Проміжний ковш двострумкової машини безперервного лиття заготівок
Номер патенту: 24045
Опубліковано: 31.08.1998
Автори: Сахно Валерій Олександрович, Носоченко Олег Васильович, Поживанов Михайло Олександрович, Ніколаєв Геннадій Андрійович, Юшко Ігор Олегович, Рибалов Георгій Васильович, Шалімов Олександр Георгійович, Корнієнко Олександр Іванович, Лєнський Валерій Георгійович, Троцан Анатолій Іванович
Формула / Реферат
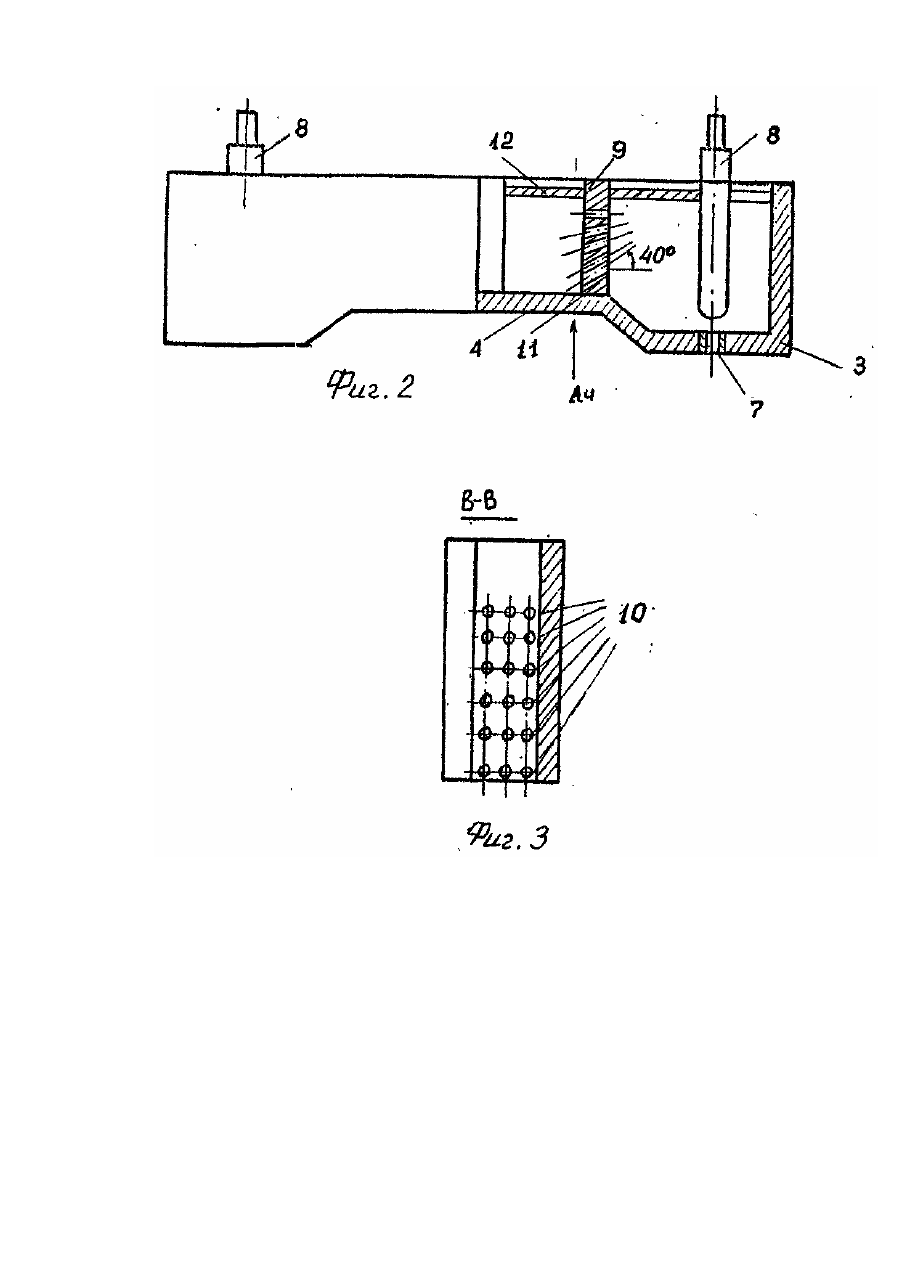
1. Промежуточный ковш двухручьевой машины непрерывного литья заготовок, со* держащий футерованный кожух с соплами для подачи газа, отбойную часть, приемную и разливочные секции с выпускными стаканами, удаленными от боковой стенки на расстоянии а, при этом секции разделены между собой перегородками с выполненными в них сквозными каналами, отличающийся тем, что перегородки выполнены Г-образной формы с соотношением длины большего и меньшего участков 3:1 и с углом между ними 150°, меньшие участки перегородки параллельны боковой стенке промежуточного ковша и удалены от нее на расстоянии За, а сквозные каналы выполнены рядами в участках перегородок меньшей длины, при этом оси сквозных каналов верхнего и нижнего рядов расположены в горизонтальной плоскости, оси каналов второго ряда наклонены под углом 40° к горизонтали, а оси каналов промежуточных рядов в направлении к верхнему ряду расположены с уменьшением угла наклона каждого последующего на 10°.
2. Промежуточный ковш по п. 1, отличающийся тем, что сопла для подачи инертного газа установлены в приемной секции со стороны днища ковша вдоль участков перегородок меньшей длины.
3. Промежуточный ковш по п. 1, отличающийся тем, что суммарная площадь сквозных каналов составляет 2-6 площади отверстия выпускного стакана.
Текст
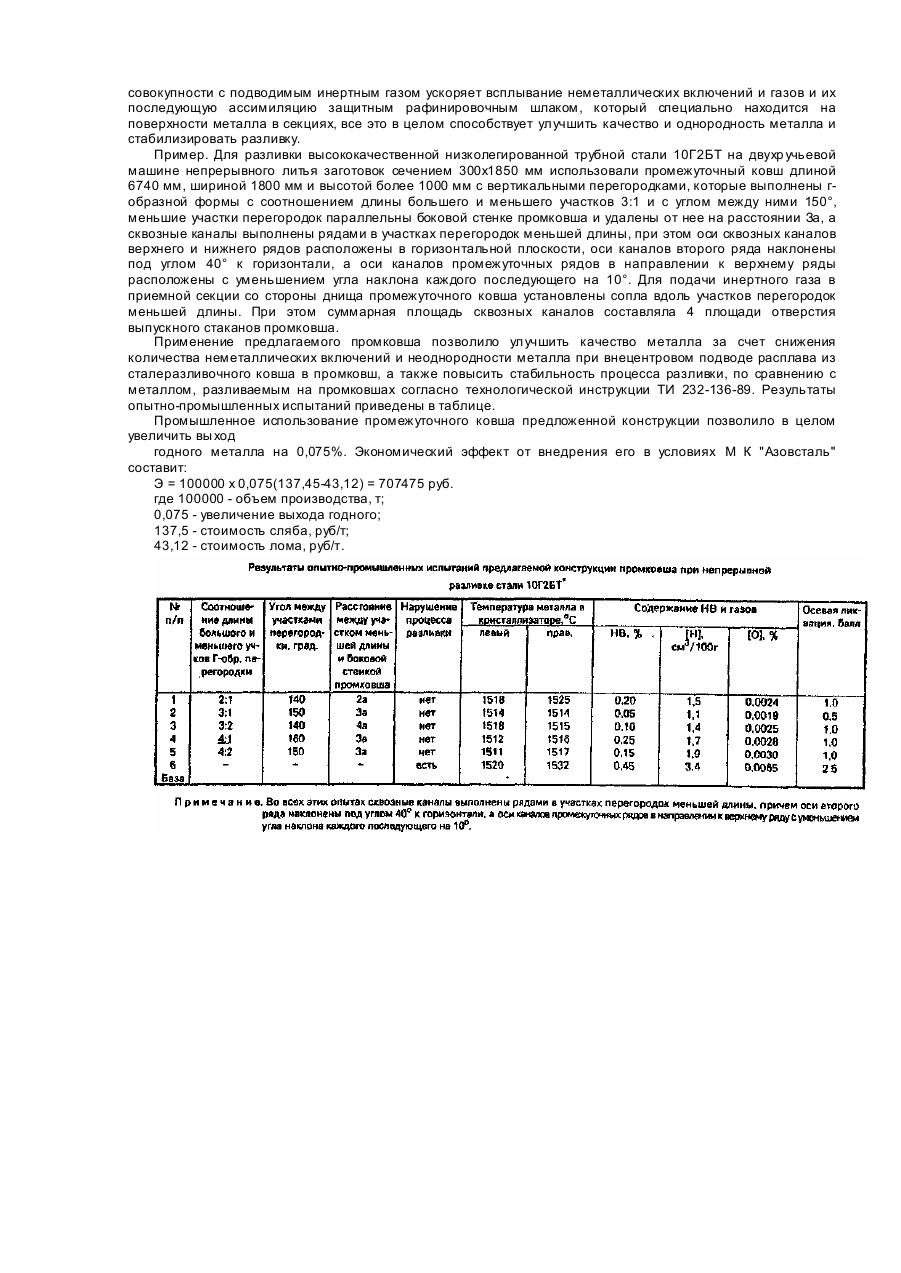
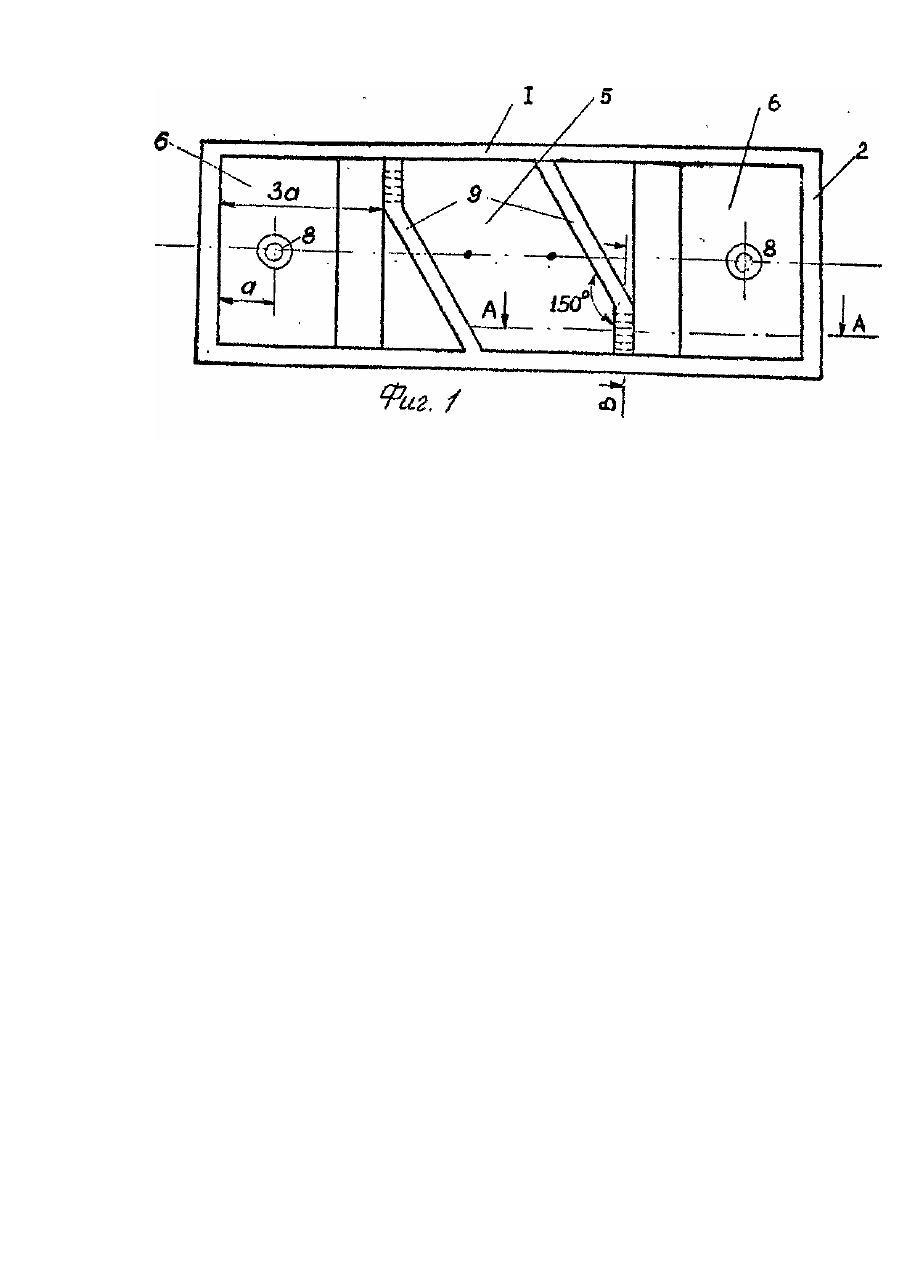
Изобретение относится к области металлургии, а именно к непрерывной разливке металлов, конкретнее к конструкции промежуточных ковшей. При разливке металла на двухр учьевых машинах непрерывного литья заготовок используются двухшиберные сталеразливочные ковши и двухстопорные промежуточные ковши. Использование таких ковшей на двухр учьевой машине непрерывного литья заготовок приводит к изменяющемуся по сечению промежуточного ковша положения подаваемой струи металла, а это ведет, в свою очередь, к разной температуре металла (на 5-10°С), поступающего в кристаллизаторы. Учитывая жесткие требования к температуре металла, разливаемого на машинах непрерывного литья (±2,5°С), для обеспечения стабильности процесса разливки, а также однородности и качества отливаемых заготовок для сталей ответственного назначения по количеству неметаллических включений и содержания газов в них, необходимость усовершенствования конструкции промежуточного ковша бесспорна. Известен промежуточный ковш двухручьевой машины непрерывного литья заготовок, содержащий установленную в огнеупорной футеровке промежуточного ковша и герметично соединенную с разливочным стаканом сталеразливочного ковша армированную огнеупорную трубу для приема металла, отбойную часть с двумя открытыми сверху каналами для направления потоков металла и примыкающие к ней вертикальные перегородки с отверстиями в нижней части для подачи металла к выпускным стаканам промежуточного ковша. Промежуточный ковш закрыт крышкой и снабжен специальными трубками для подачи защитного газа в верхнюю и нижнюю части огнеупорной трубы [Патент Японии №52-37969, кл. 11 В 09 D, 1977] Недостатком данной конструкции является то, что при использовании ее при внецентренной подаче металла наблюдается неоднородность по температуре у расплава, поступающего в кристаллизаторы из-за разного пути от места ввода струи из сталеразливочного ковша до выпускных стаканов, что приводит к снижению стабильности процесса разливки и развитию неоднородности металла. При этом снижение стабильности процесса разливки связано как с более низкой температурой металла на одном из ручьев увеличивается число плавок с "затягиванием" выпускных стаканов промежуточного ковша и прекращением разливки, так и с более высокой его температурой на другом ручье - увеличивается число плавок с прорывами металла под кристаллизатором, а также со слабой очисткой разливаемого металла от неметаллических включений и газов. Известен промежуточный ковш двухр учьевой машины непрерывного литья заготовок {Авт. св. СССР № 1025486, кл. В 22 D 11/10, 1983], содержащий футерованный кожух, стопоры, отбойную часть, примыкающие к ней вертикальные перегородки с отверстиями в нижней части и выпускные стаканы, перегородки расположены под углом 100-140° к продольным стенкам промежуточного ковша, образуя параллелограмм, при этом отверстия в перегородках выполнены выше отбойной части на 5-20% их высоты и размещены со смещением по диагонали от оси перегородок на 30-50% их ширины в области тупых углов параллелограмма. Недостатком прототипа является невысокое качество разливаемого металла, так как отверстия, выполненные в перегородках, служат только для подвода металла в разливочные секции и не способны обеспечить направленного перемешивания металла для ускоренного всплывания неметаллическх включений и газов и последующей ассимиляции их защитным шлаком, необходимую однородность металла по химическому составу и макроструктуре слябов при внецентренном подводе расплава из сталеразливочного ковша в промежуточный ковш, а также невысокую стабильность процесса разливки. Целью изобретения является улучшение качества металла за счет снижения количества неметаллических включений и неоднородности металла при внецентренном подводе расплава из сталеразливочного ковша в промежуточный ковш, а также повышения стабильности процесса разливки. Поставленная цель достигается тем, что перегородки выполнены Г-образной формы с соотношением длины большего и меньшего участков 3:1 и с углом между ними 150°, меньшие участки перегородок параллельны боковой стенке промежуточного ковша и удалены от нее на расстоянии За, а сквозные каналы выполнены рядами в участках перегородок меньшей длины, при этом оси сквозных каналов верхнего и нижнего рядов расположены в горизонтальной плоскости, оси каналов второго ряда наклонены под углом 40° к горизонтали, а оси каналов промежуточных рядов в направлении к верхнему ряду расположены с уменьшением угла наклона каждого последующего на 10°. Инертный газ подается через сопла, установленные в приемной секции со стороны днища промежуточного ковша вдоль участков перегородки меньшей длины. Суммарная площадь сквозных каналов составляет 2-6 площади отверстия выпускного стакана. Новым в предлагаемой конструкции промежуточного ковша является: 1) перегородки выполненные Г-образной формы с соотношением длины большего и меньшего участков 3:1 и с углом между ними 150°С, меньшие участки перегородок параллельные боковой стенке промежуточного ковша и удалены от нее на расстоянии За, а сквозные каналы выполнены рядами в участках перегородок меньшей длины, при этом оси сквозных каналов верхнего и нижнего рядов расположены в горизонтальной плоскости, оси каналов второго ряда наклонены под углом 10° к горизонтали, а оси каналов промежуточных рядов в направлении к верхнему ряду расположены с уменьшением угла наклона каждого последующего на 10°. 2) сопла для подачи инертного газа установлены в приемной секции со стороны днища промежуточного ковша вдоль участков перегородок меньшей длины; 3) суммарная площадь сквозных каналов составляет 2-6 площади отверстия выпускного стакана. Проведенный патентно-лицензионный поиск не установил технических решений, содержащих подобные признаки, и поэтому дает основание полагать, что заявляемый промежуточный ковш обладает существенной новизной. На основании гидродинамического моделирования и опытно-промышленных экспериментов было установлено, что использование промежуточного ковша предлагаемой конструкции позволяет решить поставленную задачу в подаваемой заявке. На фиг. 1-3 показан пример предлагаемого промежуточного ковша. Промежуточный ковш с продольными 1 и боковыми 2 стенками машины непрерывного литья заготовок содержит футерованный кожух 3, отбойную часть 4 в приемной секции5, разливочные секции 6 с выпускными стаканами 7 и стопорами 8, удаленными от ближайшей боковой стенки на расстояние а, две вертикальные Гобразные перегородки 9. Соотношение длины большого и меньшего участков в перегородке 3:1 и с углом между ними 150°, при этом меньшие участки перегородок параллельны боковой стенке промежуточного ковша и удалены от нее на расстоянии За. Приемная и разливочные секции соединены сквозными каналами 10, которые расположены рядами в участках перегородки меньшей длины. Оси сквозных каналов составляют с горизонталью различные углы, а именно, оси верхнего и нижнего рядов расположены в горизонтальной плоскости , оси каналов второго ряда наклонены под углом 40° к горизонтали, а оси каналов промежуточных рядов расположены с уменьшением угла наклона каждого последующего на 10°. В приемной секции со стороны днища промежуточного ковша вдоль участков перегородок меньшей длины установлены сопла 11 для подачи инертного газа. На поверхность металла наведен слой защитного рафинирующего шлака 12. Выполнение перегородок Г-образной формы со сквозными каналами в участках меньшей длины, которые параллельны боковой стенке промковша и удалены от нее на расстоянии За, позволяет уменьшить разность пути металла от места ввода струи расплава в промковш до выпускных стаканов, а это значит повысить однородность металла, поступающего в кристаллизаторы, по температуре, химсоставу независимо от места его ввода. Расположение сквозных каналов рядами, оси которых направлены под различными углами к горизонтали и подача инертного газа со стороны днища промковша приемной секции вдоль участков перегородки меньшей длины, обеспечивает хорошую циркуляцию металла в разливочных секциях, более быстрое всплывание неметаллических включений и газов, а также последующую ассимиляцию их защитным рафинировочным шлаком, что в целом улучшает качество и однородность металла и стабилизирует процесс разливки стали. Соотношение длины большего и меньшего участков 3:1 обусловлено тем, что если оно будет большим, то в малом участке перегородки будет недостаточное количество сквозных каналов, которые обеспечивают не только подвод металла из приемной в разливочные секции, но и являются рафинировочными каналами; если меньшим, чем 3:1, то будет уменьшаться разность пути металла от места ввода струи расплава в промковш до выпускных стаканов. Угол в 150° между большим и меньшим участками перегородок необходим для того, чтобы максимально использовать эффект улучшения качества металла за счет отстаивания его в приемной секции, выравнивания температуры, химсостава и снижения разности пути металла от места ввода до выпускных стаканов, если он будет больше 150°С, то наблюдается снижения этого эффекта, если меньше, то из-за конструкции промковша и стальковша возникает вероятность попадания струи расплава на перегородку, что не желательно, т.е. она будет быстро разрушаться. Меньшие участки перегородок должны быть параллельны боковым стенкам промковша, как показало гидромоделирование для того, чтобы металл попадал через сквозные рафинированные каналы из приемной β разливочные секции, был направлен вдоль продольной стенки и, тем самым, не размывал ее и вызывал его циркуляцию в разливочных секциях, если буде т отклонение от этого, то эффект будет снижаться. Удаление меньших участков перегородки на расстоянии За от близлежащей боковой перегородки, необходимо для того, чтобы оптимально разделить промковш на эф-фективнодействующие секции, если оно будет меньше За, то разливочные секции будут иметь недостаточные размеры для соответствующей циркуляции металла в них, его перемешивания и всплывания неметаллических включений и газов, если оно больше За, то названные явления будут ухудшаться; а размер приемной камеры будет недостаточен для перемешивания, выравнивания его химсостава и температуры. Наклон осей сквозных каналов, расположенных рядами, в участках перегородок меньшей длины обусловлен тем, что нижний их ряд необходим для полного слива металла из приемной секции в разливочные, поэтому они расположены в горизонтальной плоскости на дне ковша, оси второго ряда наклонены под углом 40° к горизонтали для того, чтобы придать неметаллическим включениям и газам поступательное движение вверх, если наклон будет больше 40°, то это может привести к сильному движению металла вверх с захва том воздуха и шлака им, т.е. дополнительному его загрязнению; если меньше 40°, То это снижает эффективность направленного движения неметаллических включений и газов вверх. При переходе от второго ряда к третьему и т.д. наклон их осей к горизонтали уменьшается на t0° относительно каждого последующего и так до 0°, все это обусловлено тем, чтобы скорость движения, металла вверх при переходе от ряда к ряду снижалась, т.к. толщина слоя металла над ними уменьшается и чтобы металл не смог захватить атмосферу в шлак в себя. Сопла для подачи инертного газа установлены в приемной секции со стороны днища промковша вдоль участков перегородок меньшей длины для того, чтобы усилить эффект перемешивания металла и всплывания неметаллических включений и газов. Суммарная площадь сквозных каналов должна составлять 2-6 площади отверстия выпускного стакана промковша, т.к. если она будет меньше, то может наблюдаться нарушение эффективного рафинированного металла за счет зарастания сквозных каналов и недостаточного их количества; если же больше 6, то перегородка может быть конструктивно ослаблена сквозными каналами и легко разрушаться, поэтому диаметр сквозных каналов должен быть не менее 5 мм и не более 30 мм. Если диаметр меньше 5 мм, то они могут зарости, если больше 30 мм, то теряют способность хорошо рафинировать. Следует добавить, что диаметры сквозных каналов самого нижнего ряда должны в два раза быть больше чем последующие, для того чтобы абсолютно избежать вероятность их заростання и не "закозлить" металл в приемной секции в конце разливки. Промежуточный ковш работает следующим образом. Струя металла из сталеразливочного ковша поступает в приемную секцию 5 промежуточного ковша, оттуда через сквозные каналы 10 в разливочные секции 6. Металл вследствие того, что он подается как бы по тангенциальной траектории в разливочные секции приобретает направленное движение по периметру разливочной секции. Наклонное расположение сквозных каналов 10 придает металлу дополнительно еще поступательное движение вверх, что в совокупности с подводимым инертным газом ускоряет всплывание неметаллических включений и газов и их последующую ассимиляцию защитным рафинировочным шлаком, который специально находится на поверхности металла в секциях, все это в целом способствует улучшить качество и однородность металла и стабилизировать разливку. Пример. Для разливки высококачественной низколегированной трубной стали 10Г2БТ на двухр учьевой машине непрерывного литья заготовок сечением 300x1850 мм использовали промежуточный ковш длиной 6740 мм, шириной 1800 мм и высотой более 1000 мм с вертикальными перегородками, которые выполнены гобразной формы с соотношением длины большего и меньшего участков 3:1 и с углом между ними 150°, меньшие участки перегородок параллельны боковой стенке промковша и удалены от нее на расстоянии За, а сквозные каналы выполнены рядами в участках перегородок меньшей длины, при этом оси сквозных каналов верхнего и нижнего рядов расположены в горизонтальной плоскости, оси каналов второго ряда наклонены под углом 40° к горизонтали, а оси каналов промежуточных рядов в направлении к верхнему ряды расположены с уменьшением угла наклона каждого последующего на 10°. Для подачи инертного газа в приемной секции со стороны днища промежуточного ковша установлены сопла вдоль участков перегородок меньшей длины. При этом суммарная площадь сквозных каналов составляла 4 площади отверстия выпускного стаканов промковша. Применение предлагаемого промковша позволило улучшить качество металла за счет снижения количества неметаллических включений и неоднородности металла при внецентровом подводе расплава из сталеразливочного ковша в промковш, а также повысить стабильность процесса разливки, по сравнению с металлом, разливаемым на промковшах согласно технологической инструкции ТИ 232-136-89. Результаты опытно-промышленных испытаний приведены в таблице. Промышленное использование промежуточного ковша предложенной конструкции позволило в целом увеличить вы ход годного металла на 0,075%. Экономический эффект от внедрения его в условиях Μ К "Азовсталь" составит: Э = 100000 х 0,075(137,45-43,12) = 707475 руб. где 100000 - объем производства, т; 0,075 - увеличение выхода годного; 137,5 - стоимость сляба, руб/т; 43,12 - стоимость лома, руб/т.
ДивитисяДодаткова інформація
Назва патенту англійськоюIntermediate ladle of two-channel machine for continuous casting of billets
Автори англійськоюNikolaiev Hennadii Andriiovych, Rybalov Heorhii Vasyliovych, Sakhno Valerii Oleksandrovych, Nosochenko Oleh Vasyliovych, Shalimov Oleksandr Heorhiiovych, Trotsan Anatolii Ivanovych, Lienskyi Valerii Heorhiiovych, Pozhyvanov Mykhailo Oleksandrovych, Yushko Ihor Olehovych, Korniienko Oleksandr Ivanovych
Назва патенту російськоюПромежуточный ковш двухручьевой машины непрерывного литья заготовок
Автори російськоюНиколаев Геннадий Андреевич, Рыбалов Георгий Васильевич, Сахно Валерий Александрович, Носоченко Олег Васильевич, Шалимов Александр Георгиевич, Троцан Анатолий Иванович, Ленский Валерий Георгиевич, Поживанов Михаил Александрович, Юшко Игорь Олегович, Корниенко Александр Иванович
МПК / Мітки
МПК: B22D 11/10
Мітки: машини, безперервного, заготівок, лиття, проміжний, ковш, двострумкової
Код посилання
<a href="https://ua.patents.su/5-24045-promizhnijj-kovsh-dvostrumkovo-mashini-bezperervnogo-littya-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Проміжний ковш двострумкової машини безперервного лиття заготівок</a>
Спосіб безперервного лиття сталі
Номер патенту: 16080
Опубліковано: 29.08.1997
Автори: Бєлов Борис Федорович, Єршов Генадій Степанович, Лєушин Микола Васильович, Позняк Леонід Олександрович, Овчінніков Микола Олексійович, Носоченко Олег Васильович, Троцан Анатолій Іванович, Плискановський Олександр Станіславович, Ємельянов Володимир Володимирович, Лєнський Валерій Георгійович
МПК: B22D 11/00
Мітки: безперервного, сталі, лиття, спосіб
Формула / Реферат:
Способ непрерывного литья стали, включающий защиту металла от вторичного окисления, рафинирование и микролегирование в секционном промежуточном ковше, отличающийся тем, что, с целью получения качественного металла с низким содержанием неметаллических включений и повышения степени усвоения микролегирующих элементов, в приемной секции промежуточного ковша наводят рафинировочный шлак эвтектического типа в количестве 1,0-2,0 кг/т стали с...
Збірний кристалізатор для безперервного лиття заготівок

Номер патенту: 2989
Опубліковано: 26.12.1994
Автори: Бойко Юрій Павлович, Борисов Юрій Миколайович, Бродський Сергій Сергійович, Угодніков Олександр Львович, Пікус Марк Ісерович, Учитель Лев Михайлович
МПК: B22D 11/04
Мітки: безперервного, заготівок, лиття, кристалізатор, збірний
Формула / Реферат:
Составной кристаллизатор для непрерывного литья заготовок, содержащий фигурные охлаждаемые рабочие стенки, торцы которых состыкованы между собой по типу «паз-выступ» посредством прокладок с образованием в угловых зонах кристаллизатора переходимых участков, отличающийся тем, что рабочие стенки эквидистантны друг другу, а прокладки установлены в верхней и нижней частях кристаллизатора перпендикулярно его противолежащей стенке и выполнены с...
Спосіб отримання мірних та кратних заготовок на однострумковій машині безперервного лиття заготовок

Номер патенту: 20239
Опубліковано: 15.07.1997
Автори: Ларіонов Олександр Олексійович, Каплан Володимир Нусійович, Кац Григорій Аронович, Акулов Валєрій Володимирович
МПК: B22D 11/16
Мітки: мірних, безперервного, машини, отримання, лиття, заготовок, спосіб, однострумковій, кратних
Формула / Реферат:
Способ получения мерных и кратных заготовок на одноручьевой машине непрерывного литья заготовок, включающий измерение массы металла в промежуточном ковше и пересчет ее в длину слитка в соответствии с сечением кристаллизатора, измерение текущей длины слитка, измерение текущей мерной длины заготовки и выдачу команды на рез при совпадении заданной и текущей мерных длин, отличающийся тем, что после окончания разливки металла из...
Спосіб безперервного лиття порожнистих біметалевих заготівок черв’ячних коліс та пристрій для його здійснення
Номер патенту: 22694
Опубліковано: 07.04.1998
Автори: Горелік Вадім Семенович, Шиндякін Валерій Анатолійович, Бичков Юрій Борисович, Блескун Валерій Пилипович
МПК: B22D 11/10
Мітки: безперервного, заготівок, спосіб, лиття, здійснення, пристрій, черв'ячних, біметалевих, коліс, порожнистих
Формула / Реферат:
1, Способ непрерывного литья полых биметаллических заготовок червячных колес, включающий пропускание исходной трубной заготовки через расплав плакирующего металла и профилирующее устройство с зубчатой внутренней поверхностью, отличающийся тем, что плакирующй металл намораживают на исходную заготовку с зубчатой наружной поверхностью.2. Устройство для непрерывного литья полых биметаллических заготовок червячных колес, содержащее...
Пристрій для вертикального безперервного лиття трубних заготівок з чавуну кулеподібним графітом
Номер патенту: 5952
Опубліковано: 29.12.1994
Автори: Ів Гурмель, Мішель П'єррель
МПК: B22D 11/10
Мітки: безперервного, лиття, пристрій, вертикального, трубних, чавуну, кулеподібним, заготівок, графітом
Формула / Реферат:
1. Устройство для вертикального непрерывного литья трубных заготовок из чугуна с шаровидным графитом, содержащее металлоприемник, сифонную литниковую систему, соединенный с ней своей нижней частью водоохлаждаемый кристаллизатор, затравку и механизм вытягивания трубы, отличающееся тем, что, с целью повышения точности изготовления трубы за счет однородности температуры жидкого чугуна, оно дополнительно содержит по меньшей мере в нижней...
Попередній патент: Плакований порошковий модифікатор
Наступний патент: Гідравлічний розподільник
Випадковий патент: Механізоване кріплення сполучення