Багатоструминна криволінійна машина безперервного виливання для лиття сортових заготовок
Номер патенту: 20553
Опубліковано: 15.07.1997
Автори: Пікус Марк Ісерович, Підберезний Микола Петрович, Бродський Сергій Сергійович, Учитель Лев Михайлович, Єрмоленко Ганна Володимирівна, Несвіт Володимир Васильович
Формула / Реферат
Многоручьевая криволинейная машина непрерывного литья для отливки сортовых заготовок, содержащая промежуточный ковш с установленными внутри него стаканами-дозаторами, радиальные кристаллизаторы, зону вторичного охлаждения заготовок с опорными роликами, тянущие устройства, устройства резки отходов и мерных длин заготовок, отличающаяся тем, что кристаллизаторы установлены с различным поперечным сечением, причем каждый кристаллизатор меньшего сечения совмещен своим большим радиусом кривизны с большим радиусом кривизны кристаллизаторов большего сечения, а по окружности каждого стакана-дозатора промковша выполнен выступ, равный 0,06-0,34 высоты рабочего уровня металла в промковше.
Текст
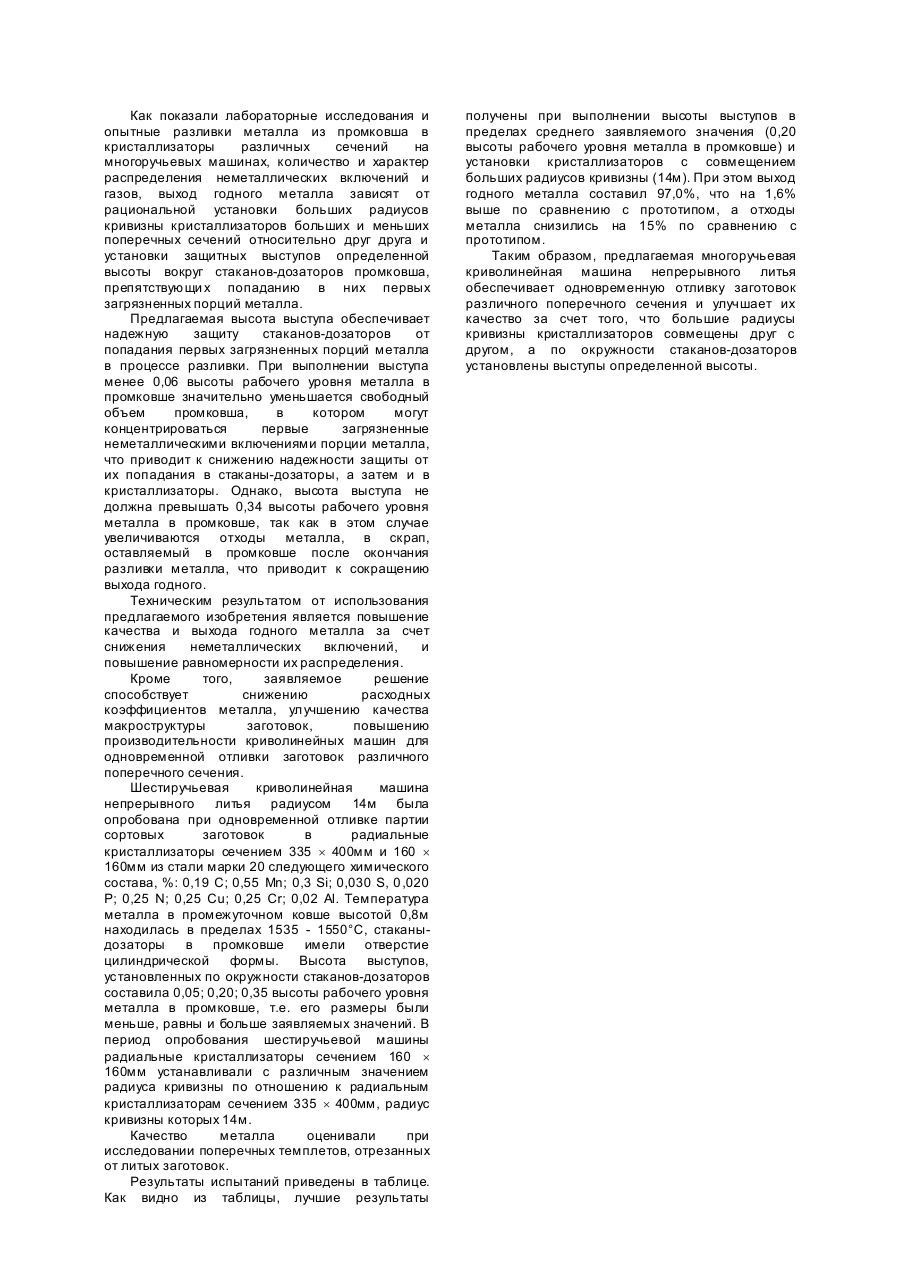
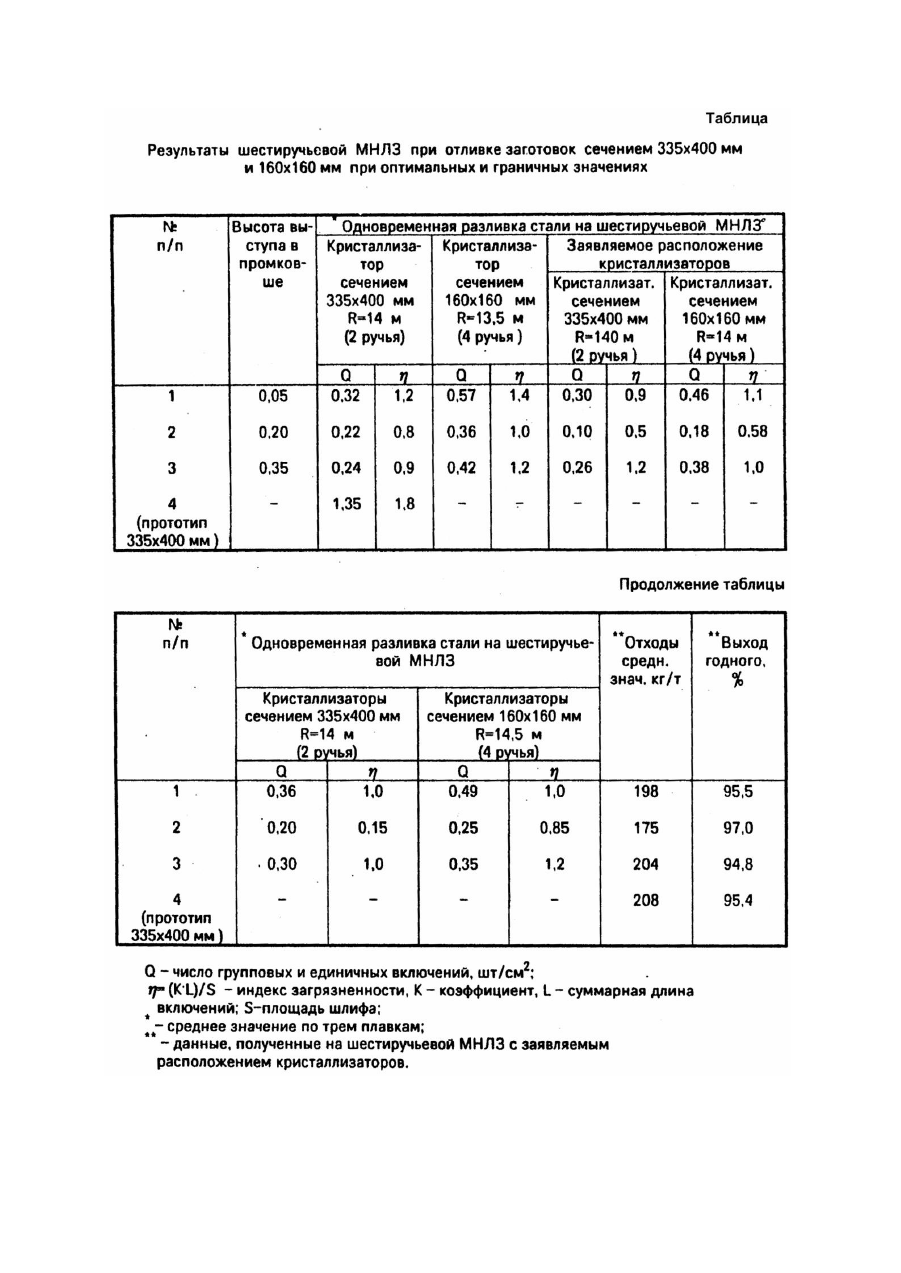
Изобретение относится к области черной металлургии, конкретнее к непрерывной разливке стали на криволинейных машинах непрерывного литья заготовок. Известны многоручьевые криволинейные машины непрерывного литья с вертикальным кристаллизатором для отливки на всех р учьях заготовок одного поперечного сечения (Кан Ю.Е. и Лейтес А.В. Производство непрерывнолитых сортовых заготовок различного назначения // Сталь. - 1993. - №1. - С.24 - 29). Достоинством данных машин являются облегченные условия всплывания неметаллических включений и газов в кристаллизаторе. Однако, высота кристаллизатора вызывает повышенное ферростатическое давление внутри заготовки, значительные нагрузки на ее оболочку и на опорные ролики, в результате чего могут происходить прорывы жидкого металла. Это обусловливает низкое качество заготовок и уменьшение выхода годного металла. Наиболее близкими по технической сущности и достигаемому эффекту к заявляемому изобретению являются многоручьевые криволинейные машины непрерывного литья с радиальными кристаллизаторами для отливки на всех р учьях заготовок одного поперечного сечения (Сладкоштеев В.Т., Потанин Р.В., Суладзе О.Н. и др. Непрерывная разливка стали на радиальных установках. - М.: Металлургия, 1974). Недостатком известных многоручьевых машин является невысокое качество внутреннего строения непрерывнолитых заготовок из-за наличия относительно большого количества неметаллических включений и неравномерного характера их распределения по сечению слитков. Это объясняется тем, что в процессе непрерывной разливки стали на криволинейных машинах с радиальными кристаллизаторами происходит асимметричное всплывание неметаллических включений и газов, что приводит к одностороннему скоплению их по малому радиусу, возникновению различного вида дефектов при деформации, неравномерному распределению физико-механических свойств, что, в свою очередь, приводит к низкому качеству заготовок и уменьшению выхода годного металла. В основу изобретения поставлена задача усовершенствования многоручьевой криволинейной машины непрерывного литья для одновременной отливки сортовых заготовок различного поперечного сечения, в которой путем совмещения больших радиусов кривизны кристаллизаторов большего и меньшего поперечных сечений и выполнения по окружности каждого стакана-дозатора выступа, обеспечивается более равномерное всплывание неметаллических включений и газов по сечению промковша и кристаллизаторов и за счет этого повышается качество и выход годного металла. Поставленная задача решается тем, что в многоручьевой криволинейной машине непрерывного литья для отливки сортовых заготовок, содержащей промежуточный ковш с установленными внутри него стаканамидозаторами, радиальные кристаллизаторы, зону вторичного охлаждения заготовок с опорными роликами, тянущие устройства резки отходов и мерных длин заготовок, согласно изобретению кристаллизаторы установлены с различным поперечным сечением, причем каждый кристаллизатор меньшего сечения совмещен своим большим радиусом кривизны с большим радиусом кривизны кристаллизаторов большого сечения, а по окружности каждого стаканадозатора промковша выполнен выступ, равный 0,06 - 0,34 высоты рабочего уровня металла в промковше. Высота рабочего уровня максимальная высота металла, находящегося в промковше. На фиг.1 изображен общий вид промежуточного ковша, вид сверху; на фиг.2 разрез А - А (схема многоручьевой машины непрерывного литья заготовок); на фиг.3 - вид промковша со стороны Б. Многоручьевая криволинейная машина содержит промежуточный ковш 1 с установленными внутри него стаканамидозаторами 2, по окружности каждого из которых выполнен выступ 3, равный 0,06 - 0,34 высоты рабочего уровня металла в промковше, радиальные кристаллизаторы больших 4 и малых 5 сечений, большие радиусы кривизны которых совмещены и расположены на одном уровне вдоль ручьев машины, зону вторичного охлаждения 6 с опорными роликами 7, тянущие устройства 8, устройство резки отходов и мерных длин 9 заготовок 10. Предлагаемая машина работает следующим образом. В период наполнения металлом промковша первые загрязненные неметаллическими включениями порции жидкого металла заполняют свободный объем промковша до уровня высоты установленных там выступов 3. Поскольку в связи с этим изменяется направление движения потоков жидкого металла и усиливается его перемешивание в промковше, наиболее крупные включения всплывают или оседают в районе нижней части выступов. Э то обеспечивает некоторое снижение содержания неметаллических включений и газов и повышение равномерности их распределения по сечению промковша. Выступы препятствуют непосредственному попаданию неметаллических и шлаковых включений в стаканы-дозаторы промковша. Достигнув высоты установленного уровня выступа в промковше, горячий металл поступает одновременно через стаканы-дозаторы 2 в радиальные кристаллизаторы 4, 5 с различным поперечным сечением. При этом, в кристаллизаторах меньших поперечных сечений создаются условия для всплывания неметаллических включений по малому радиусу аналогичные кристаллизаторам больших сечений, что обеспечивает снижение количества неметаллических включений и повышение равномерности их распределения по сечению заготовок, отлитых в кристаллизаторы различных поперечных сечений. Сформированные в кристаллизаторах 4, 5 заготовки непрерывно вытягиваются тянущими устройствами 8 в зону вторичного охлаждения 6 с опорными роликами 1, где их подвергают водовоздушному охлаждению. После охлаждения устройствами 9 заготовки 10 режут на мерные длины и отправляют потребителю, а отрезанные отходы используют в качестве шихты для плавки металла. Как показали лабораторные исследования и опытные разливки металла из промковша в кристаллизаторы различных сечений на многоручьевых машинах, количество и характер распределения неметаллических включений и газов, выход годного металла зависят от рациональной установки больших радиусов кривизны кристаллизаторов больших и меньших поперечных сечений относительно друг друга и установки защитных выступов определенной высоты вокруг стаканов-дозаторов промковша, препятствующи х попаданию в них первых загрязненных порций металла. Предлагаемая высота выступа обеспечивает надежную защиту стаканов-дозаторов от попадания первых загрязненных порций металла в процессе разливки. При выполнении выступа менее 0,06 высоты рабочего уровня металла в промковше значительно уменьшается свободный объем промковша, в котором могут концентрироваться первые загрязненные неметаллическими включениями порции металла, что приводит к снижению надежности защиты от их попадания в стаканы-дозаторы, а затем и в кристаллизаторы. Однако, высота выступа не должна превышать 0,34 высоты рабочего уровня металла в промковше, так как в этом случае увеличиваются отходы металла, в скрап, оставляемый в промковше после окончания разливки металла, что приводит к сокращению выхода годного. Техническим результатом от использования предлагаемого изобретения является повышение качества и выхода годного металла за счет снижения неметаллических включений, и повышение равномерности их распределения. Кроме того, заявляемое решение способствует снижению расходных коэффициентов металла, улучшению качества макроструктуры заготовок, повышению производительности криволинейных машин для одновременной отливки заготовок различного поперечного сечения. Шестиручьевая криволинейная машина непрерывного литья радиусом 14м была опробована при одновременной отливке партии сортовых заготовок в радиальные кристаллизаторы сечением 335 ´ 400мм и 160 ´ 160мм из стали марки 20 следующего химического состава, %: 0,19 C; 0,55 Mn; 0,3 Si; 0,030 S, 0 ,020 P; 0,25 N; 0,25 Cu; 0,25 Cr; 0,02 Al. Температура металла в промежуточном ковше высотой 0,8м находилась в пределах 1535 - 1550°C, стаканыдозаторы в промковше имели отверстие цилиндрической формы. Высота выступов, установленных по окружности стаканов-дозаторов составила 0,05; 0,20; 0,35 высоты рабочего уровня металла в промковше, т.е. его размеры были меньше, равны и больше заявляемых значений. В период опробования шестиручьевой машины радиальные кристаллизаторы сечением 160 ´ 160мм устанавливали с различным значением радиуса кривизны по отношению к радиальным кристаллизаторам сечением 335 ´ 400мм, радиус кривизны которых 14м. Качество металла оценивали при исследовании поперечных темплетов, отрезанных от литых заготовок. Результаты испытаний приведены в таблице. Как видно из таблицы, лучшие результаты получены при выполнении высоты выступов в пределах среднего заявляемого значения (0,20 высоты рабочего уровня металла в промковше) и установки кристаллизаторов с совмещением больших радиусов кривизны (14м). При этом выход годного металла составил 97,0%, что на 1,6% выше по сравнению с прототипом, а отходы металла снизились на 15% по сравнению с прототипом. Таким образом, предлагаемая многоручьевая криволинейная машина непрерывного литья обеспечивает одновременную отливку заготовок различного поперечного сечения и улучшает их качество за счет того, что большие радиусы кривизны кристаллизаторов совмещены друг с другом, а по окружности стаканов-дозаторов установлены выступы определенной высоты.
ДивитисяДодаткова інформація
Автори англійськоюPidbereznyi Mykola Petrovych, Brodskyi Serhii Serhiiovych, Uchytel Lev Mykhailovych, Pikus Mark Iserovych, Yermolenko Hanna Volodymyrivna, Nesvit Volodymyr Vasyliovych
Автори російськоюПодберезный Николай Петрович, Бродский Сергей Сергеевич, Учитель Лев Михайлович, Пикус Марк Исерович, Ермоленко Анна Владимировна, Несвит Владимир Васильевич
МПК / Мітки
МПК: B22D 11/08
Мітки: безперервного, виливання, сортових, лиття, багатоструминна, криволінійна, машина, заготовок
Код посилання
<a href="https://ua.patents.su/4-20553-bagatostruminna-krivolinijjna-mashina-bezperervnogo-vilivannya-dlya-littya-sortovikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Багатоструминна криволінійна машина безперервного виливання для лиття сортових заготовок</a>
Кристалізатор для горизонтального безперервного лиття заготовок
Номер патенту: 1929
Опубліковано: 20.12.1994
Автори: Якунін Іван Олексійович, Стефанов Анатолій Сергійович, Мартинов Валерій Васильович, Чернишова Світлана Никодимівна, Руденко Анатолій Олександрович, Беседіна Елеонора Борисівна
МПК: B22D 11/04
Мітки: кристалізатор, заготовок, горизонтального, лиття, безперервного
Формула / Реферат:
Кристаллизатор ддя горизонтального непрерывного литья заготовок, содержащий посадочное отверстие для металлопровода и цилиндрическую рабочую полость, сопряженные между собой по конической поверхности в зоне, прилегающей к посадочному отверстию, отличающийся тем, что, с целью повышения качества металла за счет снижения содержания неметаллических включений, конусность поверхности сопряжения равна 6—8°.
Кристалізатор для безперервного лиття круглих заготовок
Номер патенту: 2287
Опубліковано: 26.12.1994
Автори: Шишков Михайло Михайлович, Якунін Іван Олексійович, Глібов Євген Валеріанович, Афонін Володимир Олексійович, Чернишова Світлана Никодимівна, Беседіна Елеонора Борисівна, Белкін Юхим Львович, Руденко Анатолій Олександрович, Мартинов Валерій Васильович
МПК: B22D 11/04
Мітки: безперервного, кристалізатор, круглих, лиття, заготовок
Формула / Реферат:
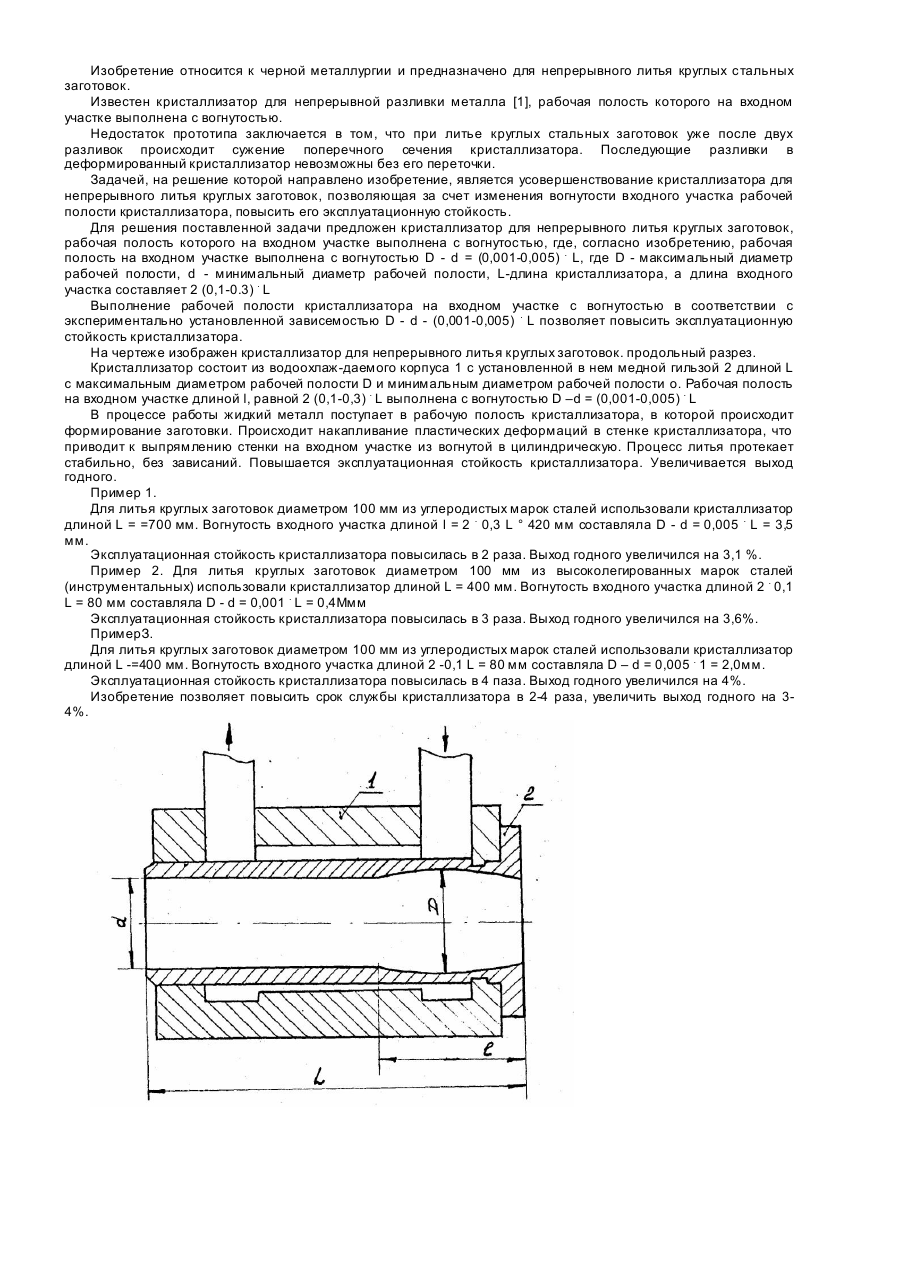
Кристаллизатор для непрерывного литья круглых заготовок, рабочая полость которого на входном участке выполнена с вогнутостью, отличающийся тем? что рабочая полость на входном участке выполнена с вогнутостью Д-d = (0,001...0,005) . L, гдеD - максимальный диаметр рабочей полости,d -минимальный диаметр рабочей полости,L - длина кристаллизатора, а длина входного участка составляет 2:(0,1...0,3) . L
Спосіб отримання мірних та кратних заготовок на однострумковій машині безперервного лиття заготовок

Номер патенту: 20239
Опубліковано: 15.07.1997
Автори: Ларіонов Олександр Олексійович, Кац Григорій Аронович, Каплан Володимир Нусійович, Акулов Валєрій Володимирович
МПК: B22D 11/16
Мітки: отримання, лиття, кратних, машини, мірних, заготовок, спосіб, однострумковій, безперервного
Формула / Реферат:
Способ получения мерных и кратных заготовок на одноручьевой машине непрерывного литья заготовок, включающий измерение массы металла в промежуточном ковше и пересчет ее в длину слитка в соответствии с сечением кристаллизатора, измерение текущей длины слитка, измерение текущей мерной длины заготовки и выдачу команды на рез при совпадении заданной и текущей мерных длин, отличающийся тем, что после окончания разливки металла из...
Пристрій для одержання заготовок стабільної маси на машинах безперервного лиття заготовок
Номер патенту: 17491
Опубліковано: 06.05.1997
Автор: Зайцев Вадим Сергійович
МПК: B22D 11/126
Мітки: машинах, стабільної, лиття, пристрій, заготовок, маси, одержання, безперервного
Формула / Реферат:
Устройство для получения заготовок стабильной массы на машинах непрерывного литья заготовок, содержащее блоки измерителей отклонения площади поперечного сечения, температуры, длины и веса, выходы которых подключены ко входам вычислительной машины, выход которой подключен ко входу схемы управления машиной огневой резки заготовок, отличающееся тем, что в состав устройства введен дополнительный блок статистического учета отклонения площади...
Пристрій для горизонтального безперервного лиття заготовок

Номер патенту: 4670
Опубліковано: 28.12.1994
Автори: Бєлякова Лілія Іванівна, Богданов Аркадій Іванович, Козаченко Станіслав Митрофанович, Корягін Олексій Федорович
МПК: B22D 11/10
Мітки: заготовок, горизонтального, безперервного, пристрій, лиття
Текст:
...в течение 130-150 часов и прекращался из-за механического износа рабочей поверхности графитового кристаллизатора, приводившего к ухудшению качества непрерывнолитых заготовок. При этом, износа промежуточной втулки не наблюдаСнабжение устройства соединительной лось, что обеспечило повышение втулкой, расположенной между металлоприемником и входным концом кристаллизато- 55 стабильности процесса литья в 2-3 раза и снижение затрат на 10-15%. ра,...
Попередній патент: Спосіб спиртокислотної обробки продуктивних шарів
Наступний патент: Установка для дугового зварювання
Випадковий патент: Спосіб передачі коротких повідомлень між абонентами телекомунікаційної мережі