Спосіб прокатки на блюмінгу
Номер патенту: 8680
Опубліковано: 15.08.2005
Автори: Спіняков Віктор Костянтинович, Шеремет Володимир Олександрович, Полуновський Ісаак Євсійович, Жучков Сергій Михайлович, Кулаков Леонід Васильович, Сокуренко Анатолій Валентинович, Лисенко Віктор Володимирович, Бабенко Михайло Антонович, Кекух Анатолій Володимирович, Паламар Дмитро Григорович, Коротченков Валерій Михайлович
Формула / Реферат
Спосіб прокатки на блюмінгу, що включає послідовну прокатку зливка на гладкій бочці та у ящикових калібрах з відносними обтисненнями і коефіцієнтами витяжки металу, що збільшуються від проходу до проходу, до одержання блюма, який відрізняється тим, що збільшення відносних обтиснень від проходу до проходу при прокатці на гладкій бочці та у ящикових калібрах встановлюють, виходячи з залежності:
ε=(0,8...1,2)(15,03-1,56№+0,201№2),
а коефіцієнти витяжки металу по проходах при цьому встановлюють, виходячи з залежності:
μ=0,95-1,05(1,161-0,019№+0,0236№2),
де ε - величина відносного обтиснення, %;
μ - коефіцієнт витяжки металу;
№ - номер проходу.
Текст
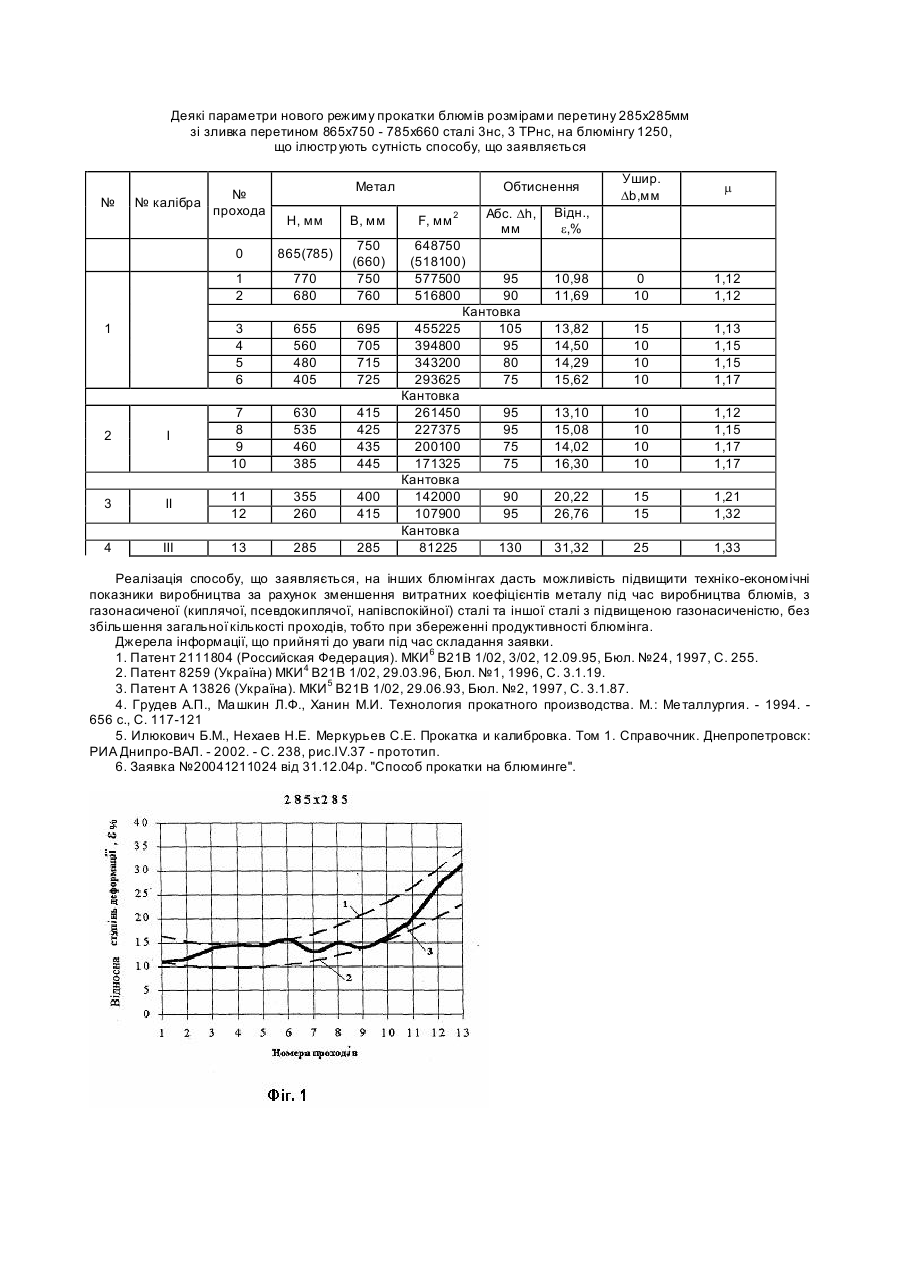
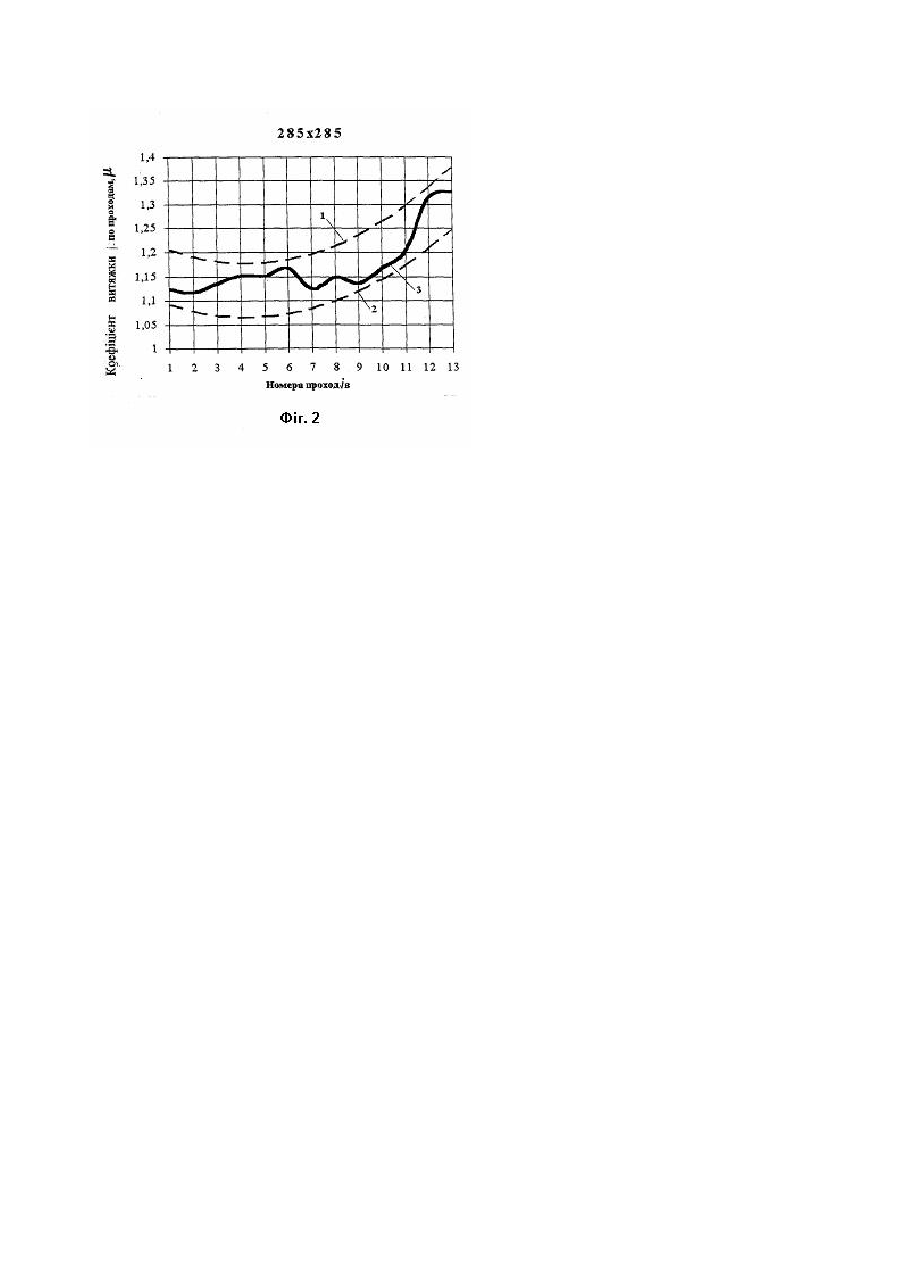
Корисна модель відноситься до прокатного виробництва, зокрема, до режимів деформації металу під час прокатки блюмів, переважно квадратного перетину із зливків, отриманих із газонасиченої (киплячої, псевдокиплячої, напівспокійної) сталі, і може бути використана на реверсивних обтискних станах - блюмінгах. Відомі способи прокатки на блюмінгу, що включають послідовну прокатку зливка на гладкій бочці й у ящикових калібрах з відносними обтисненнями і коефіцієнтами витяжки металу, що збільшуються від проходу до проходу, до одержання блюма [1-4]. Недоліком відомих способів є висока імовірність утворення дефектів на блюмах через розкриття підкіркових пузирів у процесі деформації зливків, отриманих з газонасиченої сталі, наприклад, киплячої, псевдокиплячої, напівспокійної. Це відбувається унаслідок відсутності "твердої" регламентації відносних обтиснень і коефіцієнтів витяжки металу в процесі прокатки, що забезпечують одержання блюмів без поверхневих дефектів при необхідному рівні продуктивності блюмінга. Особливо важлива регламентація параметрів деформації під час прокатки зливків газонасиченої сталі - киплячої, псевдокиплячої, напівспокійної. Це дозволить попередити утворення дефектів на блюмах через розкриття підкіркових пузирів у випадку інтенсифікації процесу прокатки без збільшення загальної кількості проходів, що знижує те хніко-економічні показники роботи блюмінга. Як прототип прийнятий спосіб прокатки на блюмінгу, що включає послідовну прокатку зливка на гладкій бочці й у ящикових калібрах з відносними обтисненнями і коефіцієнтами витяжки металу, що збільшуються від проходу до проходу до одержання блюма [5]. Недоліком прототипу є зниження якості блюмів унаслідок відсутності регламентації деформаційних параметрів прокатки, зокрема, відносних обтиснень і коефіцієнтів витяжки металу, від проходу до проходу, установлених з ура хуванням особливостей деформації газонасиченого металу. Це, з одного боку збільшує імовірність утворення дефектів на готовому прокаті - блюмах, а, з іншого боку, може привести до зниження продуктивності блюмінга. Високі ступені деформації (відносні обтиснення) і коефіцієнти витяжки металу під час прокатки в перших проходах, можуть привести до розкриття підкіркових пузирів у розкаті й утворенню дефектів на блюмах. Низькі значення деформаційних параметрів прокатки, зокрема, в останніх проходах, збільшують загальну їхню кількість, що знижує продуктивність стану і погіршує те хніко-економічні показники його роботи. Задача, яка розв'язується, складається в регламентації деформаційних параметрів прокатки - відносних обтиснень і коефіцієнтів витяжки металу під час прокатки зливків з газонасиченої сталі таким чином, щоб, з одного боку, на блюмах не утворювалися дефекти через розкриття підкіркових пузирів, а, з іншого боку, не збільшувалася загальна кількість проходів, тобто зберігалася необхідна продуктивність блюмінга. Технічний результат, що досягається при використанні корисної моделі, складається в підвищенні технікоекономічних показників роботи блюмінга за рахунок підвищення якості прокату без зниження продуктивності блюмінга під час прокатки сталі з підвищеною газонасиченістю. Рішення поставленої задачі забезпечується тим, що в способі прокатки на блюмінгу, що включає послідовну прокатку зливка на гладкій бочці й у ящикових калібрах з відносними обтисненнями і коефіцієнтами витяжки металу, що збільшуються від проходу до проходу, до одержання блюма, по корисній моделі збільшення відносних обтиснень, від проходу до проходу під час прокатки на гладкій бочці й у ящикових калібрах встановлюють виходячи з залежності: e = (0,8...1,2) (15,03 - 1,56 №+ 0,201 №2), а коефіцієнти витяжки металу по проходах при цьому встановлюють ви ходячи з залежності: m = 0,95 - 1,05 (1,161 - 0,019№ + 0,0236 №2) де e - величина відносного обтиснення, %, m - коефіцієнт витяжки металу, № - номер проходу Порівняння з прототипом, показує, що спосіб прокатки, що заявляється, на блюмінгу відрізняється тим, що збільшення відносних обтиснень, від проходу до проходу під час прокатки на гладкій бочці й у ящикових калібрах встановлюють ви ходячи з залежності: e = (0,8...1,2) (15,03 - 1,56 № + 0,201 №2), а коефіцієнти витяжки металу по проходах при цьому встановлюють ви ходячи з залежності: m = 0,95 - 1,05 (1,161 - 0,019№ + 0,0236 №2) де e - величина відносного обтиснення, %, m - коефіцієнт витяжки металу, № - номер проходу Порівняння з іншими технічними рішеннями в даній області техніки показало, що відомий спосіб прокатки на блюмінгу газонасиченої сталі у який регламентується величина відносних обтиснень, що збільшуються від проходу до проходу [6]. Разом з тим, відносні обтиснення, що є одним з параметрів деформації, не враховують об'ємної деформації металу, зокрема розширення металу під час прокатки. Тому регламентація тільки величини відносних обтиснень під час прокатки на блюмінгу газонасиченої сталі без обліку безконтактної деформації на вільних поверхнях розкату за рахунок розширення під час прокатки може привести до утворення дефектів на цих поверхнях розкату. Додаткова регламентація коефіцієнта витяжки металу під час прокатки газонасиченої сталі, що враховує об'ємну де формацію металу, як це запропоновано в технічному рішенні, що заявляється, дозволяє попередити можливість утворення дефектів на вільних поверхнях розкату унаслідок безконтактної деформації через розширення металу під час прокатки. Корисна модель пояснюється кресленням, де на Фіг.1 і 2 представлені залежності зміни відносних обтиснень і коефіцієнтів витяжки металу по проходах, отримані на підставі результатів експериментальних досліджень. Спосіб здійснюється в такий спосіб. З вихідного зливка прямокутного перетину з газонасиченої сталі, нагрітого до температури прокатки, прокаткою на гладкій бочці й у ящикових калібрах блюмінга одержують блюм. Прокатку здійснюють з декількома проходами в кожнім калібрі. В процесі прокатки для компенсації розширення металу змінюють напрямок обтиснення шляхом кантування розкату. Кантування здійснюють між двома-чотирма проходами. Режимом обтиснень регламентовані деформаційні параметри прокатки на блюмінгу, зокрема, відносні обтиснення і коефіцієнти витяжки металу в кожнім проході, і кількість кантувань між проходами і під час передачі з калібру в калібр. Значення зазначених деформаційних параметрів прокатки збільшуються по ходу те хнологічного процесу від проходу до проходу. При цьому у випадку прокатки блюмів із зливків газонасиченої сталі, деформацію металу на гладкій бочці й у ящикових калібрах здійснюють із збільшенням відносного обтиснення і коефіцієнтів витяжки металу по проходах, встановленими виходячи з залежностей, відповідно: e = (0,8...1,2) (15,03 - 1,56 № + 0,201 №2), m = 0,95 - 1,05 (1,161 - 0,019№ + 0,0236 №2) де e - величина відносного обтиснення, %, m - коефіцієнт витяжки металу, № - номер проходу Представлені на Фіг.1 і 2 залежності отримані на підставі результатів експериментальних досліджень, виконаних в умовах виробництва, спрямованих на оптимізацію режимів обтиснень під час прокатки на блюмінгу зливків із газонасиченої сталі. В процесі проведення досліджень варіювалися режими обтиснень металу і, відповідним чином, фактичні величини відносних обтиснень і коефіцієнти витяжки металу по проходах. Результати досліджень оброблялися методами математичної статистики. Критеріями оптимізації режимів обтиснень під час прокатки на блюмінгу були відсутність розриву на поверхні блюмів після прокатки через розкриття підкіркових пузирів при мінімальній кількості проходів. Відповідно до отриманої залежності, відносне обтиснення в перших шести проходах не повинне перевищувати 15%. Починаючи із сьомого проходу, коли відбулося пророблення металу, він в достатній мірі ущільнився, а газові пузирі в металі заварилися, відносні обтиснення можуть бути збільшені і досягати в останніх проходах 30-34%. Зазначена зміна відносних обтиснень по проходах, з одного боку, попередить утворення тріщин на поверхні розкату під час прокатки газонасиченого металу, особливо в перших прохода х а, з іншого боку, дозволить зберегти продуктивність стану під час виробництва блюмів з такого металу. Таким чином, використання отриманої залежності для розрахунку режиму обтиснень під час прокатки блюмів з газонасиченої (киплячої, псевдокиплячої, напівспокійної) сталі дозволяє попередити утворення розриву на поверхні розкату в процесі прокатки. При цьому величини відносних обтиснень забезпечують оптимальну кількість проходів під час прокатки зливків з такої сталі. Так, якщо відносні обтиснення по проходах будуть ви ще кривої 1 на Фіг.1, то це приведе до утворення розриву на поверхні розкату під час прокатки газонасиченого металу, особливо в перших проходах. Якщо ж відносні обтиснення по проходах будуть нижче кривої 2 на Фіг.1, то буде потрібно збільшення кількості проходів, що знизить продуктивність стану. Збільшення відносного обтиснення по проходах можливо завдяки тому, що в процесі прокатки в результаті деформації ущільнюються шари металу, а газові пузирі в металі - заварюються. Цьому сприяє «м'який» режим обтиснень металу в перших прохода х, що попереджає розкриття підкіркових пузирів. В міру збільшення кількості проходів варто збільшувати відносні обтиснення, тому що прокатка з малими відносними обтисненнями приводить до надмірного збільшення загальної кількості проходів, збільшує загальний цикл прокатки, що сполучено з ростом енерговитрат на прокатку і зниженням продуктивності стану. Таким чином, якщо величини відносних обтиснень по проходах не будуть збільшуватися по ходу прокатки відповідно до залежності, що заявляється, то при мінімальному відносному обтисненні в перших проходах це приведе до необгрунтованого збільшення кількості проходів під час прокатки, з відповідним зниженням продуктивності і збільшенням витрати енергії на прокатку. Збільшення відносних обтиснень у перших проходах понад допуск зазначений залежністю приведе до утворення розриву на поверхнях розкату. Таким чином, інша регламентація величини відносного обтиснення по проходах між кантуваннями приводить або до підвищеної витрати енергії на прокатку і зниженню продуктивності, або до підвищеного утворення розриву на поверхні розкату. Експериментальні дослідження умов реалізації способу, що заявляється, виконані в умовах блюмінга 1250 ВАТ «Криворіжсталь» під час прокатки блюмів розмірами перетину 285х285мм із псевдокиплячої сталі. В процесі виконання досліджень варіювали режими обтиснень металу під час прокатки, на підставі яких була встановлена залежність, що визначає величини відносних обтиснень металу в кожнім проході. При проведенні досліджень оцінювали якість поверхні готового прокату і проміжних розкатів. Результати експериментів були оброблені за допомогою методів математичної статистики, на підставі яких була о тримана залежність, що заявляється. З використанням цієї залежності був розроблений і випробуваний на блюмінгу 1250 новий режим прокатки блюма розмірами поперечного переріза 285х285мм із розширеного донизу зливка перетином 865х750 785х660мм із сталі марок 3нс, 3 ТРнс, (крива 3 на Фіг.1) замість одержуваного раніше перетину 300х300мм. Деякі параметри цього режиму, що ілюструють сутність способу, що заявляється, представлені в таблиці. Величини абсолютних обтиснень металу Dh по проходах після кантування установлені виходячи з залежності, що заявляється, визначальна інтенсивність збільшення відносних обтиснень у кожнім проході. Застосування нового режиму обтиснень регламентуючого ступінь збільшення відносних обтиснень, забезпечило відсутність розриву на поверхнях розкату під час прокатки газонасиченої (киплячої, псевдокиплячої, напівспокійної) сталі. При цьому режим прокатки реалізований при мінімально можливій кількості проходів. Це дозволило підвищити якість блюмів за рахунок виключення утворення розриву на поверхні заготовок, що деформуються зменшити їхнє відбраковування без підвищення енерговитрат на прокатку і зниження продуктивності стану, зменшити кількість технологічної обрізі (в абсолютній величині) і знизити витратний коефіцієнт металу за рахунок прокатки блюмів зменшеного поперечного переріза (258х285мм). Таким чином, інтегрально забезпечене підвищення техніко-економічних показників роботи стану. Таблиця Деякі параметри нового режиму прокатки блюмів розмірами перетину 285х285мм зі зливка перетином 865х750 - 785х660 сталі 3нс, 3 ТРнс, на блюмінгу 1250, що ілюстр ують сутність способу, що заявляється № № № калібра прохода Метал Н, мм В, мм 0 1 2 770 680 750 (660) 750 760 3 4 5 6 1 865(785) 655 560 480 405 695 705 715 725 2 І 7 8 9 10 630 535 460 385 415 425 435 445 3 II 11 12 355 260 400 415 4 III 13 285 285 Ушир. Db,мм m 10,98 11,69 0 10 1,12 1,12 13,82 14,50 14,29 15,62 15 10 10 10 1,13 1,15 1,15 1,17 13,10 15,08 14,02 16,30 10 10 10 10 1,12 1,15 1,17 1,17 20,22 26,76 15 15 1,21 1,32 31,32 25 1,33 Обтиснення F, мм 2 Абс. Dh, мм 648750 (518100) 577500 95 516800 90 Кантовка 455225 105 394800 95 343200 80 293625 75 Кантовка 261450 95 227375 95 200100 75 171325 75 Кантовка 142000 90 107900 95 Кантовка 81225 130 Відн., e,% Реалізація способу, що заявляється, на інших блюмінгах дасть можливість підвищити техніко-економічні показники виробництва за рахунок зменшення витратних коефіцієнтів металу під час виробництва блюмів, з газонасиченої (киплячої, псевдокиплячої, напівспокійної) сталі та іншої сталі з підвищеною газонасиченістю, без збільшення загальної кількості проходів, тобто при збереженні продуктивності блюмінга. Джерела інформації, що прийняті до уваги під час складання заявки. 1. Патент 2111804 (Российская Федерация). МКИ 6 В21В 1/02, 3/02, 12.09.95, Бюл. №24, 1997, С. 255. 2. Патент 8259 (Україна) МКИ 4 В21В 1/02, 29.03.96, Бюл. №1, 1996, С. 3.1.19. 3. Патент А 13826 (Україна). МКИ 5 В21В 1/02, 29.06.93, Бюл. №2, 1997, С. 3.1.87. 4. Грудев А.П., Ма шкин Л.Ф., Ханин М.И. Технология прокатного производства. М.: Ме таллургия. - 1994. 656 с., С. 117-121 5. Илюкович Б.М., Нехаев Н.Е. Меркурьев С.Е. Прокатка и калибровка. Том 1. Справочник. Днепропетровск: РИА Днипро-ВАЛ. - 2002. - С. 238, рис.IV.37 - прототип. 6. Заявка №20041211024 від 31.12.04р. "Способ прокатки на блюминге".
ДивитисяДодаткова інформація
Назва патенту англійськоюBlooming method
Автори англійськоюSokurenko Anatolii Valentynovych, Sheremet Volodymyr Oleksandrovych, Babenko Mykhailo Antonovych, Kekukh Anatolii Volodymyrovych, Korotchenkov Valerii Mykhailovych, Spiniakov Viktor Kostiantynovych, Polunovskyi Isaak Yevsiiovych, Spiniakov Viktor Kostiantynovych, Lysenko Viktor Volodymyrovych, Zhuchkov Serhii Mykhailovych, Kulakov Leonid Vasyliovych
Назва патенту російськоюСпособ прокатки на блюминге
Автори російськоюСокуренко Анатолий Валентинович, Шеремет Владимир Александрович, Бабенко Михаил Антонович, Кэкух Анатолий Владимирович, Коротченков Валерий Михайлович, Спиняков Виктор Константинович, Полуновский Исаак Евсеевич, Спиняков Виктор Константинович, Лысенко Виктор Владимирович, Жучков Сергей Михайлович, Кулаков Леонид Васильевич
МПК / Мітки
МПК: B21B 1/02
Мітки: спосіб, прокатки, блюмінгу
Код посилання
<a href="https://ua.patents.su/4-8680-sposib-prokatki-na-blyumingu.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки на блюмінгу</a>
Спосіб прокатки на блюмінгу
Номер патенту: 7502
Опубліковано: 15.06.2005
Автори: Жучков Сергій Михайлович, Полуновський Ісаак Евсійович, Спіняков Віктор Костянтинович, Паламар Дмитро Григорович, Бабенко Михайло Антонович, Ротару Іон Теодорович, Шеремет Володимир Олександрович, Кулаков Леонід Васильович, Лясов Володимир Григорович, Кекух Анатолій Володимирович, Сокуренко Анатолій Валентинович, Лисенко Віктор Володимирович
МПК: B21B 1/02
Мітки: прокатки, спосіб, блюмінгу
Формула / Реферат:
Спосіб прокатки на блюмінгу, що включає послідовну прокатку зливка на гладкій бочці й у ящикових калібрах з відносними обтисненнями, що збільшуються від проходу до проходу, до одержання блюма, який відрізняється тим, що прокатку на гладкій бочці й у ящикових калібрах здійснюють з відносними обтисненнями, що збільшуються від проходу до проходу та встановлюються, виходячи з залежності:ع=(0,8...1,2)(11,27-1,06№+0,195№2),де...
Спосіб прокатки на блюмінгу
Номер патенту: 18945
Опубліковано: 25.12.1997
Автори: Макаров Григорій Арестович, Кукуй Давид Пенхусович, Нечепоренко Володимир Андрійович, Корінь Андрій Олександрович, Ротару Іон Теодорович, Шеремет Володимир Олександрович, Тільга Степан Сергійович, Полуновський Ісаак Овсійович, Аскерко Григорій Михайлович, Омєсь Миколай Михайлович
МПК: B21B 1/02
Мітки: спосіб, прокатки, блюмінгу
Формула / Реферат:
Способ прокатки на блюминге слитков низколегированных и легированных сталей, включающий деформацию слитка с регламентированным режимом обжатий на гладкой бочке и в ящичных калибрах при реверсивной прокатке с промежуточными кантовками и с ускорением и замедлением вращения валков в каждом пропуске, отличающийся тем, что при захвате слитка валками в первых проходах до снятия конусности и в каждом проходе до первой кантовки при захвате со стороны...
Спосіб прокатки на реверсивному обтискному стані
Номер патенту: 7500
Опубліковано: 15.06.2005
Автори: Коротченков Валерій Михайлович, Спіняков Віктор Костянтинович, Сокуренко Анатолій Валентинович, Корінь Андрій Олександрович, Теряєв Олександр Митрофанович, Лисенко Віктор Володимирович, Шеремет Володимир Олександрович, Кулаков Леонід Васильович, Бабенко Михайло Антонович, Паламар Дмитро Григорович, Жучков Сергій Михайлович, Кекух Анатолій Володимирович, Полуновський Ісаак Євсійович
МПК: B21B 1/02
Мітки: спосіб, прокатки, стані, обтискному, реверсивному
Формула / Реферат:
1. Спосіб прокатки на реверсивному обтискному стані, що включає послідовну прокатку металу на гладкій бочці й у ящикових калібрах із зміною напрямку прокатки в непарних і парних проходах, регламентованими обтисненнями металу по проходах і кантуваннями між проходами і під час передачі з калібру в калібр, який відрізняється тим, що обтиснення металу в непарних проходах здійснюють із збільшеним ступенем деформації відносно ступеня деформації...
Спосіб гарячої прокатки товстих листів
Номер патенту: 52991
Опубліковано: 15.03.2005
Автори: Мурашкін Олександр Вікторович, Греков Ніл Сергійович, Саркіц Ігор Генадієвич, Тарасенко Олег Станіславович, Налча Іван Борисович, Васєкін Андрій Валерійович, Шебаніц Едуард Миколайович, Лямцев Василь Петрович, Кашков Генадій Алимович, Климанчук Владислав Владиславович, Бойко Володимир Семенович, Карнаушенко Ніл Андрійович, Радушев Олексій Олександрович, Голі-Оглу Володимир Семенович
МПК: B21B 1/38
Мітки: гарячої, товстих, листів, прокатки, спосіб
Формула / Реферат:
Спосіб гарячої прокатки товстих листів, переважно на двоклітьових реверсивних станах, який включає поперечну та поздовжню прокатки у чорновій кліті та заключну прокатку в чистовій кліті, який відрізняється тим, що обтискування під час розбивання ширини при поперечному прокатуванні у чорновій кліті виконують з урахуванням мінімізації фактора форми Фh в межах Фh=0,35-0,62.
Спосіб прокатки зливків на реверсивному обтискному стані
Номер патенту: 8113
Опубліковано: 15.07.2005
Автори: Лясов Володимир Григорович, Коротченков Валерій Михайлович, Шеремет Володимир Олександрович, Бабенко Михайло Антонович, Лисенко Віктор Володимирович, Похилько Володимир Ігорович, Ротару Іон Теодорович, Полуновський Ісаак Евсійович, Спіняков Віктор Костянтинович, Кекух Анатолій Володимирович
МПК: B21B 1/02
Мітки: спосіб, прокатки, обтискному, стані, зливків, реверсивному
Формула / Реферат:
1. Спосіб прокатки зливків на реверсивному обтискному стані й в окремих клітях безперервних прокатних станів, що включає прокатку зливків у калібрах зі зміною напрямку прокатки, обтиснення зливків від калібру до калібру, який відрізняється тим, що прокатку в першому калібрі здійснюють із використанням профільованої "бочки" валків, при цьому ступінь проникнення деформації визначається за формулою:Еп = Нп + 0,2Нп,де: Нп...
Попередній патент: Спосіб виготовлення струмознімального ковзного елемента
Наступний патент: Спосіб лікування хронічної екземи
Випадковий патент: Спосіб відновлення двовимірних образів