Ділянка змотування гарячекатаної штаби
Номер патенту: 53400
Опубліковано: 15.01.2003
Автори: Єлецьких Володимир Іванович, Стеч Володимир Станіславович, Колесников Юрій Миколайович, Барабаш Андрій Володимирович, Білобров Юрій Миколайович, Погребняк Микола Прокопович
Формула / Реферат
Ділянка змотування гарячекатаної штаби, що містить встановлені в технологічній послідовності летючі барабанні ножиці, кожен барабан яких обладнаний одним ножем, карусельну моталку, кілька підпільних моталок, розташованих послідовно один за одним і транспортні рольганги, при цьому карусельна моталка включає поворотний стіл із установленими на ній привідними барабанами, розвантажувальний візок з піднімальним роликовим столом і роликовий напрямний пристрій, що переміщається, а на станині летючих ножиць розміщені відкидні верхнє і нижнє провідні пристрої, розташовані з боку карусельної моталки, яка відрізняється тим, що вона обладнана додатковим відкидним провідним пристроєм, установленим на розвантажувальному візку карусельної моталки з боку згаданих відкидних верхнього і нижнього провідних пристроїв, а нижній барабан летючих ножиць оснащений підтримувальним роликом, вісь якого рівнобіжна осі нижнього барабана і знаходиться в діаметральній площині, розташованій під прямим кутом до діаметральної площини, що проходить через крайку нижнього ножа, що ріже.
Текст
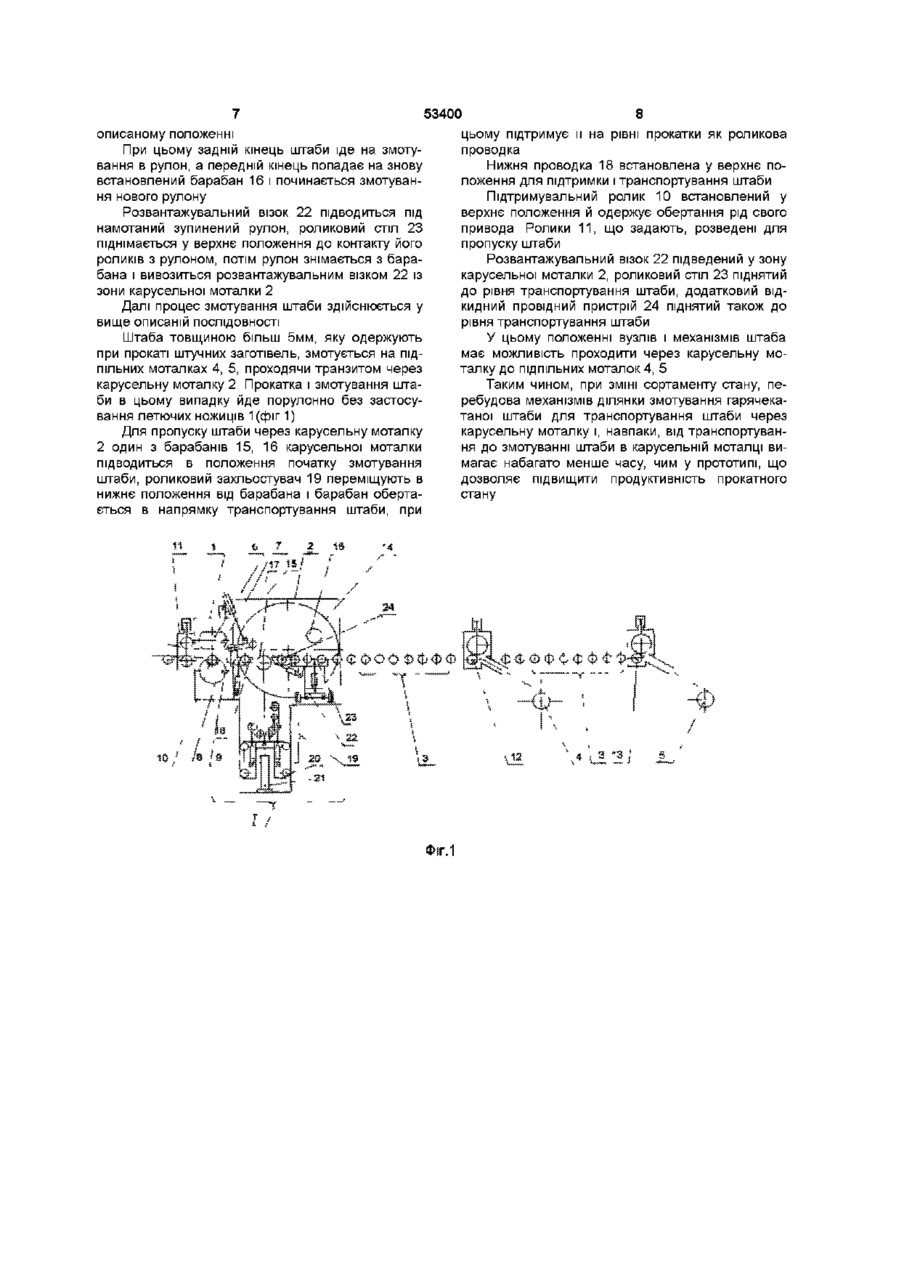
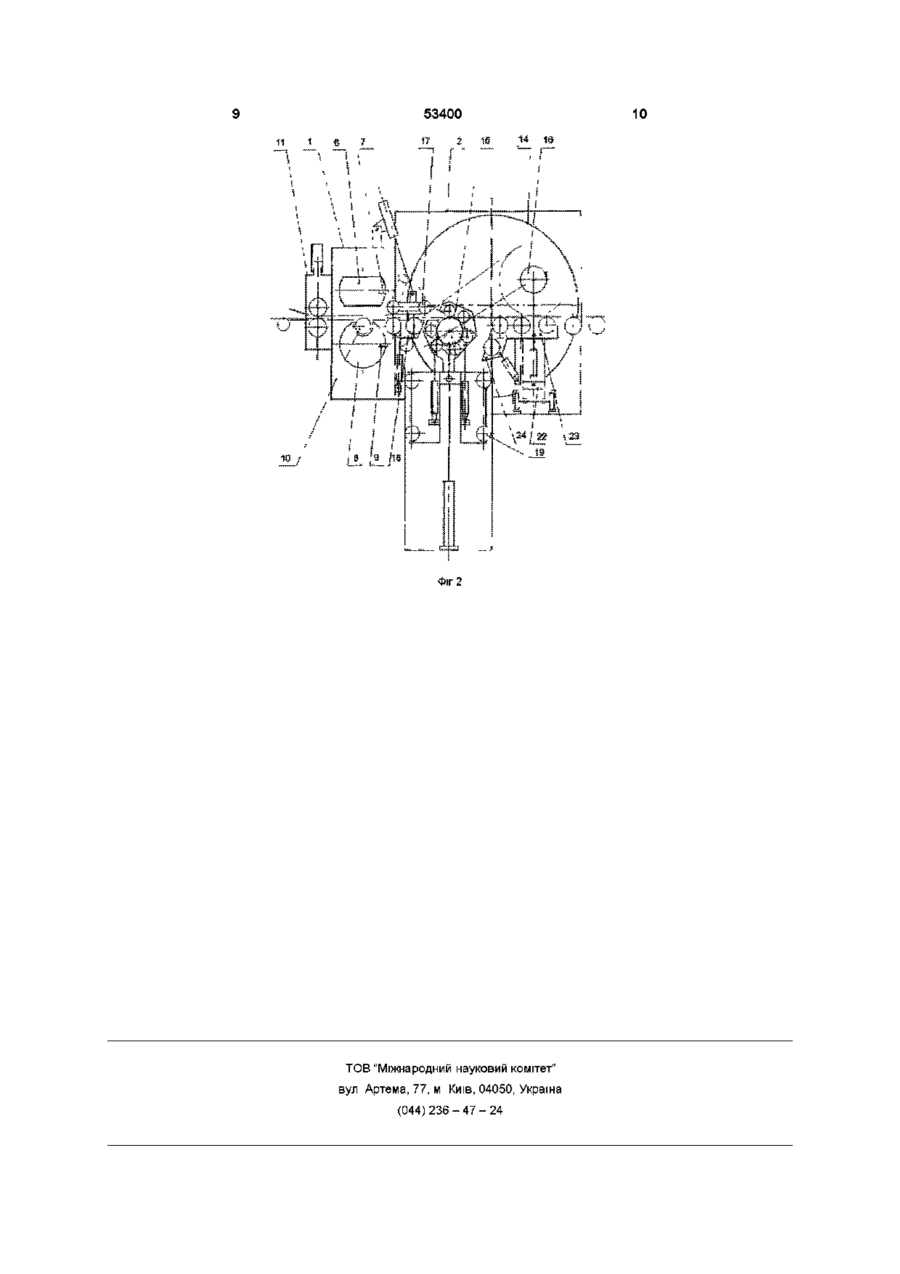
Ділянка змотування гарячекатаної штаби, що містить встановлені в технологічній ПОСЛІДОВНОСТІ летючі барабанні ножиці, кожен барабан яких постачений одним ножем, карусельну моталку, кілька ПІДПІЛЬНИХ моталок, розташованих послідовно друг за другом і транспортні рольганги, при цьому карусельна моталка включає поворот ний стіл із установленими на ній приводними барабанами, розвантажувальний візок з піднімальним роликовим столом і роликовий направляючий пристрій, що переміщається, а на станині летючих ножиців розміщені ВІДКИДНІ верхнє і нижнє провідні пристрої, розташовані з боку карусельної моталки, яка відрізняється тим, що вона постачена додатковим відкидним провідним пристроєм, установленим на розвантажувальному візку карусельної моталки з боку згаданих відкидних верхнього і нижнього провідних пристроїв, а нижній барабан летючих ножиців оснащений підтримувальним роликом, вісь якого рівнобіжна осі нижнього барабана і знаходиться в діаметральній площині, розташованій під прямим кутом до діаметральної площини, що проходить через крайку нижнього ножа, що ріже Винахід відноситься до області металургійного машинобудування, а саме, до устаткування для змотування в гарячому стані нескінченної штаби, і встановлюється на металургійних заводах у прокатних цехах для виробництва гарячекатаної штаби в широкому діапазоні товщин Відома ділянка змотування в складі напівбезупинного прокатного стану [патент США №3803891, МПК В21В 1/32], що містить три ПІДПІЛЬНІ моталки Така ділянка забезпечує змотування штаб, прокатаних зі штучних заготівель При реалізації процесу напівнескінченної чи нескінченної прокатки на прокатних станах, які використовують при виробництві тонкої гарячекатаної штаби, змотування на ПІДПІЛЬНІ моталки виявляється неможливим по наступних основних причинах 1 Передача штаби від однієї моталки до іншої відбувається після її розподілу на летючих ножицях зі зміною напрямку переднього кінця штаби на швидкостях до 20м/с Високі швидкості, зміна напряму руху і відсутність пауз між штабами приводять до «забурення» тонкої штаби 2 До такого ж явища приводять високі швидкості руху головної частини тонкої штаби по проводках самих моталок Відома ділянка змотування гарячекатаної штаби, що забезпечує змотування штаби широкого діапазону сортаменту і працює у двох режимах змотування штаби товщиною більш 5мм, прокатаноі зі штучних заготівель, і змотування напівнескінченної штаби Це технічне рішення, захищене міжнародним патентом WO 99/03613, МПК В21С 47/24, усуває недоліки попередньої ділянки змотування штаби і прийнято за прототип Ця ділянка змотування містить летючі ножиці, карусельну моталку, кілька ПІДПІЛЬНИХ моталок, рухливі верхні і нижні провідні пристрої, розташовані між летючими ножицями і карусельною моталкою, ВІДВІДНИЙ рольганг, транспортні рольганги, установлені за карусельною моталкою ^Э ^Э ^f CO ІО р — ^ «і ^ J 5Г — 53400 При цьому карусельна моталка складається з поворотного столу з приводом його обертання і двох барабанів з індивідуальними приводами обертання, які установлені діаметрально протилежно на поворотному столі, а також роликового направляючого пристрою, який установлено з можливістю взаємодії з кожним з барабанів у позиції намотування Крім того карусельна моталка оснащена розвантажувальним візком з піднімальним роликовим столом Технологія змотування штаби на цій ДІЛЯНЦІ має наступні особливості гарячекатана штаба, яка отримана в режимі напівнескінченної чи нескінченної прокатки, змотується на карусельній моталці поперемінно на два барабани, кожний з барабанів по черзі підводиться поворотним столом у позицію початку намотування і після захоплення кінця штаби і намотування декількох витків відводиться в позицію закінчення намотування і забирання рулону, поділ нескінченної штаби здійснюється летючими ножицями при швидкості руху штаби до 20м/с, після чого задній кінець штаби іде на домотування, а передній - прямий - захоплюється іншим барабаном моталки, встановленим у позицію початку намотування, при кожнім повороті барабанів з однієї позиції в іншу, який здійснюється поворотним столом, від барабанів відводяться роликовий направляючий пристрій, і рухливі верхнє і нижнє провідні пристрої, штаба товщиною понад 5мм прокочується зі штучних заготівель і намотується поперемінно на дві ПІДПІЛЬНІ моталки, які установлено за карусельною моталкою послідовно друг за другом, для пропуску цієї штаби до ПІДПІЛЬНИХ моталок барабанні летючі ножиці зрушуються перпендикулярно лінії прокатки разом з верхньою і нижньою проводками, роликовий направляючий пристрій встановлюється в нижнє положення, як і піднімальний роликовий стіл розвантажувального візка, барабани карусельної моталки встановлюються у вертикальній осі Після цього на ділянку змотування встановлюють ВІДВІДНИЙ рольганг ВІДВІДНИЙ рольганг при установці в ЛІНІЮ І ВІД ВОДІ з неї здійснює два рухи уздовж лінії і поперек Рух ВІДВІДНОГО рольганга уздовж лінії дозволяє звільнити місце для виведення рулонів з карусельної моталки Рух рольгангу поперек лінії дозволяє установлювати ВІДВІДНИЙ рольганг для транспортування штаби або для звільнення місця при змотуванні штаби на карусельну моталку Недолік описаної в прототипі ділянки змотування полягає у великих утратах часу на перестановку устаткування і зниженні, унаслідок цього, продуктивності прокатного стану В основу винаходу поставлена задача збільшення продуктивності прокатного стану Ця задача вирішена за рахунок технічного результату, що складається в скороченні часу перенастроювання устаткування при змотуванні штаби різного сортаменту Для досягнення вищевказаного результату ділянка змотування, що містить встановлені в тех нологічній ПОСЛІДОВНОСТІ летючі барабанні ножиці, кожен барабан яких постачений одним ножем, карусельну моталку, кілька ПІДПІЛЬНИХ моталок, розташованих послідовно друг за другом, і транспортні рольганги, при цьому карусельна моталка включає поворотний стіл із установленими на ньому приводними барабанами, розвантажувальний візок з піднімальним роликовим столом і роликовий направляючий пристрій, що переміщається, а на станині летючих ножиців розміщені ВІДКИДНІ верхнє і нижнє провідні пристрої, розташовані з боку карусельної моталки, ВІДПОВІДНО ДО винаходу постачена додатковим відкидним провідним пристроєм, установленим на розвантажувальному візку карусельної моталки з боку згаданих відкидних верхнього і нижнього провідних пристроїв, а нижній барабан летючих ножиців оснащений підтримувальним роликом, вісь якого рівнобіжна осі нижнього барабана ножиців і знаходиться в діаметральній площині, розташованої під прямим кутом до діаметральної площини, що проходить через крайку нижнього ножа, що ріже У результаті порівняльного аналізу пропонованого рішення з прототипом установлено, що вони мають наступні загальні ознаки летючі барабанні ножиці мають верхній і нижній барабани, кожний з який постачений одним ножем, карусельна моталка з поворотним столом і встановленими на ньому двома приводними барабанами, розвантажувальний візок з піднімальним роликовим столом, роликовий направляючий пристрій, що переміщається, установлений з можливістю взаємодії з кожним з барабанів у позиції намотування, ВІДКИДНІ верхнє і нижнє провідні пристрої, розташовані з боку карусельної моталки на станині летючих ножиців, кілька ПІДПІЛЬНИХ моталок, транспортні рольганги, і ВІДМІТНІ ознаки додатковий відкидний провідний пристрій, установлений на розвантажувальному візку карусельної моталки з боку відкидних верхнього і нижнього провідних пристроїв, підтримувальний ролик, установлений на нижньому барабані летючих ножиців, вісь якого рівнобіжна осі нижнього барабана ножиців і знаходиться в діаметральній площині, яка розташована під прямим кутом до діаметральної площини, що проходить через крайку нижнього ножа, що ріже Таким чином, запропонована ділянка змотування має нові складові частини, нову форму виконання цих частин і новий взаємозв'язок машин, механізмів і деталей Між ВІДМІТНИМИ ознаками і технічним результатом, що досягається, існує причинно-наслідковий зв'язок Завдяки тому, що ділянка змотування оснащена додатковим відкидним провідним пристроєм, установленим на розвантажувальному візку карусельної моталки з боку відкидних верхнього і нижнього провідних пристроїв, а також підтримувальним роликом, установленим на нижньому барабані летючих ножиців, вісь якого рівнобіжна осі нижньо 53400 го барабана і збігається з діаметральною площиною, розташованою під прямим кутом до діаметральної площини, що проходить через крайку нижнього ножа, що ріже, стало можливим при ЗМІНІ сортаменту штаб змотувати їх або на карусельну моталку, або на ПІДПІЛЬНІ моталки без великих витрат часу на переналагодження устаткування А саме, при прокатці штаб зі штучних заготівель змотування ведуть на ПІДПІЛЬНІ моталки, використовуючи для транспортування штаби додатковий відкидний провідний пристрій, барабан моталки і додатковий ролик нижнього барабана летючих ножиців Завдяки зменшенню часу на переналагодження устаткування ділянки змотування при переході на новий сортамент підвищується продуктивність ділянки і всього стану в цілому Виключення з вищевказаної сукупності ВІДМІТНИХ ознак хоча б одного не забезпечує досягнення поставленої задачі - підвищення продуктивності стану Технічне рішення, що заявляється, не відомо з рівня техніки і тому воно є новим Технічне рішення, що заявляється, має винахідницький рівень, тому що пропонована ділянка змотування для фахівців явно не випливає з рівня техніки Винахід, що заявляється, промислово застосовано, тому що його технологічне і технічне виконання не завдає труднощів По цьому рішенню виконаний технічний проект для стану 1700 гарячої прокатки металургійного комбінату їм Ілліча(м Маріуполь) Таким чином, запропонованому технічному рішенню може представлятися правова охорона, тому що воно є новим, має винахідницький рівень і промислово застосовано, тобто відповідає всім критеріям винаходу Винахід пояснюється кресленнями, на яких зображені фіг 1 - ділянка змотування гарячекатаної штаби(режим змотування штаби, отриманої зі штучних заготівель на ПІДПІЛЬНІ моталки), фіг 2 - місце І на фіг 1 (режим змотування нескінченної штаби на карусельну моталку) Ділянка змотування складається з летючих барабанних ножиців 1, карусельної моталки 2, транспортних рольгангів 3 і ПІДПІЛЬНИХ моталок 4 і 5 Летючі барабанні ножиці 1 виконані у виді верхнього барабана 6 з ножем 7, нижнього барабана 8 з ножем 9 і привода обертання барабанів(на кресленнях не показаний) На нижньому барабані 8 установлений підтримувальний ролик 10, вісь якого рівнобіжна осі нижнього барабана і збігається з діаметральною площиною, розташованою під прямим кутом до діаметральної площини, що проходить через крайку нижнього ножа, що ріже Ролик 10 має свій привод від стаціонарно встановленого двигуна через карданний вал(на кресленнях не показаний) Перед летючими ножицями 1 установлені ролики, що задають, 11 За летючими ножицями 1 установлена карусельна моталка 2 і послідовно за нею кілька ПІДПІЛЬНИХ моталок, зокрема, як зображено на фіг1, ПІДПІЛЬНІ моталки 4, 5 з роликами, що задають, 12, 13 Між моталками встановлені транспортні рольганги З Карусельна моталка 2 складається з поворотного столу 14 із приводом повороту(на кресленнях не показаний) і встановлених на ньому двох барабанів 15, 16 кожний зі своїм приводом(також на кресленнях не показані) Між летючими ножицями 1 і карусельною моталкою 2 установлені ВІДКИДНІ верхня 17 і нижня 18 проводки, що закріплені на станині ножиців Карусельна моталка 2 включає також роликовий направляючий пристрій - 19, установлений на візку 20, зв'язаному з гідроциліндром 21, і розвантажувальний візок 22 з піднімальним роликовим столом 23 і додатковим відкидним провідним пристроєм 24, закріпленим на візку 22 Робота ділянки змотування штаби здійснюється за наступною схемою Змотування штаби товщиною менш 5мм, одержуваної в режимі напівнескінченної прокатки, здійснюється на карусельній моталці 2(фіг 2) Перед початком змотування один з барабанів, наприклад, 15 установлюється за допомогою поворотного столу 14 у положення початку змотування(фіг 2) Роликовий захльостувач 19 піднятий за допомогою візка 20 до барабана 15 і його ролики встановлені в положення захльостування штаби ВІДКИДНІ верхня 17 і нижня 18 проводки встановлені в робочому положенні(фіг 2) Верхній 6 і нижній 8 барабани летючих ножиців 1 встановлені в горизонтальному положенні ножів, при цьому підтримувальний ролик 10 знаходиться у своєму верхньому положенні і підтримує штабу на рівні прокатки Ролики 11, що задають, встановлені в положенні задачі штаби в карусельну моталку 2 Розвантажувальний візок 22 з опущеним роликовим столом 23 і встановленим у нижнє положення додатковим відкидним провідним пристроєм 24 виведений за межі карусельної моталки в напрямку, перпендикулярному осі прокатки Для задачі штаби в карусельну моталку ролики відкидної верхньої 17 і нижньої 18 проводок, ролики 11, що задають, і підтримувальний ролик 10 одержують обертання від своїх приводів у напрямку задачі штаби в карусельну моталку 2 Після утворення 2 - 3 перших витків роликовий захльостувач 19 відводиться від барабана 15 і опускається вниз за допомогою візка 20 у таке положення, щоб не заважати повороту барабанів за допомогою поворотного столу 14 У таке ж положення, що не заважає повороту барабанів, відводиться верхня 17 і нижня 18 проводки(фіг 2) Барабан 15, продовжуючи намотування штаби в рулон, переводиться поворотним столом 14 у діаметрально протилежне положення, а барабан 16 займає положення барабана 15 До нього підводиться роликовий захльостувач 19 як описано раніше для барабана 15, а верхня 17 і нижня 18 проводки встановлюються в робоче положення(фіг 2) Перед закінченням намотування рулону летючі ножиці 1 запускаються на різ, розганяючись до швидкості штаби, і після різа зупиняються в раніше 53400 описаному положенні При цьому задній кінець штаби іде на змотування в рулон, а передній кінець попадає на знову встановлений барабан 16 і починається змотування нового рулону Розвантажувальний візок 22 підводиться під намотаний зупинений рулон, роликовий стіл 23 піднімається у верхнє положення до контакту його роликів з рулоном, потім рулон знімається з барабана і вивозиться розвантажувальним візком 22 із зони карусельної моталки 2 Далі процес змотування штаби здійснюється у вище описаній ПОСЛІДОВНОСТІ Штаба товщиною більш 5мм, яку одержують при прокаті штучних заготівель, змотується на ПІДПІЛЬНИХ моталках 4, 5, проходячи транзитом через карусельну моталку 2 Прокатка і змотування штаби в цьому випадку йде порулонно без застосування летючих ножиців 1(фіг 1) Для пропуску штаби через карусельну моталку 2 один з барабанів 15, 16 карусельної моталки підводиться в положення початку змотування штаби, роликовий захльостувач 19 переміщують в нижнє положення від барабана і барабан обертається в напрямку транспортування штаби, при 8 цьому підтримує и на рівні прокатки як роликова проводка Нижня проводка 18 встановлена у верхнє положення для підтримки і транспортування штаби Підтримувальний ролик 10 встановлений у верхнє положення й одержує обертання рід свого привода Ролики 11, що задають, розведені для пропуску штаби Розвантажувальний візок 22 підведений у зону карусельної моталки 2, роликовий стіл 23 піднятий до рівня транспортування штаби, додатковий відкидний провідний пристрій 24 піднятий також до рівня транспортування штаби У цьому положенні вузлів і механізмів штаба має можливість проходити через карусельну моталку до ПІДПІЛЬНИХ моталок 4, 5 Таким чином, при ЗМІНІ сортаменту стану, перебудова механізмів ділянки змотування гарячекатаної штаби для транспортування штаби через карусельну моталку і, навпаки, від транспортування до змотуванні штаби в карусельній моталці вимагає набагато менше часу, чим у прототипі, що дозволяє підвищити продуктивність прокатного стану 53400 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24 10
ДивитисяДодаткова інформація
Назва патенту англійськоюArea for winding of hot-rolled strip
Автори англійськоюBilobrov Yurii Mykolaiovych, Pohrebniak Mykola Prokopovych, Yeletskykh Volodymyr Ivanovych, Stech Volodymyr Stanislavovych, Barabash Andrii Volodymyrovych
Назва патенту російськоюУчасток сматывания горячекатаной полосы
Автори російськоюБилобров Юрий Николаевич, Погребняк Николай Прокофьевич, Елецких Владимир Иванович, Стеч Владимир Станиславович, Барабаш Андрей Владимирович
МПК / Мітки
МПК: B21C 47/34
Мітки: змотування, ділянка, штаби, гарячекатаної
Код посилання
<a href="https://ua.patents.su/5-53400-dilyanka-zmotuvannya-garyachekatano-shtabi.html" target="_blank" rel="follow" title="База патентів України">Ділянка змотування гарячекатаної штаби</a>
Спосіб намотування штаби на барабан моталки в печі
Номер патенту: 48850
Опубліковано: 15.08.2002
Автори: Єршов Валентин Олександрович, Осокін Анатолій Андрійович, Білобров Юрій Миколайович, Тіщенко Андрій Миколайович
МПК: B21C 47/02
Мітки: барабан, моталки, штаби, печі, намотування, спосіб
Формула / Реферат:
Спосіб намотування штаби на барабан моталки в печі, що складається з подачі штаби задавальними роликами у проріз барабана моталки, розгону барабана з наступним натягом штаби до її контакту з роликом, що відхиляє, який відрізняється тим, що після згаданого контакту здійснюють підйом штаби на ділянці між задавальними роликами i барабаном моталки, переміщаючи ролик, що відхиляє.
Установка для змотування та видачі рулону
Номер патенту: 37914
Опубліковано: 15.05.2001
Автори: Осокін Анатолій Андрійович, Панченко Віктор Миколайович, Єршов Валентин Олександрович
МПК: B21C 47/24
Мітки: установка, видачі, рулону, змотування
Текст:
...візок-знімач, що скорочує фундаментні роботи і знижує витрати на установку. Завдяки з'єднанню візка-знімача з приводом горизонтального переміщення з можливістю вертикального переміщення візка-знімача відносно приводу, стає можливим знизити енергомісткість та габарити привода піднімання-опускання, що призведе до зменшення вартості приводу піднімання-опускання та зниження капітальних витрат установки для змотування та видачі рулон у....
Тягнучі ролики моталки гарячої штаби
Номер патенту: 40444
Опубліковано: 16.07.2001
Автори: Філь Андрій Васильович, Осокін Анатолій Андрійович, Єршов Валентин Олександрович
МПК: B21C 47/34
Мітки: гарячої, моталки, тягнучі, ролики, штаби
Формула / Реферат:
1. Тягнучі ролики моталки гарячої штаби, до складу яких входять ролики, що встановлені у станині, розміщеній на фундаментній плиті, які відрізняються тим, що обладнані шарнірно сполученим зі станиною механізмом її переміщення та схемою його керування, а також вертикальною віссю, один торець якої жорстко прикріплено до фундаментної плити, а у станині виконано відповідний отвір, при цьому станину і фундаментну плиту відповідно оснащено...
Спосіб стабілізації форми гарячекатаної штаби
Номер патенту: 43354
Опубліковано: 17.12.2001
Автори: Ботштейн Володимир Абрамович, Поліщук Валентин Михайлович, Самохвалов Микола Іванович, Деркач Дмитро Олександрович
МПК: B21B 37/28, B21B 1/22
Мітки: штаби, форми, стабілізації, спосіб, гарячекатаної
Формула / Реферат:
1.Способ стабилизации формы горячекатаной полосы, включающий измерение параметров, определяющих форму полосы, и регулирование профиля рабочих валков изменением давления в гидроцилиндрах противоизгиба, отличающийся тем, что при получении первичного сигнала нарушения формы полосы одновременно воздействуют на форму полосы изменением давления в гидроцилиндрах противоизгиба и регулированием теплового профиля соответствующих участков бочки рабочих...
Моталка гарячої штаби
Номер патенту: 40205
Опубліковано: 16.07.2001
Автори: Осокін Анатолій Андрійович, Білобров Юрій Миколайович, Єршов Валентин Олександрович
МПК: B21C 47/24
Мітки: моталка, гарячої, штаби
Формула / Реферат:
Моталка гарячої штаби, яка містить барабан з розташованими навколо нього формуючими роликами, що розміщені у роликотримачах, які з'єднані з приводами їх переміщення, що виконані у вигляді циліндрів, та засоби для регулювання зусилля притиску формуючих роликів, яка відрізняється тим, що засоби для регулювання зусилля притиску кожного з формуючих роликів виконані у вигляді керуючого пристрою, у якого датчик переміщення штоку закріплено на...