Гарячекатаний фланцевий профіль
Номер патенту: 7937
Опубліковано: 26.12.1995
Автори: Антонюк Сергій Михайлович, Шевченко Тарас Григорович, Костриця Юрій Савелійович, Махнін Владилен Семенович, Прівен Леонід Ілліч, Деревянко Василь Іванович, Білик Анатолій Миколайович, Коваленко Віктор Федорович
Формула / Реферат
(57) Горячекатаный фланцевый профиль, содержащий взаимно пересекающиеся стенку и полки с отношением толщины стенки к толщине полки, равным 0,4-0,6 со стенкой переменной толщины, возрастающей в направлении к ее краям, отличающийся тем, что переменный участок стенки выполнен по форме параболы с вершиной, расположенной на внутренней грани полки на расстоянии, равном 2,2-2,5 толщины стенки профиля от ее внешней грани, и ветвью, плавно сопрягающейся с внутренней гранью стенки в точке, расположенной от внешней грани полки на расстоянии, равном 2,7-4,5 толщины полки.
Текст
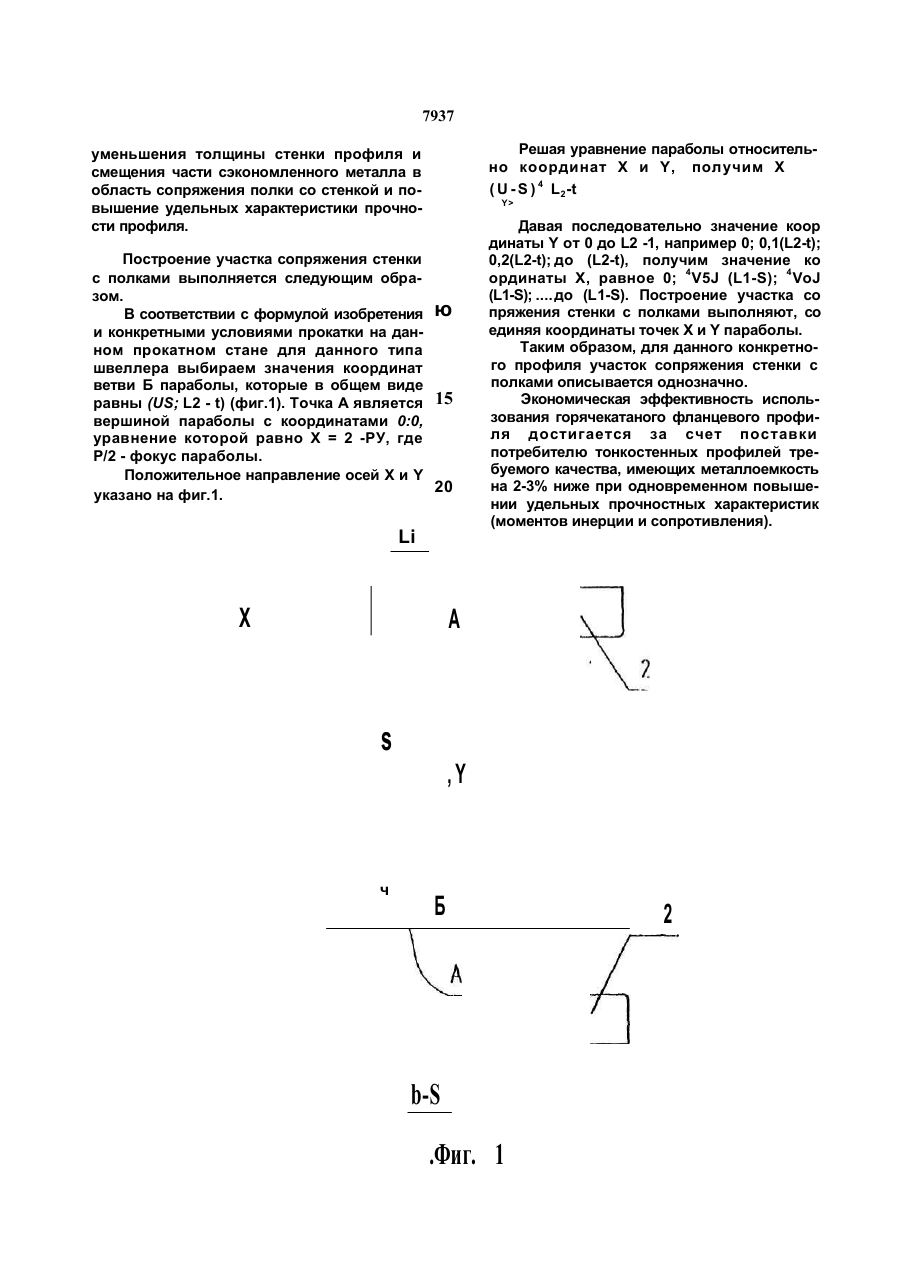
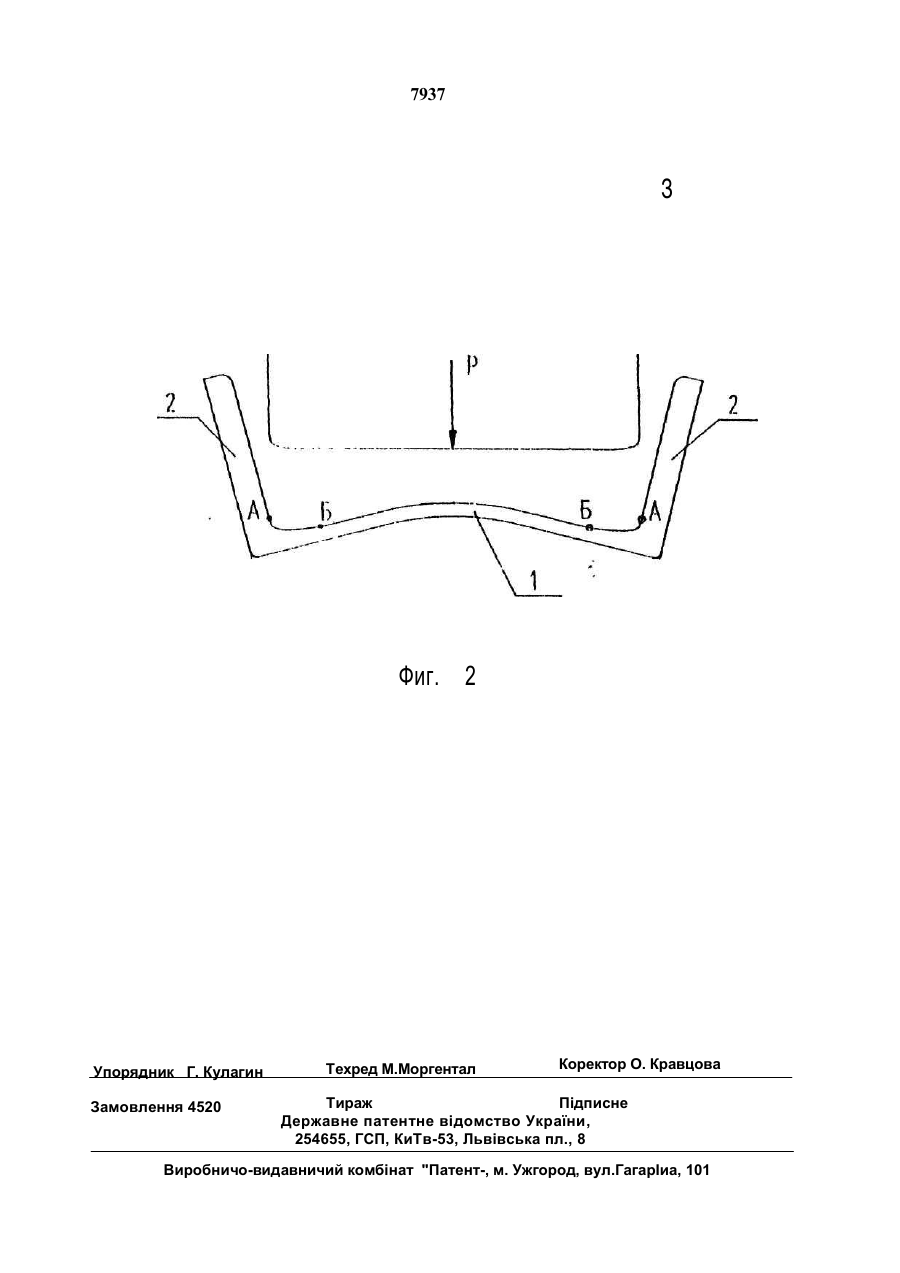
Горячекатаный фланцевый профиль, содержащий взаимнопересекающиеся стенку и полки с отношением толщины стенки к толщине полки, равным 0,4-0,6 со стенкой переменной толщины, возрастающей в направлении к ее краям, о т л и ч а ю щ и й с я тем, что переменный участок стенки выполнен по форме параболы с вершиной, расположенной на внутренней грани полки на расстоянии, равном 2,2-2,5 толщины стенки профиля от ее внешней грани, и ветвью, плавно сопрягающейся с внутренней гранью стенки в точке, расположенной от внешней грани полки на расстоянии, равном 2,7-4,5 толщины полки. Изобретение относится к прокатному производству и строительной технике, а более конкретно к устройству стальных швеллеров, используемых для изготовления деталей металлоконструкций, машин и механизмов, работающих на поперечный изгиб. Задачей изобретения является снижение металоемкости при повышении прочности сечения и качества профиля. На фиг.1 показано поперечное сечение фланцевого профиля; на фиг.2 -схема правки профиля в холодном состоянии. Горячекатаный фланцевый профиль (швеллер) состоит из стенки 1 и полок - 2, взаимно пересекающихся между собой под углом 90 градусов. Сопряжение внутренних граней каждой из полок и стенки очерчено кривой, вершина которой расположена на внутренней грани полки 2 в точке А, определяемой расстоянием L1 от внешней грани стенки 1, а ветвь кривой плавно сопрягается с внутренней гранью стенки 1 в точке Б, определяемой расстоянием L2. Расстояние L1 от внешней грани стенки 1 до вершины кривой в точке А превышает толщину (S) стенки 1 профиля в 2,2-2,5 раза. Расстояние L2 от внешней грани полки 2 до сопряжения ветви кривой с внутренней гранью стенки 1 в точке Б равно 2,7-4,5 толщины полки профиля. Устройство работает следующим образом. В процессе холодной правки швеллера, прокатываемого в чистовом развернутом калибре, осуществляется выпрямление стенки 1, толщина которой равна S, цилиндрическим роликом 3 (фиг.2). Вследствие износа С> со О 7937 валков чистового калибра изменяются очертания внутренней поверхности полки 2 и стенки 1. размеры L1 и L2 увеличиваются. В результате этого усилий правки (Р), прилагаемые со стороны ролика 3 к внутренней гра- 5 ни стенки 1, сосредоточенные в начальный момент в средней зоне швеллера, перемещаются о процессе правки к полкам 2. В области сопряжения 2 со стенкой 1 выработка валков компенсируется наличием сосре- 10 до точения металла иа швеллере, который распределен по кривой АБ. При этом тачки сосредоточения нагрузок в конце процесса правки (точки Б) со стороны ролика 3 смещены от жестких элементов - полок 2 к середи- 15 не стенки 1 на величину L2. Выпучивание стенки t юнкостенного профиля в области участка сопряжения (АБ) устраняется. Нижний предел величины L2 сопряжения внутренних граней полки 2 и стенки 1, 20 определяемый точкой Б и равный L2 = 2,7t, выбран на основании практических данных правки швеллера, обеспечивающих требуемое качество профиля, и позволяет добиться экономии металла без больших материаль- 25 ных затрат на изготовление и эксплуатацию рабочих валков. Уменьшение границы диапазона приводит к ухудшению качества профиля за счет появления дефекта "выпучивание" стенки 30 профиля на участке сопряжения. В этом случае при правке тонкостенных швеллеров профиль имеет массивные полки и тонкую стенку и в области сопряжения полок со стенкой из-за концентрации усилий от роли- 35 ка при правке профиля происходит изменение конфигурации профиля, что приводит к его браку и не позволяет добиться поставленной задачи. Верхний предел величины L2 сопряже- 40 ния внутренних граней полки со стенкой, равный 4,5t, позволяет добиться максимально возможной технологичности прокатки с учетом износа валков и правки профиля в холодном состоянии без искажения его по- 45 перечного сечения. Профиль имеет требуемое стандартами качество поперечного сечения и максимально возможные удельные параметры прочности сечения профиля за счет сосредоточения металла вблизи по- 50 лок и управления надежной конструктивной связи полок со стенкой. Увеличение предела диапазона более 4,5t приводит к повышению материалоемкости профиля за счет увеличения износа вал- 55 ков, изменению формы внутренних граней и его отличию от требований ГОСТ 8240-72, что является недопустимым. При этом снижаются критерии рациональности профиля за счет увеличения его массы. Вершина кривой, описывающей конфигурацию сопряжения внутренних граней полок со стенкой, расположена на внутренней грани стенки на расстоянии L1, равном 2,22,5 толщины стенки от ее внешней грани. Нижний предел участка L1 расположения вершины кривой, равный 2,2S, позволяет добиться максимально возможной экономии металла профиля без ухудшения его прочностных характеристик и обеспечить требуемое качество профиля после холодной правки. Уменьшение границы диапазона менее 2,2S не позволяет компенсировать влияние износа валков при прокатке на форму готового профиля, приводит к появлению концентрации напряжений в области сопряжения внутренних граней полок со стенкой и к ухудшению качества готового профиля после холодной правки из-за выпучивания стенки в области сопряжения. Кроме того, затрудняется заполнение металлом участка сопряжения при прокатке, что приводит к появлению .рещин во внутренних углах. Верхний предел участка расположения вершины кривой, равной 2.5S, позволяет добиться деформирования профиля при холодной правке без искажения формы поперечного сечения с учетом износа валков при прокатке и обеспечить требуемое качество профиля. Увеличение диапазона более 2.5S не позволяет получить необходимый экономический эффект за счет снижения металлоемкости профиля в сравнение с затратами на калибровку и прокатку профиля. При этом удельные параметры сечения профиля из-за увеличения его металлоемкости снижаются, что приводит к ухудшению параметров, оговоренных ГОСТ 8240-72. Новая конфигурация швеллера отличается от существующего по ГОСТ 8240-72, тем, что радиус сопряжения внутренних граней полок и стенки профиля трансформирован в кривую АБ, при этом точка А, расположенная на полке швеллера, смещена в сторону стенки, а точка Б, расположенная на стенке, смещена к середине стенки. Новая конструкция участка сопряжения и выбранные соотношения элементов позволяют учесть износ валков при горячей прокатке, размеры правильных роликов и сместить точки приложения усилий правки швеллеров от жестких элементов (полок) к серединам стенки. За счет этого обеспечивается требуемое качество швеллера, достигаются равнопрочность сечения профиля и усиления конструктивной связи толстой полки с тонкой стенкой швеллера, что обеспечивает экономию металла за счет 7937 Решая уравнение параболы относительно координат X и Y, получим X ( U - S ) 4 L 2-t уменьшения толщины стенки профиля и смещения части сэкономленного металла в область сопряжения полки со стенкой и повышение удельных характеристики прочности профиля. Y> Построение участка сопряжения стенки с полками выполняется следующим образом. В соответствии с формулой изобретения ю и конкретными условиями прокатки на данном прокатном стане для данного типа швеллера выбираем значения координат ветви Б параболы, которые в общем виде равны (US; L2 - t) (фиг.1). Точка А является 15 вершиной параболы с координатами 0:0, уравнение которой равно X = 2 -РУ, где Р/2 - фокус параболы. Положительное направление осей X и Y 20 указано на фиг.1. Li X Давая последовательно значение коор динаты Y от 0 до L2 -1, например 0; 0,1(L2-t); 0,2(L2-t); до (L2-t), получим значение ко ординаты X, равное 0; 4V5J (L1-S); 4VoJ (L1-S); .... до (L1-S). Построение участка со пряжения стенки с полками выполняют, со единяя координаты точек X и Y параболы. Таким образом, для данного конкретного профиля участок сопряжения стенки с полками описывается однозначно. Экономическая эффективность использования горячекатаного фланцевого профиля достигается за счет поставки потребителю тонкостенных профилей требуемого качества, имеющих металлоемкость на 2-3% ниже при одновременном повышении удельных прочностных характеристик (моментов инерции и сопротивления). А s ,Y ч Б b-S .Фиг. 1 2 7937 З Фиг. 2 Упорядник Г. Кулагин Замовлення 4520 Техред М.Моргентал Коректор О. Кравцова Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 Виробничо-видавничий комбінат "Патент-, м. Ужгород, вул.ГагарІиа, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюHot-rolled flanged profile
Автори англійськоюKostrytsia Yurii Saveliiovych, Derevianko Vasyl Ivanovych, Shevchenko Taras Hryhorovych, Makhnin Vladylen Semenovych, Antoniuk Serhii Mykhailovych, Priven Leonid Illich, Bilyk Anatolii Mykolaiovych, Kovalenko Viktor Fedorovych
Назва патенту російськоюГорячекатаный фланцевый профиль
Автори російськоюКострица Юрий Савельевич, Деревянко Василий Иванович, Шевченко Тарас Григорьевич, Махнин Владилен Семенович, Антонюк Сергій Михайлович, Прівен Леонід Ілліч, Билык Анатолий Николаевич, Коваленко Виктор Федорович
МПК / Мітки
МПК: B21B 1/08
Мітки: профіль, фланцевий, гарячекатаний
Код посилання
<a href="https://ua.patents.su/4-7937-garyachekatanijj-flancevijj-profil.html" target="_blank" rel="follow" title="База патентів України">Гарячекатаний фланцевий профіль</a>
Кутовий гарячекатаний профіль
Номер патенту: 7936
Опубліковано: 26.12.1995
Автори: Білик Анатолій Миколайович, Антонюк Сергій Михайлович, Клименко Фелікс Костянтинович, Костриця Юрій Савелійович, Бембінек Юрій Євгенійович, Коваленко Віктор Федорович, Григоренко Микола Дмитрович, Шевченко Тарас Григорович, Деревянко Василь Іванович, Махнін Владилен Семенович, Прівен Леонід Ілліч
МПК: B21B 1/08
Мітки: гарячекатаний, профіль, кутовий
Формула / Реферат:
(57) Угловой горячекатаный профиль, содержащий взаимно пересекающиеся полки, сопряжение внутренних граней которых в поперечном сечении выполнено в виде углового радиуса с центром, расположенным на биссектрисе угла профиля и участка кривой, сопрягающейся с этим радиусом и с внутренней гранью каждой полки с образованием впадины, отличающийся тем, что участок кривой выполнен в виде двух радиусов противоположной кривизны, точка сопряжения которых...
Гарячекатаний низькотавровий профіль
Номер патенту: 985
Опубліковано: 15.12.1993
Автори: Деревянко Василь Іванович, Кулагин Георгій Федорович, Кокін Володимир Михайлович, Малий Юрій Георгійович, Цимбал Володимир Дмитрович, Поляков Володимир Миколайович
МПК: B21B 1/08
Мітки: профіль, гарячекатаний, низькотавровий
Формула / Реферат:
Формула изобретенияГорячекатаный низкотавровый профиль, содержащий стенку с наклонными боковыми и верхней гранями, полку с верхними боковыми и нижней гранями, а также участки сопряжения боковых граней стенки и верхних граней полок, отличающийся тем, что, с целью повышения качества и снижения металлоемкости профиля при одновременном повышении технологичности изготовления и применения, участки сопряжения боковых граней стенки с верхними...
Кутовий гарячекатаний профіль
Номер патенту: 6991
Опубліковано: 31.03.1995
Автори: Коваленко Віктор Федорович, Денисов Віталій Васильович, Бродський Сергій Сергійович, Костриця Юрій Савелійович, Князева Людмила Алексіївна, Салацинський Едуард Стефанович, Подберезний Микола Петрович, Борисов Юрій Миколаєвич
МПК: B21B 1/08
Мітки: профіль, кутовий, гарячекатаний
Формула / Реферат:
Угловой горячекатаный профиль, содержащий в поперечном сечении две полки, наружные поверхности которых при пересечении между собой составляют прямой угол, а их внутренние поверхности имеют уклон в сторону концов полок, отличающийся тем, что внутренние поверхности полок выполнены с прямолинейными участками, равными 0,6—0,75 общей длины полки, уклон внутренних поверхностей полок от вершины профиля к прямолинейным участкам составляет 7—12°, а...
Фланцевий прокатний профіль
Номер патенту: 982
Опубліковано: 15.12.1993
Автори: Деревянко Василь Іванович, Кокін Володимир Михайлович, Поляков Володимир Миколайович, Малий Юрій Георгійович
МПК: B21B 1/08
Мітки: профіль, прокатній, фланцевий
Формула / Реферат:
Формула изобретения1. Фланцевый прокатный профиль, содержащий стенку и фланцы, отличающийся тем, что, с целью снижения металлоемкости при сохранении служебных характеристик, по меньшей мере один фланец выполнен с вторичными фланцами, наружные боковые грани которых расположены в одной плоскости с внутренними и наружными боковыми гранями первичных фланцев, а внутренние грани вторичных фланцев образуют между собой острый угол.2....
Кутовий гарячекатаний профіль
Номер патенту: 952
Опубліковано: 15.12.1993
Автори: Кацнельсон Генріх Майорович, Деревянко Василь Іванович, Кацнельсон Євгеній Генріхович
МПК: B21B 1/08
Мітки: профіль, гарячекатаний, кутовий
Формула / Реферат:
Формула изобретения1. Угловой горячекатаный профиль, содержащий в поперечном сечении две полки, наружные поверхности которых при пересечении между собой составляют прямой угол, и внутренний участок их взаимного сопряжения, отличающийся тем, что, с целью уменьшения металлоемкости профиля и повышения его несущей способности, сопряжение обеих полок с внутренней стороны профиля выполнено выпуклым участком дуги окружности, вписанной в...
Попередній патент: Кутовий гарячекатаний профіль
Наступний патент: Свердловинна штангова насосна установка “тандем-ішс” б.м. рилова
Випадковий патент: Запобіжна муфта