Спосіб прокатки заготовок на обтискному стані
Номер патенту: 79614
Опубліковано: 10.07.2007
Автори: Рябцев Олег Вікторович, Бондаренко Олександр Миколайович, Жучков Сергій Михайлович, Горбаньов Аркадій Олексійович, Луценко Владислав Анатолійович, Бабков Петро Олександрович, Анелькин Микола Іванович, Тищенко Володимир Андрійович
Формула / Реферат
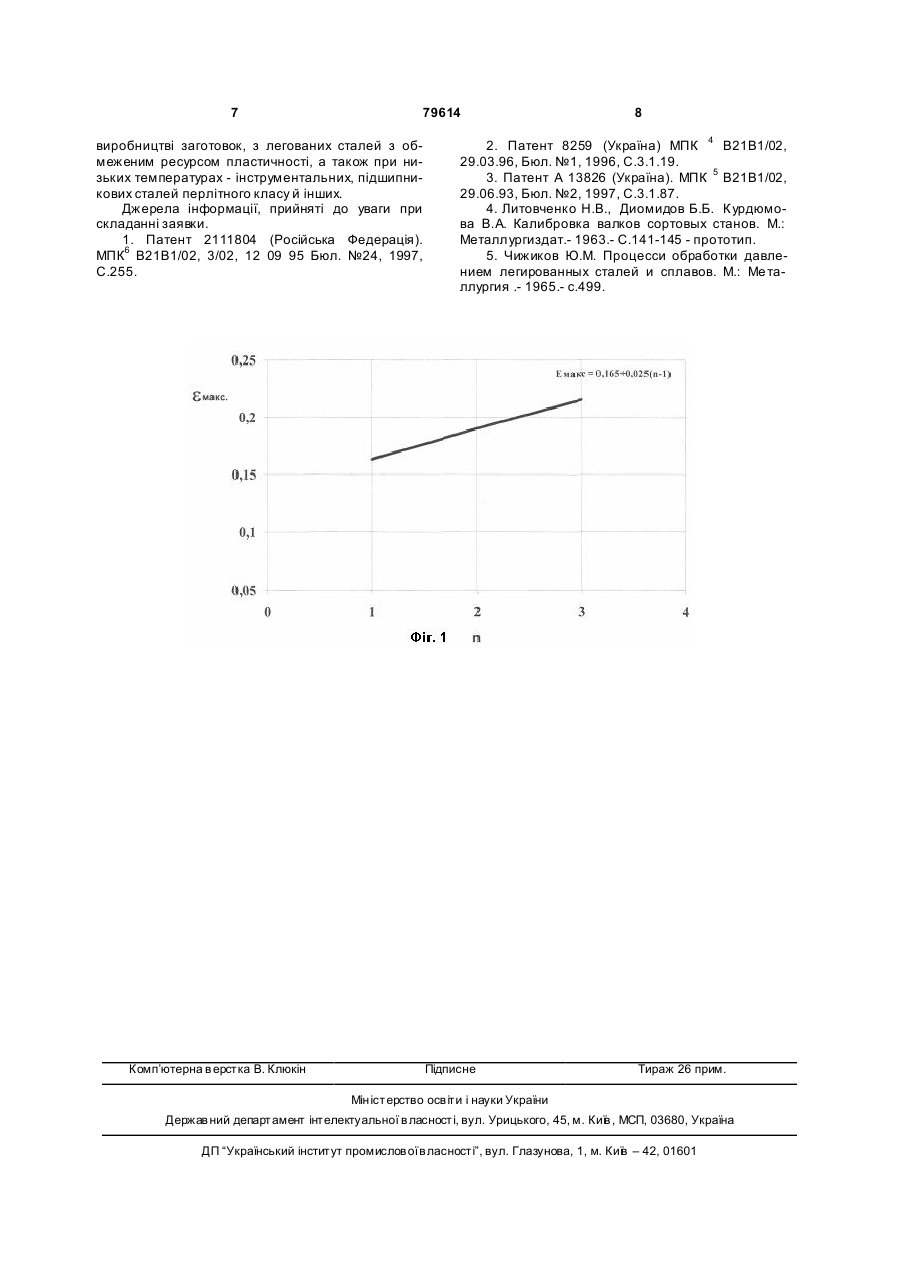
Спосіб прокатки заготовок на обтискному стані, що включає послідовну прокатку в чорнових і проміжних ящикових калібрах з регламентованими відносними обтисненнями і кантуваннями між проходами і при передачі розкату з калібру в калібр, прокатку в чистових калібрах валків обтискного стана, який відрізняється тим, що прокатку в чорнових і проміжних ящикових калібрах здійснюють з регламентованими відносними обтисненнями по проходах між кантуваннями, що не перевищують відносних обтиснень, установлених, виходячи з залежності:
ξn = 0,165+0,025(n-1),
де ξn - відносне обтиснення; n - номер проходу після кантування.
Текст
Спосіб прокатки заготовок на обтискному стані, що включає послідовну прокатку в чорнових і проміжних ящикових калібрах з регламентованими відносними обтисненнями і кантуваннями між проходами і при передачі розкату з калібру в калібр, прокатку в чистових калібрах валків обтискного стана, який відрізняється тим, що прокатку в чорнових і проміжних ящикових калібрах здійснюють з регламентованими відносними обтисненнями по проходах між кантуваннями, що не перевищують відносних обтиснень, установлених, виходячи з залежності: ξn = 0,165+0,025(n-1), де ξn - відносне обтиснення; n - номер проходу після кантування. UA (21) 20041210334 (22) 15.12.2004 (24) 10.07.2007 (31) a 20040524 (32) 07.06.2004 (33) BY (46) 10.07.2007, Бюл. №10, 2007р. (72) Жучков Сергій Михайлович, Горбаньов Аркадій Олексійович, Луценко Владислав Анатолійович, Бондаренко Олександр Миколайович, BY, Тищенко Володимир Андрійович, BY, Анелькин Микола Іванович, BY, Бабков Петро Олександрович, BY, Рябцев Олег Вікторович, BY (73) ІНСТИТУТ ЧОРНОЇ МЕТАЛУРГІЇ ІМ. З.І. НЕКРАСОВА Н АЦІОН АЛЬНОЇ АКАДЕМІЇ Н АУК УКРАЇНИ, РЄСПУБЛІКАНСКАЄ УНІТАРНАЄ ПРЕДПРИЄМСТВА "БЄЛАРУСКІ МЄТАЛУРГІЧНИ ЗАВОД", BY (56) SU 1176979 A, 07.09.1985 UA 10001 C1, 30.09.1996 UA 25818 C2, 15.05.2002 SU 1463358 A1, 07.03.1989 JP 59150601, 28.08.1984 C2 2 (19) 1 3 79614 тять карбідоутворюючі легуючі елементи, зокрема, підшипникових, легованих інструментальних і інших сталей, наприклад, сталей ферритного класу, мартенситно-ферритного класу при температурах прокатки 1030-1060°С, сталі аустенітного класу при знижених температурах прокатки й ін. Зниження якості заготовок відбувається внаслідок утворення поперечних тріщин на бічних гранях розкату після його кантування. У той же час, при прокатці заготовок зі сталей зі зниженою схильністю до розширення можливе незаповнення калібрів і звалювання розкатів, а також утворення зморшок при прокатці. Розрахунково-аналітичні й експериментальні дослідження, виконані на стані 850 Республіканського унітарного підприємства "Білоруський металургійний завод" (РУП БМЗ), показали, що поверхні розкату, які контактують з валками, охолоджуються до 720-750°С. Після кантування, внаслідок низької теплопровідності таких сталей, температура металу не встигає вирівнятися за рахунок внутрішнього тепла, і прокатка в наступному після кантування проході відбувається при великому температурному градієнті. З технічної літератури [5] відомо, що при температурі нижче 900°С відбувається виділення з твердого розчину аустеніту на границях зерен карбідів хрому, заліза (цементиту) і складних карбідів, що включають кілька елементів. Карбіди, виділені по границях зерен, мають високі міцність і крихкість. Це приводить до порушення суцільності охолодженого поверхневого шару металу й утворенню тріщин по границях зерен на охолодженій поверхні металу. Завдання, розв'язуване винаходом, полягає в забезпеченні відсутності тріщин на заготовках при прокатці в процесі деформації розкату, після кантування в ящикових калібрах і при передачі розкатів з калібру в калібр за рахунок регламентації відносних обтиснень, зокрема, при виробництві легованих сталей, що містять карбідоутворюючі легуючі елементи (підшипникові, леговані інструментальні й інші сталі) при мінімальній кількості проходів. Технічний результат, що досягається при вирішенні поставленого завдання, полягає в попередженні тріщиноутворення на поверхні заготовок, які деформуються, що забезпечує підвищення якості готового прокату. Вирішення поставленого завдання забезпечується тим, що в способі прокатки заготовок на обтискному стані, що включає послідовну прокатку в чорнових і проміжних ящикових калібрах з регламентованими відносними обтисненнями і кантуваннями між проходами і при передачі розкату з калібру в калібр, прокатку в чистови х калібрах валків обтискного стану, прокатку в чорнових і проміжних ящикових калібрах здійснюють з регламентованими відносними обтисненнями по проходах між кантуваннями, що не перевищують відносних обтиснень, установлених ви ходячи з залежності: xn = 0,165 + 0,025(n - 1) , де xn - відносне обтиснення; n - номер проходу після кантування. 4 Порівняння з прототипом, показує, що спосіб прокатки заготовок на реверсивному стані, що заявляється, відрізняється тим, що прокатку в чорнових і проміжних ящикових калібрах здійснюють з регламентованими відносними обтисненнями по проходах між кантуваннями, що не перевищують відносних обтиснень, установлених ви ходячи з залежності: xn = 0,165 + 0,025(n - 1) , де xn - відносне обтиснення; n - номер проходу після кантування. Отже, спосіб, що заявляється, відповідає критерієві "новизна". Порівняння з іншими технічними рішеннями в даній галузі техніки показало, що є відомий спосіб прокатки заготовок зі злитків малопластичних сталей на реверсивному обтискному стані, при використанні якого підвищення якості прокату досягається за рахунок зміни відносного обтиснення по довжині розкату в процесі прокатки в кожнім проході. [2]. Цей спосіб використовується при прокатці злитків, отриманих із застосуванням традиційної технології – розливання сталі у виливниці, і а також для сталей з обмеженим ресурсом пластичності. При прокатці заготовок зі злитків розміри поперечного перерізу вихідного злитка неоднакові по його довжині, тому зменшення величини обтиснення по довжині розкату має сенс. При прокатці безперервновилитих злитків з малопластичних легованих сталей, з однаковими по його довжині розмірами поперечного перерізу використання відомого способу не дасть очікуваного ефекту, а тільки погіршить якість заготовки. Тому відоме технічне рішення не може бути використане для вирішення поставленого завдання. Отже, рішення, що заявляється, відповідає критерієві "винахідницький рівень". Винахід пояснюється кресленням, де на Фіг.1 представлена залежність зміни максимального відносного обтиснення по проходах між кантуваннями, яка отримана на підставі результатів експериментальних досліджень. Тут xmax максимальне відносне обтиснення по проходах між кантуваннями, n - кількість проходів. Спосіб здійснюється в таким чином. Нагрітий до температури прокатки вихідний безперервновилитий злиток прямокутного перерізу, послідовно прокатують у чорнових і проміжних ящикових калібрах і в чистови х калібрах валків обтискного стану. Прокатку здійснюють з декількома проходами в кожнім калібрі. У процесі прокатки між двома-трьома проходами здійснюють кантування розкату. Величини обтиснень у кожнім проході і кількість кантувань між проходами і при передачі з калібру в калібр регламентуються умовами прокатки. При виробництві заготовок і крупносортних профілів, переважно квадратного і круглого перерізів, з безперервновилитих злитків легованих сталей з обмеженим ресурсом пластичності, прокатку в чорнових і проміжних ящикових калібрах здійснюють з відносними обтисненнями по проходах між кантуваннями, що не перевищують відносних обтиснень, установлених ви ходячи з залежності: 5 79614 xn = 0,165 + 0,025(n - 1) , де xn - відносне обтиснення; n - номер проходу після кантування Залежність, що установлює величини максимальних відносних обтиснень, перевищення яких приведе до тріщіноутворення при прокатці, отримана на основі експериментальних досліджень, результати яких були оброблені за допомогою методів математичної статистики. Метою цих досліджень було визначення оптимальних умов деформації металу при прокатці заготовок з безперервновилитих злитків малопластичних сталей. Критеріями оптимізації умов деформації металу при прокатці на обтискному стані були відсутність тріщин на поверхні розкату, який деформується, в процесі прокатки при мінімальній кількості проходів. З урахуванням отриманої залежності відносне обтиснення в першому після кантування проході не повинне перевищувати 16%. В др угому після кантування проході величина відносного обтиснення може бути збільшена і складати не більш 19%. У третьому проході відносне обтиснення можна ще більше збільшити, однак воно не повинне перевищувати 22%. Таке рішення, з одного боку, не дасть можливості утворення тріщин на поверхні розкату при прокатці, а, з іншого боку, попередить зниження продуктивності стана при виробництві малопластичних сталей і сплавів, які важко деформуються. Таким чином, використання отриманої залежності для розрахунку режиму обтиснень при прокатці заготовок і крупносортних профілів на реверсивних обтискних, заготовочних і крупносортних прокатних станах дозволяє попередити утворення тріщин на поверхні розкату в процесі прокатки. Це забезпечується обмеженням величини максимального відносного обтиснення. Одночасно з цим, знання максимально можливих величин відносних обтиснень забезпечує мінімальну кількість проходів при прокатці злитків, отриманих безперервним розливанням, з легованих малопластичних сталей, а також при прокатці інструментальних, підшипникових сталей перлітного класу й інши х зі зниженими температурами. Завдяки розігрівові бічних поверхонь розкату, який деформується, в процесі прокатки в результаті виділення тепла деформації, стає можливим збільшення відносного обтиснення по проходах після кантування. Тому,зі збільшенням кількості проходів після кантування, можна збільшува ти відносне обтиснення. Разом з тим, надмірне збільшення кількості проходів після кантування (прокатка з малими відносними обтисненнями) збільшує загальний цикл прокатки, що зв'язано з ростом енерговитрат на прокатку і зниженням продуктивності стана. Якщо ж кількість проходів буде зменшена (прокатка з великими відносними обтисненнями), що має місце при прокатці рядових марок сталі, то при прокатці малопластичних сталей це приведе до утворення тріщин на бічних поверхнях розкату, що є ознакою браку. Якщо величини відносних обтиснень по проходах після чергового кантування не збільшува ти таким чином, щоб не перевищити залежність, що заявляється, 6 при мінімальному відносному обтисненні в першому після кантування проході, то це приведе до необгрунтованого збільшення кількості проходів при прокатці, з відповідним зниженням продуктивності і збільшенням витрати енергії на прокатку. Перевищення відносних обтиснень приведе до утворення тріщин на бічних поверхнях розкату. Таким чином, інша регламентація величини відносного обтиснення по проходах між кантуваннями приводить або до підвищеної витрати енергії на прокатку і зниження продуктивності, або до підвищеного тріщіноутворенню на бічних поверхнях розкату. Експериментальні дослідження умов реалізації способу, що заявляється, виконані в умовах реверсивного обтискного стану 850 Республіканського унітарного підприємства "Білоруський металургійний завод" (РУП БМЗ) при прокатці круглих заготовок діаметром 90-130мм з безперервновилитих злитків розмірами перерізу 300х400 мм підшипникової сталі марок ШХ15 і ШХ15СГ. У процесі виконання досліджень варіювали режими обтиснень металу при прокатці, на основі яких була встановлена залежність, що визначає величину відносного обтиснення в кожнім проході після чергового кантування. При проведенні досліджень оцінювали якість поверхні готового прокату і проміжних розкатів і час (цикл) прокатки однієї заготовки. Результати експериментів були оброблені за допомогою методів математичної статистики, на основі яких була отримана залежність, що заявляється. З використанням цієї залежності були розроблені і випробувані на стані 850 нові режими прокатки кругли х заготовок діаметром 90-130мм із безперервновилитого злитка перерізом 300х400мм стали ШХ15СГ. Величини абсолютних обтиснень металу Dh по проходах після кантування установлені виходячи з залежності, що заявляється, і яка визначає інтенсивність збільшення відносних обтиснень у кожнім проході після чергового кантування. Застосування нових режимів обтиснень, регламентуючи х ступінь збільшення відносних обтиснень, забезпечило відсутність тріщин у процесі деформації розкату після кантування в ящикових калібрах і при передачі розкатів з калібру в калібр при прокатці легованих сталей, що містять карбідоутворюючі легуючі елементи, зокрема підшипникових сталей марок ШХ15 і ШХ15СГ. Прокатка при цьому здійснюється з мінімально можливою кількістю проходів. Це дозволило підвищити якість готового прокату за рахунок виключення утворення тріщин на поверхні заготовок, що деформуються, і зменшити відбраковування готової продукції без істотного підвищення енерговитрат на прокатку і зниження продуктивності стана. Таким чином, забезпечене підвищення техніко-економічних показників роботи стана. Використання способу, що заявляється, на інших реверсивних обтискних, заготовочних, крупносортних станах дасть можливість підвищити техніко-економічні показники виробництва за рахунок зменшення витратних коефіцієнтів металу при 7 79614 виробництві заготовок, з легованих сталей з обмеженим ресурсом пластичності, а також при низьких температурах - інструментальних, підшипникових сталей перлітного класу й інших. Джерела інформації, прийняті до уваги при складанні заявки. 1. Патент 2111804 (Російська Федерація). МПК6 В21В1/02, 3/02, 12 09 95 Бюл. №24, 1997, С.255. Комп’ютерна в ерстка В. Клюкін 8 2. Патент 8259 (Україна) МПК 4 В21В1/02, 29.03.96, Бюл. №1, 1996, С.3.1.19. 3. Патент А 13826 (Україна). МПК 5 В21В1/02, 29.06.93, Бюл. №2, 1997, С.3.1.87. 4. Литовченко Н.В., Диомидов Б.Б. Курдюмова В.А. Калибровка валков сортовых станов. М.: Металлургиздат.- 1963.- С.141-145 - прототип. 5. Чижиков Ю.М. Процесси обработки давлением легированных сталей и сплавов. М.: Ме таллургия .- 1965.- с.499. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул.Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling billets on blooming mill
Автори англійськоюZhuchkov Serhii Mykhailovych, Horbaniov Arkadii Oleksiiovych, Lutsenko Vladyslav Anatoliiovych
Назва патенту російськоюСпособ прокатки заготовок на обжимном стане
Автори російськоюЖучков Сергей Михайлович, Горбанев Аркадий Алексеевич, Луценко Владислав Анатольевич
МПК / Мітки
МПК: B21B 1/02
Мітки: прокатки, стані, спосіб, заготовок, обтискному
Код посилання
<a href="https://ua.patents.su/4-79614-sposib-prokatki-zagotovok-na-obtisknomu-stani.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки заготовок на обтискному стані</a>
Спосіб прокатки на реверсивному обтискному стані
Номер патенту: 7500
Опубліковано: 15.06.2005
Автори: Теряєв Олександр Митрофанович, Кекух Анатолій Володимирович, Корінь Андрій Олександрович, Шеремет Володимир Олександрович, Лисенко Віктор Володимирович, Жучков Сергій Михайлович, Кулаков Леонід Васильович, Полуновський Ісаак Євсійович, Сокуренко Анатолій Валентинович, Коротченков Валерій Михайлович, Бабенко Михайло Антонович, Паламар Дмитро Григорович, Спіняков Віктор Костянтинович
МПК: B21B 1/02
Мітки: спосіб, прокатки, реверсивному, стані, обтискному
Формула / Реферат:
1. Спосіб прокатки на реверсивному обтискному стані, що включає послідовну прокатку металу на гладкій бочці й у ящикових калібрах із зміною напрямку прокатки в непарних і парних проходах, регламентованими обтисненнями металу по проходах і кантуваннями між проходами і під час передачі з калібру в калібр, який відрізняється тим, що обтиснення металу в непарних проходах здійснюють із збільшеним ступенем деформації відносно ступеня деформації...
Спосіб прокатки зливків на реверсивному обтискному стані
Номер патенту: 8113
Опубліковано: 15.07.2005
Автори: Коротченков Валерій Михайлович, Полуновський Ісаак Евсійович, Лисенко Віктор Володимирович, Ротару Іон Теодорович, Бабенко Михайло Антонович, Шеремет Володимир Олександрович, Кекух Анатолій Володимирович, Лясов Володимир Григорович, Похилько Володимир Ігорович, Спіняков Віктор Костянтинович
МПК: B21B 1/02
Мітки: обтискному, прокатки, стані, спосіб, реверсивному, зливків
Формула / Реферат:
1. Спосіб прокатки зливків на реверсивному обтискному стані й в окремих клітях безперервних прокатних станів, що включає прокатку зливків у калібрах зі зміною напрямку прокатки, обтиснення зливків від калібру до калібру, який відрізняється тим, що прокатку в першому калібрі здійснюють із використанням профільованої "бочки" валків, при цьому ступінь проникнення деформації визначається за формулою:Еп = Нп + 0,2Нп,де: Нп...
Спосіб виробництва заготовок на реверсивному стані
Номер патенту: 79613
Опубліковано: 10.07.2007
Автори: Матачкін Віктар Аркадзєвіч, Тішчанка Уладзімір Андрєявіч, Трусава Ірина Аляксандрауна, Жучков Сергій Михайлович, Мандзель Мікалай Львовіч, Цімашпольські Уладзімір Ісаакавіч, Ендерс Уладзімір Уладзіміравіч, Сцяблов Анвєр Барисавіч, Бандаренка Аляксандр Мікалаєвіч, Андріанав Мікалай Віктаравіч, Горбаньов Аркадій Олексійович
Мітки: стані, заготовок, виробництва, спосіб, реверсивному
Формула / Реферат:
1. Спосіб виробництва заготовок на реверсивному стані, що включає нагрівання злитків до температури прокатки в нагрівальній печі з верхнім і нижнім підведенням тепла до злитків, транспортування до робочої кліті реверсивного стана, послідовну прокатку в чорнових і проміжних ящикових калібрах і чистових калібрах валків з кантуваннями розкату при передачі з калібру в калібр перед непарними проходами, який відрізняється тим, що нагрівання...
Спосіб прокатки на блюмінгу
Номер патенту: 7502
Опубліковано: 15.06.2005
Автори: Паламар Дмитро Григорович, Спіняков Віктор Костянтинович, Лисенко Віктор Володимирович, Кекух Анатолій Володимирович, Ротару Іон Теодорович, Бабенко Михайло Антонович, Лясов Володимир Григорович, Жучков Сергій Михайлович, Сокуренко Анатолій Валентинович, Кулаков Леонід Васильович, Шеремет Володимир Олександрович, Полуновський Ісаак Евсійович
МПК: B21B 1/02
Мітки: блюмінгу, прокатки, спосіб
Формула / Реферат:
Спосіб прокатки на блюмінгу, що включає послідовну прокатку зливка на гладкій бочці й у ящикових калібрах з відносними обтисненнями, що збільшуються від проходу до проходу, до одержання блюма, який відрізняється тим, що прокатку на гладкій бочці й у ящикових калібрах здійснюють з відносними обтисненнями, що збільшуються від проходу до проходу та встановлюються, виходячи з залежності:ع=(0,8...1,2)(11,27-1,06№+0,195№2),де...
Спосіб прокатки на блюмінгу
Номер патенту: 8680
Опубліковано: 15.08.2005
Автори: Коротченков Валерій Михайлович, Паламар Дмитро Григорович, Кекух Анатолій Володимирович, Шеремет Володимир Олександрович, Бабенко Михайло Антонович, Лисенко Віктор Володимирович, Кулаков Леонід Васильович, Сокуренко Анатолій Валентинович, Полуновський Ісаак Євсійович, Жучков Сергій Михайлович, Спіняков Віктор Костянтинович
МПК: B21B 1/02
Мітки: спосіб, блюмінгу, прокатки
Формула / Реферат:
Спосіб прокатки на блюмінгу, що включає послідовну прокатку зливка на гладкій бочці та у ящикових калібрах з відносними обтисненнями і коефіцієнтами витяжки металу, що збільшуються від проходу до проходу, до одержання блюма, який відрізняється тим, що збільшення відносних обтиснень від проходу до проходу при прокатці на гладкій бочці та у ящикових калібрах встановлюють, виходячи з...
Попередній патент: Спосіб виробництва заготовок на реверсивному стані
Наступний патент: Лікування гепатиту с у азіатських народів за допомогою підшкірного введення інтерферону-бета
Випадковий патент: Пристрій для знезараження баластних вод