Спосіб прокатки на реверсивному обтискному стані
Номер патенту: 7500
Опубліковано: 15.06.2005
Автори: Полуновський Ісаак Євсійович, Кулаков Леонід Васильович, Теряєв Олександр Митрофанович, Паламар Дмитро Григорович, Сокуренко Анатолій Валентинович, Жучков Сергій Михайлович, Лисенко Віктор Володимирович, Коротченков Валерій Михайлович, Спіняков Віктор Костянтинович, Кекух Анатолій Володимирович, Шеремет Володимир Олександрович, Корінь Андрій Олександрович, Бабенко Михайло Антонович

Формула / Реферат
1. Спосіб прокатки на реверсивному обтискному стані, що включає послідовну прокатку металу на гладкій бочці й у ящикових калібрах із зміною напрямку прокатки в непарних і парних проходах, регламентованими обтисненнями металу по проходах і кантуваннями між проходами і під час передачі з калібру в калібр, який відрізняється тим, що обтиснення металу в непарних проходах здійснюють із збільшеним ступенем деформації відносно ступеня деформації металу під час прокатки в парних проходах, відношення ступеня деформації металу під час прокатки в парних проходах до ступеня деформації металу під час прокатки в непарних проходах установлюють рівною 0,76-0,96.
2. Спосіб прокатки на реверсивному обтискному стані за п. 1, який відрізняється тим, що ступінь деформації металу під час прокатки в непарних і парних проходах установлюють, виходячи із залежностей, відповідно:
для непарних проходів:
εн=(0,9...1,1)(14,32-1,43·№+0,47·№2),
для парних проходів:
εч=(0,9...1,1)(10,76-0,43·№+0,12·№2),
де εн і εч - величина відносного обтиснення в непарних і парних проходах відповідно, %; № - номер проходу.
Текст
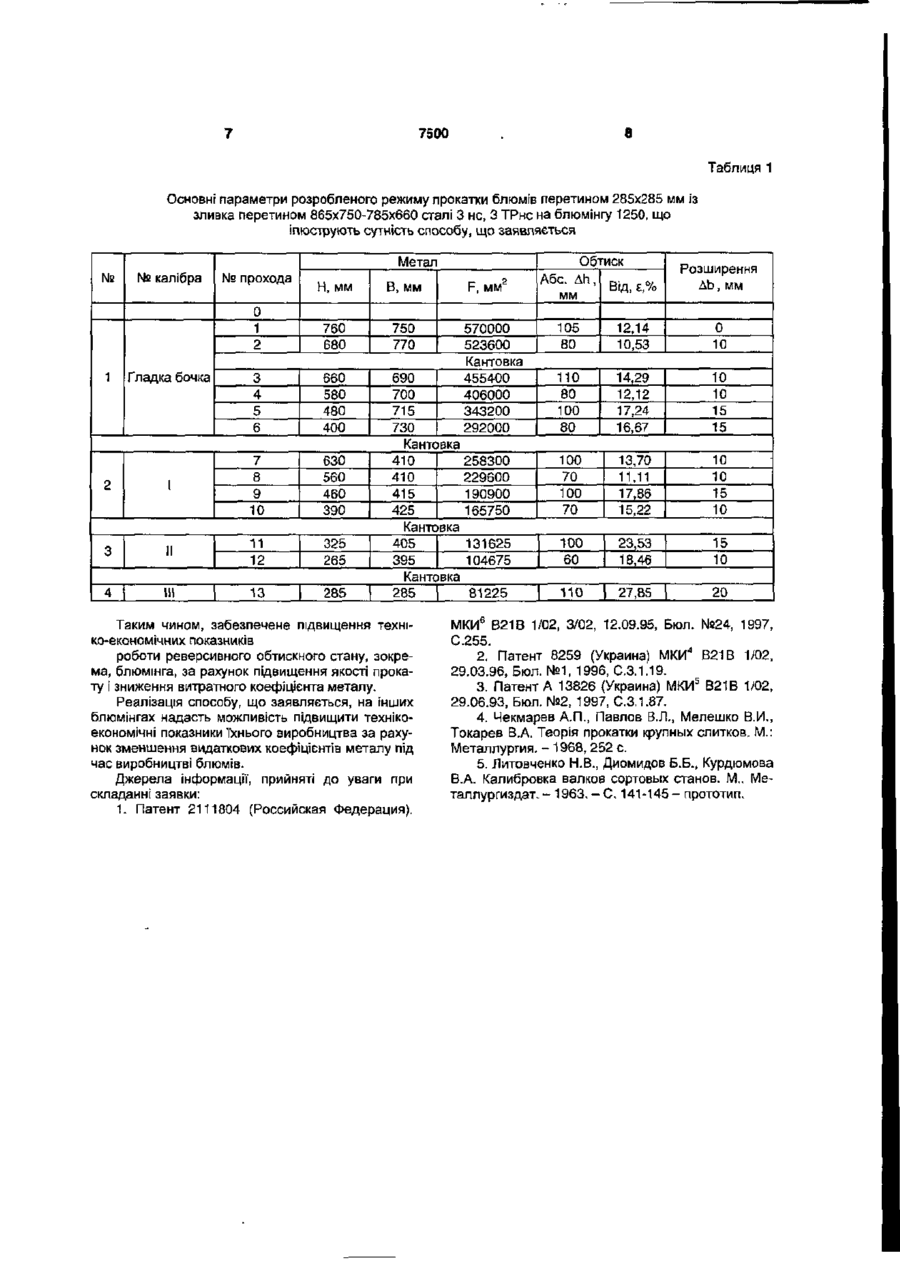
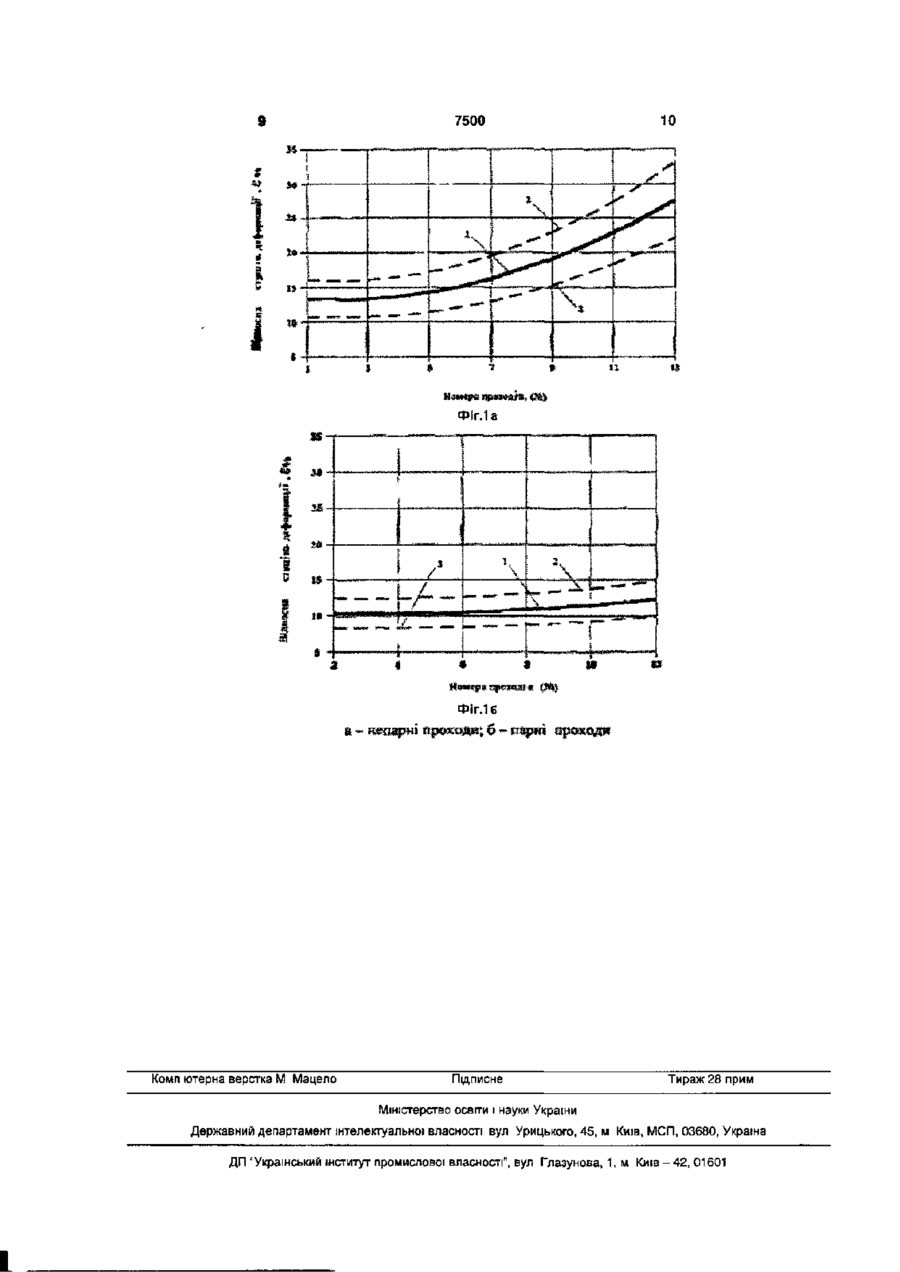
1 Спосіб прокатки на реверсивному обтискному стані, що включає послідовну прокатку металу на гладкій бочці й у ящикових калібрах із зміною напрямку прокатки в непарних і парних проходах, регламентованими обтисненнями металу по про Корисна модель відноситься до прокатного виробництва, зокрема, до режимів деформації металу під час прокатки заготовок на реверсивних обтискних станах, наприклад, під час прокатки на блюмінгу блюмів, переважно квадратного перетину, із зливків під час прокатки заготовок із блюмів на реверсивному обтискному стані, і може бути використана на реверсивних обтискних станах Відомі способи прокатки на реверсивному обтискному стані, що включають послідовну прокатку металу на гладкій бочці й у ящикових калібрах із зміною напрямку прокатки в непарних і парних проходах, регламентованими обтисненнями металу по проходах і кантуваннями між проходами і під час передачі з калібру в калібр [1-3] Недоліком відомих способів є утворення «накатів» на передньому і задньому кінцях розкату Утворення «накатів» викликане тим, що під час прокатки товстих і особливо товстих смуг деформація не поширюється всередину розкату по перетину, а локалізується в приконтактних областях [4] Це приводить до того, що в процесі прокатки при ходах і кантуваннями між проходами і під час передачі з калгбру в калібр, який відрізняється тим, що обтиснення металу в непарних проходах здійснюють із збільшеним ступенем деформації відносно ступеня деформації металу під час прокатки в парних проходах, відношення ступеня деформації металу під час прокатки в парних проходах до ступеня деформації металу під час прокатки в непарних проходах установлюють рівною 0,76-0,96 2 Спосіб прокатки на реверсивному обтискному стані за п 1, який відрізняється тим, що ступінь деформації металу під час прокатки в непарних і парних проходах установлюють, виходячи із залежностей, ВІДПОВІДНО для непарних проходів* єн=(0,9 1,1)(14 32-1,43 №+0,47 №2), для парних проходів Еч=(0,9 1,1)(10,76-0,43 №+0,12 №2), де Ен і Еч - величина відносного обтиснення в непарних і парних проходах відповідно, %, № - номер проходу. контактні області передньої частини розкату трохи «випереджають» його серединні ділянки, наслідком чого є утворення «накату» на передньому КІНЦІ У той же час на задній частині розкату відбувається зворотне явище - унаслідок «випередження» приконтактних ділянок серединна частина розкату випучується у бік зворотний напрямку прокатки Зазначені обставини обумовлюють збільшення обсягу кінцевого обрізу під час прокатки на реверсивному стані, що викликає підвищення витратного коефіцієнта металу Як прототип прийнятий спосіб прокатки на реверсивному обтискному стані, що включає послідовну прокатку металу на гладкій бочці й у ящикових калібрах зі зміною напрямку прокатки в непарних і парних проходах, регламентованими обтисненнями металу по проходах і кантуваннями між проходами і під час передавання з калібру в калібр [5] Недоліком прототипу є підвищений витратний коефіцієнт металу внаслідок значного обсягу кінцевої обрізі Причиною цього є висока нерівномір О о ю 7500 ність деформації по перетину металу під час прокатки, що викликає утворення "напливів" (накатів) на передньому КІНЦІ розкату, унаслідок «випередження» приконтактними шарами металу його серединних шарів на передній частині розкату в процесі прокатки Утворені "напливи" при подальшій деформації можуть зімкнутися 3 тієї ж причини на задній частині розкату відбувається вилучення його серединних шарів у бік зворотний напрямку прокатки Таким чином, висока нерівномірність деформації металу по його перетину під час прокатки високих смуг, з одного боку, збільшує імовірність утворення дефектів на готовому прокаті, а з іншого боку приводить до збільшення обсягу кінцевої обрізі Задача, що розв'язується корисною моделлю складається в зниженні імовірності утворення дефектів у виді "напливів" на передньому і задньому кінцях розкату, обумовлених високою нерівномірністю деформації металу під час прокатки високих смуг за рахунок регламентації відносних обтиснень металу, у парних і непарних проходах, що сприяє зменшенню КІЛЬКОСТІ кінцевої обрізі Технічний результат, що досягається при використанні корисної моделі, складається в підвищенні техніко-економічних показників роботи реверсивного обтискного стану, зокрема, блюмінга, за рахунок підвищення якості прокату і зниження витратного коефіцієнта металу Рішення поставленої задачі досягається тим, що в способі прокатки на реверсизному обтискному стані, що включає послідовну прокатку металу на гладкій бочці й у ящикових калібрах із зміною напрямку прокатки в непарних і парних проходах, регламентованими обтисненнями металу по проходах і кантуваннями між проходами і при передачі з калібру в калібр, обтиснення металу в непарних проходах здійснюють із збільшеним ступенем деформації стосовно ступеня деформації металу під час прокатки в парних проходах, при цьому відношення ступеня деформації металу під час прокатки в парних проходах до ступеня деформації металу під час прокатки в непарних проходах установлюють рівної 0,76-0,96, а також тим, що ступені деформації металу під час прокатки в непарних і парних проходах встановлюють виходячи з залежностей, ВІДПОВІДНО для непарних проходів Є, -(0,9 1,1)(14,32-1,431 +0,47' 2 + 0,121 2 ), для парних проходів £J. = (0,9...1,1)(10,76-0,431 ), де £( і £_ - величина відносного обтиснення в непарних і парних проходах відповідно, %, 1 номер проходу Порівняння з прототипом показує, що спосіб прокатки, що заявляється, на реверсивному обтискному стані відрізняється тим, що обтиснення металу в непарних проходах здійснюють із збільшеним ступенем деформації стосовно ступеня деформації металу під час прокатки в парних проходах, при цьому відношення ступеня деформації металу під час прокатки в парних проходах до ступеня деформації металу під час прокатки в непарних проходах установлюють рівної 0,76-0,96, а також тим, що ступінь деформацГі металу під час прокатки у непарних і парних проходах установлюють виходячи з залежностей, ВІДПОВІДНО ДЛЯ непарних проходів є, =(0,9 1,1)(14,32-1,431 для парних проходів + 0.47 1 2 ), є_ = (0,9 І.ІКЮ^б-О^З 1 + 0,121 2 ), Отже, спосіб що заявляється відповідає критерію 'новизна" Порівняння з іншими технічними рішеннями в даній області техніки не виявило в них ознак, що відрізняють рішення, що заявляється, від прототипу Рішення, що заявляється відповідає критерію "винахідницький рівень" Корисна модель пояснюється кресленням, де на Фіг 1 а і б представлені залежності зміни ступеня деформації металу (відносних обтиснень £ , %) по проходах (№), отримані на підставі результатів експериментальних досліджень Криві, представлені на Фіг 1а характеризують зміну середнього значення ступеня деформації металу (1) і власне діапазон п зміни (2 і 3) під час прокатки в непарних проходах, а на Фіг 1 б - те ж під час прокатки в парних проходах Спосіб здійснюється в такий спосіб (для умов прокатки на блюмінгу) Вихідний зливок прямокутного перетину, нагрітий до температури прокатки, деформують на гладкій бочці й у ящикових калібрах обтискного стану, наприклад, блюмінга до одержання кінцевої продукцп - блюма Прокатку здійснюють у кілька проходів, при цьому змінюють напрямок прокатки в непарних і парних проходах Величина обтиснення в кожному проході регламентується режимом обтиснень і кантувань розкату між проходами і під час прокатки передачі з калібру в калібр Зміну напрямку обтиснення металу шляхом кантування розкату здійснюють для компенсації розширення металу в процесі прокатки Обтиснення металу в непарних проходах здійснюють із збільшеним ступенем деформації відносно ступеня деформації металу під час прокатки в парних проходах Це сприяє зменшенню величини "напливів" на обох кінцях розкату під час прокатки Так, 'наплив" на передньому КІНЦІ розкату, утворений під час прокатки в непарному проході компенсується опуклістю, що утвориться в наступному парному проході, у якому напрямок прокатки змінений у протилежну сторону [ навпаки - опуклість на задньому торці розкату, утворена в непарному проході компенсується накатом, що утвориться в наступному парному проході Експерименти показали, що відношення ступенів деформації металу під час прокатки в парних проходах до ступенів деформації металу під час прокатки в непарних проходах, у цьому випадку повинні складати 0,760,96 Такий ПІДХІД зменшує негативний вплив високої нерівномірності деформації по перетину металу під час прокатки на формування кінцевих частин розкату Це сприяє зниженню обсягу кінцевої обрізі, що, у свою чергу, зменшує витратний коефіцієнт металу Якщо відношення ступеня деформації металу під час прокатки в парних проходах до ступеня деформації металу під час прокатки в непарних проходах буде менше 0,76, то, з одного боку, величини опуклості, утвореної на задньому КІНЦІ роз 7500 6 кату в непарному проході буде недостатньо для компенсації накату, утвореного на цьому кінці в наступному парному проході, а, з іншого боку, величина накату, утвореного на передньому кінці розкату в попередньому непарному проході буде перевищувати величину опуклості що утвориться на цьому кінці в наступному парному проході. Тобто не буде забезпечена компенсація нерівномірної течії приконтактних і серединних шарів металу на обох кінцях розкату по проходах. Це збільшить кінцеву обрізь і, відповідно, витратний коефіцієнт металу. встановлені на підставі експериментальних досліджень, виконаних на блюмінгу 1250 ВАТ «Криворіжсталь» під час прокатки блюмів перетином 285х285мм зі зливків перетином 865x750 785х660мм стали марки Знс. У процесі експериментальних досліджень були встановлені межі діапазону зміни співвідношення ступенів деформації металу під час прокатки в парних і непарних проходах, а також залежності, що визначають ступені деформації металу {величини відносних обтиснень) під час прокатки в непарних і парних проходах. Відношення ступеня деформації металу під час прокатки в парних проходах до ступеня деформації металу під час прокатки в непарних проходах більше 0,96 приводить до зворотного результату. Величина опуклості, утвореної на задньому кінці розкату в непарному проході перевищує необхідну для компенсації накату, утвореного на цьому кінці в наступному парному проході, і, у той же час, величина накату, утвореного на передньому кінці розкату в попередньому непарному проході буде менше величини опуклості, що утвориться на цьому кінці в наступному парному проході. Тобто також не буде забезпечена компенсація нерівномірної' течії приконтактних і серединних шарів металу на обох кінцях розкату по проходах, викликана нерівномірністю деформації, що також збільшиться кінцева обрізь / витратний коефіцієнт металу. Під час проведення досліджень оцінювалася формозміна кінцевих ділянок розкату в процесі прокатки після кожного проходу і якість поверхні готового прокату. Результати експериментів були оброблені за допомогою методів математичної статистики, на підставі яких був установлений діапазон зміни, що заявляється, співвідношення ступенів деформації металу під час прокатки в парних і непарних проходах, а також залежності, для визначення ступеня деформації металу під час прокатки в непарних і парних проходах На підставі регресійного аналізу результатів експериментальних досліджень, виконаних у промислових умовах, установлені залежності для визначення ступеня деформації металу під час прокатки в непарних і парних проходах. Зокрема, установлено, що під час прокатки в непарних проходах (Фіг.іа) ступінь деформації металу (відносне обтиснення) повинна визначатися виходячи з залежності: є, =(0,9...1,1)(14,32-1,431 +0,471 2 ), а під час прокатки в парних проходах (Фіг.16) виходячи з залежності: е, = (0,9...1,1)(10,76-0,431 +0.121 2 ), де є, і є+ - величина відносного обтиснення в непарних і парних проходах відповідно, %; 1 номер проходу. Використання отриманих залежностей для розрахунку відносних обтиснень під час прокатки металу в непарних і парних проходах дозволить знизити витратний коефіцієнт металу за рахунок зменшення обсягу кінцевої обрізі блюмів, підвищити якість прокатаного металу, а збільшення ступені деформації в непарних проходах стосовно ступеня деформації в парних проходах забезпечить компенсацію форми переднього і заднього кінців розкату. Діапазони зміни значень ступеня деформації металу під час прокатки в непарних і парних про^ ходах, обмежені кривими 2 і 3 на фіг 1а і 16, рівні 0,9-1,1 забезпечують можливість корегування режиму обтиснень без погіршення умов формування кінцевих частин розкату і зниження якості поверхні прокату. Умови реалізації способу, що заявляється, На підставі отриманих результатів з використанням отриманих залежностей розроблений І випробуваний на блюмінгу 1250 новий режим прокатки блюма з розмірами поперечного перетину 285х285мм із розширеного донизу зливка перетином 865х750-785х660лш зі сталей марок Знс, ЗТРнс. Основні параметри розробленого режиму, що ілюструють сутність способу, що заявляється, представлені в таблиці 1. Величини абсолютних обтиснень металу Ah no проходах установлені на підставі залежностей, що заявляються, з урахуванням діапазону зміни співвідношення ступенів деформації металу під час прокатки в парних І непарних проходах і діапазонах зміни ступенів деформації металу по проходах під час прокатки в непарних і парних проходах. Застосування нового режиму обтиснень постійного збільшення ступеня деформацм в непарних проходах стосовно ступеня деформації в парних проходах, у рамках діапазону зміни цього співвідношення, а також регламентуючого власне значення ступенів деформації металу по проходах у рамках діапазонів зміни цих величин під час прокатки в парних і непарних проходах, забезпечило необхідну формозміну переднього І заднього кінців розкату під час прокатки за рахунок 7 компенсації накатів, що утворяться на одному з кінців розкату в кожнім конкретному проході відповідними опуклостями при реверсі у наступному проході і, з іншого боку, компенсації опуклостей, що утворяться на іншому кінці розкату в кожнім конкретному проході відповідними накатами під час реверсу в наступному проході. Реалізація способу в умовах блюмінга 1250 ВАТ "Криворіжсталь" забезпечить компенсацію нерівномірної течії, викликаної нерівномірністю деформації, тобто вирішити поставлену задачу знизити імовірність утворення дефектів у виді накатів на передньому і задньому кінцях розкату. Це дозволить знизити витратний коефіцієнт металу за рахунок зменшення кінцевої обрізі блюмів без підвищення енерговитрат на прокатку і зниження продуктивності стану. 7500 Таблиця 1 Основні параметри розробленого режиму прокатки блюмів перетином 285x285 мм із зливка перетином 865x750-785x660 сталі 3 не, 3 ТРнс на блюмінгу 1250, що ілюструють сутність способу, що заявляється Метал № № калі бра № прохода Гладка бочка В, мм 0 1 2 1 Н, мм 760 680 750 770 3 4 5 6 660 580 480 400 630 560 460 390 690 700 715 730 Кантовка 410 410 415 425 Кантовка 405 395 Кантовка 285 2 1 7 8 9 10 3 II 11 12 325 265 4 III 13 285 Таким чином, забезпечене підвищення техніко-економічних показників роботи реверсивного обтискного стану, зокрема, блюмінга, за рахунок підвищення якості прокату і зниження витратного коефіцієнта металу. Реалізація способу, що заявляється, на інших блюмінгах надасть можливість підвищити технікоекономічні показники їхнього виробництва за рахунок зменшення видаткових коефіцієнтів металу під час виробництві блюмів. Джерела інформації, прийняті до уваги при складанні заявки: 1. Патент 2111804 (Российская Федерация). F, мм 2 Обтиск Абс. Ah, ВІД, Б,% MM Розширення ЛЬ, мм 570000 523600 Кантовка 455400 406000 343200 292000 105 80 12,14 10,53 0 10 110 80 100 80 14,29 12,12 17,24 16,67 10 10 15 15 258300 229600 190900 165750 100 70 100 70 13,70 11,11 17,86 15,22 10 10 15 10 131625 104675 100 60 23,53 18,46 15 10 81225 110 27,85 20 МКИ 6 В21В 1/02, 3/02, 12.09.95, Бюл. №24, 1997, С.255. 2. Патент 8259 (Украина) МКИ 4 В21В 1/02, 29.03.96, Бюл. №1, 1996, С.3.1.19. 3. Патент А 13826 (Украина) МКИ5 В21В 1/02, 29.06.93, Бюл. №2, 1997, С.3.1.87. 4. Чекмарев А.П., Павлов В.Л., Мелешко В.И., Токарев В.А. Теорія прокатки крупных слитков. М.: Металлургия. - 1968, 252 с. 5. Литовченко Н.В., Диомидов Б.Б., Курдюмова В.А. Калибровка валков сортовых станов. М.. Металлургиздат. - 1963. - С. 141-145 - прототип. 7500 10 Фіг.іа Фіг.16 Комп ютерна верстка М Мацело Підписне Тираж 28 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності вул Урицького, 45, м Київ, МСП, 03680, Україна ДЛ ' Український інститут промислової власності", вул Глазунова, 1, м Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюRolling method on reversing primary mill
Автори англійськоюSokurenko Anatolii Valentynovych, Sheremet Volodymyr Oleksandrovych, Babenko Mykhailo Antonovych, Kekukh Anatolii Volodymyrovych, Korotchenkov Valerii Mykhailovych, Spiniakov Viktor Kostiantynovych, Polunovskyi Isaak Yevsiiovych, Spiniakov Viktor Kostiantynovych, Lysenko Viktor Volodymyrovych, Teriaiev Oleksandr Mytrofanovych, Korin Andrii Oleksandrovych, Zhuchkov Serhii Mykhailovych, Kulakov Leonid Vasyliovych
Назва патенту російськоюСпособ прокатки на реверсивном обжимном стане
Автори російськоюСокуренко Анатолий Валентинович, Шеремет Владимир Александрович, Бабенко Михаил Антонович, Кэкух Анатолий Владимирович, Коротченков Валерий Михайлович, Спиняков Виктор Константинович, Спиняков Виктор Константинович, Полуновский Исаак Евсеевич, Лысенко Виктор Владимирович, Теряев Александр Митрофанович, Коринь Андрей Александрович, Жучков Сергей Михайлович, Кулаков Леонид Васильевич
МПК / Мітки
МПК: B21B 1/02
Мітки: прокатки, спосіб, обтискному, реверсивному, стані
Код посилання
<a href="https://ua.patents.su/6-7500-sposib-prokatki-na-reversivnomu-obtisknomu-stani.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки на реверсивному обтискному стані</a>
Спосіб прокатки злитків на дуо-реверсивному стані з індивідуальним приводом валків
Номер патенту: 10001
Опубліковано: 30.09.1996
Автори: Губайдулін Вячеслав Фуатович, Кібець Михайло Олександрович, Петрічук Валентин Дмитрович, Корінь Андрій Олександрович, Тільга Степан Сергійович, Лясов Володимир Григорович, Кукуй Давид Пенхусович, Спіняков Віктор Костянтинович
МПК: B21B 1/02
Мітки: прокатки, валків, спосіб, приводом, дуо-реверсивному, стані, злитків, індивідуальним
Формула / Реферат:
(57) Способ прокатки слитков на дуо-реверсивном стане с индивидуальным приводом валков, включающий деформацию металла на гладкой бочке и в ящичных калибрах с регламентированными обжатиями и промежуточными кантовками при передаче раската для пропуска из калибра в калибр, отличающийся тем, что на концевых частях раскатов, до достижения вытяжки равной 0,4 - 0,6 от суммарной, деформацию ведут с частными относительными обжатиями 12-25%, а затем,...
Спосіб прокатування зливків на обтискному стані
Номер патенту: 25820
Опубліковано: 30.10.1998
Автори: Головко Михайло Васильович, Шаповал Григорій Якович, Неклеса Леонід Никифорович, Салацинський Едуард Степанович, Чабанюк Анатолій Степанович
Мітки: прокатування, стані, обтискному, зливків, спосіб
Формула / Реферат:
Спосіб прокатування зливків на обтискному стані, при якому зливок послідовно обтискують у двох взаємно перпендикулярних напрямках і формують проміжний прямокутний або близький до прямокутного переріз, який відрізняється тим, що після зняття конусності зливка у двох взаємно перпендикулярних площинах формують на гладкій бочці прямокутний або близький до прямокутного переріз із співвідношенням ширини до висоти 1,35 - 1,8, після охолоджують...
Спосіб прокатування зливків на обтискному стані
Номер патенту: 25816
Опубліковано: 30.10.1998
Автори: Зотова Євгенія Опанасівна, Міхейченко Зоя Леонідівна, Стрельнікова Валентина Іванівна, Малькова Світлана Валентинівна, Полуновська Людмила Георгіївна, Спіняков Віктор Костянтинович, Полуновський Ісаак Євсійович
Мітки: спосіб, зливків, обтискному, прокатування, стані
Формула / Реферат:
Спосіб прокатування зливків на обтискному стані, при якому зливок послідовно обтискують у двох взаємно перпендикулярних напрямках і формують проміжний прямокутний або близький до прямокутного переріз, який відрізняється тим, що після зняття конусності зливку у двох взаємно перпендикулярних площинах формують на гладкій бочці прямокутний або близький до прямокутного переріз із співвідношенням ширини до висоти 1,35 - 1,8, після охолоджують...
Спосіб холодного прокатування стрічок у рулонах на реверсивному стані
Номер патенту: 14129
Опубліковано: 25.04.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 1/30
Мітки: реверсивному, стані, стрічок, холодного, прокатування, спосіб, рулонах
Формула / Реферат:
Способ холодной прокатки полос в рулонах на реверсивном стане, включающий прокатку полос без обжатия переднего и заднего концов, закрепленных на моталке, и смотку в рулон, отличающийся тем, что, с целью экономии металла и повышения производительности путем одновременной уборки готового рулона и сварки, необжатый конец предыдущего рулона отрезают, приваривают к последующему рулону и затем осуществляют прокатку.
Спосіб керування швидкісним режимом прокатування на обтискному стані
Номер патенту: 15350
Опубліковано: 15.09.2000
Автори: Свєтлічний Олексій Васильович, Коцегуб Павло Харитонович, Азаров Сергій Іванович, Ємченко Юрій Борисович, Оробцев Юрій Вікторович, Кукуй Давид Пенхусович
МПК: B21B 37/00
Мітки: обтискному, спосіб, швидкісним, стані, режимом, керування, прокатування
Формула / Реферат:
Способ управления скоростным режимом прокатки на обжимном стане, при котором задают скорость вращения валков, измеряют фактическое значение скорости вращения валков, сравнивают заданное значение скорости с фактическим, отличающийся тем, что заданное значение скорости вращения валков ограничивают на допустимом уровне, для чего рассчитывают оптимальную по времени максимальную скорость прокатки, предельную по отсутствию пробуксовки скорость...
Попередній патент: Установка для вакуумного просочення та осушення твердої ізоляції високовольтних вводів і активних частин трансформатора
Наступний патент: Агрегат для стикування заправних магістралей пускової установки ракети
Випадковий патент: Спосіб діагностики розсіяного склерозу