Спосіб безперервної прокатки штабів
Номер патенту: 805
Опубліковано: 15.12.1993
Автори: Кузнєцов Лев Федорович, Гавриленко Євген Дмитрович, Єрємєєв Віктор Іванович, Букрєєв Іван Іванович, Андрійчук Сергій Андрійович, Шишко Юрій Борисович, Ющевський Віктор Карлович, Филонов Юрій Всеволодович, Холодило Валерій Андрійович
Формула / Реферат
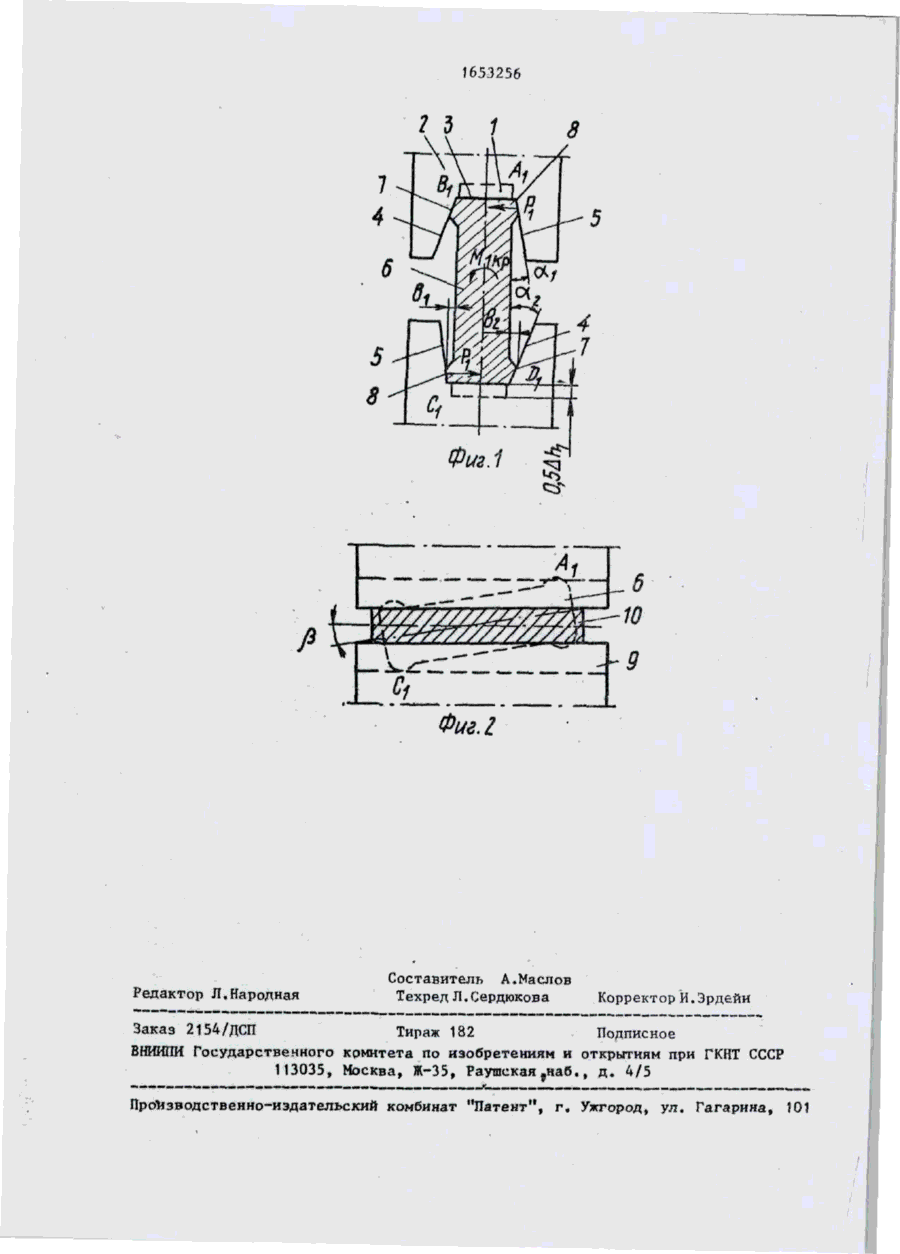
Способ непрерывной прокатки полос, преимущественно высоких, в системо ребрового и пластового калибров, включающий создание момента осевого скручивания раската на выходе из калибра в процессе ребрового обжатия, отличающийся тем, что, с целью облегчения кантовки раската при передаче его из ребрового в пластовый калибр, в ребровом калибре создают утолщения в угловых зонах по одной из диагоналей профиля раската путем преимущественного одностороннего ограничения уширения в ручье калибра, а в пластовый калибр раскат задают под углом к горизонтали, обеспечивая при этом первоначальный контакт полосы с валками угловыми участками с противоположной от утолщения стороны полосы.
Текст
Изобретение относится -к прокатному производству и может быть использовано при непрерывной прокатке полос в системе ребрового и пластового калибров с кантовкой полос между ними. Цель изобретения - облегче: ние кантовки раската при передаче Изобретение относится к прокатному производству и может быть использовано при непрерывной прокатке полос в системе ребрового и пластового калибров с кантовкой полосы между ними. Целью изобретения является облегчение кантовки раската при передаче его из ребрового в пластовый калибр. На фиг.1 дана схема деформации полосы в ребровом калибреІ на фиг. 2 схема задачи и деформации полосы в пластовом калибре. Прямоугольную заготовку 1, прокатанную в черновых пластовых калибрах, 20-91 г ; о из ребрового в пластовый калибр. .г Это достигается созданием утолщений в угловых зонах по одной из диагоналей профиля раската при прокатке его в ребровом калибре за счет создания условий свободного уширения этих участков. Это создает осевой момент скручивания на выходе раската из калибра, облегчающий его последующую кантовку скручиванием в проводковых устройствах. Для исключения искажения прямоугольности кромок раската при прокатке в пластовом калибре его задают в него под уг лом к горизонтали. Облегчение кантов ки раската скручиванием его между клетями проводковыми устройствами упрощает конструкцию этих устройств, повышает их долговечность и безаварийность, а также производительность стана. 2 ил. задают в предчистовой ребровой калибр ^ образованный двумя профилированными горизонтальными валками 2. Калибр содержит дно 3, параллельные осям валков боковые стенки 4 и 5, конусные поверхности которых выполнены с различными углами к вертикали: угол наклона Od, боковьг. стенок 5 меньше угла наклона 0( 2 боковых стенок 4, т.е 0с, < $2.* в ребровом калибре производится вертикальное обжатие кромок раската на величину Д. h ,. В результате ограничения уширения и следовательно преимущественной вытяжки металла в угловых зонах 1653256 диагонали раската А^С^ по сравнению участках первоначального контакта мес В^ХЦ в зонах А^ и С^ при обжатии талла с валками перед очагом деформараската образуется пара сил Р^,перции некоторый подпор металла и этим пендикулярных граням раската, одина- с обуславливается большее упгаренне мековых по величине, но противоположталла на упомянутых участках при обных по направлению. Эта пара создажатии раската по толщине. Но так как ет на выходе из калибра момент осевеличина утолщений на этих диагональвого кручения раската М^ ^р. Из реброно расположенных прикромочных участвого калибра выходит заготовка 6 с 10 ках полосы меньше, чем на двух друнесимметричным сечением: в угловых гих, то в итоге уюирение металла на зонах В( и D, величина Ьдобразоваввсех прикромочных участках граней шихся при ребровом обжатими при приполосы получается одинаковым и готокромочных участках утолщений 7 боль- • вый профиль имеет прямые углы между ше величины Ь( утолщений 8 в зонах 15 гранями. А ^ и Cf, т.е. b j ^ b j . Облегчение кантовки раската при 9 передаче его через обводной аппарат По обводному аппарату раскат пе-' на линейном стане или кантующие проредается в чистовой пластовый каводки на непрерывном стане упрощает либр, образованный горизонтальными валками 9 с гладкой бочкой, и за20 конструкцию устройства, продлевает дается в наклонном положении под срок службы и повышает безаварийуглом fb к горизонтали. Захват заность работы, что в конечном счете готовки 6 валками 9 таким образом повышает пронзводигельность стана. начинается в точках А^ и С*. После пропуска получают полосу 10 с пря25 Ф о р м у л а и з о б р е т е н и я мыми углами между гранями. Из ребрового калибра раскат выСпособ непрерывной прокатки по- . ходит прямоугольным, но с наплывами 1лос, преимущественно высоких, в сисв угловых зонах меньшего ограничетеме ребрового и пластового калибния уширения в указанном калибре. 30 Р° в » включающий создание момента Поскольку эти наплывы при прокатке осевого скручивания раската на выв пластовом калибре преимущественно ходе из калибра в процессе ребровоперетекают в направлении уширения^ го обжатия, о т л и ч а ю щ и й с я искажая при этом прямоугольность ботем, что, с целью облегчения кантов-* ковых кромок, раскат задается в пла- 35 ки раската при передаче его из ребстовый калибр под углом к горизонрового в пластовый калибр, в ребротали и удерживается в этом положевом калибре создают утолщения в нии проводковым устройством в проугловых зонах по одной из диагонацессе прокатки. лей профиля раската путем преимуще40 ственного одностороннего ограничения утпирения в ручье калибра, а в Вследствие этого в калибре про пластовый калибр раскат задают под изводится сначала поворот сечения углом к горизонтали, обеспечивая при раската горизонтальными валками из этом первоначальный контакт полосы наклонного в пластовое положение, а затем обжатие его по толщине. Внешние 45 с валками угловыми участками с противоположной от утолщения стороны зоны (участки раската с наклонным полосы. положением сечения) создают на 1653256 -9 Фиг. I Редактор Л.Народная Составитель А.Маслов Техред Л.Сердюкова Корректор И.Эрдейи Заказ 2154/ДСП Тираж 182 Подписное ВНИИПИ Государственного крмнтета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская^наб., д. 4/5 Прбизводственно-издательский комбинат "Патент", г. Ужгород, ул. Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of continuous rolling of strips
Автори англійськоюHavrylenko Yevhen Dmytrovych, Andriichuk Serhii Andriiovych, Filonov Yurii Vsevolodovych, Yuschevskyi Viktor Karlovych, Yeriemieiev Viktor Ivanovych, Kuznietsov Lev Fedorovych, Kholodylo Valerii Andriiovych, Shyshko Yurii Borysovych, Bukrieiev Ivan Ivanovych
Назва патенту російськоюСпособ непрерывной прокатки полос
Автори російськоюГавриленко Евгений Дмитриевич, Андрийчук Сергей Андреевич, Филонов Юрий Всеволодович, Ющевский Виктор Карлович, Еремеев Виктор Иванович, Кузнецов Лев Федорович, Холодило Валерий Андреевич, Шишко Юрий Борисович, Букреев Иван Иванович
МПК / Мітки
МПК: B21B 1/26
Мітки: спосіб, прокатки, штабів, безперервної
Код посилання
<a href="https://ua.patents.su/4-805-sposib-bezperervno-prokatki-shtabiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервної прокатки штабів</a>
Спосіб прокатки штабового металу
Номер патенту: 652
Опубліковано: 15.12.1993
Автори: Сапригін Хразален Михайлович, Филонов Юрій Всеволодович, Прохода Григорій Сергійович, Кузнєцов Лев Федорович, Крупник Ісаак Абрамович, Гончар Володимир Павлович, Єремєєв Віктор Іванович, Ющевський Віктор Карлович, Гавриленко Євген Дмитрович
МПК: B21B 1/38
Мітки: прокатки, металу, штабового, спосіб
Формула / Реферат:
1. Способ прокатки полосового металла, включающий неравномерную деформацию заготовки по ширине с образованием центральной и прикромочных зон прокаткой в профилированных валках с чередованием их в четных и нечетных проходах, отличающийся тем, что, с целью повышения качества проката путем увеличения механических свойств, прокатку в четных проходах центральной и прикромочных зон осуществляют с градиентом коэффициента обжатия,...
Спосіб вироблення листового прокату
Номер патенту: 429
Опубліковано: 30.04.1993
Автори: Локтіонов Петро Якович, Антипенко Валентин Григорович, Тарасов Віктор Іванович, Мочонов Валерій Георгійович, Паталаха Анатолій Кузьмич, Міллєр Віктор Вікторович, Крицький Володимир Леонідович
МПК: B21B 1/38
Мітки: прокату, спосіб, вироблення, листового
Формула / Реферат:
Способ производства листового проката, включающий нагрев сляба, прокатку на листовом стане, обрезку боковых кромок раската, обрезку передней и задней частей раската, отбор проб для механических испытаний и порезку на мерные длины, отличающийся тем, что обрезку передней части раската осуществляют в пределах 1,5-2 % массы раската, а отбор проб осуществляют от передней непрямоугольной части раската.
Попередній патент: Трубчастий рекуператор
Наступний патент: Стикове з’єднання багатошарових панелей
Випадковий патент: Процес інтраопераційної діагностики пошкодження внутрішньосерцевих структур при пораненні серця