Спосіб підготовки виливниці перед розливанням у неї рідкого металу
Номер патенту: 80735
Опубліковано: 10.06.2013
Автори: Сальніков Анатолій Семенович, Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович, Тумко Олександр Миколайович

Формула / Реферат
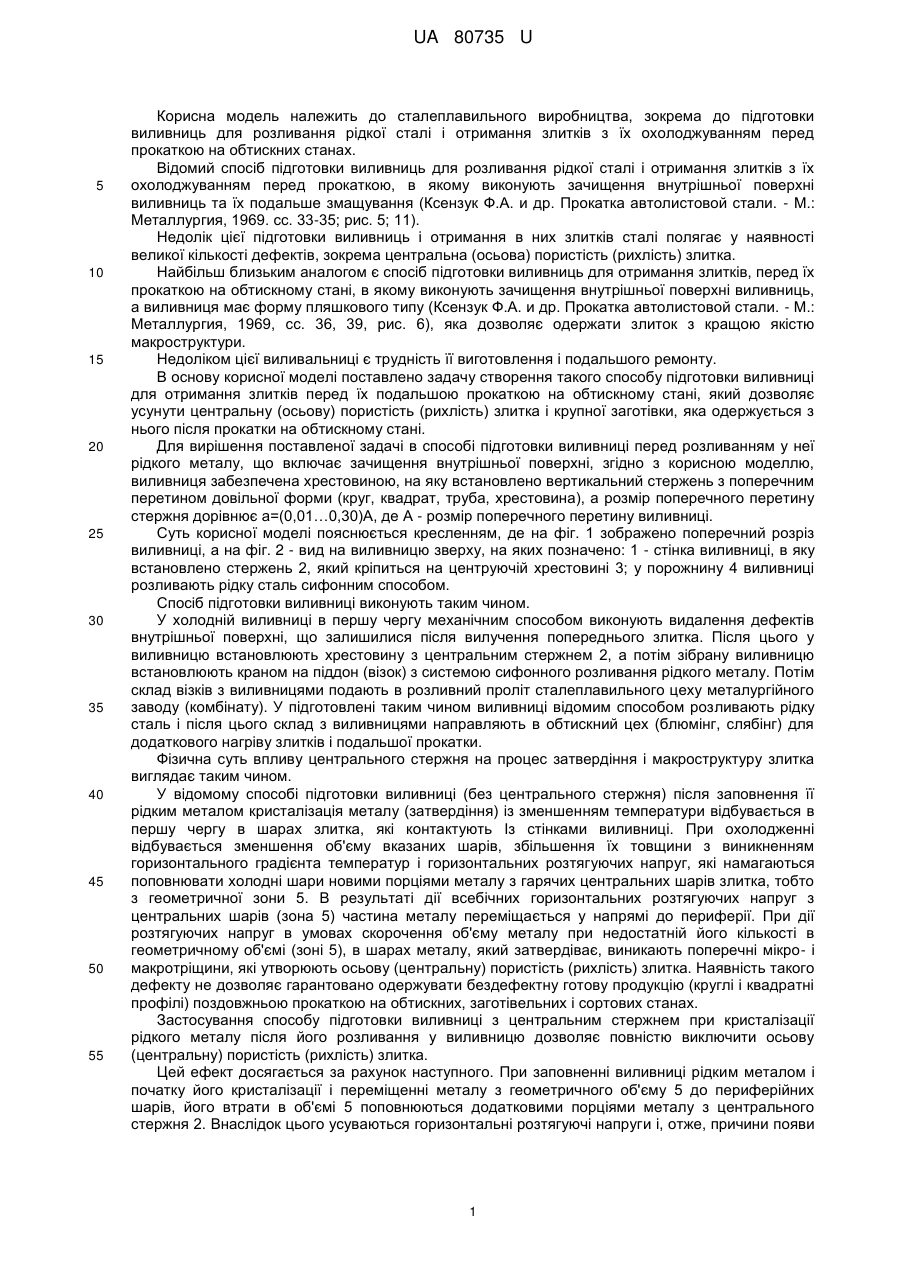
Спосіб підготовки виливниці перед розливанням у неї рідкого металу, що включає зачищення внутрішньої поверхні, який відрізняється тим, що у виливницю поміщають хрестовину, на яку встановлено вертикальний стержень з поперечним перетином довільної форми (круг, квадрат, труба, хрестовина), а розмір поперечного перетину стержня дорівнює а=(0,01…0,30)А, де А - розмір поперечного перетину виливниці.
Текст
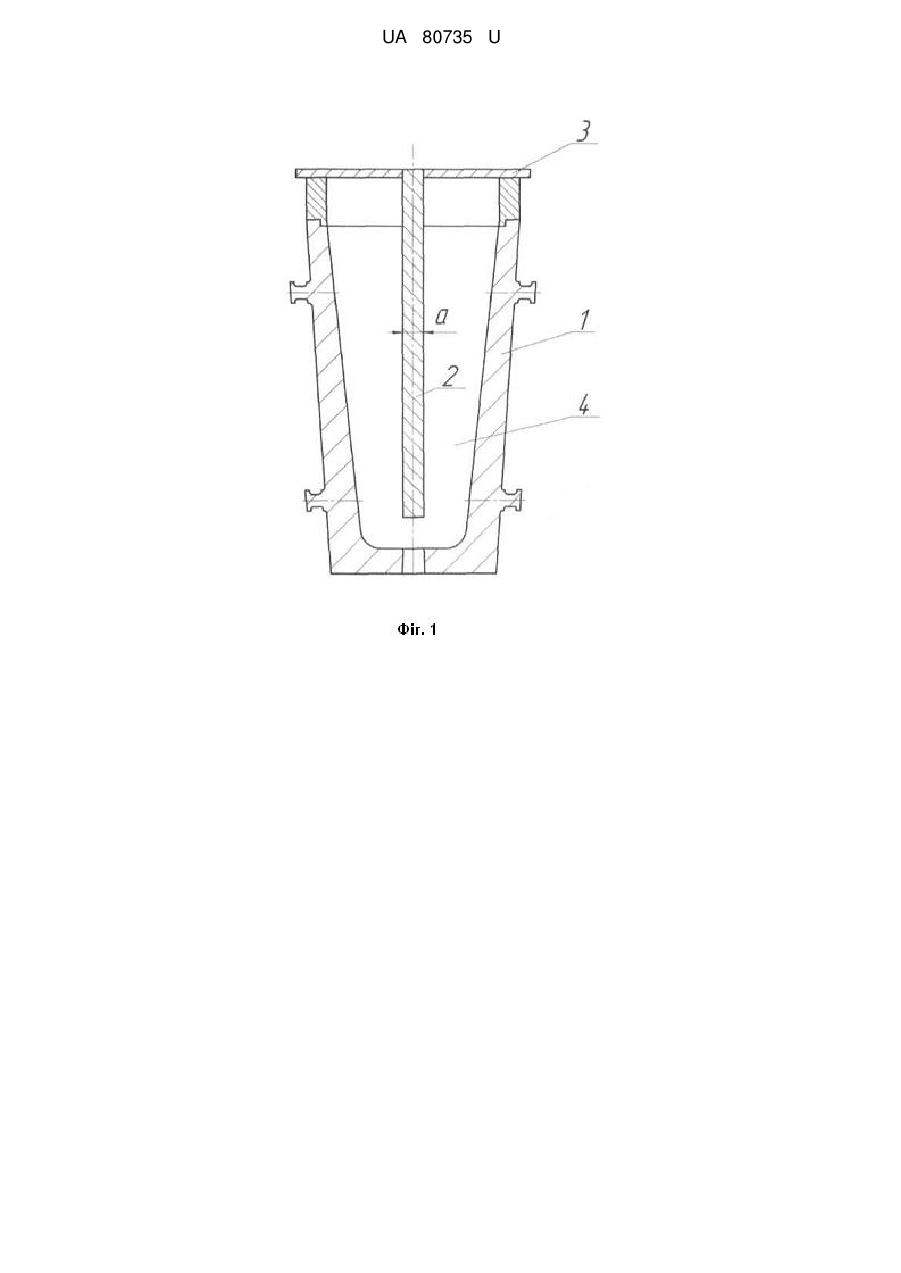
Реферат: Спосіб підготовки виливниці перед розливанням у неї рідкого металу включає зачищення внутрішньої поверхні та забезпечення виливниці хрестовиною, на яку встановлено вертикальний стержень з поперечним перетином довільної форми. UA 80735 U (12) UA 80735 U UA 80735 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до сталеплавильного виробництва, зокрема до підготовки виливниць для розливання рідкої сталі і отримання злитків з їх охолоджуванням перед прокаткою на обтискних станах. Відомий спосіб підготовки виливниць для розливання рідкої сталі і отримання злитків з їх охолоджуванням перед прокаткою, в якому виконують зачищення внутрішньої поверхні виливниць та їх подальше змащування (Ксензук Ф.А. и др. Прокатка автолистовой стали. - Μ.: Металлургия, 1969. сс. 33-35; рис. 5; 11). Недолік цієї підготовки виливниць і отримання в них злитків сталі полягає у наявності великої кількості дефектів, зокрема центральна (осьова) пористість (рихлість) злитка. Найбільш близьким аналогом є спосіб підготовки виливниць для отримання злитків, перед їх прокаткою на обтискному стані, в якому виконують зачищення внутрішньої поверхні виливниць, а виливниця має форму пляшкового типу (Ксензук Ф.А. и др. Прокатка автолистовой стали. - Μ.: Металлургия, 1969, сс. 36, 39, рис. 6), яка дозволяє одержати злиток з кращою якістю макроструктури. Недоліком цієї виливальниці є трудність її виготовлення і подальшого ремонту. В основу корисної моделі поставлено задачу створення такого способу підготовки виливниці для отримання злитків перед їх подальшою прокаткою на обтискному стані, який дозволяє усунути центральну (осьову) пористість (рихлість) злитка і крупної заготівки, яка одержується з нього після прокатки на обтискному стані. Для вирішення поставленої задачі в способі підготовки виливниці перед розливанням у неї рідкого металу, що включає зачищення внутрішньої поверхні, згідно з корисною моделлю, виливниця забезпечена хрестовиною, на яку встановлено вертикальний стержень з поперечним перетином довільної форми (круг, квадрат, труба, хрестовина), а розмір поперечного перетину стержня дорівнює а=(0,01…0,30)А, де А - розмір поперечного перетину виливниці. Суть корисної моделі пояснюється кресленням, де на фіг. 1 зображено поперечний розріз виливниці, а на фіг. 2 - вид на виливницю зверху, на яких позначено: 1 - стінка виливниці, в яку встановлено стержень 2, який кріпиться на центруючій хрестовині 3; у порожнину 4 виливниці розливають рідку сталь сифонним способом. Спосіб підготовки виливниці виконують таким чином. У холодній виливниці в першу чергу механічним способом виконують видалення дефектів внутрішньої поверхні, що залишилися після вилучення попереднього злитка. Після цього у виливницю встановлюють хрестовину з центральним стержнем 2, а потім зібрану виливницю встановлюють краном на піддон (візок) з системою сифонного розливання рідкого металу. Потім склад візків з виливницями подають в розливний проліт сталеплавильного цеху металургійного заводу (комбінату). У підготовлені таким чином виливниці відомим способом розливають рідку сталь і після цього склад з виливницями направляють в обтискний цех (блюмінг, слябінг) для додаткового нагріву злитків і подальшої прокатки. Фізична суть впливу центрального стержня на процес затвердіння і макроструктуру злитка виглядає таким чином. У відомому способі підготовки виливниці (без центрального стержня) після заповнення її рідким металом кристалізація металу (затвердіння) із зменшенням температури відбувається в першу чергу в шарах злитка, які контактують Із стінками виливниці. При охолодженні відбувається зменшення об'єму вказаних шарів, збільшення їх товщини з виникненням горизонтального градієнта температур і горизонтальних розтягуючих напруг, які намагаються поповнювати холодні шари новими порціями металу з гарячих центральних шарів злитка, тобто з геометричної зони 5. В результаті дії всебічних горизонтальних розтягуючих напруг з центральних шарів (зона 5) частина металу переміщається у напрямі до периферії. При дії розтягуючих напруг в умовах скорочення об'єму металу при недостатній його кількості в геометричному об'ємі (зоні 5), в шарах металу, який затвердіває, виникають поперечні мікро- і макротріщини, які утворюють осьову (центральну) пористість (рихлість) злитка. Наявність такого дефекту не дозволяє гарантовано одержувати бездефектну готову продукцію (круглі і квадратні профілі) поздовжньою прокаткою на обтискних, заготівельних і сортових станах. Застосування способу підготовки виливниці з центральним стержнем при кристалізації рідкого металу після його розливання у виливницю дозволяє повністю виключити осьову (центральну) пористість (рихлість) злитка. Цей ефект досягається за рахунок наступного. При заповненні виливниці рідким металом і початку його кристалізації і переміщенні металу з геометричного об'єму 5 до периферійних шарів, його втрати в об'ємі 5 поповнюються додатковими порціями металу з центрального стержня 2. Внаслідок цього усуваються горизонтальні розтягуючі напруги і, отже, причини появи 1 UA 80735 U 5 10 15 поперечних тріщин і утворення осьової (центральної) пористості (рихлості). При підготовці виливниці використовуються стержні з марки сталі самого злитка. Розмір поперечного перетину стержня визначається розмірами злитка і може дорівнювати а=(0,01…0,30)А, де А - розмір поперечного перетину виливниці. У ряді випадків (при необхідності) можлива установка декількох стержнів в порожнині 4 виливниці. Мінімальний параметр "а" стержня використовують у тому випадку, якщо необхідно забезпечити повне розплавлення центрального стержня при однаковому його складі із злитком. Максимальний параметр "а" застосовують у випадку якщо необхідно одержати зовнішній шар злитка з менш дорогого матеріалу, що йде після прокатки в стружку разом із зовнішніми дефектами поверхні. Проміжний параметр "а" центрального стержня використовують у разі застосування великих бракованих заготівок з відповідного матеріалу з метою зменшення загальних витрат при виробництві прокатної продукції. В цьому випадку рідкий метал взаємодіє з центральним стержнем, частково розплавляє його і за рахунок цього утворює цілісну структуру злитка. Таким чином, в порівнянні з найближчим аналогом (базовим способом підготовки виливниці для отримання злитків), спосіб, що заявляється забезпечує підвищення якості макроструктури злитка за рахунок усунення осьової пористості, зменшує витрати металу внаслідок усунення вказаного дефекту, підвищує вихід готової продукції. 20 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 Спосіб підготовки виливниці перед розливанням у неї рідкого металу, що включає зачищення внутрішньої поверхні, який відрізняється тим, що у виливницю поміщають хрестовину, на яку встановлено вертикальний стержень з поперечним перетином довільної форми (круг, квадрат, труба, хрестовина), а розмір поперечного перетину стержня дорівнює а=(0,01…0,30)А, де А розмір поперечного перетину виливниці. Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of preparation of mold before pouring molten metal
Автори англійськоюNikolaiev Viktor Oleksandrovych, Tumko Oleksandr Mykolaiovych, Salnikov Anatolii Semenovych, Vasyliev Oleksandr Hennadiiovych
Назва патенту російськоюСпособ подготовки изложницы перед разливкой в нее жидкого металла
Автори російськоюНиколаев Виктор Александрович, Тумко Александр Николаевич, Сальников Анатолий Семенович, Васильев Александр Геннадьевич
МПК / Мітки
МПК: B22D 7/04
Мітки: рідкого, спосіб, металу, підготовки, виливниці, розливанням, неї
Код посилання
<a href="https://ua.patents.su/4-80735-sposib-pidgotovki-vilivnici-pered-rozlivannyam-u-ne-ridkogo-metalu.html" target="_blank" rel="follow" title="База патентів України">Спосіб підготовки виливниці перед розливанням у неї рідкого металу</a>
Спосіб експлуатування розширеної догори виливниці
Номер патенту: 65972
Опубліковано: 15.04.2004
Автор: Шеремет Володимир Олександрович
МПК: B22D 7/06
Мітки: розширеної, виливниці, експлуатування, догори, спосіб
Формула / Реферат:
Спосіб експлуатування розширеної догори виливниці, за яким виливницю установлюють на піддон, заливають у виливницю рідкий метал, а після його затвердіння здійснюють стриперування, який відрізняється тим, що виливницю на піддон установлюють розширеною частиною донизу, а заливання металу здійснюють через отвір у донній частині виливниці.
Спосіб розливу сталі у глуходонні виливниці

Номер патенту: 68773
Опубліковано: 16.08.2004
Автори: Крамаренко Ігор Павлович, Харченко Андрій Олександрович, Куленко Анатолій Семенович, Сокуренко Анатолій Валентинович, Шеремет Володимир Олександрович, Кекух Анатолій Володимирович, ТРОЩІЙ Сергій Володимирович
МПК: B22D 7/12
Мітки: спосіб, розливу, глуходонні, сталі, виливниці
Формула / Реферат:
1. Спосіб розливу сталі у глуходонні виливниці, що включає розміщення у виливницях перед заливанням металу пробок, виконаних у формі усіченого конуса з фланцем з боку більшої основи, який відрізняється тим, що пробки у формі усіченого конуса відливають із кремнеземисто-вуглецевого сплаву, що містить 68-72 % кремнезему, 27-31 % вуглецю, решта - домішки.2. Спосіб за п. 1, який відрізняється тим, що фланець з боку більшої основи виконують...
Пристрій для захисту стінок виливниць при розливанні рідкого металу

Номер патенту: 57204
Опубліковано: 16.06.2003
Автори: Бочаров Володимир Вітальович, Бочаров Віталій Федорович, Бойко Володимир Семенович
МПК: B22D 7/12
Мітки: виливниць, пристрій, металу, стінок, розливанні, рідкого, захисту
Формула / Реферат:
Пристрій для захисту стінок виливниць при розливанні рідкого металу, який відрізняється тим, що складається з двох П-подібдних половин, виконаних із металевих кутиків, які мають горизонтально розташовані елементи конструкції, що обпираються на піддон, за допомогою яких ущільнюється кюмпельний простір піддона, що забезпечує фіксування пристрою від зміщення за рахунок притиснення цих елементів виливницею до піддона.
Склад для утеплення поверхні розплавленого металу у додатковій надставці виливниці
Номер патенту: 32153
Опубліковано: 12.05.2008
Автори: Ярошенко Олександр Павлович, Шабловський Валентин Олексійович, Ключкін Олександр Володимирович, Савоськін Михайло Віталійович, Хрипунов Сергій Васильович, Галушко Леонід Якович, Прокоф'єва Людмила Олексіївна
МПК: C01B 31/00, B22D 7/00, B22D 7/10
Мітки: утеплення, розплавленого, металу, виливниці, надставці, додатковий, поверхні, склад
Формула / Реферат:
Склад для утеплення розплавленого металу в додатковій надставці виливниці на основі спучуваного графіту, який відрізняється тим, що на одну вагову частину спучуваного графіту він додатково містить одну вагову частину висівок пшеничних та 0,25-0,65 вагової частини природного дрібнодисперсного графіту.
Пристрій для обробки поверхні рідкого металу при одержанні зливка
Номер патенту: 75573
Опубліковано: 10.12.2012
Автори: Цівковський Олександр Григорович, Олешко Віктор Михайлович, Волошин Олексій Іванович
МПК: B22D 27/00
Мітки: одержанні, поверхні, обробки, рідкого, металу, зливка, пристрій
Формула / Реферат:
Пристрій для обробки поверхні рідкого металу при одержанні зливка, що містить виливницю для рідкого металу й засіб для оптимізації температури прибуткової частини зливка, який відрізняється тим, що засіб для оптимізації температури прибуткової частини зливка виконаний у вигляді встановленого над виливницею дозатора періодичної дії з розміщеною у ньому екзотермічною сумішшю алюмінію і залізної окалини (терміт).
Попередній патент: Спосіб лікування пошкоджень кільцеподібних зв’язок пальців кисті
Наступний патент: Спосіб виробництва горілки на основі стевії
Випадковий патент: Здобне печиво "спокуса"