Спосіб контролю складання підшипників кочення
Номер патенту: 80957
Опубліковано: 10.06.2013

Формула / Реферат
Спосіб контролю складання підшипників кочення полягає в закріпленні одного з кілець підшипника, вантаження його основним робочим навантаженням через друге кільце, при цьому робиться обертання одного з його кілець з виміром максимального опору його обертання і потім подальшого обертання цього ж кільця у зворотному напрямі з виміром на початковому етапі мінімального опору обертанню і при цьому різниця опорів обертанню кільця в прямому і зворотному напрямах відповідає кінематичній невідповідності комплекту тіла кочення по їх діаметральній різниці робочих поверхонь.
Текст
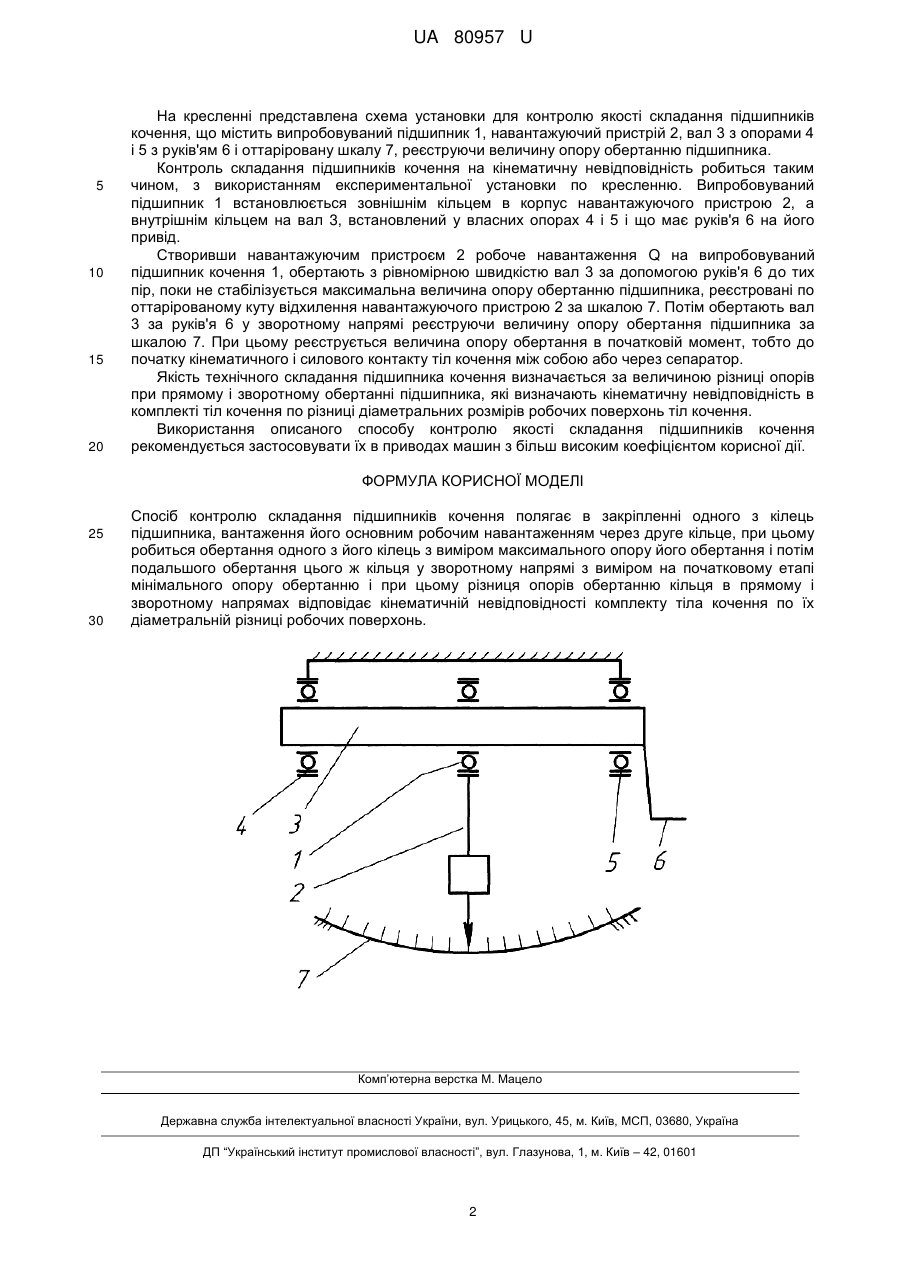
Реферат: Спосіб контролю складання підшипників кочення полягає в закріпленні одного з кілець підшипника, вантаження його основним робочим навантаженням через друге кільце. При цьому робиться обертання одного з його кілець з виміром максимального опору його обертання і потім подальшого обертання цього ж кільця у зворотному напрямі з виміром на початковому етапі мінімального опору обертанню і при цьому різниця опорів обертанню кільця в прямому і зворотному напрямах відповідає кінематичній невідповідності комплекту тіла кочення по їх діаметральній різниці робочих поверхонь. UA 80957 U (54) СПОСІБ КОНТРОЛЮ СКЛАДАННЯ ПІДШИПНИКІВ КОЧЕННЯ UA 80957 U UA 80957 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до області загального машинобудування і може бути використана як засіб контролю якості технічного стану складання підшипників кочення, широко вживаних в опорах приводів машин різних виробництв. Окремі деталі підшипників кочення - внутрішні, зовнішні кільця і тіла кочення після їх виготовлення розділяються на окремі групи в межах відхилень розмірів. Так, наприклад, внутрішні і зовнішні кільця по діаметральних відхиленнях бігових доріжок тіл кочення, а тіла кочення по їх діаметральних робочих поверхнях кочення. При складанні підшипників кочення завжди має місце відмінність в діаметральних розмірах робочих поверхонь комплекту тіл кочення, яке назвемо кінематичною невідповідністю, оскільки при одній і тій же тангенціальній швидкості бігової доріжки одного з кілець підшипника, що обертаються, швидкості переміщень окремих тіл кочення виявляються різними. Це приводить їх до безпосереднього тертя один об одного або до тертя об сепаратор підшипника. Нами експериментально встановлено для кулькового підшипника №204 коефіцієнт корисної дії, приведений до внутрішнього діаметра внутрішнього кільця за відсутності тертя між тілами кочення і сепаратором, при радіальному навантаженні 2000 Н склав 0,9952 і за наявності тертя між кульками і сепаратором 0,9877. Експеримент проводився на установці при одночасному вантаженні 4х підшипників. Отримані значення коефіцієнта корисної дії в цьому випадку слід розглядати як усереднені. Загалом середнє значення зниження коефіцієнта корисної дії обертанню підшипника за наявності тертя між кульками і сепаратором склало 0,75 %, що складає значну величину додаткових втрат в опорах приводів машин, за наявності в приводах машин значної кількості підшипникових опор. Ці додаткові опори обертанню підшипникових кілець можуть мати значно більшу величину. У відповідності з вимогами нормативно-технічної документації (Перель Л.Я. Підшипники кочення. Розрахунок, проектування і обслуговування опор. -М: Машинобудування. 1983. - с/58196) передбачається зібраний підшипник кочення контролювати за багатьма геометричними параметрами - ексцентриситетом, торцевим биттям і так далі, без урахування силових чинників обертанню. При проведенні патентного пошуку аналога і прототипу не було виявлено. Задачею корисної моделі є перевірка підібраного комплекту деталей тіл кочення на їх кінематичну відповідність, виявлення кінематичної невідповідності тіл кочення за величиною додаткових опорів обертанню одного з кілець зібраного підшипника. Поставлена задача вирішується тим, що при перевірці технічного стану остаточно зібраного підшипника шляхом закріплення одного з кілець підшипника, вантаження його основним робочим навантаженням через друге кільце і подальшого провертання одного з його кілець з виміром опору обертанню до його стабілізованої максимальної величини і потім обертаючи це ж кільце у зворотному напрямі зі зміною опору обертанню до моменту його зростання. Різниця цих опорів обертанню кільця в прямому і зворотному напрямах і відповідатиме кінематичній невідповідності різниці діаметральних розмірів в комплекті тіл кочення встановлених в підшипнику, що дозволяє виявити і відбракувати підшипник кочення з коефіцієнтом дії нижче встановленої норми. Приведені ознаки потрібні і достатні для здійснення корисної моделі і досягнення технічного результату. Причинно-наслідковий зв'язок нових ознак і технічного результату, що досягається, полягає в наступному. При обертанні одного з кілець під навантаженням тіла кочення, що мають різні діаметральні розміри робочих поверхонь, переміщаючись по бігових поверхнях кілець з різними швидкостями, кінематично наздоганяючи один одного, створюють тиск один на одного по поверхнях з різними напрямами окружних швидкостей або через сепаратор. Це призводить до виникнення додаткових сил тертя обертанню кілець підшипника. Після досягнення максимального опору обертанню кільця підшипника, починають обертати те ж кільце, що і раніше у зворотному напрямі з виміром величини опору до моменту його зростання. При обертанні у зворотному напрямі опір обертанню кільця відразу ж зменшується, оскільки тіла кочення починають віддалятися один від одного. Величина різниці опору обертанню кілець в прямому і зворотному напрямах відповідає кінематичній невідповідності тіл кочення, тобто різниці в комплекті діаметральних робочих поверхонь тіл кочення. Ця різниця опорів обертанню досягає найбільшої величини в наполегливих і радіальнонаполегливих підшипниках за відсутності осьового проміжку, тобто коли тіла кочення постійно знаходяться в осьовому контакті з біговими доріжками підшипникових кілець. 1 UA 80957 U 5 10 15 20 На кресленні представлена схема установки для контролю якості складання підшипників кочення, що містить випробовуваний підшипник 1, навантажуючий пристрій 2, вал 3 з опорами 4 і 5 з руків'ям 6 і оттаріровану шкалу 7, реєструючи величину опору обертанню підшипника. Контроль складання підшипників кочення на кінематичну невідповідність робиться таким чином, з використанням експериментальної установки по кресленню. Випробовуваний підшипник 1 встановлюється зовнішнім кільцем в корпус навантажуючого пристрою 2, а внутрішнім кільцем на вал 3, встановлений у власних опорах 4 і 5 і що має руків'я 6 на його привід. Створивши навантажуючим пристроєм 2 робоче навантаження Q на випробовуваний підшипник кочення 1, обертають з рівномірною швидкістю вал 3 за допомогою руків'я 6 до тих пір, поки не стабілізується максимальна величина опору обертанню підшипника, реєстровані по оттарірованому куту відхилення навантажуючого пристрою 2 за шкалою 7. Потім обертають вал 3 за руків'я 6 у зворотному напрямі реєструючи величину опору обертання підшипника за шкалою 7. При цьому реєструється величина опору обертання в початковій момент, тобто до початку кінематичного і силового контакту тіл кочення між собою або через сепаратор. Якість технічного складання підшипника кочення визначається за величиною різниці опорів при прямому і зворотному обертанні підшипника, які визначають кінематичну невідповідність в комплекті тіл кочення по різниці діаметральних розмірів робочих поверхонь тіл кочення. Використання описаного способу контролю якості складання підшипників кочення рекомендується застосовувати їх в приводах машин з більш високим коефіцієнтом корисної дії. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 Спосіб контролю складання підшипників кочення полягає в закріпленні одного з кілець підшипника, вантаження його основним робочим навантаженням через друге кільце, при цьому робиться обертання одного з його кілець з виміром максимального опору його обертання і потім подальшого обертання цього ж кільця у зворотному напрямі з виміром на початковому етапі мінімального опору обертанню і при цьому різниця опорів обертанню кільця в прямому і зворотному напрямах відповідає кінематичній невідповідності комплекту тіла кочення по їх діаметральній різниці робочих поверхонь. Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for control of assemblage of ball bearings
Автори англійськоюKhabrat Mykola Ivanovych, Umerov Ervin Dzhevlatovych
Назва патенту російськоюСпособ контроля сборки подшипников качения
Автори російськоюХабрат Николай Иванович, Умеров Эрвин Джеватович
МПК / Мітки
МПК: F16C 43/00
Мітки: контролю, кочення, підшипників, складання, спосіб
Код посилання
<a href="https://ua.patents.su/4-80957-sposib-kontrolyu-skladannya-pidshipnikiv-kochennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю складання підшипників кочення</a>
Спосіб прискорення ресурсних випробувань підшипників кочення
Номер патенту: 57059
Опубліковано: 10.02.2011
Автор: Гайдамака Анатолій Володимирович
МПК: G01M 7/02
Мітки: спосіб, прискорення, кочення, підшипників, ресурсних, випробувань
Формула / Реферат:
Спосіб прискорення ресурсних випробувань підшипників кочення, який полягає в тому, що збільшують один з параметрів навантаження контактуючих поверхонь, який відрізняється тим, що встановлюють критерії подібності, розраховують кут неспіввісності кілець, фіксують на стенді неспіввісність кілець, задають частоту обертання підшипника та навантажують його, слідкують за появою перших ознак втомного викришування поверхонь тертя кілець та тіл...
Спосіб очистки великогабаритних підшипників кочення
Номер патенту: 8028
Опубліковано: 15.07.2005
Автори: Буковська Ера Володимирівна, Міхно В'ячеслав Федорович, Шмельков Дмитро Миколайович
МПК: B21B 31/00, B08B 3/08
Мітки: спосіб, очистки, великогабаритних, кочення, підшипників
Формула / Реферат:
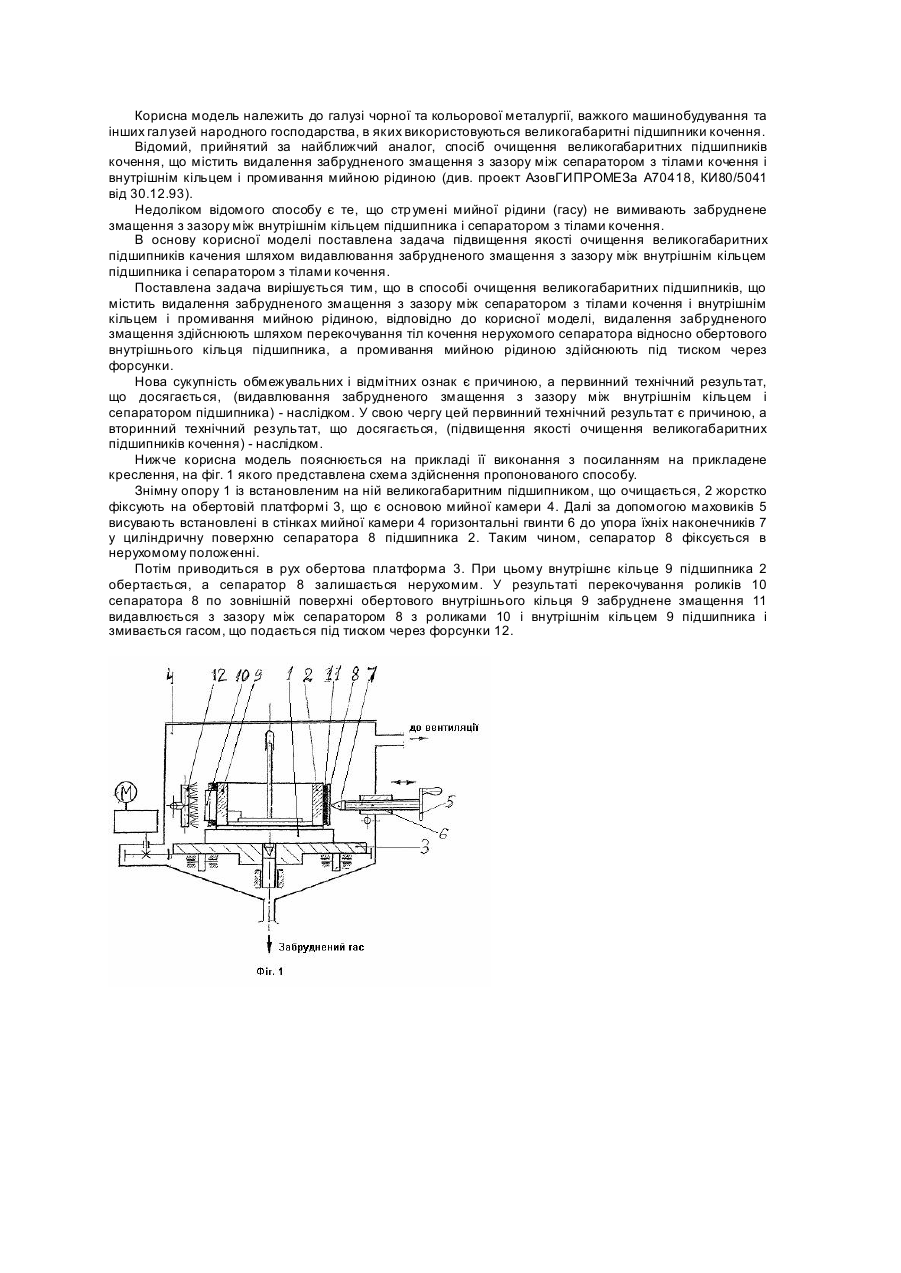
Спосіб очищення великогабаритних підшипників кочення, що включає видалення забрудненого змащення з зазору між сепаратором з тілами кочення і внутрішнім кільцем і промивання мийною рідиною, який відрізняється тим, що видалення забрудненого змащення здійснюють шляхом перекочування тіл кочення нерухомого сепаратора відносно обертового внутрішнього кільця підшипника, а промивання мийною рідиною здійснюють під тиском через форсунки.
Спосіб відновлення підшипників кочення
Номер патенту: 46250
Опубліковано: 10.12.2009
Автори: Диня Володимир Іванович, Рис Василь Іванович, Чухрай Володимир Євгенович, Дзюра Володимир Олексійович, Гевко Іван Богданович
МПК: B23P 9/00
Мітки: спосіб, відновлення, підшипників, кочення
Формула / Реферат:
Спосіб відновлення підшипників кочення, що включає обтиск деталей пластичним деформуванням в спеціальному пристрої з подальшим зовнішнім шліфуванням по торцях, який відрізняється тим, що обтиск деталей здійснюють з підігрівом при температурі 450-650 °С протягом 5-7 с, піддають подальшому гартуванню, відпускають, шліфують і полірують транспортні доріжки та заміняють тіла кочення на більші за розмірами.
Спосіб випробування трибоспряження тіло кочення – перемичка сепараторів підшипників на знос
Номер патенту: 43152
Опубліковано: 10.08.2009
Автор: Гайдамака Анатолій Володимирович
МПК: G01N 3/56
Мітки: підшипників, сепараторів, кочення, перемичка, випробування, трибоспряження, спосіб, знос, тіло
Формула / Реферат:
Спосіб випробування трибоспряження тіло кочення - перемичка сепараторів підшипників на знос, який полягає в тому, що вимірюють знос контактуючих поверхонь, який відрізняється тим, що підшипник розбирають, залишаючи одне тіло кочення, яке обертається, вирізають із сепаратора одну перемичку і до спряження тіло кочення - перемичка через силовий технологічний підшипник прикладають радіальне навантаження, вертикальні переміщення тіла кочення та...
Спосіб виготовлення кілець підшипників кочення
Номер патенту: 44112
Опубліковано: 15.01.2002
Автори: Мітічкін Євген Пилипович, Томчук Валерій Іванович, Іскович-Лотоцький Ростислав Дмитрович, Повстенюк Валерій Іванович
МПК: B21H 1/00
Мітки: кілець, спосіб, підшипників, виготовлення, кочення
Формула / Реферат:
Спосіб виготовлення кілець підшипників кочення, при якому здійснюють відрізування, обробку різанням та холодне розкочування кільцевої заготовки, що відділяється від труби з дефектним шаром і різностінністю, який відрізняється тим, що обробку різанням здійснюють еквідистантно внутрішній поверхні труби або кільцевої заготовки з припуском на товщину дефектного шару.
Попередній патент: Оптоелектронний датчик кута повороту вала
Наступний патент: Гідравлічний привод блочно-порційного відокремлювача консервованих кормів
Випадковий патент: Пристрій для ін'єктування рідин