Спосіб виробництва заготовок на реверсивному стані
Номер патенту: 79613
Опубліковано: 10.07.2007
Автори: Андріанав Мікалай Віктаравіч, Мандзель Мікалай Львовіч, Горбаньов Аркадій Олексійович, Тішчанка Уладзімір Андрєявіч, Сцяблов Анвєр Барисавіч, Трусава Ірина Аляксандрауна, Бандаренка Аляксандр Мікалаєвіч, Цімашпольські Уладзімір Ісаакавіч, Матачкін Віктар Аркадзєвіч, Жучков Сергій Михайлович, Ендерс Уладзімір Уладзіміравіч
Формула / Реферат
1. Спосіб виробництва заготовок на реверсивному стані, що включає нагрівання злитків до температури прокатки в нагрівальній печі з верхнім і нижнім підведенням тепла до злитків, транспортування до робочої кліті реверсивного стана, послідовну прокатку в чорнових і проміжних ящикових калібрах і чистових калібрах валків з кантуваннями розкату при передачі з калібру в калібр перед непарними проходами, який відрізняється тим, що нагрівання заготовок у нагрівальній печі ведуть з диференційованою подачею тепла на верхню і нижню грань злитка, причому температуру нагрівання під прокатку верхньої грані злитка підтримують зменшеною стосовно температури нагрівання під прокатку нижньої грані злитка, а кантування розкату при прокатці в чорнових і проміжних ящикових калібрах здійснюють перед кожним непарним проходом.
2. Спосіб за п. 1, який відрізняється тим, що температуру нагрівання під прокатку верхньої грані злитка встановлюють рівною 0,94-0,98 температури нагрівання під прокатку нижньої грані злитка.
Текст
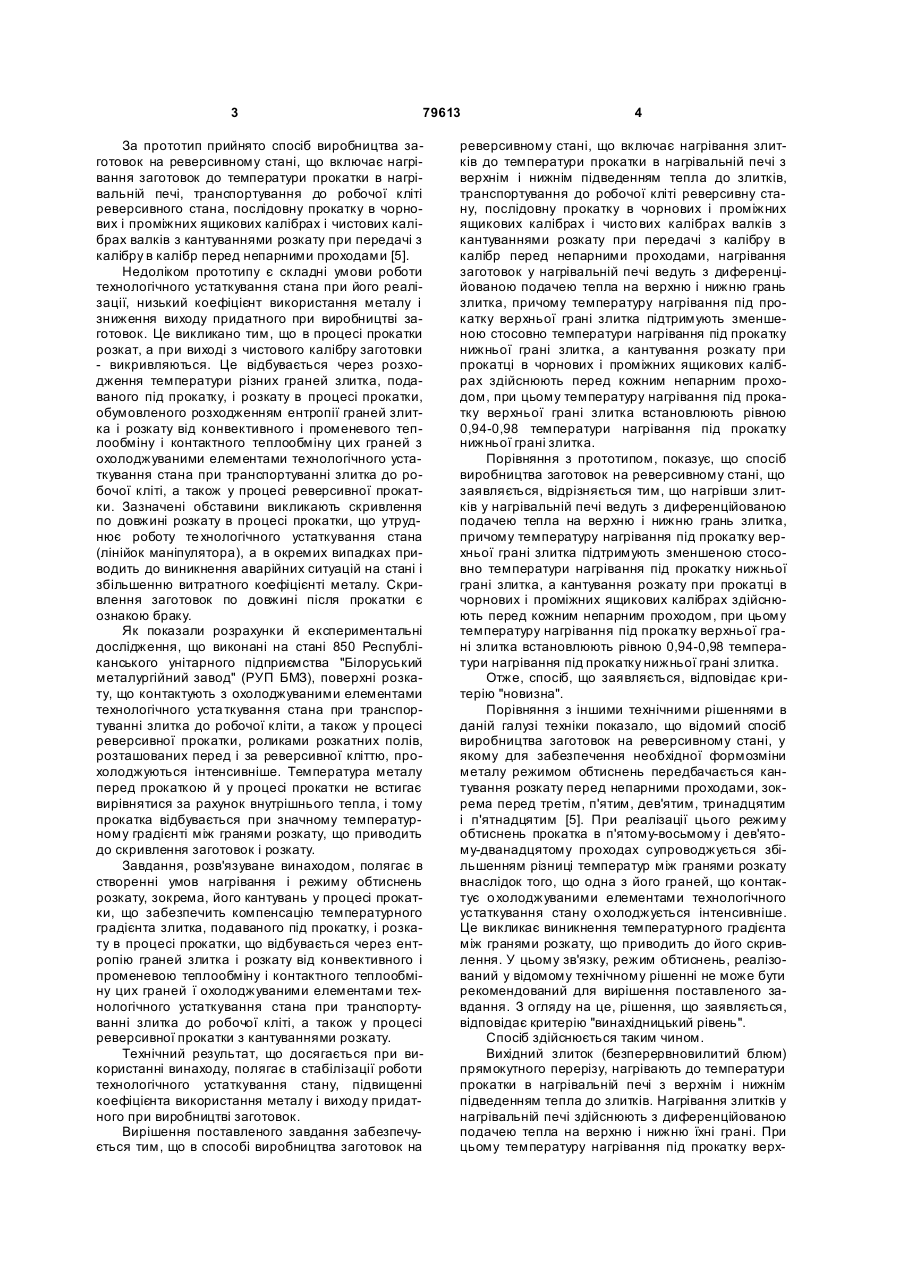
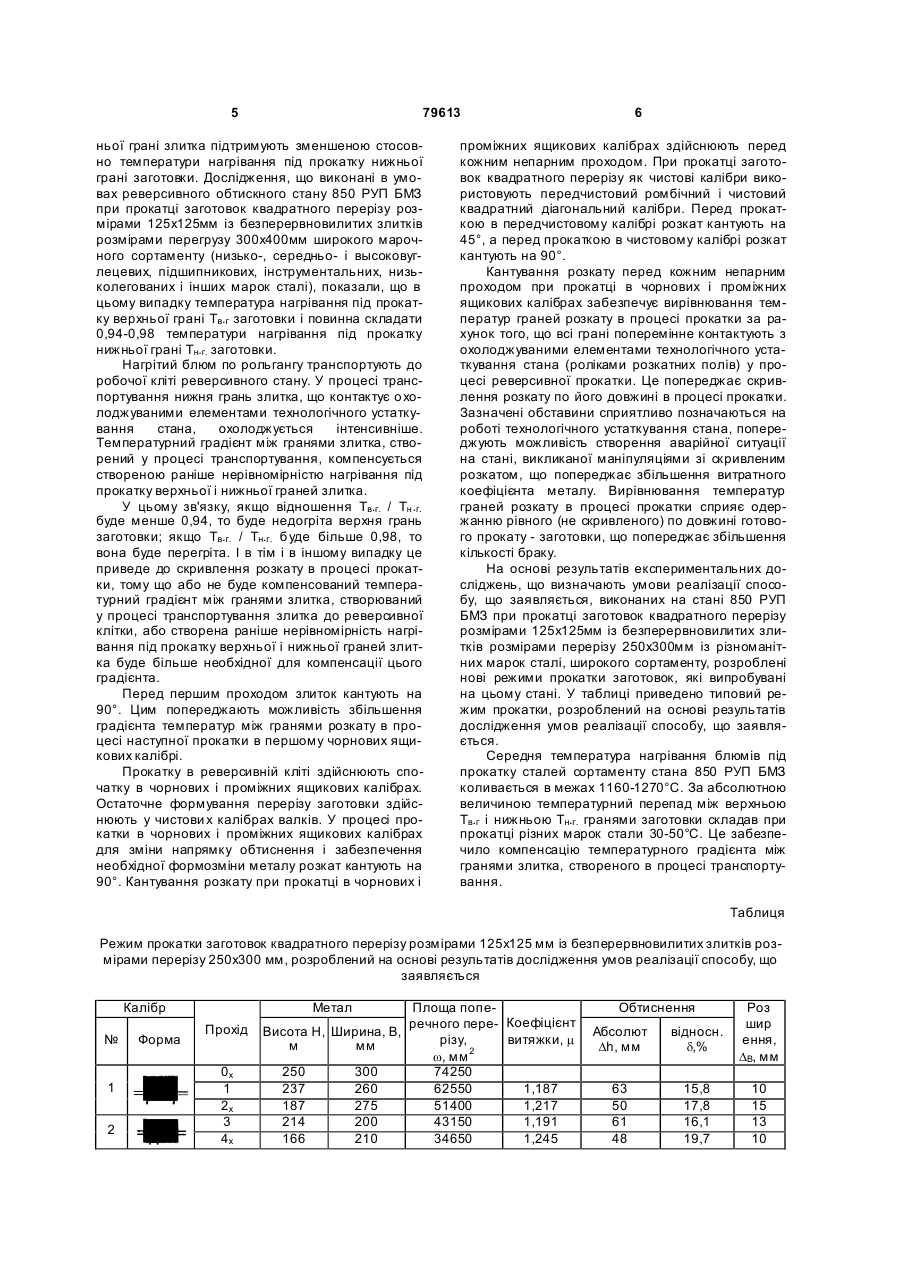
1. Спосіб виробництва заготовок на реверсивному стані, що включає нагрівання злитків до температури прокатки в нагрівальній печі з верхнім і нижнім підведенням тепла до злитків, транспортування до робочої кліті реверсивного стана, послідовну прокатку в чорнових і проміжних ящикових калібрах і чистових калібрах валків з кантуваннями розкату при передачі з калібру в калібр перед непарними проходами, який відрізняється тим, що нагрівання заготовок у нагрівальній печі ведуть з диференційованою подачею тепла на верхню і нижню грань злитка, причому температуру нагрівання під прокатку верхньої грані злитка підтримують зменшеною стосовно температури нагрівання під прокатку нижньої грані злитка, а кантування розкату при прокатці в чорнових і проміжних ящикових калібрах здійснюють перед кож ним непарним проходом. 2. Спосіб за п. 1, який відрізняється тим, що температуру нагрівання під прокатку верхньої грані злитка встановлюють рівною 0,94-0,98 температури нагрівання під прокатку нижньої грані злитка. UA (21) 20041210330 (22) 15.12.2004 (24) 10.07.2007 (31) 20040095 (32) 13.02.2004 (33) BY (46) 10.07.2007, Бюл. №10, 2007р. (72) Жучков Сергій Михайлович, Горбаньов Аркадій Олексійович, Андрианав Мікалай Віктаравіч, BY, Цімашпольські Уладзімір Ісаакавіч, BY, Тішчанка Уладзімір Андрєявіч, BY, Ма тачкін Віктар Аркадзєвіч, BY, Бандаренка Аляксандр Мікалаєвіч, BY, Ендерс Уладзімір Уладзіміравіч, BY, Сцяблов Анвєр Барисавіч, BY, Мандзель Мікалай Львовіч, BY, Тр усава Ірина Аляксандрауна, BY (73) ІНСТИТУТ ЧОРНОЇ МЕТАЛУРГІЇ ІМ. З.І. НЕКРАСОВА Н АН УКРАЇНИ, РЕСПУБЛІКАНСКАЄ УНІТАРН АЄ ПРАДПРИЄМСТВА "БЄЛАРУСКІ МЄТАЛУРГІЧНИ ЗАВОД", BY (56) Бахтинов Б.П., Штернов М.М. Калибровка прокатных валков. М.: Металлургиздат.-1953.С.371 UA 10002, B21B1/02, 30.09.1996 UA 13826, B21B1/02, 25.04.1997 UA 8259, B21B1/00, 29.03.1996 C2 2 (19) 1 3 79613 За прототип прийнято спосіб виробництва заготовок на реверсивному стані, що включає нагрівання заготовок до температури прокатки в нагрівальній печі, транспортування до робочої кліті реверсивного стана, послідовну прокатку в чорнових і проміжних ящикових калібрах і чистових калібрах валків з кантуваннями розкату при передачі з калібру в калібр перед непарними проходами [5]. Недоліком прототипу є складні умови роботи технологічного устаткування стана при його реалізації, низький коефіцієнт використання металу і зниження виходу придатного при виробництві заготовок. Це викликано тим, що в процесі прокатки розкат, а при виході з чистового калібру заготовки - викривляються. Це відбувається через розходження температури різних граней злитка, подаваного під прокатку, і розкату в процесі прокатки, обумовленого розходженням ентропії граней злитка і розкату від конвективного і променевого теплообміну і контактного теплообміну цих граней з охолоджуваними елементами технологічного устаткування стана при транспортуванні злитка до робочої кліті, а також у процесі реверсивної прокатки. Зазначені обставини викликають скривлення по довжині розкату в процесі прокатки, що утруднює роботу те хнологічного устаткування стана (лінійок маніпулятора), а в окремих випадках приводить до виникнення аварійних ситуацій на стані і збільшенню витратного коефіцієнті металу. Скривлення заготовок по довжині після прокатки є ознакою браку. Як показали розрахунки й експериментальні дослідження, що виконані на стані 850 Республіканського унітарного підприємства "Білоруський металургійний завод" (РУП БМЗ), поверхні розкату, що контактують з охолоджуваними елементами технологічного уста ткування стана при транспортуванні злитка до робочої кліти, а також у процесі реверсивної прокатки, роликами розкатних полів, розташованих перед і за реверсивної кліттю, прохолоджуються інтенсивніше. Температура металу перед прокаткою й у процесі прокатки не встигає вирівнятися за рахунок внутрішнього тепла, і тому прокатка відбувається при значному температурному градієнті між гранями розкату, що приводить до скривлення заготовок і розкату. Завдання, розв'язуване винаходом, полягає в створенні умов нагрівання і режиму обтиснень розкату, зокрема, його кантувань у процесі прокатки, що забезпечить компенсацію температурного градієнта злитка, подаваного під прокатку, і розкату в процесі прокатки, що відбувається через ентропію граней злитка і розкату від конвективного і променевою теплообміну і контактного теплообміну цих граней ї охолоджуваними елементами технологічного устаткування стана при транспортуванні злитка до робочої кліті, а також у процесі реверсивної прокатки з кантуваннями розкату. Технічний результат, що досягається при використанні винаходу, полягає в стабілізації роботи технологічного устаткування стану, підвищенні коефіцієнта використання металу і виходу придатного при виробництві заготовок. Вирішення поставленого завдання забезпечується тим, що в способі виробництва заготовок на 4 реверсивному стані, що включає нагрівання злитків до температури прокатки в нагрівальній печі з верхнім і нижнім підведенням тепла до злитків, транспортування до робочої кліті реверсивну стану, послідовну прокатку в чорнових і проміжних ящикових калібрах і чисто вих калібрах валків з кантуваннями розкату при передачі з калібру в калібр перед непарними проходами, нагрівання заготовок у нагрівальній печі ведуть з диференційованою подачею тепла на верхню і нижню грань злитка, причому температуру нагрівання під прокатку верхньої грані злитка підтримують зменшеною стосовно температури нагрівання під прокатку нижньої грані злитка, а кантування розкату при прокатці в чорнових і проміжних ящикових калібрах здійснюють перед кожним непарним проходом, при цьому температуру нагрівання під прокатку верхньої грані злитка встановлюють рівною 0,94-0,98 температури нагрівання під прокатку нижньої грані злитка. Порівняння з прототипом, показує, що спосіб виробництва заготовок на реверсивному стані, що заявляється, відрізняється тим, що нагрівши злитків у нагрівальній печі ведуть з диференційованою подачею тепла на верхню і нижню грань злитка, причому температуру нагрівання під прокатку верхньої грані злитка підтримують зменшеною стосовно температури нагрівання під прокатку нижньої грані злитка, а кантування розкату при прокатці в чорнових і проміжних ящикових калібрах здійснюють перед кожним непарним проходом, при цьому температуру нагрівання під прокатку верхньої грані злитка встановлюють рівною 0,94-0,98 температури нагрівання під прокатку нижньої грані злитка. Отже, спосіб, що заявляється, відповідає критерію "новизна". Порівняння з іншими технічними рішеннями в даній галузі техніки показало, що відомий спосіб виробництва заготовок на реверсивному стані, у якому для забезпечення необхідної формозміни металу режимом обтиснень передбачається кантування розкату перед непарними проходами, зокрема перед третім, п'ятим, дев'ятим, тринадцятим і п'ятнадцятим [5]. При реалізації цього режиму обтиснень прокатка в п'ятому-восьмому і дев'ятому-дванадцятому проходах супроводжується збільшенням різниці температур між гранями розкату внаслідок того, що одна з його граней, що контактує о холоджуваними елементами технологічного устаткування стану о холоджується інтенсивніше. Це викликає виникнення температурного градієнта між гранями розкату, що приводить до його скривлення. У цьому зв'язку, режим обтиснень, реалізований у відомому технічному рішенні не може бути рекомендований для вирішення поставленого завдання. З огляду на це, рішення, що заявляється, відповідає критерію "винахідницький рівень". Спосіб здійснюється таким чином. Вихідний злиток (безперервновилитий блюм) прямокутного перерізу, нагрівають до температури прокатки в нагрівальній печі з верхнім і нижнім підведенням тепла до злитків. Нагрівання злитків у нагрівальній печі здійснюють з диференційованою подачею тепла на верхню і нижню їхні грані. При цьому температуру нагрівання під прокатку верх 5 79613 ньої грані злитка підтримують зменшеною стосовно температури нагрівання під прокатку нижньої грані заготовки. Дослідження, що виконані в умовах реверсивного обтискного стану 850 РУП БМЗ при прокатці заготовок квадратного перерізу розмірами 125х125мм із безперервновилитих злитків розмірами перегрузу 300х400мм широкого марочного сортаменту (низько-, середньо- і высоковуглецевих, підшипникових, інструментальних, низьколегованих і інших марок сталі), показали, що в цьому випадку температура нагрівання під прокатку верхньої грані Тв.г заготовки і повинна складати 0,94-0,98 температури нагрівання під прокатку нижньої грані Тн.г. заготовки. Нагрітий блюм по рольгангу транспортують до робочої кліті реверсивного стану. У процесі транспортування нижня грань злитка, що контактує о холоджуваними елементами технологічного устаткування стана, охолоджується інтенсивніше. Температурний градієнт між гранями злитка, створений у процесі транспортування, компенсується створеною раніше нерівномірністю нагрівання під прокатку верхньої і нижньої граней злитка. У цьому зв'язку, якщо відношення Тв.г. / Тн .г. буде менше 0,94, то буде недогріта верхня грань заготовки; якщо Тв.г. / Тн.г. буде більше 0,98, то вона буде перегріта. І в тім і в іншому випадку це приведе до скривлення розкату в процесі прокатки, тому що або не буде компенсований температурний градієнт між гранями злитка, створюваний у процесі транспортування злитка до реверсивної клітки, або створена раніше нерівномірність нагрівання під прокатку верхньої і нижньої граней злитка буде більше необхідної для компенсації цього градієнта. Перед першим проходом злиток кантують на 90°. Цим попереджають можливість збільшення градієнта температур між гранями розкату в процесі наступної прокатки в першому чорнових ящикових калібрі. Прокатку в реверсивній кліті здійснюють спочатку в чорнових і проміжних ящикових калібрах. Остаточне формування перерізу заготовки здійснюють у чистови х калібрах валків. У процесі прокатки в чорнових і проміжних ящикових калібрах для зміни напрямку обтиснення і забезпечення необхідної формозміни металу розкат кантують на 90°. Кантування розкату при прокатці в чорнових і 6 проміжних ящикових калібрах здійснюють перед кожним непарним проходом. При прокатці заготовок квадратного перерізу як чистові калібри використовують передчистовий ромбічний і чистовий квадратний діагональний калібри. Перед прокаткою в передчистовому калібрі розкат кантують на 45°, а перед прокаткою в чистовому калібрі розкат кантують на 90°. Кантування розкату перед кожним непарним проходом при прокатці в чорнових і проміжних ящикових калібрах забезпечує вирівнювання температур граней розкату в процесі прокатки за рахунок того, що всі грані поперемінне контактують з охолоджуваними елементами технологічного устаткування стана (роліками розкатних полів) у процесі реверсивної прокатки. Це попереджає скривлення розкату по його довжині в процесі прокатки. Зазначені обставини сприятливо позначаються на роботі технологічного устаткування стана, попереджують можливість створення аварійної ситуації на стані, викликаної маніпуляціями зі скривленим розкатом, що попереджає збільшення витратного коефіцієнта металу. Вирівнювання температур граней розкату в процесі прокатки сприяє одержанню рівного (не скривленого) по довжині готового прокату - заготовки, що попереджає збільшення кількості браку. На основі результатів експериментальних досліджень, що визначають умови реалізації способу, що заявляється, виконаних на стані 850 РУП БМЗ при прокатці заготовок квадратного перерізу розмірами 125х125мм із безперервновилитих злитків розмірами перерізу 250х300мм із різноманітних марок сталі, широкого сортаменту, розроблені нові режими прокатки заготовок, які випробувані на цьому стані. У таблиці приведено типовий режим прокатки, розроблений на основі результатів дослідження умов реалізації способу, що заявляється. Середня температура нагрівання блюмів під прокатку сталей сортаменту стана 850 РУП БМЗ коливається в межах 1160-1270°С. За абсолютною величиною температурний перепад між верхньою Тв.г і нижньою Тн.г. гранями заготовки складав при прокатці різних марок стали 30-50°С. Це забезпечило компенсацію температурного градієнта між гранями злитка, створеного в процесі транспортування. Таблиця Режим прокатки заготовок квадратного перерізу розмірами 125х125 мм із безперервновилитих злитків розмірами перерізу 250х300 мм, розроблений на основі результатів дослідження умов реалізації способу, що заявляється Калібр № 1 2 Форма Метал Прохід 0х 1 2х 3 4х Площа поперечного пере- Коефіцієнт Висота Η, Ширина, В, різу, витяжки, m м мм w, мм 2 250 300 74250 237 260 62550 1,187 187 275 51400 1,217 214 200 43150 1,191 166 210 34650 1,245 Обтиснення Абсолют Dh, мм відносн. d,% 63 50 61 48 15,8 17,8 16,1 19,7 Роз шир ення, DВ, мм 10 15 13 10 7 79613 8 Продовження таблиці 3 5 6х 170 146 180 185 30100 26150 1,151 1,151 40 24 13,1 13,1 14 5 4 7х45 152 152 22650 1,155 33 13,4 6 5 8х 159,9 200 18450 1,228 18,5 6 9 15780 1,169 14,5 164,9 164,9 126,6х126,6 Спочатку прокатка в реверсивній кліті здійснюється в чорнових 1, 2 і проміжних 3, 4 ящикових калібрах. Перед кожним непарним проходом при прокатці в цих калібрах розкат кантують на 90°. Зміна напрямку обтиснення при прокатці забезпечує необхідну формозміну металу, а кантування розкату перед кожним непарним проходом забезпечуює вирівнювання температур граней розкату в процесі прокатки. При таких параметрах прокатки і кантування грані розкату поперемінне контактують з охолоджуваними елементами технологічного устаткування стана. В чистових калібрах валків 5 і 6 завершують формування перерізу заготовки Сувора регламентація режиму кантувань розкату при прокатці в чорнових і проміжних ящикових калібрах попередила утворення температурного градієнта між гранями розкату в процесі прокатки. Комп’ютерна в ерстка В. Клюкін Це забезпечило одержання рівного (не скривленого) по довжині готового прокату - заготовки. Реалізація способу, що заявляється, за рахунок створення умов нагрівання і режиму обтиснень розкату, зокрема, його кантувань у процесі прокатки, що забезпечують компенсацію температурного градієнта злитка перед прокаткою і розкату в процесі прокатки, дозволила вирішити поставлену технічне завдання - стабілізувати роботу технологічного устаткування стана, знизити витрата металу і збільшити вихід придатного при виробництві заготовок. Використання запропонованого способу на інших обтискних, заготовочник, крупносортних станах дасть можливість підвищити технікоекономічні показники виробництва за рахунок зменшення витратних коефіцієнтів металу і стабілізації роботи технологічного уста ткування стана. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling billets on reversible mill
Автори англійськоюZhuchkov Serhii Mykhailovych, Horbaniov Arkadii Oleksiiovych, Matachkin Viktar Arkadzevich
Назва патенту російськоюСпособ производства заготовок на реверсивном стане
Автори російськоюЖучков Сергей Михайлович, Горбанев Аркадий Алексеевич, Матачкин Виктор Аркадьевич
МПК / Мітки
Мітки: виробництва, заготовок, стані, спосіб, реверсивному
Код посилання
<a href="https://ua.patents.su/4-79613-sposib-virobnictva-zagotovok-na-reversivnomu-stani.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва заготовок на реверсивному стані</a>
Спосіб прокатки на реверсивному обтискному стані
Номер патенту: 7500
Опубліковано: 15.06.2005
Автори: Бабенко Михайло Антонович, Корінь Андрій Олександрович, Теряєв Олександр Митрофанович, Шеремет Володимир Олександрович, Кекух Анатолій Володимирович, Лисенко Віктор Володимирович, Коротченков Валерій Михайлович, Сокуренко Анатолій Валентинович, Кулаков Леонід Васильович, Полуновський Ісаак Євсійович, Спіняков Віктор Костянтинович, Паламар Дмитро Григорович, Жучков Сергій Михайлович
МПК: B21B 1/02
Мітки: стані, обтискному, реверсивному, спосіб, прокатки
Формула / Реферат:
1. Спосіб прокатки на реверсивному обтискному стані, що включає послідовну прокатку металу на гладкій бочці й у ящикових калібрах із зміною напрямку прокатки в непарних і парних проходах, регламентованими обтисненнями металу по проходах і кантуваннями між проходами і під час передачі з калібру в калібр, який відрізняється тим, що обтиснення металу в непарних проходах здійснюють із збільшеним ступенем деформації відносно ступеня деформації...
Спосіб прокатки зливків на реверсивному обтискному стані
Номер патенту: 8113
Опубліковано: 15.07.2005
Автори: Бабенко Михайло Антонович, Ротару Іон Теодорович, Лисенко Віктор Володимирович, Похилько Володимир Ігорович, Коротченков Валерій Михайлович, Полуновський Ісаак Евсійович, Шеремет Володимир Олександрович, Кекух Анатолій Володимирович, Лясов Володимир Григорович, Спіняков Віктор Костянтинович
МПК: B21B 1/02
Мітки: реверсивному, стані, прокатки, спосіб, обтискному, зливків
Формула / Реферат:
1. Спосіб прокатки зливків на реверсивному обтискному стані й в окремих клітях безперервних прокатних станів, що включає прокатку зливків у калібрах зі зміною напрямку прокатки, обтиснення зливків від калібру до калібру, який відрізняється тим, що прокатку в першому калібрі здійснюють із використанням профільованої "бочки" валків, при цьому ступінь проникнення деформації визначається за формулою:Еп = Нп + 0,2Нп,де: Нп...
Спосіб холодного прокатування стрічок у рулонах на реверсивному стані
Номер патенту: 14129
Опубліковано: 25.04.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 1/30
Мітки: спосіб, стані, холодного, прокатування, стрічок, реверсивному, рулонах
Формула / Реферат:
Способ холодной прокатки полос в рулонах на реверсивном стане, включающий прокатку полос без обжатия переднего и заднего концов, закрепленных на моталке, и смотку в рулон, отличающийся тем, что, с целью экономии металла и повышения производительности путем одновременной уборки готового рулона и сварки, необжатый конец предыдущего рулона отрезают, приваривают к последующему рулону и затем осуществляют прокатку.
Спосіб обтиснення безперервнолитих блюмів і заготовок у рідко- твердому стані
Номер патенту: 7762
Опубліковано: 15.07.2005
Автори: Несвіт Володимир Василійович, Передерєєв Віталій Володимирович, Скляр Віталій Олександрович, Григор'єв Михайло Володимирович, Смирнов Євген Миколайович, Белобров Юрій Миколайович, Смірнов Олексій Миколайович
МПК: B22D 11/12
Мітки: заготовок, стані, спосіб, обтиснення, безперервнолитих, блюмів, рідкої, твердому
Формула / Реферат:
Спосіб обтиснення безперервнолитих блюмів і заготовок у рідко-твердому стані, що включає обтиснення блюмів і заготовок, що виконують у клітях послідовно розташованих по довжині злитка в зоні остаточного затвердіння, який відрізняється тим, що на першому етапі обтискують центральні ділянки злитка профільованими валковими парами першого ряду на ширині, яка дорівнює 80-90 % від ширини рідкої фази зі ступенем деформації 0,6-1,2 %, а на другому...
Спосіб обтиснення безперервнолитих блюмів і заготовок у рідко-твердому стані
Номер патенту: 75537
Опубліковано: 17.04.2006
Автори: Смірнов Олексій Миколайович, Григор'єв Михайло Володимирович, Передерєєв Віталій Володимирович, Белобров Юрій Миколайович, Смирнов Євген Миколайович, Скляр Віталій Олександрович, Несвіт Володимир Василійович
МПК: B22D 11/12
Мітки: рідко-твердому, безперервнолитих, стані, заготовок, блюмів, обтиснення, спосіб
Формула / Реферат:
Спосіб обтиснення безперервнолитих блюмів і заготовок у рідко-твердому стані, при якому обтиснення блюмів і заготовок здійснюють у клітях послідовно розташованих по довжині злитка в зоні остаточного затвердіння, який відрізняється тим, що на першому етапі обтискають центральні ділянки злитка профільованими валковими парами першого ряду на ширині, яка дорівнює 80-90% від ширини рідкої фази зі ступенем деформації 0,6-1,2%, а на другому етапі...
Попередній патент: Спосіб ампутації гомілки
Наступний патент: Спосіб прокатки заготовок на обтискному стані
Випадковий патент: Гідрохлориди 2-морфоліно-4,6-діариламіно-1,3,5-триазинів, що проявляють антивірусну активність щодо вірусу tacaribe