Кутовий гарячекатаний профіль
Номер патенту: 7936
Опубліковано: 26.12.1995
Автори: Прівен Леонід Ілліч, Махнін Владилен Семенович, Григоренко Микола Дмитрович, Антонюк Сергій Михайлович, Костриця Юрій Савелійович, Бембінек Юрій Євгенійович, Білик Анатолій Миколайович, Шевченко Тарас Григорович, Деревянко Василь Іванович, Клименко Фелікс Костянтинович, Коваленко Віктор Федорович


Формула / Реферат
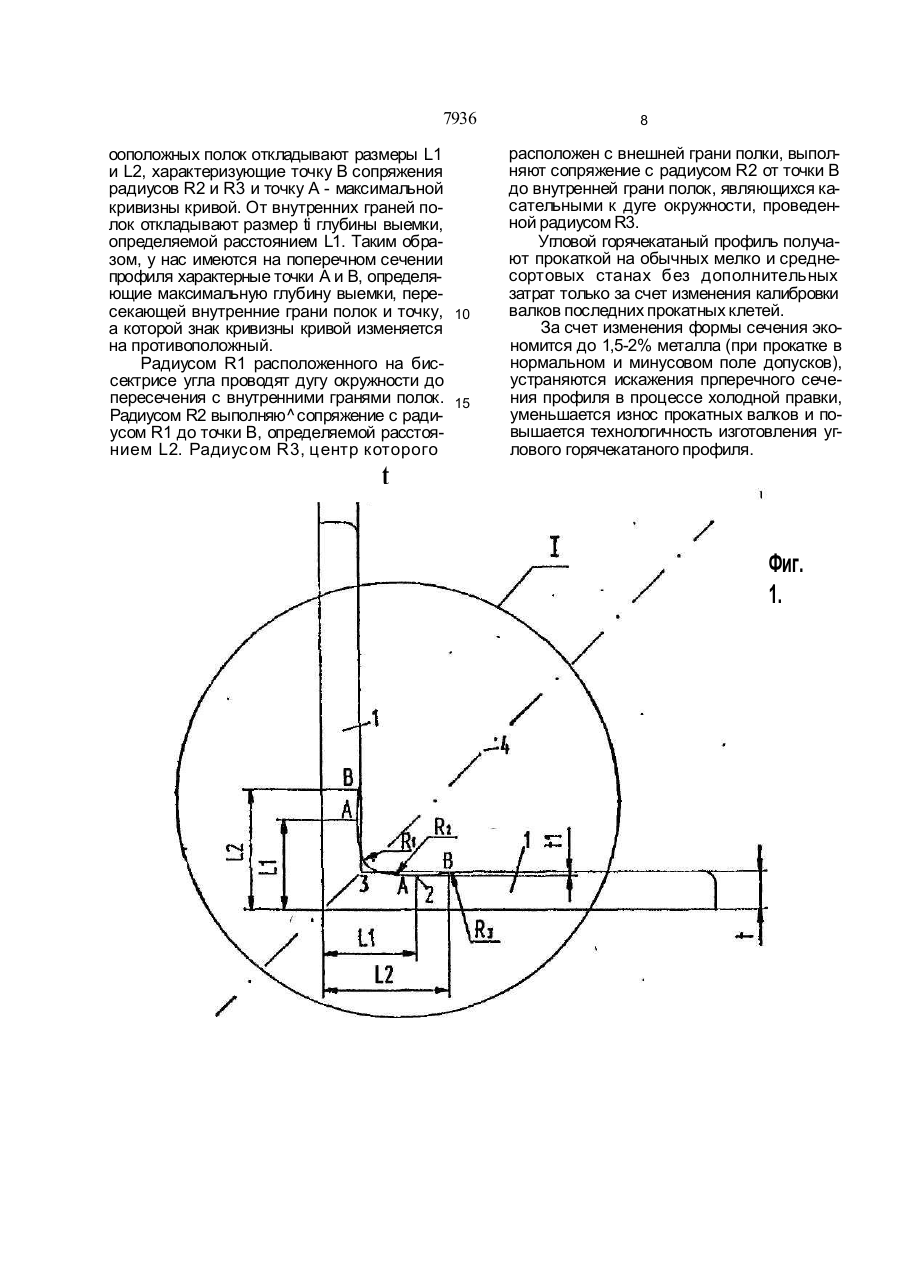
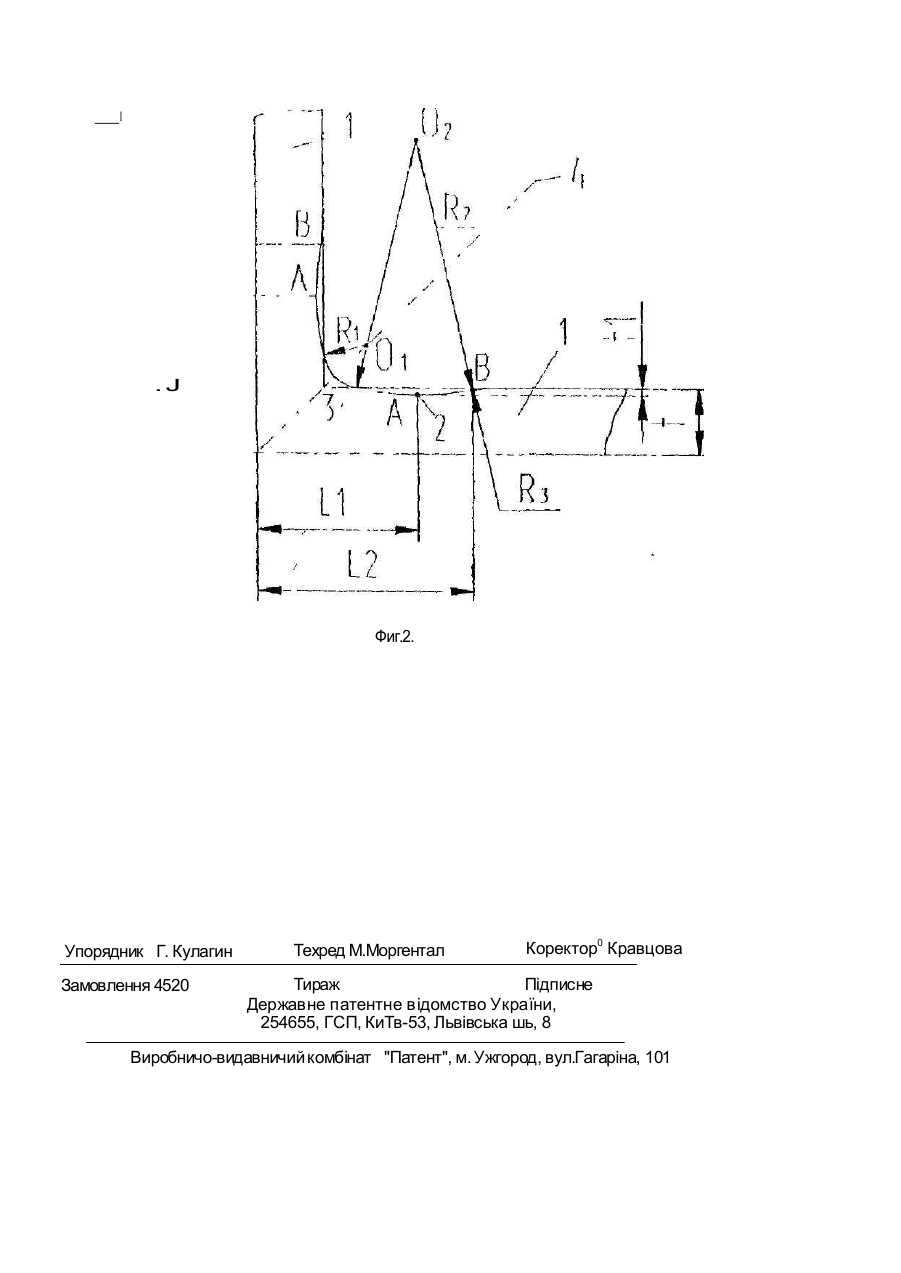
(57) Угловой горячекатаный профиль, содержащий взаимно пересекающиеся полки, сопряжение внутренних граней которых в поперечном сечении выполнено в виде углового радиуса с центром, расположенным на биссектрисе угла профиля и участка кривой, сопрягающейся с этим радиусом и с внутренней гранью каждой полки с образованием впадины, отличающийся тем, что участок кривой выполнен в виде двух радиусов противоположной кривизны, точка сопряжения которых расположена на расстоянии, равном 3-6 толщинам полки от внешней грани противоположной попки, при этом наибольшая глубина впадины составляет 0,5-1,0 допуска на толщину полки и расположена от внешней грани противоположной полки на расстоянии, равном 2-4 толщинам полки, а отношение радиуса, сопрягаемого с внутренней поверхностью полки, к угловому радиусу составляет 1,2-12.
Текст
Угловой горячекатаный про филь, содержащий взаимно пересекаюбщ иеся полки, сопряжение внутренних граней которых в поперечном сечении выполнено в виде углового радиуса с центром, расположенным на биссектрисе угла про филя и участка кривой, сопрягающ ейся с этим радиусом и с внут ренней гранью каждой полки с образованием впадины, о т л и ч а ю щ и й с я тем, что участок кривой выполнен в виде двух радиу сов противоположной кривизны, точка соп р я ж е н и я к о то р ых р а с п о ло ж е н а н а расстоянии, равном 3-6 толщинам полки от внешней грани про тивопо лож ной попки , при этом наибольшая гоубина впадины со ставляет 0,5-1,0 допуска на толщину полки и расположена от внешней грани противоположной полки на расстоянии, равном 2-4 толщ инам полки, а отношение радиуса, сопрягаемого с внутренней поверхностью полки, к угловому радиусу составляет 1,2-12. Изобретение относится к прокатному производству и может быть использовано при изготовлении угловых про филей на прокатных станах. Задачами изобретения являются: повышение прочности про филя пос редством су жения поля допуска на то лщ ину полок , снижение металлоемкости и упрощ ение изготовления путем сокращения парка валков. На фиг.1 показан угловой про филь, поперечное сечение; на фиг.2 - сопряжение внутренних граней полок профиля. Угловой горячекатаный профиль состои т из двух взаимно пересекающ ихся полок 1 постоянно й толщ ины t. Сопряжение внут ренних граней полок в поперечном сечении выполнено в виде углового радиуса R1, симметричного условной точке 3 пересечения внутренних граней полок 1, с центром, расположенным на биссектрисе4 угла профиля, участка радиусной кривой 2, сопрягающейся с угловым радиусом R1 и с внутренн ей гранью каждой попки 1 с образованием впадины глубиной t1. Участок кривой 2 выполне н в в ид е д ву х р ад иу с ов R 2 и R 3 противоп оложн ой кривизны. Точка В сопряжения радиусов R2 и R3 расположена на расстоянии L2, равном 3-6 толщ инам t полки 1 от внешней грани противоположной полки 1, С 7936 Наибольшая п точке А глубина t1 впадины кривой 2 составляет 0,5-1,0 допуска на толщину t полки 1 и расположена па расстоянии L1, равном 2-4 толщинам t полки 1. Отношение радиуса ИЗ, сопрягаемого с 5 внутренней поверхностью полки 1, к угловому радиусу R1 составляет 1,2-12. Конструкция участка сопряжения и выбранные соотношения элементов позволяют сместить утоняемый участок полок, 10 образованный выемкой, пересекающей сопрягземые полки, и обеспечить смещение точек приложения усилий правки от биссектрисы угла профиля к серединам полок, являющимися жесткими элементами профиля, 15 а также более рационально распределить металл по сечению профиля. Соотношение радиусов участка кривой сопряжения внутренних граней полок и ее форма выбраны на основании опыта прокат- 20 ки и изучения практических данных по износу прокатных валков чистовых угловых калибров, позволяют компенсировать неравномерность деформации элементов профиля при прокатке и влияние износа на 25 форму готового профиля. Формообразование углового профиля в прокатных валках осуществляется с нерав ными обжатиями по его углу и полкам, что приводит к неравномерным деформацион- 30 ным условиям по элементам профиля. Одно временно из-за рассогласования окружных скоростей валков по углу профиля и полкам происходит уширение полок, что приводит к искажению их конфигурации. 35 Выполняя сопряжение внутренних граней полок профиля по кривой переменного радиуса, симметричной условной точке пересечения внутренних граней полок, возрастающим от биссектрисы углового профиля 40 к его полкам в 1,2-12 раз и меняющим свою кривизну на противоположный знак в точке, отстоящей от внешней грани противоположной полки в 3-6 раз превышающем толщину полки, тем самым создают зоны, затрудняю- 45 щие перераспределение металла с полок профиля в область угла профиля в процессе деформации металла. В этом случае обеспечивается стабильность геометрических размеров полок профиля при больших 50 обжатиях, то есть улучшается технологичность изготовления профиля за счет устранения приращения уширения полок, Изменение кривизны кривой, описывающей сопряжение внутренних граней по- 55 лок, способствует, с одной стороны, более плавному сопряжению участка выемки с полками (в этом случае внутренние грани полок являются касательными к радиусу R3 выемки 2) и, с другой стороны, обеспечива ется плавное сопряжение радиусов R2 и R3 при обеспечении максимальной глубины выемки, расположенной на расстоянии от противоположной внешней грани по лки, превышающем толщину полки в 2-4 раза. Плавность перехода внутренних граней полок к выемке сопряжения их обеспечивает минимальный износ валков. Значение величин радиусов, описывающих кривую сопряжения внутренних граней полок, должны возрастать от биссектрисы угла профиля к его полкам, т.е. R1
ДивитисяДодаткова інформація
Назва патенту англійськоюAngle hot-rolled profile
Автори англійськоюKostrytsia Yurii Saveliiovych, Derevianko Vasyl Ivanovych, Klimenko Feliks Kostiantynovych, Shevchenko Taras Hryhorovych, Makhnin Vladylen Semenovych, Bembinek Yurii Yevheniiovych, Hryhorenko Mykola Dmytrovych, Kovalenko Viktor Fedorovych, Bilyk Anatolii Mykolaiovych, Antoniuk Serhii Mykhailovych, Priven Leonid Illich
Назва патенту російськоюУголковый горячекатаный профиль
Автори російськоюКострица Юрий Савельевич, Деревянко Василий Иванович, Клименко Феликс Константинович, Шевченко Тарас Григорьевич, Махнин Владилен Семенович, Бембинек Юрий Евгеньевич, Григоренко Николай Дмитриевич, Коваленко Виктор Федорович, Билык Анатолий Николаевич, Антонюк Сергій Михайлович, Прівен Леонід Ілліч
МПК / Мітки
МПК: B21B 1/08
Мітки: кутовий, гарячекатаний, профіль
Код посилання
<a href="https://ua.patents.su/6-7936-kutovijj-garyachekatanijj-profil.html" target="_blank" rel="follow" title="База патентів України">Кутовий гарячекатаний профіль</a>
Кутовий гарячекатаний профіль
Номер патенту: 6991
Опубліковано: 31.03.1995
Автори: Бродський Сергій Сергійович, Подберезний Микола Петрович, Костриця Юрій Савелійович, Салацинський Едуард Стефанович, Коваленко Віктор Федорович, Борисов Юрій Миколаєвич, Князева Людмила Алексіївна, Денисов Віталій Васильович
МПК: B21B 1/08
Мітки: профіль, кутовий, гарячекатаний
Формула / Реферат:
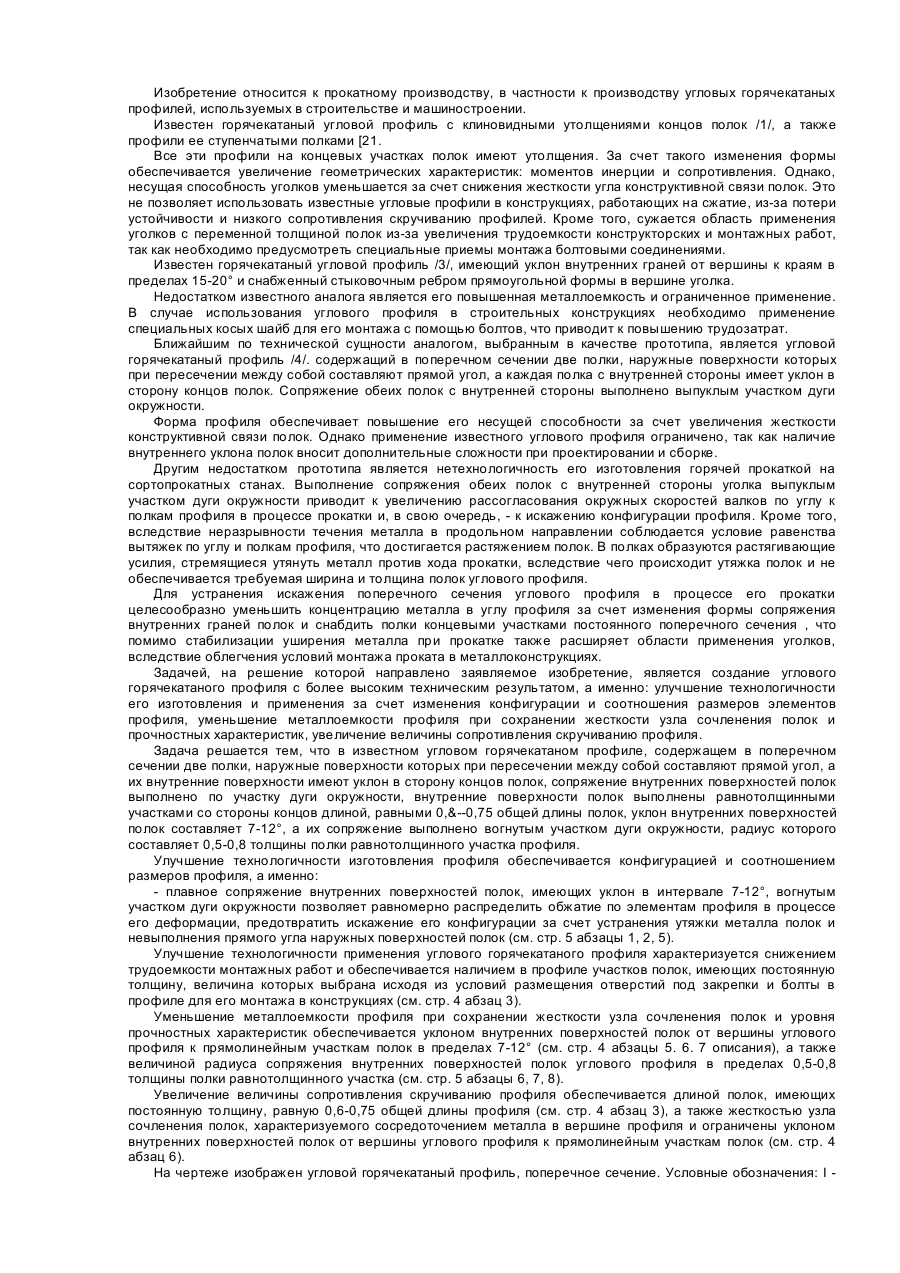
Угловой горячекатаный профиль, содержащий в поперечном сечении две полки, наружные поверхности которых при пересечении между собой составляют прямой угол, а их внутренние поверхности имеют уклон в сторону концов полок, отличающийся тем, что внутренние поверхности полок выполнены с прямолинейными участками, равными 0,6—0,75 общей длины полки, уклон внутренних поверхностей полок от вершины профиля к прямолинейным участкам составляет 7—12°, а...
Кутовий гарячекатаний профіль
Номер патенту: 952
Опубліковано: 15.12.1993
Автори: Деревянко Василь Іванович, Кацнельсон Євгеній Генріхович, Кацнельсон Генріх Майорович
МПК: B21B 1/08
Мітки: профіль, кутовий, гарячекатаний
Формула / Реферат:
Формула изобретения1. Угловой горячекатаный профиль, содержащий в поперечном сечении две полки, наружные поверхности которых при пересечении между собой составляют прямой угол, и внутренний участок их взаимного сопряжения, отличающийся тем, что, с целью уменьшения металлоемкости профиля и повышения его несущей способности, сопряжение обеих полок с внутренней стороны профиля выполнено выпуклым участком дуги окружности, вписанной в...
Гарячекатаний низькотавровий профіль
Номер патенту: 985
Опубліковано: 15.12.1993
Автори: Кокін Володимир Михайлович, Кулагин Георгій Федорович, Деревянко Василь Іванович, Малий Юрій Георгійович, Поляков Володимир Миколайович, Цимбал Володимир Дмитрович
МПК: B21B 1/08
Мітки: профіль, гарячекатаний, низькотавровий
Формула / Реферат:
Формула изобретенияГорячекатаный низкотавровый профиль, содержащий стенку с наклонными боковыми и верхней гранями, полку с верхними боковыми и нижней гранями, а также участки сопряжения боковых граней стенки и верхних граней полок, отличающийся тем, что, с целью повышения качества и снижения металлоемкости профиля при одновременном повышении технологичности изготовления и применения, участки сопряжения боковых граней стенки с верхними...
Гарячекатаний профіль для ободу колеса пневматичних шин
Номер патенту: 2381
Опубліковано: 26.12.1994
Автори: Романов Євгеній Спиридонович, Сліпинін Олександр Григорович, Немировський Іван Петрович, Маякін Андрій Васильович, Куцигін Володимир Дмитрович, Деревянко Василь Іванович, Махнін Владилен Семенович, Зайченко Ігор Викторович, Чигиринський Валерій Вікторович, Курець Євгеній Васильович, Кулагин Георгій Федорович, Біда Микола Іванович, Шевцов Віталій Тимофійович, Леготкін Генадій Іванович
МПК: B21B 1/08
Мітки: колеса, шин, гарячекатаний, пневматичних, ободу, профіль
Формула / Реферат:
Горячекатаный профиль для обода колеса пневматических шин, состоящий из бортовой закраины, посадочной полки, замочной части и центрального участка, наружная и внутренняя поверхности которого в поперечном сечении выполнены в виде синусоид, отличающийся тем, что, с целью снижения металлоемкости профиля и улучшения технологичности его изготовления, центральный участок профиля выполнен с амплитудой, равной 0,5...3,67 его толщины, а расстояние...
Фланцевий прокатний профіль
Номер патенту: 982
Опубліковано: 15.12.1993
Автори: Малий Юрій Георгійович, Поляков Володимир Миколайович, Кокін Володимир Михайлович, Деревянко Василь Іванович
МПК: B21B 1/08
Мітки: профіль, фланцевий, прокатній
Формула / Реферат:
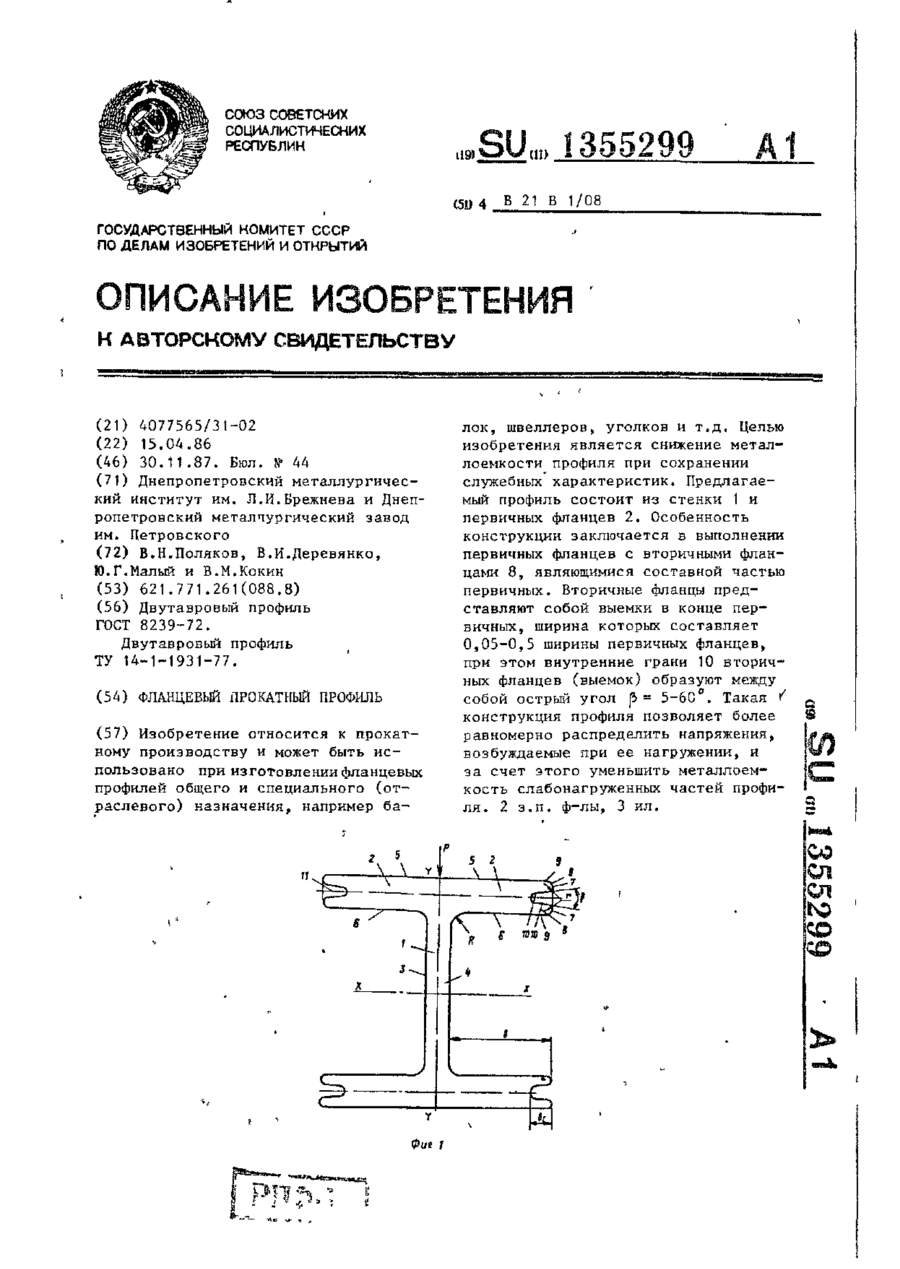
Формула изобретения1. Фланцевый прокатный профиль, содержащий стенку и фланцы, отличающийся тем, что, с целью снижения металлоемкости при сохранении служебных характеристик, по меньшей мере один фланец выполнен с вторичными фланцами, наружные боковые грани которых расположены в одной плоскости с внутренними и наружными боковыми гранями первичных фланцев, а внутренние грани вторичных фланцев образуют между собой острый угол.2....
Попередній патент: Спосіб виробництва фасонних електрошлакових відливок та пристрій для його здійснення
Наступний патент: Гарячекатаний фланцевий профіль
Випадковий патент: Компенсатор гідравлічного удару для лічильників палива у транспортних засобах