Спосіб термо-механічної обробки гарячекатаної чорнової стрічки, отриманої на лінії безперервного лиття тонкого слябу, і система для змотування та розмотування її
Формула / Реферат
1. Термоелектромеханічна система, яка має два взаємно розміщені один над одним пристрої (А) у відповідних вогнетривких кожухах (А') з внутрішніми пальниками (7), що працюють на натуральному газі, які здатні змотувати на основний центральний затискний патрон (6) за допомогою пари вхідних і вихідних роликів (2) чорнову стрічку (а) товщиною між 30 і 8 мм, яка виходить від стана грубої прокатки, безпосередньо зв'язаного з лінією лиття тонких слябів, і далі після повороту навколо своєї осі розмотувати зазначену чорнову стрічку для введення у наступний пристрій для видалення окалини, і кінцевий прокатний стан, яка характеризується тим, що
- пристрої (А) мають зовнішні пальники (4);
- внутрішні пальники (7) можуть оптимізувати температуру чорнової стрічки (а), яку подають до кінцевого прокатного стана, за допомогою прийнятної керуючої програми, яка також має алгоритм, який здатний змінювати витрату палива у пальниках, щоб автоматично досягти стійку температуру між початковим і хвостовим кінцями стрічки як при змотуванні, так і при розмотуванні, або в залежності від сорту сталі чорнової стрічки (а) і властивостей, які потрібно отримати у кінцевому продукті;
- має зовнішні пальники (4) для забезпечення вирівнювання за допомогою спеціальної керуючої програми температури чорнової стрічки (а) по всій довжині її від змотаної серцевини до кінцевої хвостової частини (с), яка залишається назовні, внаслідок чого забезпечується повна однорідність механічних і геометричних характеристик кінцевого продукту, чутливих до температурних змін;
- має приводні пристрої для забезпечення обертання затискних патронів (6) верхнього і нижнього пристроїв (А), як при змотуванні, так і при розмотуванні, за допомогою спеціального алгоритму керуючої програми для збільшення або зменшення швидкості змотування чорнової стрічки (а);
- має керуючі засоби для регулювання швидкості чорнової стрічки (а) як при змотуванні, так і при розмотуванні, які включають спеціальну робочу програму, щоб уникнути розтягнення або стиснення чорнової стрічки для запобігання ризику щодо геометричної якості кінцевого продукту; і
- має засіб для забезпечення зупинки затискного патрона (6), коли при змотуванні назовні пристрою (А) і пари роликів (2) залишається хвостовий кінець (с) чорнової стрічки довжиною між 0 і 800 мм, щоб полегшити при наступному розмотуванні подачу стрічки у пристрої наступних видалення окалини і кінцевої прокатки і далі до фінішного рольганга.
2. Система за п. 1, яка відрізняється тим, що має ножиці, які після операції безперервного лиття і гарячої прокатки відрізають чорнову стрічку, а перший із зазначених керуючих алгоритмів програми пристроїв (А) забезпечує підвищення швидкості змотування її для створення потрібної ємності і забезпечення коректного позиціювання допоміжного пристрою (1) для подачі у змотувальний пристрій (А) наступної стрічки.
3. Система за п. 1, яка відрізняється тим, що має другий алгоритм у керуючій програмі, який дозволяє зменшити швидкість змотування одразу перед закінченням змотування, коли відстань від наступної стрічки є достатньою для її змотування, таким чином допомагаючи нагріванню хвостового кінця (с), який залишається назовні пристрою (А) і роликів (2).
4. Система за п. 1, яка відрізняється тим, що затискний патрон (6), на який намотують чорнову стрічку (а), має барабан, який утворений центральним корпусом (6.2) з центральним валом (6.1) і боковими сегментами (6.3), які утримуються разом взаємно підігнаними частинами (6.6, 6.7, 6.6', 6.7') без допомоги болтів.
5. Система за п. 4, яка відрізняється тим, що затискний патрон (6) термоізольований від центрального вала (6.1), на якому він змонтований і який є порожнистим з аксіальним отвором (6.4) для охолоджуючої води, щоб уникнути того, що початковий і хвостовий кінці чорнової стрічки (b), яка входить, будуть піддані такому охолодженню, яке викликає ризик щодо можливості прокатки стрічки.
6. Спосіб термомеханічної обробки чорнової стрічки (а) товщиною між 30 і 8 мм, яка виходить з стана грубої прокатки, безпосередньо з'єднаного з лінією лиття тонких слябів, який включає змотування і наступне розмотування стрічки для направлення її на кінцеву прокатку, які супроводжуються внутрішнім нагріванням (7) пальниками, що працюють на натуральному газі, під час змотування і розмотування усередині змотувальних пристроїв (А),
який характеризується тим, що
- керування додатковим нагріванням (4) назовні змотувальних пристроїв (А) і зазначене внутрішнє нагрівання (7) здійснюється спеціальною програмою для чорнової стрічки (а);
- здійснюється керування спеціальним алгоритмом робочої програми, операцією змотування для відповідного підвищення або зниження швидкості стрічки; і
- здійснюється керування спеціальною робочою програмою, швидкістю чорнової стрічки (а) під час змотування і розмотування.
7. Спосіб за п. 6, який відрізняється тим, що горіння для нагрівання чорнової стрічки усередині змотувального пристрою відбувається з надлишком газу у відповідності з стехіометричним відношенням, щоб зменшити виділення у навколишнє середовище утворень поверхневих оксидів, які легко можуть бути видалені як окалина при наступній операції видалення окалини.
Текст
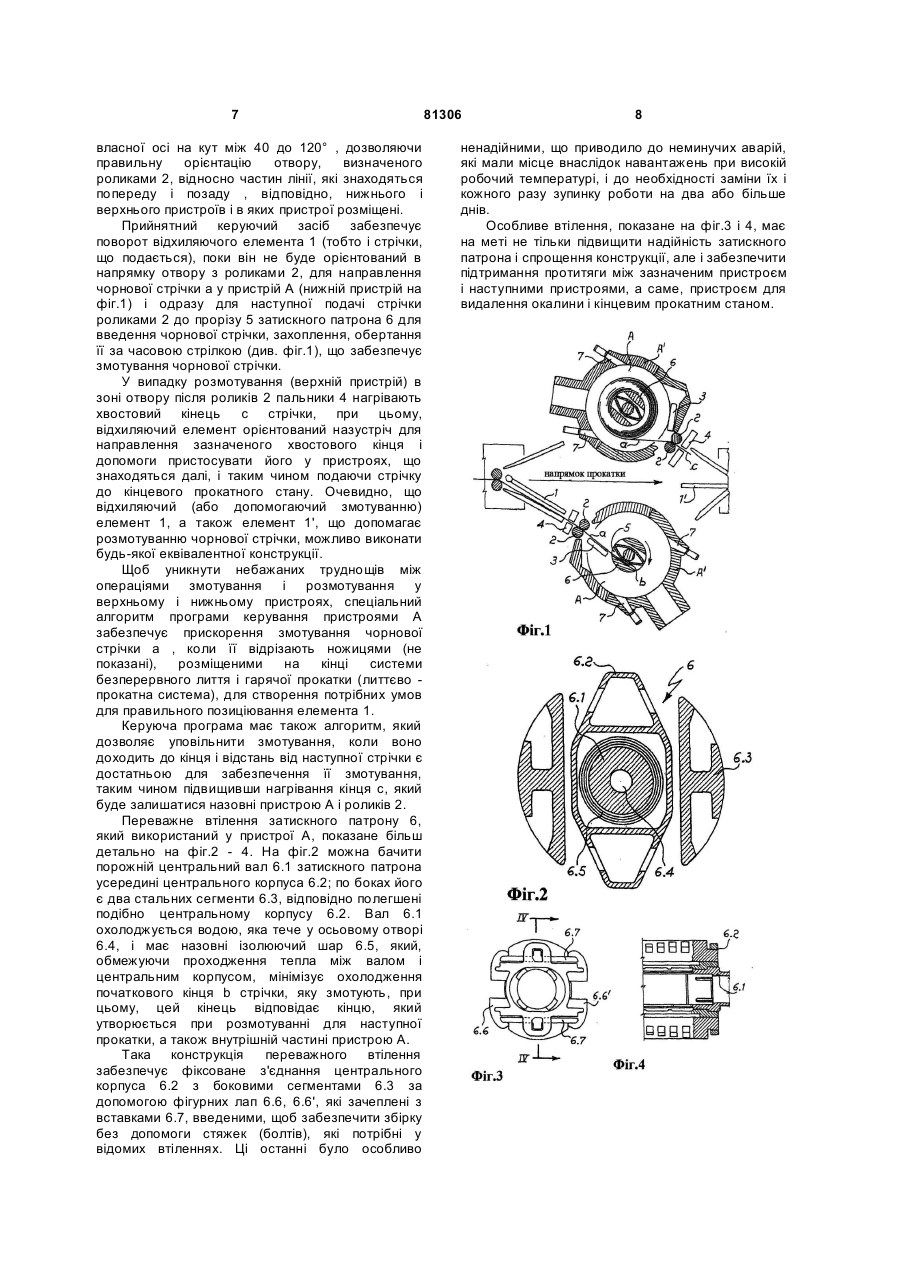
1. Термоелектромеханічна система, яка має два взаємно розміщені один над одним пристрої (А) у відповідних вогнетривких кожухах (А') з внутрішніми пальниками (7), що працюють на натуральному газі, які здатні змотувати на основний центральний затискний патрон (6) за допомогою пари вхідних і вихідних роликів (2) чорнову стрічку (а) товщиною між 30 і 8 мм, яка виходить від стана грубої прокатки, безпосередньо зв'язаного з лінією лиття тонких слябів, і далі після повороту навколо своєї осі розмотувати зазначену чорнову стрічку для введення у наступний пристрій для видалення окалини, і кінцевий прокатний стан, яка характеризується тим, що - пристрої (А) мають зовнішні пальники (4); - внутрішні пальники (7) можуть оптимізувати температуру чорнової стрічки (а), яку подають до кінцевого прокатного стана, за допомогою прийнятної керуючої програми, яка також має алгоритм, який здатний змінювати витрату палива у пальниках, щоб автоматично досягти стійку температуру між початковим і хвостовим кінцями стрічки як при змотуванні, так і при розмотуванні, або в залежності від сорту сталі чорнової стрічки (а) і властивостей, які потрібно отримати у кінцевому продукті; - має зовнішні пальники (4) для забезпечення вирівнювання за допомогою спеціальної керуючої програми температури чорнової стрічки (а) по всій довжині її від змотаної серцевини до кінцевої 2 (19) 1 3 81306 4 роликів (2). 4. Система за п. 1, яка відрізняється тим, що затискний патрон (6), на який намотують чорнову стрічку (а), має барабан, який утворений центральним корпусом (6.2) з центральним валом (6.1) і боковими сегментами (6.3), які утримуються разом взаємно підігнаними частинами (6.6, 6.7, 6.6', 6.7') без допомоги болтів. 5. Система за п. 4, яка відрізняється тим, що затискний патрон (6) термоізольований від центрального вала (6.1), на якому він змонтований і який є порожнистим з аксіальним отвором (6.4) для охолоджуючої води, щоб уникнути того, що початковий і хвостовий кінці чорнової стрічки (b), яка входить, будуть піддані такому охолодженню, яке викликає ризик щодо можливості прокатки стрічки. 6. Спосіб термомеханічної обробки чорнової стрічки (а) товщиною між 30 і 8 мм, яка виходить з стана грубої прокатки, безпосередньо з'єднаного з лінією лиття тонких слябів, який включає змотування і наступне розмотування стрічки для направлення її на кінцеву прокатку, які супроводжуються внутрішнім нагріванням (7) пальниками, що працюють на натуральному газі, під час змотування і розмотування усередині змотувальних пристроїв (А), який характеризується тим, що - керування додатковим нагріванням (4) назовні змотувальних пристроїв (А) і зазначене внутрішнє нагрівання (7) здійснюється спеціальною програмою для чорнової стрічки (а); - здійснюється керування спеціальним алгоритмом робочої програми, операцією змотування для відповідного підвищення або зниження швидкості стрічки; і - здійснюється керування спеціальною робочою програмою, швидкістю чорнової стрічки (а) під час змотування і розмотування. 7. Спосіб за п. 6, який відрізняється тим, що горіння для нагрівання чорнової стрічки усередині змотувального пристрою відбувається з надлишком газу у відповідності з стехіометричним відношенням, щоб зменшити виділення у навколишнє середовище утворень поверхневих оксидів, які легко можуть бути видалені як окалина при наступній операції видалення окалини. Винахід стосується способу і пов'язаної з ним системи, утвореної двома, розміщеними один над одним електормеханічними пристроями, які нагріваються газовими пальниками і пристосовані для змотування і розмотування стальної чорнової стрічки з керуванням її швидкості, причому чорнова стрічка подається від апарату лиття тонкого слябу з безперервною гарячою прокаткою ("лиття -прокатка"), і які спроможні поєднувати, при наявності керування, цю операцію з наступною операцією кінцевої прокатки, які відрізняється різними робочими швидкостями. Відоме використання на заводах для виробництва плоских стальних виробів пристрою для тимчасового змотування виробів перед гарячою кінцевою прокаткою для роз'єднання обладнання з низькою швидкістю, яке пов'язане з безперервним литтям, і кінцевого прокатного стану, який функціонує навпаки при підвищеній швидкості, при цьому, утворюється бухта, в якості резервного складування. Типовим пристроєм є так звані "короби для бухт", які розроблені фірмою Selco і використовуються як на звичайних заводах, так і на так званих "міні-фабриках", які використовують технологію тонкого слябу. Ця система по суті утворена набором вхідних роликів для згинання і змотування плоского виробу, а також приводними роликами, які є прийнятними для надання виробу потрібного обертання для формування бухти, яка вільно формується без центрального затискного патрону і без захисної оболонки. Але цей пристрій має деякі недоліки, першим з яких є неможливість змотування тонких заготовок або чорнових стрічок, які мають товщину менше ніж 15 мм, так як є можливість руйнування власно бухти, що унеможливлює наступне розмотування її. Крім того, відсутність зовнішньої оболонки призводить до температурних втрат від випромінювання і до нерівномірної температури, що створює труднощі для досягнення доброї якості продукту, з точки зору як його геометрії, так і механічних властивостей. У [патенті US 4 703 640] робиться спроба вирішити ці проблеми шляхом застосування звичайного затискного патрона, а у [патенті DE 4013582] робиться спроба вирішити це питання двома бухтами, кожна з яких знаходиться у власному кожусі, які є взаємне суперпозиційними, але обидва рішення мають технічні недоліки. Ці недоліки пов'язані із присутністю початкового і хвостового кінців, які неминуче є більш холодними, ніж центральна частина стрічки; це викликає проблеми при наступній прокатці у випадку тонкого і надтонкого матеріалу, викликаючи зокрема: - неможливість регулювання температури чорнової стрічки, так як пристрій не має нагріваючої системи і, відповідно, неможливість виробництва стрічок з обмеженими допусками або особливими характеристиками, таких як двофазні термо-механічні сталі або сталі типу HSLA; відсутність регулювання швидкості змотування / розмотування чорнової стрічки, а тому неможливість виробництва тонких і надтонких стрічок з малими допусками, призводить до витягувань, які є наслідком некерованого розмотування; - проблеми так званих "відмов" прокатних стендів на приймання матеріалів, які у головній зоні, на довжині декількох сантиметрів, мають різницю температури у декілька десятків градусів; 5 - проблему, пов'язану з тим, що початкова і хвостова ділянки стрічки (довжиною у десятки метрів) є за межами допуску; - неправильне позиціювання або "розміщення за межами стола" початкового кінця стрічки і, як наслідок, деформування перших метрів стрічки призводить до виникнення проблем із стабільностю стрічки і Π змотуванням; - неправильне позиціювання або "розміщення за межами стола" хвостового кінця стрічки призводить до пошкодження роликів для стрічки і роликів для прокатки. У [описі WO96/32509] наведені два пристрої для змотування і розмотування стальної стрічки, які розміщені один над одним, і мають індуктивні нагрівачі тільки на вихідних частинах пристроїв, які направляють стрічку назовні, і які виконані у вигляді рольгангів, і немає можливості оптимізації вирівнювання температури по всій стрічці. Аналізуючи вище зазначені патенти, можна побачити, що для уникнення будь-якого охолодження хвостового кінця стрічки остання повинна бути змотана усередину кожуха, але це призводить до значних труднощів при витягуванні її, так як пристрій повинен мати широкий отвір, що буде спричиняти значні температурні втрати; тому такий пристрій не має практичного застосування. Винахід має на меті вирішити вище описані проблеми і подолати недоліки відомих пристроїв шляхом вдосконалення пристрою для змотування / розмотування чорнової стрічки, яка подається від системи безперервного лиття і прокатки, забезпечивши високий рівень теплової однорідності і електронне керування швидкістю змотування / розмотування, що є суттєвим для отримання кінцевого продукту з малими геометричними допусками і рівномірними механічними властивостями. Ця мета досягається у винаході за допомогою електромеханічної системи, яка має ознаки, викладені у пункті 1 формули винаходу, і способу за пунктом 6 формули винаходу. Додаткові цілі, переваги і ознаки системи за винаходом, а також суть способу, будуть більш ясними з наступного опису переважного втілення з посиланнями на додані креслення, де: на фіг.1 - показаний переріз зазначеного втілення, в якому два пристрої, які утворюють систему за винаходом розміщені один над одним; на фіг.2 - схематично показаний поперечний переріз центрального затискного патрону кожного змотувального / розмотувального пристрою системи; і на фіг.3 і 4 - показані, відповідно, вигляд спереду і вигляд у перерізі по лінії IV-IV, де затискний патрон утворений з'єднанням підігнаними частинами центрального тіла і бокових сегментів. На фіг.1 показана конструкція за винаходом, в якій обидва змотувальний / розмотувальний пристрої А чорнової стрічки а можуть альтернативно бути повернуті навколо їх власної горизонтальної осі у напрямку часової стрілки і проти часової стрілки на кут між 40 і 120°, щоб забезпечити безперервність між операціями 81306 6 безперервного лиття і грубої гарячої прокатки і операцією кінцевої прокатки. Кожний з пристроїв А окремо нагрівається прийнятними пальниками 4, що живляться натуральним газом і незалежно працюють за допомогою спеціальної програми, яка спроможна регулювати як швидкість змотування / розмотування, так і температуру нагрівання. Крім того, щоб забезпечити швидке введення чорнової стрічки у систему видалення окалини і до наступного кінцевого прокатного стану, розміщеного далі, хвостовий кінець с чорнової стрічки залишають висунутим із захисного кожуха на довжину між 0 і 800 мм і перед кінцевою прокаткою його нагрівають пальниками 4 (які гасять під час операції змотування), що необхідно для забезпечення температурної однорідності із частиною чорнової стрічки а, яку змотують і нагрівають усередині пристрою А. Слід зауважити, що змотувальний / розмотувальний пристрій А може, переважно, мати допоміжне обладнання для введення і виведення чорнової стрічки у отвори зовнішнього кожуха. З цією метою переважно, але не обов'язково, використовувати відоме з [патенту IT 1245612] рішення, в якому стрічки направляються у середину і з середини парою роликів 2, які розташовані на вході пристроїв А, і підтримують під час змотування плиткою 3, яка розміщена усередині захисної оболонки для спрощення введення стрічки у затискний патрон 6. Для цього, переважно, кожний змотувальний пристрій має усередині ізолюючого кожуха А’ фіксуючий, не розширюваний затискний патрон 6, який має проріз 5 для введення початкового кінця b чорнової стрічки, а також другі пальники 7 для вирівнювання температури стрічки а, як при змотуванні, так і при розмотуванні. Горіння пальників 7 регулюється по спеціальній програмі згідно алгоритму, який керує важливе стехіометричне відношення навмисно незбалансоване надлишками газу (зменшення горіння), щоб допомогти утворенню оксиду, який можливо легко видалити на пристроях для видалення окалини, які розміщені далі перед кінцевим прокатним станом. Програма регулювання горіння пальників 7 також має алгоритм, спроможний підвищити або зменшити витрати потоку газу пальників для отримання стійкої температури між початковим кінцем і хвостовим кінцем стрічки під час операцій змотування і розмотування, або в залежності від типу сталі чорнової стрічки а і властивостей кінцевого продукту, який необхідно отримати. Кожух А’ має отвір, який визначений парою роликів 2 і який під час змотування орієнтовані так, що знаходиться попереду відносно напрямку прокатки для захоплення чорнової стрічки а, яку потрібно змотувати (див. фіг.1 - нижній пристрій), а при розмотуванні отвір зорієнтований так, що знаходиться позаду відносно напрямку прокатки, коли чорнову стрічку розмотують для направлення до кінцевої прокатки (фіг.1 - верхній пристрій). Можливість такої орієнтації є наслідком того, що весь пристрій А може бути повернутий навколо 7 власної осі на кут між 40 до 120° , дозволяючи правильну орієнтацію отвору, визначеного роликами 2, відносно частин лінії, які знаходяться попереду і позаду , відповідно, нижнього і верхнього пристроїв і в яких пристрої розміщені. Прийнятний керуючий засіб забезпечує поворот відхиляючого елемента 1 (тобто і стрічки, що подається), поки він не буде орієнтований в напрямку отвору з роликами 2, для направлення чорнової стрічки а у пристрій А (нижній пристрій на фіг.1) і одразу для наступної подачі стрічки роликами 2 до прорізу 5 затискного патрона 6 для введення чорнової стрічки, захоплення, обертання її за часовою стрілкою (див. фіг.1), що забезпечує змотування чорнової стрічки. У випадку розмотування (верхній пристрій) в зоні отвору після роликів 2 пальники 4 нагрівають хвостовий кінець с стрічки, при цьому, відхиляючий елемент орієнтований назустріч для направлення зазначеного хвостового кінця і допомоги пристосувати його у пристроях, що знаходяться далі, і таким чином подаючи стрічку до кінцевого прокатного стану. Очевидно, що відхиляючий (або допомогаючий змотуванню) елемент 1, а також елемент 1', що допомагає розмотуванню чорнової стрічки, можливо виконати будь-якої еквівалентної конструкції. Щоб уникнути небажаних труднощів між операціями змотування і розмотування у верхньому і нижньому пристроях, спеціальний алгоритм програми керування пристроями Азабезпечує прискорення змотування чорнової стрічки а , коли її відрізають ножицями (не показані), розміщеними на кінці системи безперервного лиття і гарячої прокатки (литтєво прокатна система), для створення потрібних умов для правильного позиціювання елемента 1. Керуюча програма має також алгоритм, який дозволяє уповільнити змотування, коли воно доходить до кінця і відстань від наступної стрічки є достатньою для забезпечення її змотування, таким чином підвищивши нагрівання кінця с, який буде залишатися назовні пристрою А і роликів 2. Переважне втілення затискного патрону 6, який використаний у пристрої А, показане більш детально на фіг.2 - 4. На фіг.2 можна бачити порожній центральний вал 6.1 затискного патрона усередині центрального корпуса 6.2; по боках його є два стальних сегменти 6.3, відповідно полегшені подібно центральному корпусу 6.2. Вал 6.1 охолоджується водою, яка тече у осьовому отворі 6.4, і має назовні ізолюючий шар 6.5, який, обмежуючи проходження тепла між валом і центральним корпусом, мінімізує охолодження початкового кінця b стрічки, яку змотують, при цьому, цей кінець відповідає кінцю, який утворюється при розмотуванні для наступної прокатки, а також внутрішній частині пристрою А. Така конструкція переважного втілення забезпечує фіксоване з'єднання центрального корпуса 6.2 з боковими сегментами 6.3 за допомогою фігурних лап 6.6, 6.6', які зачеплені з вставками 6.7, введеними, щоб забезпечити збірку без допомоги стяжек (болтів), які потрібні у відомих втіленнях. Ці останні було особливо 81306 8 ненадійними, що приводило до неминучих аварій, які мали місце внаслідок навантажень при високій робочий температурі, і до необхідності заміни їх і кожного разу зупинку роботи на два або більше днів. Особливе втілення, показане на фіг.3 і 4, має на меті не тільки підвищити надійність затискного патрона і спрощення конструкції, але і забезпечити підтримання протитяги між зазначеним пристроєм і наступними пристроями, а саме, пристроєм для видалення окалини і кінцевим прокатним станом.
ДивитисяДодаткова інформація
Автори англійськоюArvedi Giovanni
Автори російськоюАрведи Джованни
МПК / Мітки
МПК: B21C 47/26, B21C 47/02, B21B 1/46, B21C 47/00
Мітки: змотування, термо-механічної, система, гарячекатаної, стрічки, лиття, отриманої, обробки, розмотування, спосіб, чорнової, лінії, безперервного, тонкого, слябу
Код посилання
<a href="https://ua.patents.su/4-81306-sposib-termo-mekhanichno-obrobki-garyachekatano-chornovo-strichki-otrimano-na-lini-bezperervnogo-littya-tonkogo-slyabu-i-sistema-dlya-zmotuvannya-ta-rozmotuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб термо-механічної обробки гарячекатаної чорнової стрічки, отриманої на лінії безперервного лиття тонкого слябу, і система для змотування та розмотування її</a>
Спосіб виробництва гарячекатаної сталевої пакувальної стрічки
Номер патенту: 17868
Опубліковано: 16.10.2006
Автори: Пасько Іван Олександрович, Гапонов Борис Петрович, Норка Сергій Петрович, Пожидаєв Віталій Іванович, Вагін Анатолій Миколайович, Уланова Олександра Лук'янівна, Мінаєв Андрій Євгеньйович, Мурашкін Олександр Вікторович, Пасько Тетяна Григорівна
МПК: B21B 1/22
Мітки: стрічки, спосіб, гарячекатаної, сталевої, виробництва, пакувальної
Формула / Реферат:
Спосіб виробництва гарячекатаної сталевої пакувальної стрічки, що включає гарячу прокатку, травлення прокату в безупинно травильних агрегатах, обрізання крайок і змотування травлених штаб у двоштабові рулони, дресирування, порізку заготівки, порізку сталевої пакувальної стрічки, який відрізняється тим, що як заготовку використовують сталь марки 08 кп, прокатку здійснюють на стані гарячої прокатки з температурними режимами прокатки й...
Ділянка змотування гарячекатаної штаби
Номер патенту: 53400
Опубліковано: 15.01.2003
Автори: Погребняк Микола Прокопович, Стеч Володимир Станіславович, Білобров Юрій Миколайович, Єлецьких Володимир Іванович, Барабаш Андрій Володимирович, Колесников Юрій Миколайович
МПК: B21C 47/34
Мітки: змотування, ділянка, гарячекатаної, штаби
Формула / Реферат:
Ділянка змотування гарячекатаної штаби, що містить встановлені в технологічній послідовності летючі барабанні ножиці, кожен барабан яких обладнаний одним ножем, карусельну моталку, кілька підпільних моталок, розташованих послідовно один за одним і транспортні рольганги, при цьому карусельна моталка включає поворотний стіл із установленими на ній привідними барабанами, розвантажувальний візок з піднімальним роликовим столом і роликовий...
Спосіб змотування в рулон гарячекатаної штаби
Номер патенту: 79619
Опубліковано: 10.07.2007
Автори: Тіщенко Андрій Миколайович, Переходченко Віктор Олександрович, Білобров Юрій Миколайович
МПК: B21C 47/02
Мітки: штаби, змотування, гарячекатаної, рулон, спосіб
Формула / Реферат:
Спосіб змотування в рулон гарячекатаної штаби, при якому здійснюють подачу штаби до обертового барабана моталки, діяння на штабу обертовими формувальними роликами, до яких прикладений робочий крутильний момент, формування витків рулону з перекриттям ними переднього торця штаби, розташованого на поверхні барабана моталки, з утворенням "сходинки" і накладенням на неї кожного витка, при якому в процесі формування кожного витка...
Ділянка високошвидкісного змотування нескінченної тонкої гарячекатаної штаби
Номер патенту: 53264
Опубліковано: 15.01.2003
Автори: Єлецьких Володимир Іванович, Стеч Володимир Станіславович, Каушанський Ігор Борисович, Барабаш Андрій Володимирович
МПК: B21C 47/34
Мітки: високошвидкісного, гарячекатаної, тонкої, штаби, змотування, нескінченної, ділянка
Формула / Реферат:
1. Ділянка високошвидкісного змотування нескінченної тонкої гарячекатаної штаби, що містить летючі ножиці, кілька моталок, розташованих під підлогою послідовно одна за одною, встановлені перед моталками задавальні ролики, кожні з яких, крім останніх, обладнані роздільним роликом, закріпленим у хитному важелі верхньої проводки, зчленованим з гідроциліндром хитання, і транспортні засоби між моталками, яка відрізняється тим, що вона обладнана...
Спосіб безперервного лиття стрічки
Номер патенту: 1304
Опубліковано: 25.03.1994
Автори: Немошкаленко Володимир Володимирович, Носенко Віктор Костянтинович, Балан Віктор Захарович, Падерно Дмитро Юрійович, Косенко Микола Степанович, Маслов Валерій Вікторович
МПК: B22D 11/06
Мітки: безперервного, спосіб, стрічки, лиття
Формула / Реферат:
Способ непрерывного литья ленты, преимущественно из железокремнистых сплавов, включающий подачу расплава на поверхность металлического диска и формирование на ней ленты в неокислительной атмосфере и отделение ленты от поверхности диска, отличающийся тем, что, с целью улучшения эксплуатационных свойств ленты за счет увеличения пластичности, дисперсности и однородности структуры и повышения качества поверхности ленты, в качестве...