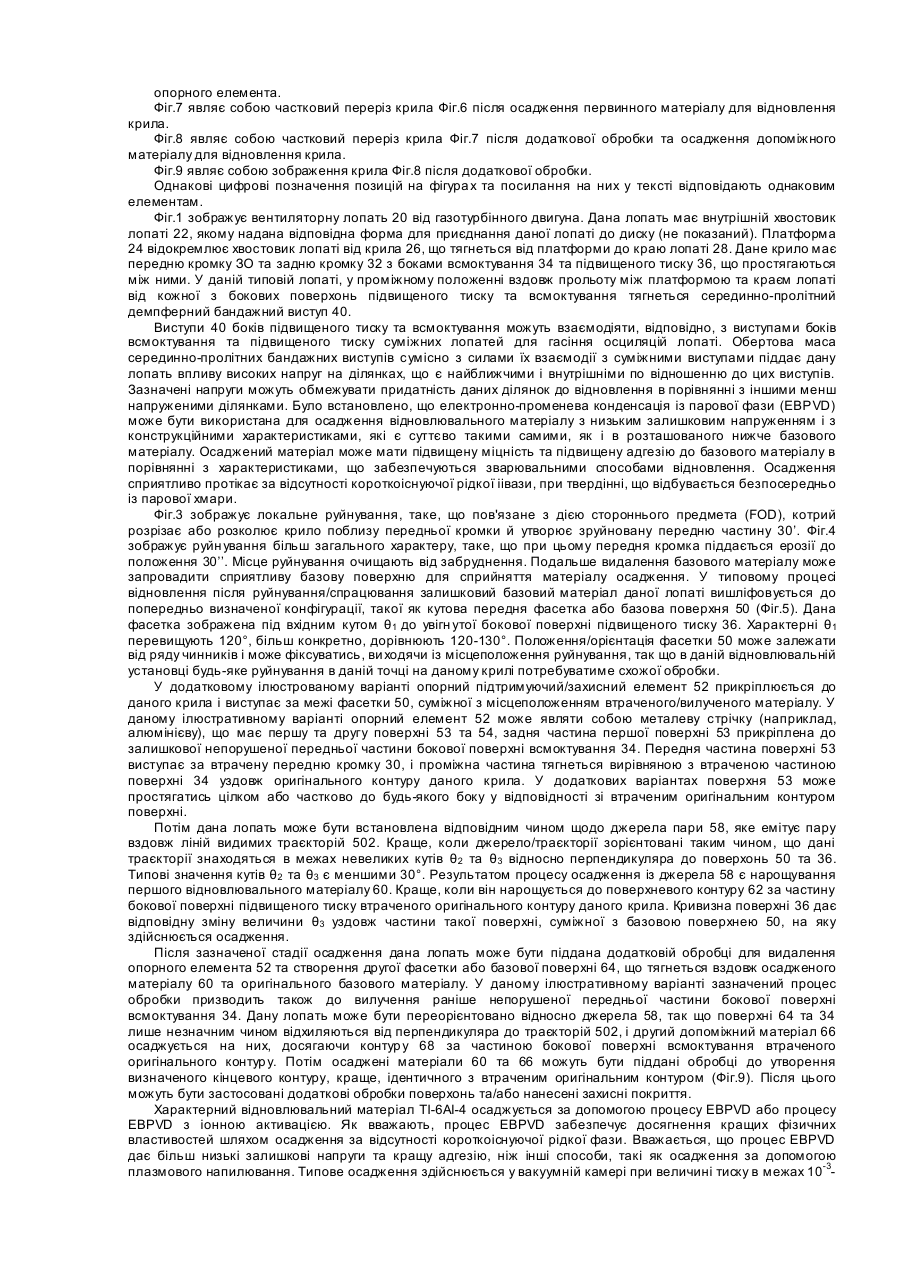
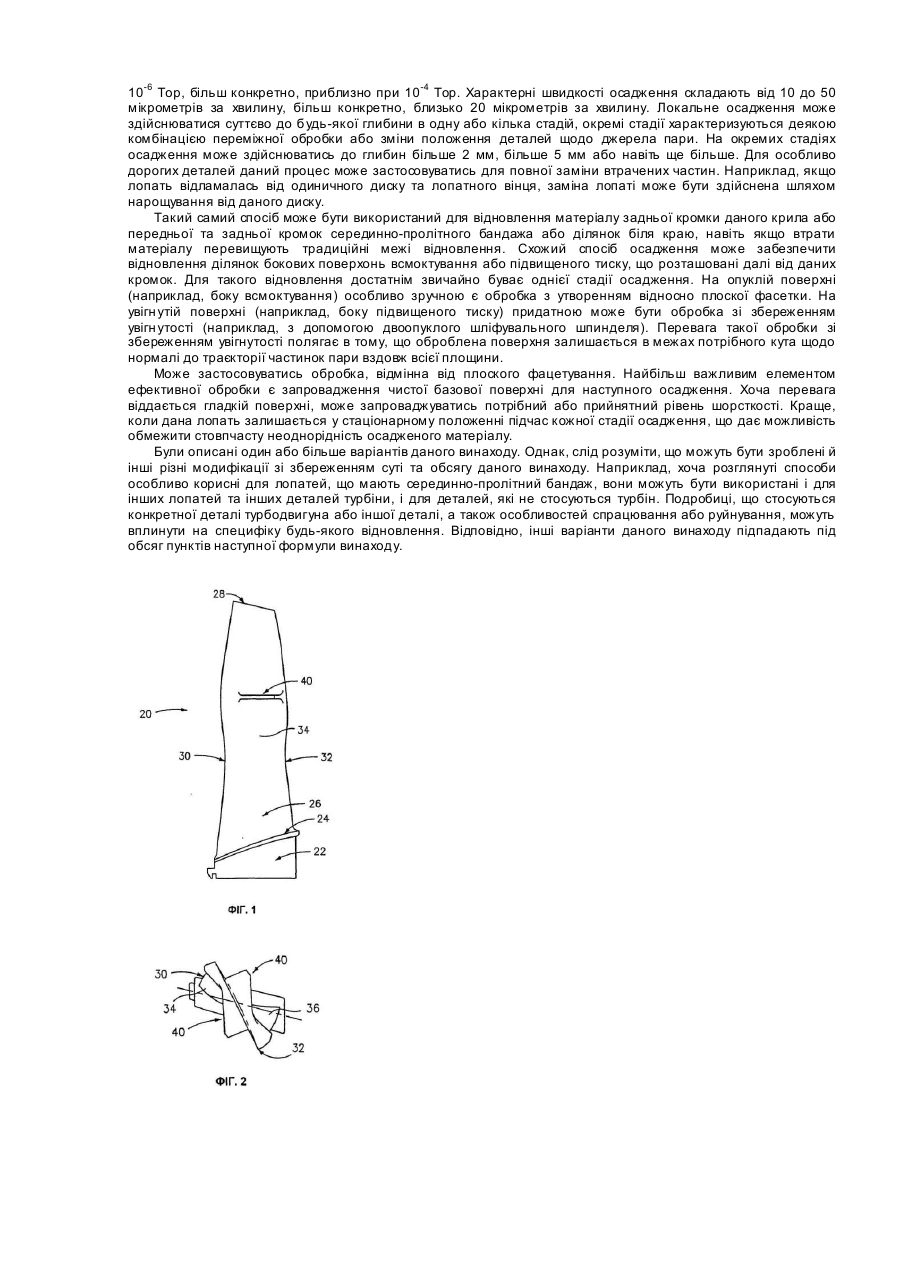
Даний винахід стосується відновлення деталей турбіни. У більш конкретному викладі даний винахід стосується відновлення спрацьованих або зруйнованих вентиляторних лопатей газотурбінного двигуна та компресорних лопатей і лопаток. Компоненти газотурбінних двигунів піддаються спрацюванню та руйнуванню. Навіть помірне спрацювання та руйнування деяких компонентів може зашкодити відповідній роботі даного двигуна. Особливі ділянки, що викликають занепокоєння, включають крила різних лопатей та лопаток. Спрацювання та руйнування може впливати на їх аеродинамічну ефективність, спричиняти дисбаланси динамічних сил і навіть конструкційний ризик спрацьованих/зруйнованих деталей у більш екстремальних випадках. Звичайно для спрацьованих або зруйнованих у незначній мірі профілів застосовується обмежене відновлення, де допоміжний матеріал вилучається додатково набагато нижче спрацьованої/зруйнованої ділянки для запровадження конфігурації з відносно ефективним та чистим поперечним профілем, хоча й меншим, ніж оригінальний або попередній профіль. Типові критерії обстеження, що встановлюють межі, до яких може проводитись таке відновлення, наведені у довіднику [Pratt & Whitney JT8D Engine Manual (Ρ/Ν 773128), ΑΤΑ 72-33-21, Inspection - 01, United Technologies Corp., East Hartford Connecticut]. Зазначені межі можуть відрізнятись для різних профілів, у залежності від місця розташування та конкретного застосування. Ці межі базуються на конструкційних та експлуатаційних характеристиках, що обмежують кількість матеріалу, який може бути вилучений. Для більш екстенсивного відновлення спрацьованих або зруйнованих деталей газотурбінних двигунів запропоновані різні способи. [Патент США № 4822248] розкриває використання плазмового пальника для нанесення жароміцного матеріалу на основі нікелю або кобальту. У [патeнті США за № 5732467] розкривається застосування способів високошвидкісного окси-паливного (HVOF) плазмового напилювання та плазмового напилювання низького тиску (LPPS) для замуровування тріщин у таких турбінних елементах. [Патент США №5783318] також розкриває способи LPPS на додаток до лазерного зварювання та дугового зварювання з плазмовим перенесенням. У [патенті США за №6049978] висвітлюється подальше застосування способів HVOF. Такі способи мають обмежену здатність щодо нарощування матеріалу-замісника для відновлення оригінального або близького до оригінального поперечного перерізу. Проте, конструкційні властивості зазначеного матеріалу-замісника можуть бути суттєво обмежені відносно властивостей базового матеріалу. Особливо для більш значних руйнувань відоме застосування попередньо сформованих вкладок, котрі можуть бути вварені на місце для відновлення зруйнованої ділянки. У випадку використання таких вкладок зруйнована ділянка вирізається до попередньо визначеної форми даної вкладки, котра, у свою чергу, вварюється на це місце. Конструкційні обмеження, що пов'язані зі зварюванням, обмежують придатність таких способів відновлення ділянками профілю з відносно низькими напругами, як і в випадку інших способів. У довідниках з відновлення двигунів звичайно визначаються ділянки з низькими напругами, де дозволяється застосовувати відновлення зварюванням. Широкий різновид міри спрацювання/руйнування та напруги, якій піддається спрацьована/зруйнована ділянка, можуть обмежити застосування зазначених способів. Області високих напруг часто включають ділянки поблизу (особливо всередині) серединно-пролітного бандажа вентиляторної лопаті. Відповідно, один із аспектів даного винаходу включає спосіб відновлення деталі із Ті сплаву, котра втратила перший матеріал з місця руйнування. Допоміжний матеріал може видалятись, принаймні частково, з даного місця руйнування для формування базової поверхні. Матеріал на основі Ті конденсується на вказану базову поверхню, принаймні частково, замість першого матеріалу та допоміжного матеріалу. У різних варіантах зазначений матеріал на основі Ті може являти собою Ti-6AI-4V, Ti-6AI-2Sn-4Zr-2Mo або Ti-8AI-1 V-1Mo і може бути суттєво ідентичним до базового Ті сплаву даної деталі. Допоміжний матеріал може бути вилучений, в основній своїй частині, із незруйнованих частин даної деталі. Осаджений матеріал може, головним чином, суттєво або цілком замінювати перший та допоміжний матеріал. Дана деталь може являти собою лопать, що має хвостовик та крило, і зруйнована ділянка може бути розташована вздовж передньої кромки даного крила всередині серединно-пролітного бандажа даного крила. Зазначена зруйнована ділянка може бути всередині серединно-пролітного бандажа і складати, типово, не більше 15% прольоту даного крила. Зазначена зруйнована ділянка може бути розміщена між 30% такого прольоту всередині зазначеного серединно-пролітного бандажа та 20% такого прольоту 4 зовні даного серединно-пролітного бандажа. Більш конкретно, такі внутрішні та зовнішні межі можуть складати 20 та 10%. Перший матеріал може бути втрачений до глибини принаймні 2,0 мм або більше. Даний спосіб може додатково включати прикріплення опорного елемента до частини, що виступає поряд з даною дефектною ділянкою після видалення, так що осаджуваний метал нарощується на базовій поверхні та зазначеному опорному елементі. Даний спосіб може додатково включати принаймні часткове видалення даного опорного елемента та обробку суміжного осадженої*® матеріалу та матеріалу даної деталі, що існував раніше, з утворенням другої базової поверхні. Потім на зазначену другу базову поверхню може бути сконденсовано більше металу. Зазначене осадження може включати осадження із парової фази, електроннопроменеву конденсацію із парової фази та електронно-променеве осадження миттєвим випарюванням. Подробиці одного або більшої кількості варіантів даного винаходу викладені в поданих нижче супровідних фігурах та детальному описі. Інші особливості, цілі та переваги даного винаходу стануть очевидними із зазначеного опису та фігур, а також формули винаходу. Короткий опис фігур Фіг.1 являє собою зображення крила вентилятора газотурбінного двигуна. Фіг.2 являє собою інтроспективний вид з верхнього краю крила Фіг.1. Фіг.З являє собою частковий переріз крила Фіг.1 після руйнування. Фіг.4 являє собою частковий переріз крила Фіг.1 після спрацювання. Фіг.5 являє собою частковий переріз крила Фіг.1 після обробки для видалення зруйнованих/спрацьованих поверхонь. Фіг.6 являє собою частковий переріз крила Фіг.5 після прикріплення опорного елемента. Фіг.7 являє собою частковий переріз крила Фіг.6 після осадження первинного матеріалу для відновлення крила. Фіг.8 являє собою частковий переріз крила Фіг.7 після додаткової обробки та осадження допоміжного матеріалу для відновлення крила. Фіг.9 являє собою зображення крила Фіг.8 після додаткової обробки. Однакові цифрові позначення позицій на фігура х та посилання на них у тексті відповідають однаковим елементам. Фіг.1 зображує вентиляторну лопать 20 від газотурбінного двигуна. Дана лопать має внутрішній хвостовик лопаті 22, якому надана відповідна форма для приєднання даної лопаті до диску (не показаний). Платформа 24 відокремлює хвостовик лопаті від крила 26, що тягнеться від платформи до краю лопаті 28. Дане крило має передню кромку ЗО та задню кромку 32 з боками всмоктування 34 та підвищеного тиску 36, що простягаються між ними. У даній типовій лопаті, у проміжному положенні вздовж прольоту між платформою та краєм лопаті від кожної з бокових поверхонь підвищеного тиску та всмоктування тягнеться серединно-пролітний демпферний бандажний виступ 40. Виступи 40 боків підвищеного тиску та всмоктування можуть взаємодіяти, відповідно, з виступами боків всмоктування та підвищеного тиску суміжних лопатей для гасіння осциляцій лопаті. Обертова маса серединно-пролітних бандажних виступів сумісно з силами їх взаємодії з суміжними виступами піддає дану лопать впливу високих напруг на ділянках, що є найближчими і внутрішніми по відношенню до цих виступів. Зазначені напруги можуть обмежувати придатність даних ділянок до відновлення в порівнянні з іншими менш напруженими ділянками. Було встановлено, що електронно-променева конденсація із парової фази (EBPVD) може бути використана для осадження відновлювального матеріалу з низьким залишковим напруженням і з конструкційними характеристиками, які є суттєво такими самими, як і в розташованого нижче базового матеріалу. Осаджений матеріал може мати підвищену міцність та підвищену адгезію до базового матеріалу в порівнянні з характеристиками, що забезпечуються зварювальними способами відновлення. Осадження сприятливо протікає за відсутності короткоіснуючої рідкої іівази, при твердінні, що відбувається безпосередньо із парової хмари. Фіг.3 зображує локальне руйнування, таке, що пов'язане з дією стороннього предмета (FOD), котрий розрізає або розколює крило поблизу передньої кромки й утворює зруйновану передню частину 30’. Фіг.4 зображує руйн ування більш загального характеру, таке, що при цьому передня кромка піддається ерозії до положення 30’’. Місце руйнування очищають від забруднення. Подальше видалення базового матеріалу може запровадити сприятливу базову поверхню для сприйняття матеріалу осадження. У типовому процесі відновлення після руйнування/спрацювання залишковий базовий матеріал даної лопаті вишліфовується до попередньо визначеної конфігурації, такої як кутова передня фасетка або базова поверхня 50 (Фіг.5). Дана фасетка зображена під вхідним кутом θ 1 до увігн утої бокової поверхні підвищеного тиску 36. Характерні θ1 перевищують 120°, більш конкретно, дорівнюють 120-130°. Положення/орієнтація фасетки 50 може залежати від ряду чинників і може фіксуватись, ви ходячи із місцеположення руйнування, так що в даній відновлювальній установці будь-яке руйнування в даній точці на даному крилі потребуватиме схожої обробки. У додатковому ілюстрованому варіанті опорний підтримуючий/захисний елемент 52 прикріплюється до даного крила і виступає за межі фасетки 50, суміжної з місцеположенням втраченого/вилученого матеріалу. У даному ілюстративному варіанті опорний елемент 52 може являти собою металеву стрічку (наприклад, алюмінієву), що має першу та другу поверхні 53 та 54, задня частина першої поверхні 53 прикріплена до залишкової непорушеної передньої частини бокової поверхні всмоктування 34. Передня частина поверхні 53 виступає за втрачену передню кромку 30, і проміжна частина тягнеться вирівняною з втраченою частиною поверхні 34 уздовж оригінального контуру даного крила. У додаткових варіантах поверхня 53 може простягатись цілком або частково до будь-якого боку у відповідності зі втраченим оригінальним контуром поверхні. Потім дана лопать може бути встановлена відповідним чином щодо джерела пари 58, яке емітує пару вздовж ліній видимих траєкторій 502. Краще, коли джерело/траєкторії зорієнтовані таким чином, що дані траєкторії знаходяться в межах невеликих кутів θ 2 та θ3 відносно перпендикуляра до поверхонь 50 та 36. Типові значення кутів θ 2 та θ3 є меншими 30°. Результатом процесу осадження із джерела 58 є нарощування першого відновлювального матеріалу 60. Краще, коли він нарощується до поверхневого контуру 62 за частину бокової поверхні підвищеного тиску втраченого оригінального контуру даного крила. Кривизна поверхні 36 дає відповідну зміну величини θ3 уздовж частини такої поверхні, суміжної з базовою поверхнею 50, на яку здійснюється осадження. Після зазначеної стадії осадження дана лопать може бути піддана додатковій обробці для видалення опорного елемента 52 та створення другої фасетки або базової поверхні 64, що тягнеться вздовж осадженого матеріалу 60 та оригінального базового матеріалу. У даному ілюстративному варіанті зазначений процес обробки призводить також до вилучення раніше непорушеної передньої частини бокової поверхні всмоктування 34. Дану лопать може бути переорієнтовано відносно джерела 58, так що поверхні 64 та 34 лише незначним чином відхиляються від перпендикуляра до траєкторій 502, і другий допоміжний матеріал 66 осаджується на них, досягаючи контур у 68 за частиною бокової поверхні всмоктування втраченого оригінального контур у. Потім осаджені матеріали 60 та 66 можуть бути піддані обробці до утворення визначеного кінцевого контуру, краще, ідентичного з втраченим оригінальним контуром (Фіг.9). Після цього можуть бути застосовані додаткові обробки поверхонь та/або нанесені захисні покриття. Характерний відновлювальний матеріал ТІ-6АІ-4 осаджується за допомогою процесу EBPVD або процесу EBPVD з іонною активацією. Як вважають, процес EBPVD забезпечує досягнення кращих фізичних властивостей шляхом осадження за відсутності короткоіснуючої рідкої фази. Вважається, що процес EBPVD дає більш низькі залишкові напруги та кращу адгезію, ніж інші способи, такі як осадження за допомогою плазмового напилювання. Типове осадження здійснюється у вакуумній камері при величині тиску в межах 10-3 10-6 Тор, більш конкретно, приблизно при 10-4 Тор. Характерні швидкості осадження складають від 10 до 50 мікрометрів за хвилину, більш конкретно, близько 20 мікрометрів за хвилину. Локальне осадження може здійснюватися суттєво до будь-якої глибини в одну або кілька стадій, окремі стадії характеризуються деякою комбінацією переміжної обробки або зміни положення деталей щодо джерела пари. На окремих стадіях осадження може здійснюватись до глибин більше 2 мм, більше 5 мм або навіть ще більше. Для особливо дорогих деталей даний процес може застосовуватись для повної заміни втрачених частин. Наприклад, якщо лопать відламалась від одиничного диску та лопатного вінця, заміна лопаті може бути здійснена шляхом нарощування від даного диску. Такий самий спосіб може бути використаний для відновлення матеріалу задньої кромки даного крила або передньої та задньої кромок серединно-пролітного бандажа або ділянок біля краю, навіть якщо втрати матеріалу перевищують традиційні межі відновлення. Схожий спосіб осадження може забезпечити відновлення ділянок бокових поверхонь всмоктування або підвищеного тиску, що розташовані далі від даних кромок. Для такого відновлення достатнім звичайно буває однієї стадії осадження. На опуклій поверхні (наприклад, боку всмоктування) особливо зручною є обробка з утворенням відносно плоскої фасетки. На увігн утій поверхні (наприклад, боку підвищеного тиску) придатною може бути обробка зі збереженням увігн утості (наприклад, з допомогою двоопуклого шліфувального шпинделя). Перевага такої обробки зі збереженням увігнутості полягає в тому, що оброблена поверхня залишається в межах потрібного кута щодо нормалі до траєкторії частинок пари вздовж всієї площини. Може застосовуватись обробка, відмінна від плоского фацетування. Найбільш важливим елементом ефективної обробки є запровадження чистої базової поверхні для наступного осадження. Хоча перевага віддається гладкій поверхні, може запроваджуватись потрібний або прийнятний рівень шорсткості. Краще, коли дана лопать залишається у стаціонарному положенні підчас кожної стадії осадження, що дає можливість обмежити стовпчасту неоднорідність осадженого матеріалу. Були описані один або більше варіантів даного винаходу. Однак, слід розуміти, що можуть бути зроблені й інші різні модифікації зі збереженням суті та обсягу даного винаходу. Наприклад, хоча розглянуті способи особливо корисні для лопатей, що мають серединно-пролітний бандаж, вони можуть бути використані і для інших лопатей та інших деталей турбіни, і для деталей, які не стосуються турбін. Подробиці, що стосуються конкретної деталі турбодвигуна або іншої деталі, а також особливостей спрацювання або руйнування, можуть вплинути на специфіку будь-якого відновлення. Відповідно, інші варіанти даного винаходу підпадають під обсяг пунктів наступної формули винаходу.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for repair of turbine element made of titanium alloy
Автори англійськоюMemmen Robert L., Neal James W.
Назва патенту російськоюСпособ восстановления детали турбины из титанового сплава
Автори російськоюМеммен Роберт Л.
МПК / Мітки
МПК: C23C 14/00, F02C 7/00, F01D 5/00, B23K 15/00, C22C 14/00
Мітки: спосіб, сплаву, титанового, деталі, відновлення, турбіни
Код посилання
<a href="https://ua.patents.su/4-79258-sposib-vidnovlennya-detali-turbini-iz-titanovogo-splavu.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення деталі турбіни із титанового сплаву</a>
Спосіб виготовлення деталі з алюмінію або алюмінієвого сплаву з покриттям (варіанти), деталі з алюмінію або алюмінієвого сплаву, отримані з його використанням, спосіб їх з’єднання та суміш для покриття деталей

Номер патенту: 71969
Опубліковано: 17.01.2005
Автори: Сесеке-Коуро Ульріх, Бекер Андреас, Фрехсе Йоахім
МПК: B23K 35/362, C23C 20/00
Мітки: отримані, деталі, використанням, спосіб, покриттям, виготовлення, суміш, алюмінієвого, алюмінію, варіанти, деталей, з'єднання, сплаву, покриття
Формула / Реферат:
1. Спосіб виготовлення деталі з алюмінію або алюмінієвого сплаву з покриттям, яке містить гексафторсилікат лужного металу або складається з нього, при цьому використовують чистий гексафторсилікат лужного металу або суміш гексафторсилікату лужного металу з фторалюмінатом лужного металу у кількості максимально 5 мас. % у перерахунку на використовуваний гексафторсилікат лужного металу, і на деталь методом сухого або мокрого нанесення флюсу...
Спосіб обробки титанового сплаву
Номер патенту: 9692
Опубліковано: 17.10.2005
Автори: Трофімов В'ячеслав Анатолійович, Федірко Віктор Миколайович, Кравчишин Тарас Миронович, Моляр Олександр Григорович, Погрелюк Ірина Миколаївна
МПК: C21D 1/78
Мітки: обробки, спосіб, титанового, сплаву
Формула / Реферат:
1. Спосіб обробки титанового сплаву, що включає його ступеневу обробку, а саме: перший ступінь - нагрів при 820-850 °С, другий ступінь - охолодження з піччю до 740-760 °С, витримка 1-3 год., охолодження на повітрі, третій ступінь - нагрів до 500-650 °С і витримка 2-4 год., який відрізняється тим, що ступеневу обробку проводять у розрідженому потоці азоту при тиску газу 0,1-10 Па і швидкості натікання 7 x l0-2 – 7 x l0-4 Па х с-1. 2....
Присадний матеріал на основі титанового сплаву
Номер патенту: 25333
Опубліковано: 30.10.1998
Автори: Радкевич Ігор Анатолійович, Никифоров Георгій Анатолійович, Прилуцький Валерій Павлович, Замков Вадим Миколайович
МПК: B23K 35/36
Мітки: титанового, сплаву, матеріал, присадний, основі
Формула / Реферат:
1. Присадочный материал на основе титанового сплава, содержащий алюминий, молибден, ванадий, ниобий и цирконий, отличающийся тем, что он выполнен в виде порошковой проволоки, при этом титановый сплав введен в качестве металлической составляющей сердечника, который дополнительно содержит фториды щелочноземельных и редкоземельных элементов, взятых в соотношении 2 : 1 в количестве 6 - 18мас.%, а оболочка порошковой проволоки выполнена из титана...
Спосіб виробництва комплексного залізо-кремній-магній-кальцій-титанового сплаву
Номер патенту: 23710
Опубліковано: 16.06.1998
Автори: Буга Ілля Дмитрович, Сочнєв Олександр Єгорович, Гріневич Ігор Петрович, Курдюков Анатолій Андрійович, Ярославцев Юрій Григорович
МПК: C22C 33/00
Мітки: виробництва, сплаву, залізо-кремній-магній-кальцій-титанового, комплексного, спосіб
Формула / Реферат:
Способ производства комплексного железо-кремний-магний-кальций-титанового сплава, включающий порционную загрузку в печь шихтовых материалов, состоящих из извести, магнезитового порошка, ферросилиция и плавикового шпата, их расплавление и последующее силикотермическое восстановление кальция и магния из их окислов, отличающийся тем, что загружаемые в печь шихтовые материалы взяты при следующем соотношении компонентов, кг/т: ...
Спосіб відновлення хромового покриття деталі
Номер патенту: 2834
Опубліковано: 16.08.2004
Автор: Іванова Інна Миколаївна
МПК: C25F 5/00
Мітки: спосіб, деталі, хромового, відновлення, покриття
Формула / Реферат:
1. Спосіб відновлення хромового покриття деталі, що включає видалення пошкодженого покриття шляхом травлення у водному розчині соляної кислоти, підготовлення поверхні деталі та нанесення нового покриття, який відрізняється тим, що в розчин соляної кислоти додатково вводять інгібітор кислотної корозії заліза.2. Спосіб по п. 1, який відрізняється тим, що як інгібітор використовують суміш е-капролактаму і олігомерів амінокапронової...
Попередній патент: Спосіб нанесення вогнетривкого металокерамічного покриття, що складається з прошарків, на металеві поверхні
Наступний патент: Видобуток нафти і газу з застосуванням внутрішньосвердловинного відділення і повторного закачування газу
Випадковий патент: Гідрогелева плівка для лікування ран та опіків