Склад для утеплення поверхні розплавленого металу у додатковій надставці виливниці
Номер патенту: 32153
Опубліковано: 12.05.2008
Автори: Шабловський Валентин Олексійович, Хрипунов Сергій Васильович, Ключкін Олександр Володимирович, Ярошенко Олександр Павлович, Прокоф'єва Людмила Олексіївна, Галушко Леонід Якович, Савоськін Михайло Віталійович
Формула / Реферат
Склад для утеплення розплавленого металу в додатковій надставці виливниці на основі спучуваного графіту, який відрізняється тим, що на одну вагову частину спучуваного графіту він додатково містить одну вагову частину висівок пшеничних та 0,25-0,65 вагової частини природного дрібнодисперсного графіту.
Текст
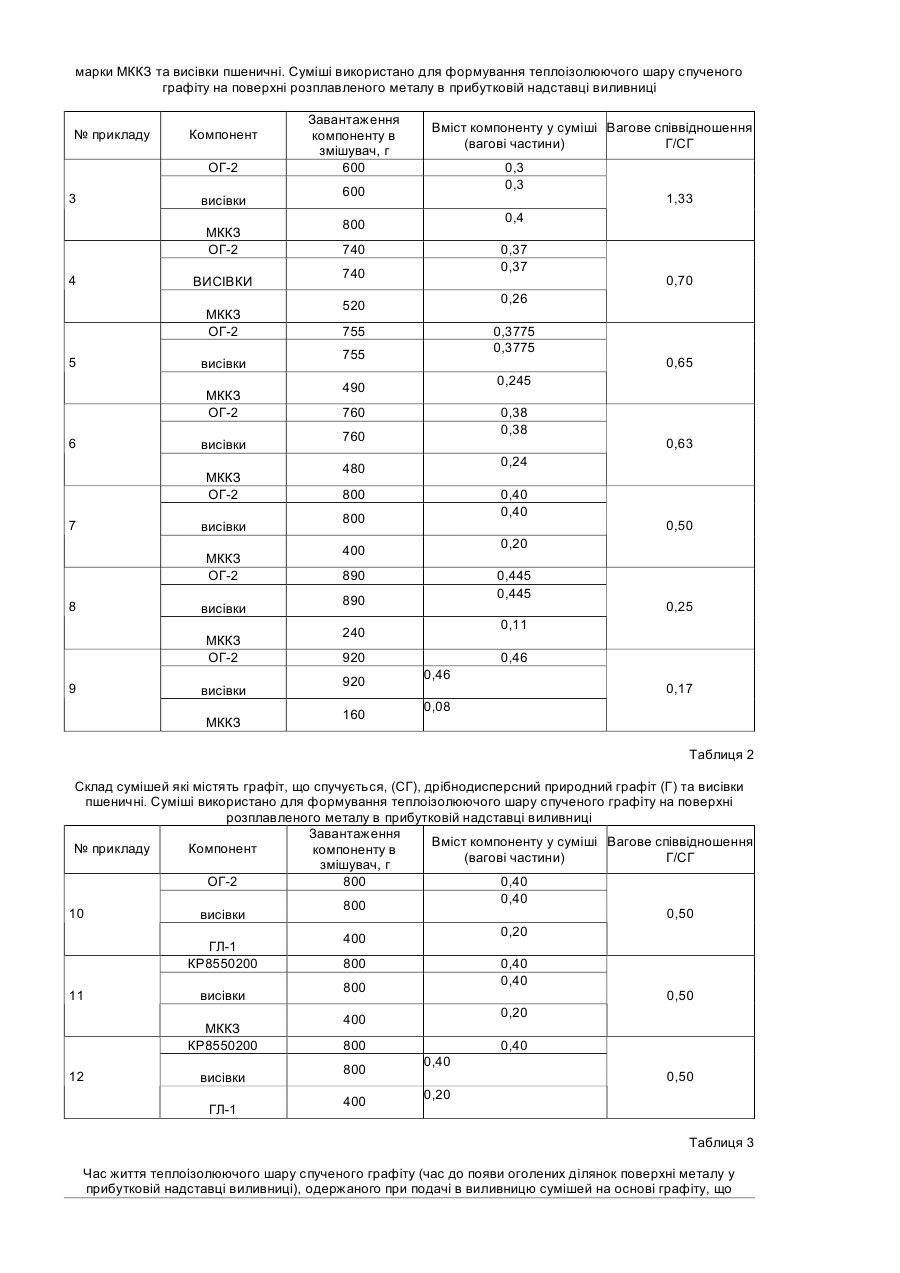
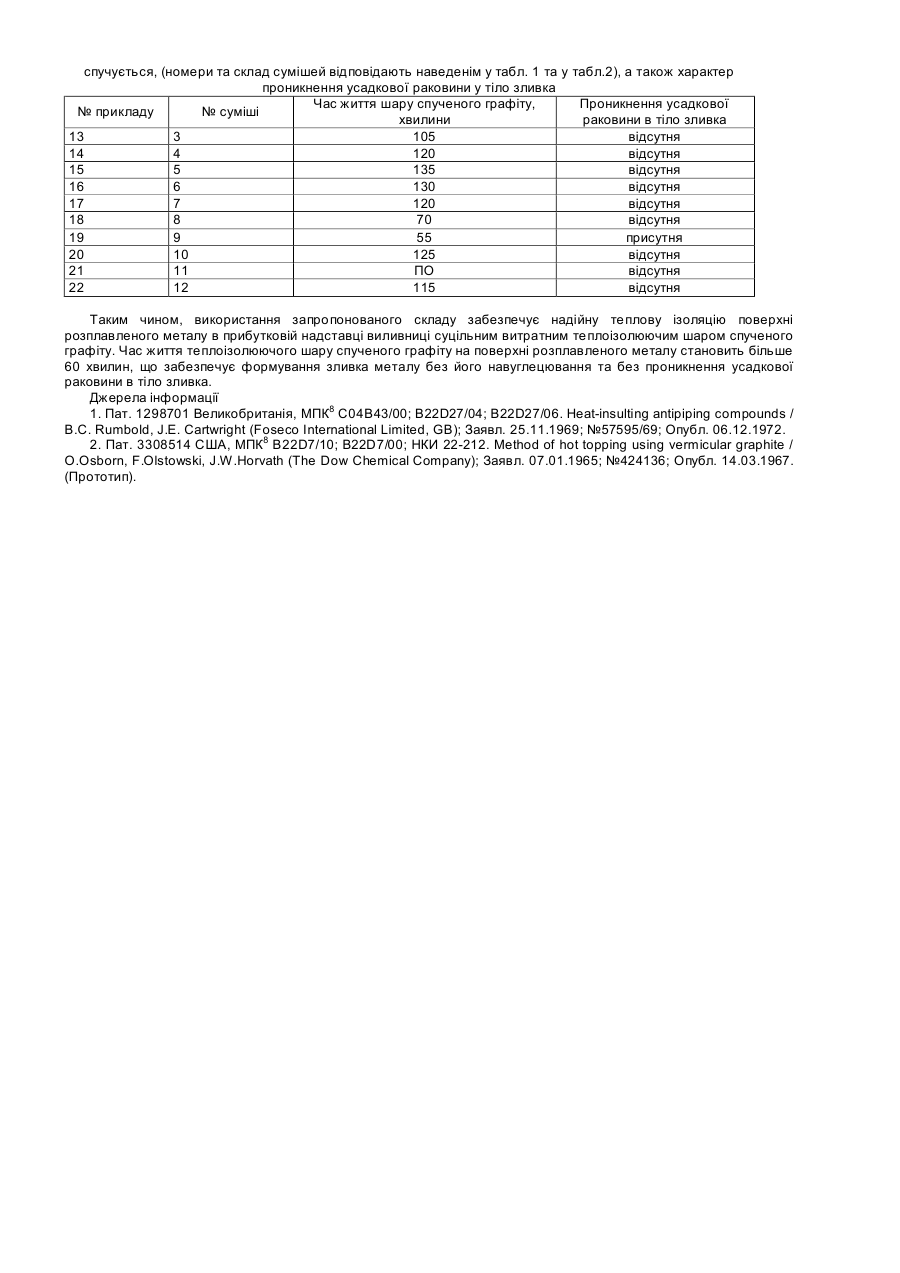
Корисна модель відноситься до металургії, конкретно - до способів утеплення розплавленого металу у прибуткових надставках, які використовуються при розливі металів у виливниці, з використанням витратного теплоізолюючого покриття з спученого графіту, яке створюється на поверхні розплавленого металу з складу на основі графіту, що спучується. Є відомим склад для утеплення поверхні розплавленого металу у прибутковій надставці виливниці [1], призначений для укриття поверхні розплавленого металу у прибутковій надставці дисперсним теплоізолюючим протиусадковим складом, який містить 10-40%мас. графіту, що спучується, до 10 %мас. гідроксиду кальцію, 515%мас. волокнистого матеріалу та дисперсний вогнетривкий теплоізолюючий матеріал, який вибирають з ряду, що містить вермикуліт, перліт, пемзу, шамот, пісок, кварцове борошно, глинозем, боксит, магнезит, глину та інші вогнетривкі силікати. Істотним недоліком відомого складу є його висока питома витрата, яка становить біля 150г на 1дм2 поверхні розплавленого металу, що укривається. Другим недоліком відомого складу є те, що після завершення процесу твердіння тіла зливка у прибутковій надставці залишається шар відпрацьованого теплоізолюючого покриття, який виймають з виливниці та спрямовують у відвали. Найбільш близьким до складу, що заявляється, по технічній сутності та результату, що досягається, є склад для утеплення поверхні розплавленого металу в прибутковій надставці виливниці [2], який містить тільки один компонент -графіт, що спучується. Використання цього складу передбачає укриття поверхні розплавленого металу у прибутковій надставці виливниці з внутрішнім діаметром 12,5см шаром графіту, що спучується, взятим у кількості від 15,5 до 155г на 1дм2 поверхні розплавленого металу, що укривається, з утворенням високоефективного теплоізолюючого витратного шару спученого графіту, який забезпечує підживлення розплавленим металом зливка, що твердіє, з одержанням зливка без проникнення усадкової раковини у його тіло. Основним недоліком відомого складу-прототипу [2] є дуже низький час життя шару спученого графіту, який утворюється на поверхні розплавленого металу. На протязі приблизно 10 хвилин майже половина спученого графіту, що утворився, розчиняється у розплавленому металі та переходить у склад тіла зливка, а друга половина спученого графіту, що утворився, за цей час згорає на повітрі або уноситься з прибуткової надставки конвекційними потоками повітря. В основу корисної моделі покладено задачу розробки складу на основі графіту, що спучується, здатного до утворення на поверхні розплавленого металу в прибутковій надставці виливниці суцільного витратного теплоізолюючого шару спученого графіту, здатного находитися на поверхні металу протягом не менш 60 хвилин та забезпечувати підживлення розплавленим металом зливка, що твердіє, з одержанням зливка без проникнення усадкової раковини у його тіло та без навуглецювання металу. Задача, яка поставлена в корисній моделі, що заявляється, вирішується за рахунок того, що запропоновано новий склад на основі графіту, що спучується, який містить на одну вагову частину графіту, що спучується, одну вагову частину висівок пшеничних та 0,25-0,65 вагової частини природного дрібнодисперсного графіту. Для утеплення поверхні розплавленого металу в прибутковій надставці виливниці на цю поверхню подають склад на основі графіту, що спучується, який є здатним до спучення при контакті з розплавленим металом. В результаті цього поверхня розплавленого металу укривається витратним теплоізолюючим шаром спученого графіту, який зберігає свою суцільність протягом не менш 60 хвилин на відміну від шару спученого графіту, який утворюється при використанні відомого складу-прототипу [2], для якого час життя на поверхні розплавленого металу не перевищує 10 хвилин. Використання складу, що заявляється, забезпечує надійну теплоізоляцію поверхні розплавленого металу в прибутковій надставці виливниці суцільним витратним шаром спученого графіту протягом всього часу твердіння зливка без проникнення усадкової раковини в тіло зливка та без навуглецювання металу. Теплоізолюючий шар спученого графіту повністю витрачається протягом не менш 60 хвилин за рахунок вигорання, при цьому уніс часток спученого графіту з теплоізолюючого шару конвекційними потоками повітря повністю відсутній. Експериментальнім шляхом встановлено, що при наявності у складі вихідної суміші висівок пшеничних у кількості однієї вагової частини на одну ваговучастину графіту, що спучується, відбувається збільшення висоти шару теплоізолюючого покриття з спученого графіту, що утворюється, в 1,6-1,7 рази у порівнянні з використанням тільки одного графіту, що спучується. Однак швидкість згорання шару спученого графіту при цьому не змінюється. Експериментально встановлено, що введення до складу суміші, яка містить рівні вагові кількості графіту, що спучується, та висівок пшеничних, дрібнодисперсного природного графіту у кількості 0,25-0,65 вагової частини на одну вагову частину графіту, що спучується, забезпечує час життя теплоізолюючого шару спученого графіту не менш 60 хвилин. Досягнутий у корисній моделі технічний ефект можна пояснити наступним чином. При змішуванні компонентів суміші створюється склад у якому частки графіту, що спучується, дрібнодисперсного природного графіту та висівок пшеничних рівномірно розподілені між собою. При цьому частки дрібнодисперсного графіту та мучки, які є присутніми у складі висівок пшеничних, виявляються вкрапленими у пори часток графіту, що спучується. При контакті такої суміші з поверхнею розплавленого металу під дією високої температури починається процес спучення часток графіту, що спучується. Водночас з цим відбувається спалахування часток висівок, горіння котрих забезпечує додаткове нагрівання часток графіту, що спучується, та дрібнодисперсного природного графіту. Такий додатковий нагрів часток дрібнодисперсного графіту та графіту, що спучується, забезпечує більш ефективне нагрівання часток графіту, що спучується, що кінець кінцем приводить до збільшення висоти шару спученого графіту, який утворюється. При цьому частки, які мають червоподібну форму, міцно переплетені між собою та вкриті шаром вуглецевого матеріалу - твердого продукту неповного згорання часток висівок. Частки дрібнодисперсного природного графіту, які входили до складу вихідної суміші, кінець кінцем опиняються рівномірним чином розподіленими між частками спученого графіту у теплоізолюючому шарі, що утворився, та забезпечують підвищення часу життя цього шару. Останній ефект забезпечується за рахунок витрачання частини кисню повітря у шарі теплоізолюючого покриття у процесі газифікації часток дрібнодисперсного природного графіту. Для виготовлення складу на основі графіту, що спучується, використовували графіт, який спучується, марки ОГ-2 за ТУ У 26.8-20372011-001-2002 виробництва МПП "Феросервіс" (м. Донецьк, Україна), графіт, що спучується, марки КР8550200 виробництва фірми Heilongjiang J & X Co. Ltd. (м. Харбін, Китай), природний лускатий графіт марок ГЛ-1 (ГОСТ 5279-74) і МККЗ (ТУ 21-25-108-73) виробництва Заваллівського графітового комбінату (Україна) та висівки пшеничні (ГОСТ 7169066). Суміші графіту, що спучується, висівок пшеничних та дрібнодисперсного природного графіту готували шляхом перемішування наважок компонентів у лопатевому змішувачі протягом 10 хвилин. Працездатність сумішей на основі графіту, що спучується, перевіряли у промислових умовах при розливі сталі марки "Сталь 60" (ГОСТ 1055-88) у зливки вагою 3,5т за технологією сифонного розливу. Сталь, яку розливали, мала температуру понад 1600°С і такий номінальний хімічний склад: Елемент С Si Mn Cr £ 0,25 Вміст, %мас. 0,57-0,65 0,17-0,37 0,50-0,80 Розплавлений метал подавали в виливницю знизу. Виливниця мала внутрішній діаметр 48 см та була обладнана прибутковою надставкою діаметром 39см. У прибуткову надставку була встановлена циліндрична теплоізолююча вставка (муфта) з товщиною стінки 3,5см. Налаштована прибуткова надставка мала внутрішній діаметр 32см. Після заповнення прибуткової надставки розплавленим металом до рівня 20см нижче її верхнього краю у центр на поверхню розплавленого металу присаджували 0,5кг суміші на основі графіту, що спучується. Одразу після присаджування суміші спостерігали займання висівок з невеликим виділенням диму та утворення спученого графіту. Через одну хвилину горіння висівок і виділення диму припинялось. Надалі виділення диму з теплоізолюючого шару не спостерігалося. Приблизно через 5 хвилин після введення суміші спучений графіт заповнив весь об'єм прибуткової надставки (висота шару спученого графіту становила 20см), однак і після цього висота шару спученого графіту ще продовжувала збільшуватися протягом приблизно 5 хвилин. Висота шару спученого графіту, який піднімався над верхнім краєм прибуткової надставки, становила 20-30 м у залежності від складу вихідної суміші на основі графіту, що спучується, яку присаджували на поверхню розплавленого металу у виливниці. Приблизно через 20 хвилин після введення суміші у прибуткову надставку починалось повільне зменшення висоти теплоізолюючого шару спученого графіту за рахунок його вигорання. У процесі створення і наступного повільного вигорання теплоізолюючого шару не було відмічено відокремлення від нього будь яких фрагментів під дією конвекційних потоків повітря або сили ваги. Про якість сталевих зливків судили за даними хімічного аналізу на вміст вуглецю у металі та за характером усадкової раковини. Використання запропонованого складу на основі графіту, що спучується, для утеплення поверхні розплавленого металу в прибутковій надставці виливниці далі ілюструється прикладами. Приклад 1 Після завершення виливання сталі у виливницю на поверхню розплавленого металу подали 200г графіту, що спучується, марки ОГ-2 (питомі витрати 0,025кг/дм2). Одразу після внесення графіт, що спучується, почав спучуватися з утворенням спученого графіту і виділенням невеликої кількості диму. Через 10 хвилин після присаджування графіт, що спучується, спучився повністю та утворив на поверхні розплавленого металу суцільний теплоізолюючий шар спученого графіту висотою 20см. Одразу після завершення створення теплоізолюючий шар спученого графіту почав швидко зменшуватися за рахунок вигорання і приблизно через 40 хвилин після введення вихідного матеріалу на поверхню розплавленого металу у виливниці було зафіксовано оголення поверхні розплавленого металу. До цього моменту зливок не встиг повністю сформуватися і усадкова раковина увійшла в його тіло, що було зафіксовано в результаті візуального огляду зливка після його виймання з виливниці. Вміст вуглецю в одержаному металі становив 0,58%. Приклад 2 Після завершення виливання сталі у виливницю на поверхню розплавленого металу подали 400г поперед виготовленої суміші, яка складається з 200г графіту, що спучується, марки ОГ-2 та 200г висівок пшеничних (питома витрата суміші - 0,050 кг/дм2, питома витрата ОГ-2 - 0,025кг/дм2). Одразу після внесення суміші висівки, які входять у її склад, зайнялися і розпочався процес формування теплоізолюючого шару спученого графіту. Через 10 хвилин після внесення суміші графіт, що спучується, спучився повністю і утворив на поверхні розплавленого металу суцільний теплоізолюючий шар спученого графіту висотою 32см. Одраз після завершення формування теплоізолюючий шар спученого графіту почав швидко зменшуватися за рахунок вигорання и приблизно через 55 хвилин після внесення вихідного матеріалу на поверхню розплавленої сталі у виливниці було зафіксовано оголення поверхні розплавленого металу. До цього моменту зливок не встиг повністю сформуватися і усадкова раковина проникла в його тіло, що було зафіксовано у результаті візуального огляду зливка після його виймання з виливниці. Вміст вуглецю в одержаному металі становив 0,57%. Приклад 3 У горизонтальний лопатевий змішувач завантажують 600г графіту, що спучується, марки ОГ-2, 600 г висівок пшеничних та 800г дрібнодисперсного лускатого природного графіту марки МККЗ, усереднюють компоненти перемішуванням протягом 10 хвилин. Одержують 2кг трьохкомпонентної суміші, склад якої наведено у табл.1. Приклади 4-9 Трьохкомпонентні суміші одержують як в прикладі 3, але варіюють кількість компонентів, які завантажують у змішувач. Склад одержаних сумішей наведено у табл. 1. Приклади 10-12 Трьохкомпонентні суміші одержують як в прикладі 7 (дивись табл.1), але варіюють марку графіту, що спучується, та марку дрібнодисперсного природного графіту. Склад одержаних сумішей наведено у табл.2. Приклади 13-22 Зливки сталі марки "Сталь-60" одержують як в прикладах 1 та 2, але при цьому для укриття поверхні розплавленого металу у прибутковій надставці виливниці теплоізолюючим шаром спученого графіту на поверхню розплавленого металу у прибутковій надставці виливниці подають по 0,5кг сумішей на основі графіту, що спучується, склад яких наведено у табл. 1 та табл.2. При цьому одержують зливки з вмістом вуглецю 0,57-0,59%. Дані по часу життя одержаних теплоізолюючих шарів спученого графіту та по характеру проникнення усадкової раковини у тіло одержаних зливків наведено у табл.3. Таблиця 1 Склад сумішей які містять графіт, що спучується, (СГ) марки ОГ-2, дрібнодисперсний природний графіт (Г) марки МККЗ та висівки пшеничні. Суміші використано для формування теплоізолюючого шару спученого графіту на поверхні розплавленого металу в прибутковій надставці виливниці № прикладу Компонент ОГ-2 3 висівки МККЗ ОГ-2 4 ВИСІВКИ МККЗ ОГ-2 5 висівки МККЗ ОГ-2 6 висівки МККЗ ОГ-2 7 висівки МККЗ ОГ-2 8 висівки МККЗ ОГ-2 9 висівки МККЗ Завантаження компоненту в змішувач, г 600 Вміст компоненту у суміші Вагове співвідношення (вагові частини) Г/СГ 0,3 0,3 600 800 740 0,37 0,37 740 755 0,3775 0,3775 755 0,65 0,245 490 760 0,38 0,38 760 0,63 0,24 480 800 0,40 0,40 800 0,50 0,20 400 890 0,445 0,445 890 0,25 0,11 240 920 160 0,70 0,26 520 920 1,33 0,4 0,46 0,46 0,17 0,08 Таблиця 2 Склад сумішей які містять графіт, що спучується, (СГ), дрібнодисперсний природний графіт (Г) та висівки пшеничні. Суміші використано для формування теплоізолюючого шару спученого графіту на поверхні розплавленого металу в прибутковій надставці виливниці Завантаження Вміст компоненту у суміші Вагове співвідношення № прикладу Компонент компоненту в (вагові частини) Г/СГ змішувач, г ОГ-2 800 0,40 0,40 800 10 0,50 висівки 0,20 400 ГЛ-1 КР8550200 800 0,40 0,40 800 11 0,50 висівки 0,20 400 МККЗ КР8550200 800 0,40 0,40 800 12 0,50 висівки 0,20 400 ГЛ-1 Таблиця 3 Час життя теплоізолюючого шару спученого графіту (час до появи оголених ділянок поверхні металу у прибутковій надставці виливниці), одержаного при подачі в виливницю сумішей на основі графіту, що спучується, (номери та склад сумішей відповідають наведенім у табл. 1 та у табл.2), а також характер проникнення усадкової раковини у тіло зливка Час життя шару спученого графіту, Проникнення усадкової № прикладу № суміші хвилини раковини в тіло зливка 13 3 105 відсутня 14 4 120 відсутня 15 5 135 відсутня 16 6 130 відсутня 17 7 120 відсутня 18 8 70 відсутня 19 9 55 присутня 20 10 125 відсутня 21 11 ПО відсутня 22 12 115 відсутня Таким чином, використання запропонованого складу забезпечує надійну теплову ізоляцію поверхні розплавленого металу в прибутковій надставці виливниці суцільним витратним теплоізолюючим шаром спученого графіту. Час життя теплоізолюючого шару спученого графіту на поверхні розплавленого металу становить більше 60 хвилин, що забезпечує формування зливка металу без його навуглецювання та без проникнення усадкової раковини в тіло зливка. Джерела інформації 1. Пат. 1298701 Великобританія, МПК8 С04В43/00; В22D27/04; В22D27/06. Heat-insulting antipiping compounds / B.C. Rumbold, J.E. Cartwright (Foseco International Limited, GB); Заявл. 25.11.1969; №57595/69; Опубл. 06.12.1972. 2. Пат. 3308514 США, МПК8 В22D7/10; В22D7/00; НКИ 22-212. Method of hot topping using vermicular graphite / O.Osborn, F.Olstowski, J.W.Horvath (The Dow Chemical Company); Заявл. 07.01.1965; №424136; Опубл. 14.03.1967. (Прототип).
ДивитисяДодаткова інформація
Назва патенту англійськоюComposition for warming of molten metal surface in additional extension of casting mold
Автори англійськоюYaroshenko Oleksandr Pavlovych, Savoskin Mykhailo Vitaliiovych, Shablovskyi Valentyn Oleksiiovych, Prokofieva Liudmyla Oleksiivna, Kliuchkin Oleksandr Volodymyrovych, Khrypunov Serhii Vasyliovych, Halushko Leonid Yakovych
Назва патенту російськоюСостав для утепления поверхности расплавленного металла в дополнительной надставке изложницы
Автори російськоюЯрошенко Александр Павлович, Савоськин Михаил Виталиевич, Шабловский Валентин Алексеевич, Прокофьева Людмила Алексеевна, Ключкин Александр Владимирович, Хрипунов Сергей Васильевич, Галушко Леонид Яковлевич
МПК / Мітки
МПК: B22D 7/10, C01B 31/00, B22D 7/00
Мітки: склад, надставці, додатковий, виливниці, утеплення, поверхні, металу, розплавленого
Код посилання
<a href="https://ua.patents.su/4-32153-sklad-dlya-uteplennya-poverkhni-rozplavlenogo-metalu-u-dodatkovijj-nadstavci-vilivnici.html" target="_blank" rel="follow" title="База патентів України">Склад для утеплення поверхні розплавленого металу у додатковій надставці виливниці</a>
Склад покриття для захисту поверхні від налипання бризок розплавленого металу

Номер патенту: 8107
Опубліковано: 15.07.2005
Автори: Чигарьов Валерій Васильович, Малигіна Світлана Валеріївна
МПК: B23K 35/36
Мітки: розплавленого, налипання, покриття, склад, поверхні, бризок, металу, захисту
Формула / Реферат:
1. Склад покриття для захисту поверхні від налипання бризок розплавленого металу, що містить крейду і воду, який відрізняється тим, що містить лігнін і марганцевий шлам, при наступному співвідношенні компонентів, мас. %: крейда 8-10 лігнін 12-15 марганцевий шлам 17-21 вода решта. 2. Склад за п. 1,...
Склад покриття для захисту поверхні від налипання бризок розплавленого металу
Номер патенту: 64435
Опубліковано: 15.02.2006
Автори: Кучеренко Володимир Олександрович, Погребной Олег Вікторович
МПК: B23K 35/36
Мітки: налипання, розплавленого, склад, захисту, покриття, металу, бризок, поверхні
Формула / Реферат:
Спосіб визначення ступеня проникності цервікального каналу свині полягає у введенні під тиском фізіологічного розчину в матку. Розчин вводять під тиском в межах 50-180 мм. рт. ст. до подолання опору цервікса. Величина тиску, під яким рідина долає опір цервікса і починає перетікати по цервікальному каналу в порожнину матки, відповідає ступеню проникності цервікса.
Спосіб і установка для мінімізації місцевого зносу завантажувального конуса під час обробки розплавленого металу у ковші
Номер патенту: 61095
Опубліковано: 17.11.2003
Автори: Файтлер Алберт, Рот Жан-Люк, Штомп Хуберт
МПК: C22B 9/10, F27D 23/00, C21C 7/00
Мітки: установка, ковші, зносу, металу, спосіб, обробки, завантажувального, мінімізації, місцевого, конуса, розплавленого
Формула / Реферат:
1. Спосіб мінімізації місцевого зносу завантажувального конуса під час обробки розплавленого металу у ковші, який відрізняється тим, що завантажувальний конус обертається навколо осі, що розташована по суті перпендикулярно поверхні розплавленого металу.2. Спосіб за п. 1, який відрізняється тим, що швидкість обертання завантажувального конуса складає від 0,5 до 2 обертів за хвилину.3. Установка для здійснення способу за будь-яким...
Вставка для виливниці
Номер патенту: 20859
Опубліковано: 15.02.2007
Автори: Мазорчук Володимир Федорович, Хричиков Валерій Євгенович, Селівьорстов Вадим Юрійович
МПК: B22D 7/10
Формула / Реферат:
Вставка для виливниці, що містить корпус і кришку у верхній його частині, яка відрізняється тим, що в торці верхньої частини корпуса виконані циліндрові отвори діаметром 0,5-0,3 товщини стінки вставки з відстанню між ними 0,7-1 товщини її стінки і на глибину до 0,45-0,65 загальної її висоти, а в нижній частині вставки по колу виконано не менше трьох отворів висотою 0,10-0,15 висоти вставки та довжиною 0,5-1,0 її товщини, при цьому нижня...
Спосіб розливу сталі в глуходонні виливниці

Номер патенту: 6239
Опубліковано: 15.04.2005
Автори: Рощенко Федір Петрович, ТРОЩІЙ Сергій Володимирович, Сокуренко Анатолій Валентинович, Куленко Анатолій Семенович, Шеремет Володимир Олександрович, Харченко Андрій Олександрович, Кекух Анатолій Володимирович
МПК: B22D 7/12
Мітки: розливу, глуходонні, сталі, виливниці, спосіб
Формула / Реферат:
1. Спосіб розливу сталі в глуходонні виливниці, який включає розміщення у виливницях перед заливанням металу пробок із кремнеземисто-вуглецевого сплаву, виконаних у формі зрізаного конуса з фланцем з боку більшої основи, який відрізняється тим, що захисний шар з боку більшої основи виконують із металевої стружки й корундовмісних матеріалів на зв'язуючому з рідкого скла й прискорювача твердіння.2. Спосіб за п.1, який відрізняється тим,...
Попередній патент: Спосіб лікування стриктур стравоходу
Наступний патент: Спосіб керування процесом варки утфелю в вакуум-апараті
Випадковий патент: Пристрій для запису та відтворення цифрових даних