Спосіб вироблення листового прокату
Номер патенту: 429
Опубліковано: 30.04.1993
Автори: Антипенко Валентин Григорович, Міллєр Віктор Вікторович, Крицький Володимир Леонідович, Локтіонов Петро Якович, Тарасов Віктор Іванович, Мочонов Валерій Георгійович, Паталаха Анатолій Кузьмич
Формула / Реферат
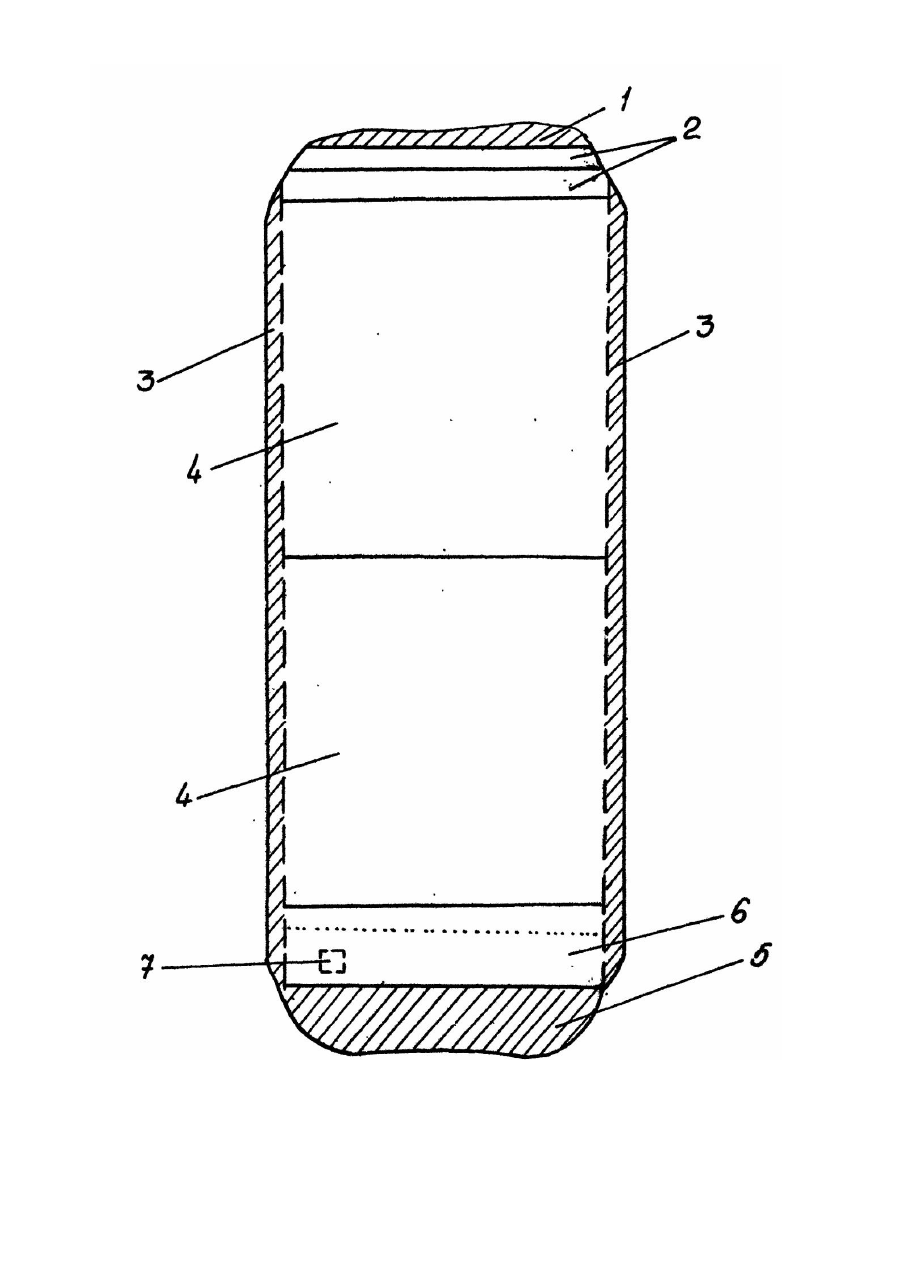
Способ производства листового проката, включающий нагрев сляба, прокатку на листовом стане, обрезку боковых кромок раската, обрезку передней и задней частей раската, отбор проб для механических испытаний и порезку на мерные длины, отличающийся тем, что обрезку передней части раската осуществляют в пределах 1,5-2 % массы раската, а отбор проб осуществляют от передней непрямоугольной части раската.
Текст
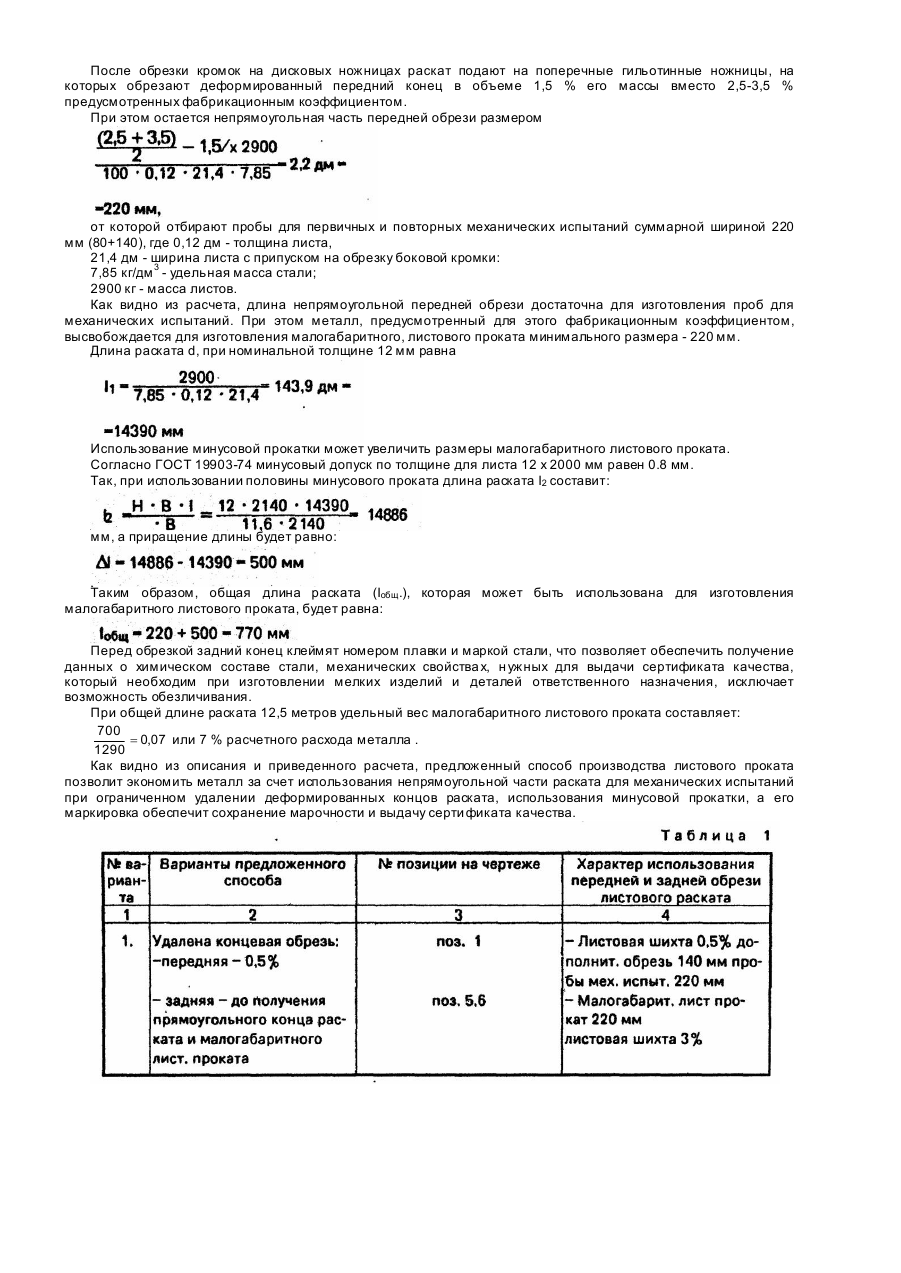
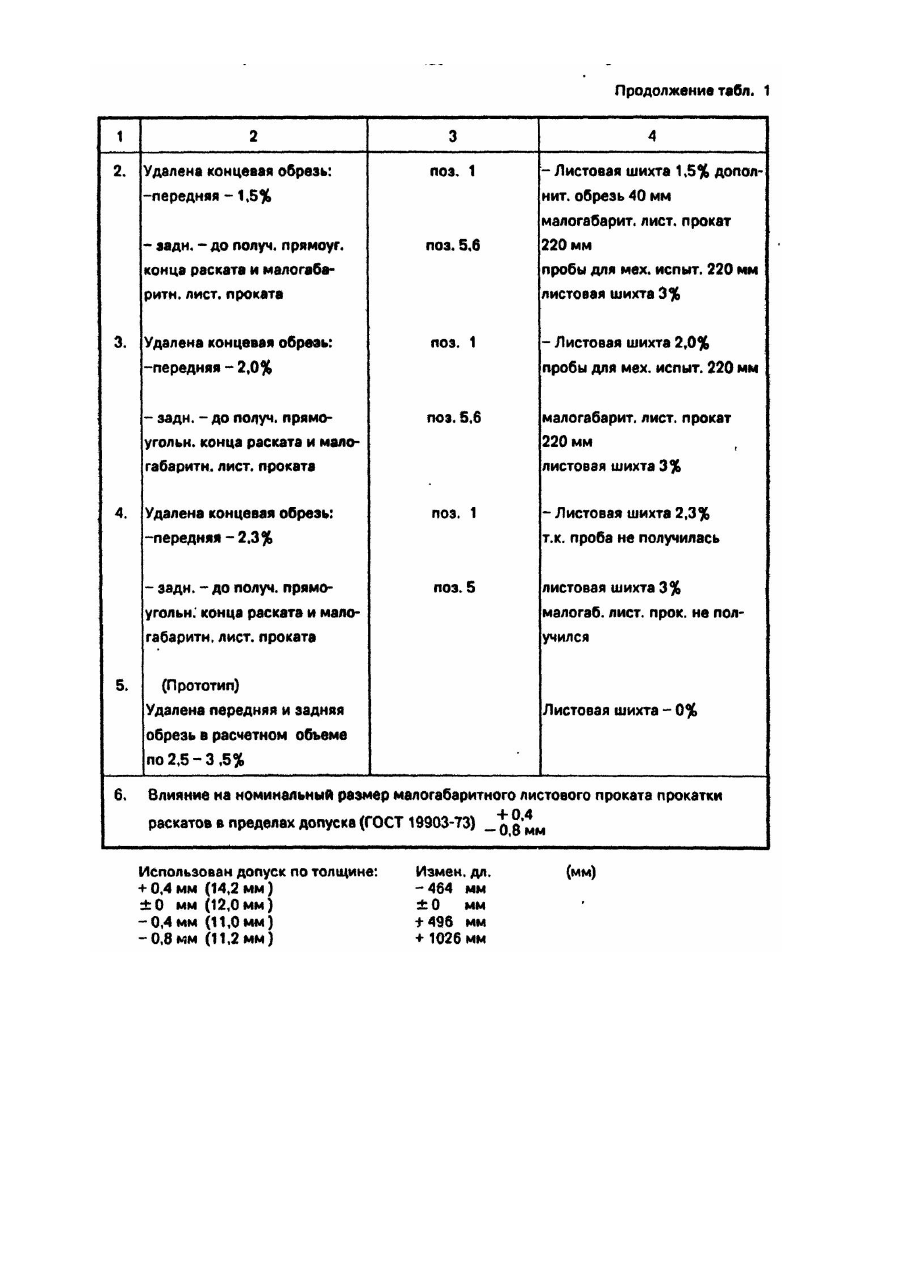
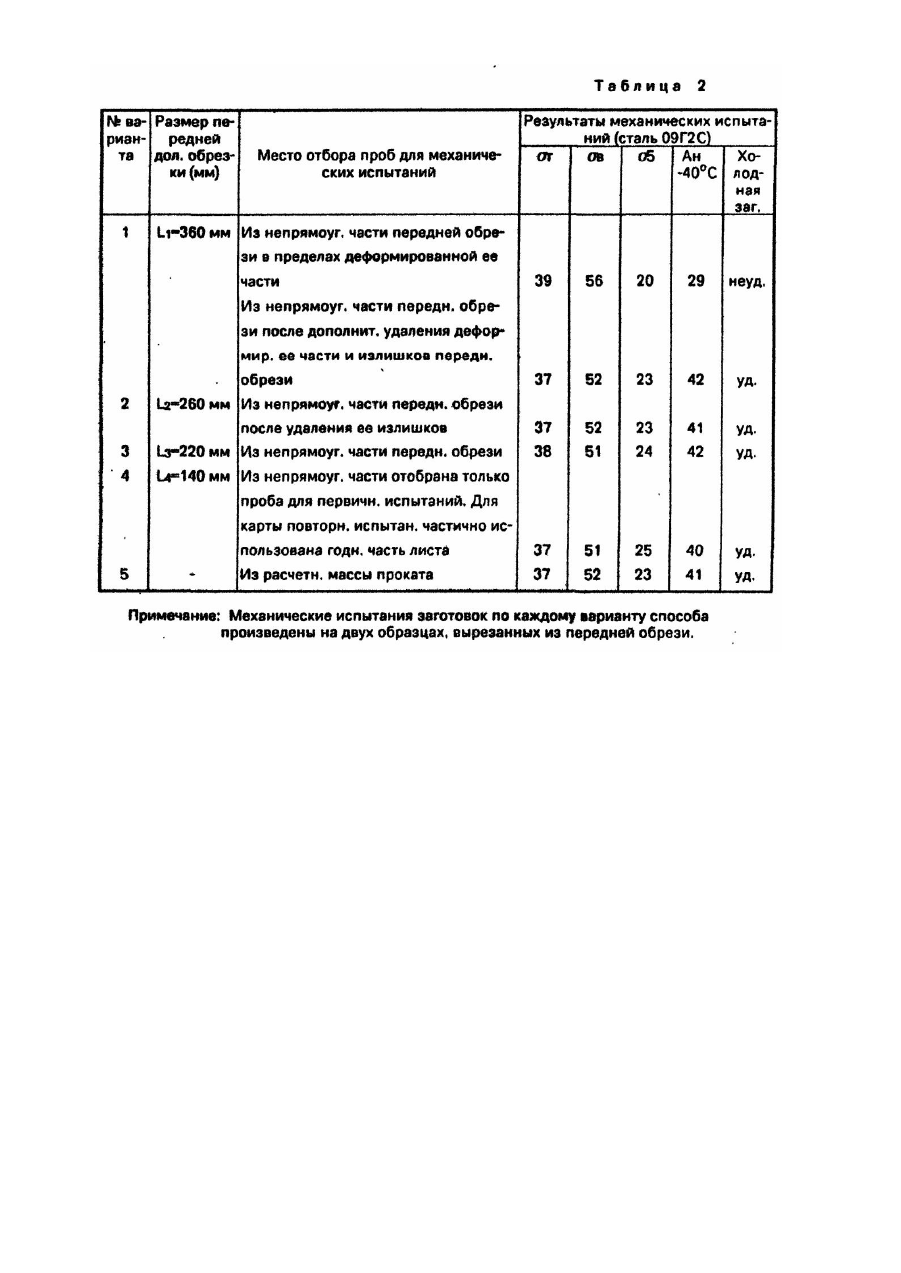
Изобретение относится к области металлургии, в частности, к производству малогабаритных, преимущественно толсты х листов из рядовых, конструкционных и легированных марок сталей. Известен способ производства листовой стали, включающий нагрев слябов, прокатку на листовом стане, обрезку получаемых раскатов по кромкам, отбор проб для механических испытаний. Порезку на мерные длины. обрезку головной и донной части раската в обрезь в объеме 5-10 % массы листового раската [1]. Недостатком известного способа является невозможность в дальнейшем использовать отрезанные концы как марочные заготовки, так как после обрезки по известному способу из-за недостаточных размеров и отсутствия маркировки они обезличиваются. Известен способ производства листового проката, включающий нагрев слитка, прокатку на обжимном стане, удаление дефектных концов заготовки, порезку на слябы, последующую прокатку на листовом стане, вырезку проб для механических испытаний и порезку на мерные длины, в котором экономия металла достигается использованием для механических испытаний и увеличения длины листов непрямоугольной части бездефектного металла, оставленного на донном слябе [2]. Недостатком известного способа является получение экономии металла только на донных слябах из мартеновского слитка и донных и головных - из слитка ЭШП, а также отсутствие маркировки на донных и торцевых отходах, что приводит к их обезличиванию. Наиболее близким по технической сущности и достигаемым результатам является способ производства малогабаритного листового проката, включающий нагрев слябов, прокатку на листовом стане, обрезку кромок и торцов раската в обрезь, отбор проб для механических испытаний, вырезку дефектов и порезку на мерные длины [3]. Недостатком известного способа является то, что малогабаритный листовой прокат размерами 500х1000 мм и более не может быть получен в потоке стана, а является результатом переработки на листоотделке отсортированных по дефектам листов а процессе основного производства. Этот способ снижает величину расходного коэффициента, но не влияет на планируемый удельный расход металла на одну тонну листового проката, определяемый расчетным путем исходя из годной части массы слитка. Задачей изобретения является разработка способа производства листового проката на листовом стане путем использования немерной части раската, полученной при его раскрое на мерные длины с ограниченной обрезкой передней части, и использованием оставшейся непрямоугольной части раската для отбора проб механических испытаний, что позволит увеличить вы ход годного. Поставленная цель решается тем, что в способе производства листового проката, включающем нагрев сляба, прокатку на листовом стане, обрезку боковых кромок раската. обрезку передней и задней частей раската, отбор проб для механических испытаний и порезку на мерные длины, согласно изобретению, обрезку передней части раската осуществляют в пределах 1,5-2,0 % массы раската, а отбор проб осуществляют от передней непрямоугольной части раската. При этом, если с переднего конца листового раската обрезь удалить больше 2,0 % его массы или в объеме, предусмотренном фабрикационным коэффициентом, и не использовать его непрямоугольную часть для отбора проб для механических испытаний, то после Отбора проб из расчетной массы раската его задней части может оказаться недостаточно для изготовления малогабаритного листового проката шириной 200 мм и более, так как минусовая прокатка не всегда может быть осуществлена. Если же с переднего конца раската удалить менее 1,5 % его массы, и останется его деформированная часть, то это отразится на достоверности механических испытаний, а чтобы этого не произошло, ее все равно нужно будет о трезать в обрезь, а только после этого отбирать пробы для механических испытаний. Результаты испытаний различных способов обрезки концов и влияние минусовой прокатки на получение малогабаритного листового проката приведены в табл. 1 и 2. Предлагаемый способ иллюстрируется чертежом, где: 1 - Деформированная часть передней обрези в объеме 1,5-2,0 % массы раската, 2 - Заготовки для первичных и повторных механических испытаний, 3 - Готовая обрезь, 4 - Листы основного заказа, 5 - Задняя обрезь, обеспечивающая получение прямоугольного малогабаритного проката, 6 - Малогабаритный листовой прокат, 7 - Место клеймовки номера плавки и марки стали. Способ производства малогабаритного листового проката осуществляется следующим образом. Прокатанный на листовом стане раскат транспортируют на участок резки, где обрезают по кромкам 3. Обрезку передней части раската 1 производят в объеме 1,5-2,0 % его массы, удаляя деформированный конец. Из оставшейся передней непрямоугольной его части отрезают заготовки 2 для механических испытаний, тем самым высвобождая металл, предусмотренный для этого фабрикационным коэффициентом, который вместе с возможным увеличением длины раската за счет минусовой прокатки, после придания заднему концу прямоугольной формы 5, проставления клейма в месте 7 и обрезки используют для изготовления малогабаритного листового проката 6 размером 200 мм и более. Наличие на нем номера плавки и марки стали обеспечивает возможность выдачи сертификата качества с указанием марки стали, химического состава, результатов механических испытаний, полученных при испытании основных листов. Наличие сертификата качества гарантирует возможность, использования малогабаритного листового проката для изготовления мелких изделий ответственного назначения (звеньев цепей конвейеров, связей металлоконструкций, фланцев, закладных деталей и мн. других). Пример конкретного применения. Задан в прокатку лист толщиной 12 мм, шириной 2000 мм и длиной два крата по 6000 м общей массой 2000 кг, при фабрикационном коэффициенте 1,2 и припуске на обрезку боковых кромок 140 мм. После обрезки кромок на дисковых ножницах раскат подают на поперечные гильотинные ножницы, на которых обрезают деформированный передний конец в объеме 1,5 % его массы вместо 2,5-3,5 % предусмотренных фабрикационным коэффициентом. При этом остается непрямоугольная часть передней обрези размером от которой отбирают пробы для первичных и повторных механических испытаний суммарной шириной 220 мм (80+140), где 0,12 дм - толщина листа, 21,4 дм - ширина листа с припуском на обрезку боковой кромки: 7,85 кг/дм 3 - удельная масса стали; 2900 кг - масса листов. Как видно из расчета, длина непрямоугольной передней обрези достаточна для изготовления проб для механических испытаний. При этом металл, предусмотренный для этого фабрикационным коэффициентом, высвобождается для изготовления малогабаритного, листового проката минимального размера - 220 мм. Длина раската d, при номинальной толщине 12 мм равна Использование минусовой прокатки может увеличить размеры малогабаритного листового проката. Согласно ГОСТ 19903-74 минусовый допуск по толщине для листа 12 х 2000 мм равен 0.8 мм. Так, при использовании половины минусового проката длина раската І2 составит: мм, а приращение длины будет равно: Таким образом, общая длина раската (Iобщ .), которая может быть использована для изготовления малогабаритного листового проката, будет равна: Перед обрезкой задний конец клеймят номером плавки и маркой стали, что позволяет обеспечить получение данных о химическом составе стали, механических свойства х, н ужных для выдачи сертификата качества, который необходим при изготовлении мелких изделий и деталей ответственного назначения, исключает возможность обезличивания. При общей длине раската 12,5 метров удельный вес малогабаритного листового проката составляет: 700 = 0,07 или 7 % расчетного расхода металла . 1290 Как видно из описания и приведенного расчета, предложенный способ производства листового проката позволит экономить металл за счет использования непрямоугольной части раската для механических испытаний при ограниченном удалении деформированных концов раската, использования минусовой прокатки, а его маркировка обеспечит сохранение марочности и выдачу серти фиката качества.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of production of rolled sheets
Автори англійськоюMillier Viktor Viktorovych, Antipenko Valentyn Hryhorovych, Tarasov Viktor Ivanovych, Patalakha Anatolii Kuzmych, Krytskyi Volodymyr Leonidovych, Mochonov Valerii Heorhiiovych, Loktionov Petro Yakovych
Назва патенту російськоюСпособ производства листового проката
Автори російськоюМиллер Виктор Викторович, Антипенко Валентин Григорьевич, Тарасов Виктор Иванович, Паталаха Анатолий Кузьмич, Крицкий Владимир Леонидович, Мочонов Валерий Георгиевич, Локтионов Петр Яковлевич
МПК / Мітки
МПК: B21B 1/38
Мітки: вироблення, прокату, спосіб, листового
Код посилання
<a href="https://ua.patents.su/5-429-sposib-viroblennya-listovogo-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб вироблення листового прокату</a>
Пристрій для охолодження прокату, який рухається
Номер патенту: 400
Опубліковано: 30.04.1993
Автори: Антонов Володимир Федорович, Мінаєв Олександр Анатолієвич, Кабаченко Сергій Борисович, Бердічевський Юрій Євгенович, Пісарєв Олександр Георгійович, Сичков Олександр Борисович, Віліпп Олександр Іванович, Судья Володимир Петрович, Львовський Ян Семенович, Онищенко Сергій Олександрович
МПК: C21D 1/02, B21B 45/02
Мітки: рухається, пристрій, охолодження, прокату
Формула / Реферат:
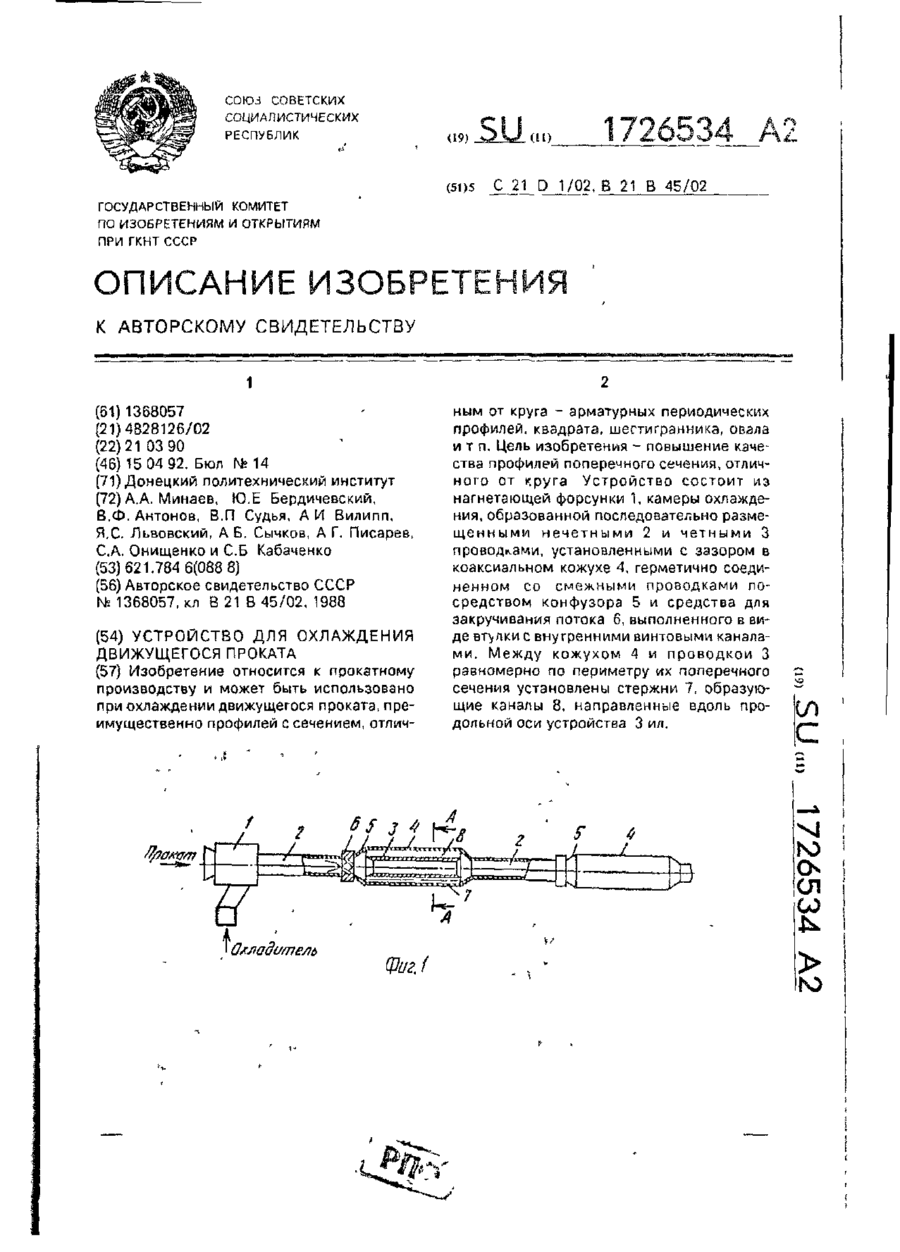
Формула изобретения Устройство для охлаждения движущегося проката по авт. св. № 1368057, отличающееся тем, что, с целью повышения качества профилей поперечного сечения отличного от круга путем повышения равномерности охлаждения их по периметру, оно снабжено продольными перегородками, установленными между направляющей проводкой и кожухом с образованием между ними каналов, параллельных продольной оси устройства.
Гіпсобетонна суміш і спосіб її виготовлення
Номер патенту: 512
Опубліковано: 30.04.1993
Автори: Малахеєва Ада Володимирівна, Куличенко Людмила Андріївна, Ларіонов Михайло Тихонович, Бурлика Анатолій Пилипович, Фрідман Роман Аркадійович
МПК: C04B 28/14, C04B 11/26
Мітки: гіпсобетонна, виготовлення, суміш, спосіб
Формула / Реферат:
1. Гипсобетонная смесь, включающая гипсовое вяжущее, гипсовый заполнитель в виде дигидрата сульфата кальция и воду, отличающаяся тем, что, с целью повышения прочности, трещиностойкости и снижения плотности изделий, она содержит в качестве гипсового заполнителя отход производства гипсовых изделий фракции 1-10 мм и дополнительно отход производства гипсокартонных листов и отход картона при следующем соотношении компонентов, мас.%: ...
Спосіб ідентифікації зон порушеного вугілля
Номер патенту: 306
Опубліковано: 30.04.1993
Автор: Аюрова Валентина Іванівна
МПК: E21C 39/00, E21F 5/00
Мітки: ідентифікації, вугілля, порушеного, спосіб, зон
Формула / Реферат:
Способ идентификации зон нарушенного угля, включающий отбор проб свежеотбитого газосодержащего угля, просеивание их через сито, уравнивание по весу подситовой и надситовой частей проб и одновременное за одинаковый отрезок времени измерение приростов давлений газа в сосудах одинакового объема с этими частями проб, по которым определяют показатель нарушенности угля в зоне отбора проб, отличающийся тем, что пробы отбирают по длине выработки, а...
Спосіб одержання гіпсового в’яжучого
Номер патенту: 509
Опубліковано: 30.04.1993
Автори: Костюк Богдана Василівна, Бурлика Анатолій Пилипович, Ларіонов Михайло Тихонович, Фрідман Роман Аркадійович
МПК: C04B 11/00
Мітки: в'яжучого, гіпсового, спосіб, одержання
Формула / Реферат:
Формула изобретенияСпособ получения гипсового вяжущего путем помола гипсового сырья, тепловой обработки при атмосферном давлении в котле с введением водного раствора поваренной соли после загрузки гипсового сырья, отличающийся тем, что, с целью увеличения прочности и снижения энергозатрат, перед помолом гипсовое сырье обрабатывают путем распыления 0,02-0,04% технических лигносульфонатов от массы сырья, помол осуществляют до удельной...
Попередній патент: Кришка нагрівального колодязя
Наступний патент: Спосіб обв’язування пакета предметів гнучкою стрічкою
Випадковий патент: Шихта для одержання порожнистих гранул