Спосіб безперервного лиття стрічки
Номер патенту: 1304
Опубліковано: 25.03.1994
Автори: Падерно Дмитро Юрійович, Маслов Валерій Вікторович, Немошкаленко Володимир Володимирович, Балан Віктор Захарович, Косенко Микола Степанович, Носенко Віктор Костянтинович
Формула / Реферат
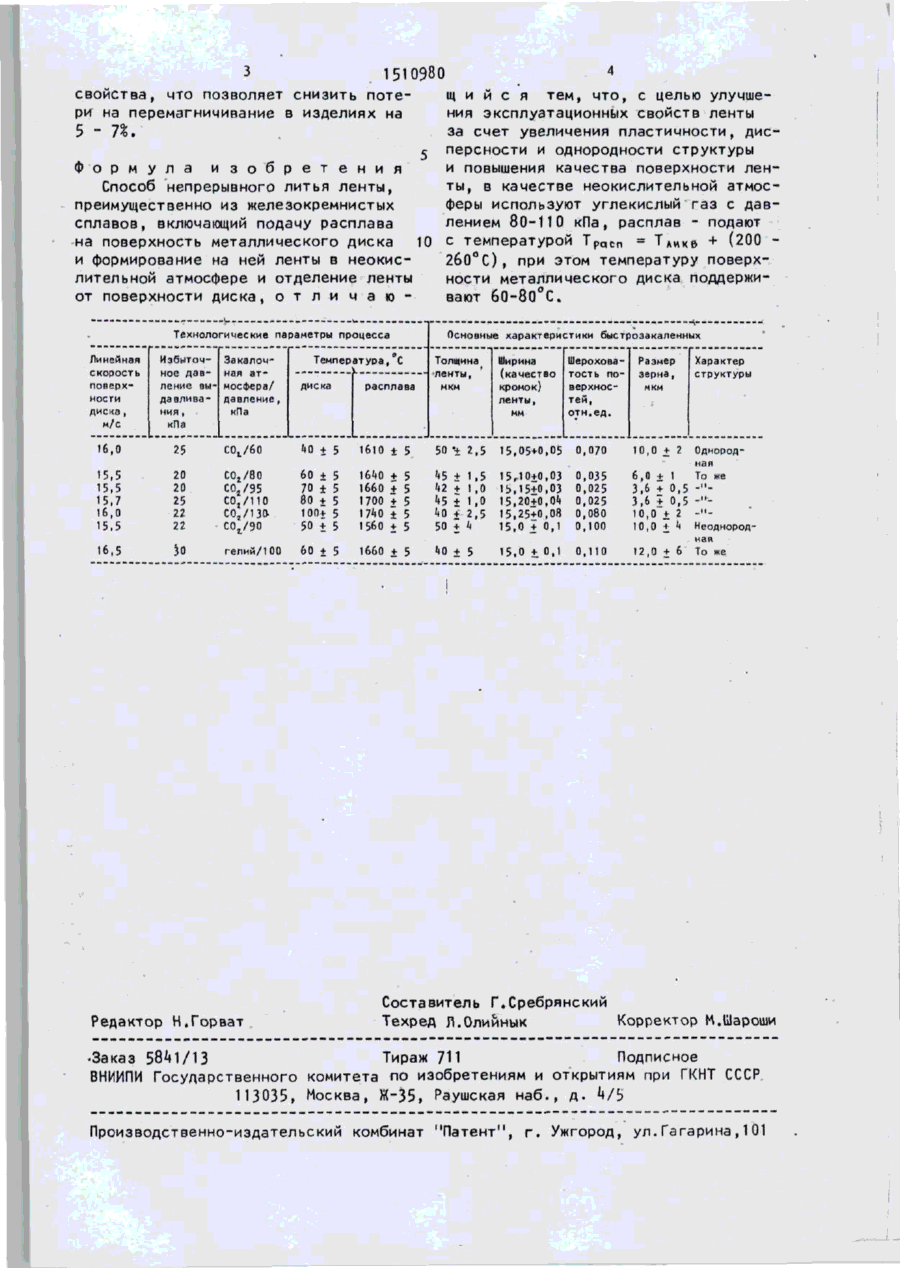
Способ непрерывного литья ленты, преимущественно из железокремнистых сплавов, включающий подачу расплава на поверхность металлического диска и формирование на ней ленты в неокислительной атмосфере и отделение ленты от поверхности диска, отличающийся тем, что, с целью улучшения эксплуатационных свойств ленты за счет увеличения пластичности, дисперсности и однородности структуры и повышения качества поверхности ленты, в качестве неокислительной атмосферы используют углекислый газ с давлением 80—110 кПа, расплав подают с температурой Трacп = Тликв +(200- 260 °С), при этом температуру поверхности металлического диска поддерживают 60—80 °C.
Текст
СОЮЗ СОВЕТСНИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИК А1 .(51)4 В 22 D 11/06 ГОСУДАРСТВЕННЫЙ НОМИТЕТ ПО ИЗОБРЕТЕНИЯМ И ОТНРЫТИЯМ ПРИ ГННТ СССР ОПИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ t (21) 4230795/31-02 (22) 15.0*1.87 (46) 30.09.89. Бюл. № 36 (71) Институт металлофизики АИ УССР (72) В.В.Немошкаленко, В.В.Маслов, В.З.Балан, В.К.Носенко, Н.С.Косенко и Д.Ю.Падерно (53) 621.7^6.0^7 (088.8) (56) Заявка Японии ff 60-9556, кл. В 22 D 11/06, 1985. (5*0 СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЛЕНТЫ (57) Изобретение относится к металлургии, к непрерывному питью аморфных и микрокристаллических лент. Цель изобретения - повышение эксплуата Изобретение относится к металлург и и , а именно к производству микрокристаллических или аморфных лент, получаемых при закалке расплава. Цель изобретения - повышение э к с плуатационных свойств ленты за счет увеличения пластичности, дисперсности и однородности структуры. Способ осуществляют следующим образом. Быстрозакаленную ленту полумают в герметичной камере в атмосфере у г лекислого газа при давлении 60 110 кПа. После нагрева расплава до температуры T?acnh - Т А И к & + (200 26О°С) его выдавливают избыточным давлением углекислого газа через расположенное в нижней части тигля сопло прямоугольного сечения на специально обработанную и подогретую с ционных свойств ленты за счет увеличения пластичности, дисперсности и однородности структуры. Расплав подают на поверхность металлического диска и формируют на ней 8 неокислительной атмосфере ленту, а затем отделяют ее от поверхности, при этом в качестве неокислительной атмосферы используют углекислый газ с давлением 80-110 кПа, расплав подают на диск с температурой на 200-2бО°С выше температуры ликвидус и поддерживают температуру его поверхности в пределах 60-80 С, что позволяет повысить ка- • чество поверхности ленты и ее эксплуатационные свойства, 1 табл. помощью ВЧ^генератора до 6О-8О°С поверхность быстровращающегося диска диаметром 200 мм, изготовленного из хромсодержащей стали. Угол наклона сопла относительно нормали к по~ верхности диска составляет при этом \°У а расстояние между торцом сопла и поверхностью диска - 0,25 мм. Сформированную в результате быстрого охлаждения на поверхности диска ленту снимают с помощью механического съемника в виде скользящего по этой поверхности лезвия. Примеры осуществления способа для сплава Fe ~ Ь,Ъ% Si и свойства полученных лент приведены в таблице. Использование изобретения снижает шероховатость поверхности ленты, повышает ее пластичность и магнитные О 00 о 15ЮЭ8О свойства, что позволяет снизить потери на перемэгничивание в изделиях на 5 - 7%. Ф о р м у л а и з о б р е т е н и я Способ непрерывного литья ленты, преимущественно из железокремнистых сплавов, включающий подачу расплава на поверхность металлического диска и формирование на ней ленты в неокислительной атмосфере и отделение ленты от поверхности диска, о т л и ч а ю Технологические параметры процесса Линейная Избыточ скорость поверхности диска, ное дав- нап этпение вы- мосфера/ давлива- давление, ния , кПя м/с Закалоч Основные характеристики быстроээкаленных Температура • с л диска расплава Толщина ленты, мкм Лирина (качество кромок) ленты, мм кПа 16,0 25 C0 t /60 1)0 15,5 15,5 15,7 CQj/80 С0 г /95 СО,/110 С07/13& С0 г /90 60 ± 5 15,5 20 20 25 22 22 16,5 50 гепий/100 16,0 щ и и с я тем, что, с целью улучшения эксплуатационных свойств ленты за счет увеличения пластичности, дисперсности и однородности структуры и повышения качества поверхности ленты, в качестве неокислительной атмосферы используют углекислый газ с давлением 80-110 кііа, расплав - подают с температурой Т р а с п = Т АИ к& + (200 • 2бО а С), при этом температуру поверхности металлического диска поддерживают 6О-8О°С. Редактор Н.Горват Шерохова Размер Характер тость поверхностей, отн.ед. зерна, структуры мкм 1610 ± 5 50 "± 2 ,5 '5,05+0,05 0,070 10,0 + 2 Однород + 5 ± 5 + 5 "iS + 1 ,5 ± 5 + 5 1(5 + 1 ,0 ^ 0 + 2 ,5 50 + 4 15,.Ю+0,03 1Ь,15+0,03 15,20+0,0*1 15,25+0,08 15,0 + 0,1 0,035 0,025 0.025 0,080 0,100 6,0+1 80 + 5 100+ 5 50 + 5 1640 1660 1700 f 7%Q 1560 60 + 5 1660 ± 1(0 + 5 15,0 + 0,1 0,110 12,0+6 5 70 ± 5 5 иг + і .0 3,6 + 0,5 3,6 * 0,5 10,0 + 2 10,0 + *t ная То же -"-" -"Неоднородная То же Составитель Г.Сребрянский Техред Л.Олийнык Корректор М.Шароши -Заказ 5841/13 Тираж 711 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. Производственно-издательский комбинат "Патент", г . Ужгород, ул.Гагарина,101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of continuous casting of tape
Автори англійськоюMaslov Valerii Viktorovych, Nemoshkalenko Volodymyr Volodymyrovych, Balan Viktor Zakharovych, Nosenko Viktor Kostiantynovych, Kosenko Mykola Stepanovych, Paderno Dmytro Yuriiovych
Назва патенту російськоюСпособ непрерывного литья ленты
Автори російськоюМаслов Валерий Викторович, Немошкаленко Владимир Владимирович, Балан Виктор Захарович, Носенко Виктор Константинович, Косенко Николай Степанович, Падерно Дмитрий Юрьевич
МПК / Мітки
МПК: B22D 11/06
Мітки: лиття, безперервного, спосіб, стрічки
Код посилання
<a href="https://ua.patents.su/2-1304-sposib-bezperervnogo-littya-strichki.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервного лиття стрічки</a>
Спосіб напівбезперервного лиття чавуну
Номер патенту: 1022
Опубліковано: 30.12.1993
Автори: Каплієнко Ігор Прокопович, Овчаренко Микола Трохимович, Шуміхін Володимир Сергійович, Шинський Олег Йосипович, Раздобарін Іван Григорович, Походня Ігор Костянтинович, Рижей Станіслав Федорович, Альтер Володимир Федорович, Одарченко Борис Васильович
МПК: C21C 1/08
Мітки: напівбезперервного, спосіб, лиття, чавуну
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и яСпособ полунепрерывного литья чугуна, включающий периодическую подачу в металлоприемник порций чугуна и модифицирование чугуна в металлоприемнике введением магнийсодержащей проволоки, о т л и ч а ю щ и й с я тем, что, с целью повышения выхода годного за счет стабилизации свойств и структуры получаемых отливок, подаваемыми порциями чугуна вытесняют чугун из металлоприемника, а модифицирование чугуна...
Касета для магнітної стрічки
Номер патенту: 272
Опубліковано: 30.04.1993
Автори: Осауленко Микола Федорович, Демченко Микола Миколайович, Бездєтко Микола Дмитрович
МПК: G11B 23/04
Мітки: касета, магнітної, стрічки
Формула / Реферат:
Кассета для магнитной ленты. Содержащая компланарно расположенные сердечники с магнитной лентой, направляющие ролики, крышки с центровочными отверстиями и две прокладки W-образной формы с тремя прогибами, расположенными между сердечниками и крышками, причем два периферийных прогиба сопряжены с сердечниками, а средний прогиб и два продольных края прокладки сопряжены с крышками, отличающаяся тем, что центральные прогибы каждой из прокладок...
Спосіб лиття армованих заготовок
Номер патенту: 744
Опубліковано: 15.12.1993
Автори: Костенко Георгій Дмитрович, Єфімов Віктор Олексійович, Кельвіч Володимир Тихонович
МПК: B22D 19/02
Мітки: армованих, спосіб, лиття, заготовок
Формула / Реферат:
Формула изобретенияСпособ литья армированных заготовок, включающий размещение в форме армирующих труб, заливку металла и продувку труб сжатым газом, отличающийся тем, что, с целью снижения вероятности прожога труб, дефектов усадочного происхождения и уменьшения термических напряжений, за счет выравнивания градиента температур по длине труб, продувку последних осуществляют попеременно с различных их концов.
Спосіб отримання синтетичних ультратонких волокон
Номер патенту: 1451
Опубліковано: 25.03.1994
Автори: Цебренко Марія Василівна, Юдін Олександр Володимирович
МПК: D01F 6/88
Мітки: отримання, ультратонких, спосіб, волокон, синтетичних
Формула / Реферат:
Способ получения синтетических ультратонких волокон экструдированием расплава смеси двух полимеров, один из которых — матрица, а второй — волокнообразующий, охлаждением свежесформованных волокон, экстрагированием матрицы из них и термоориентационным вытягиванием, отличающийся тем, что, с целью повышения однородности структуры волокон и улучшения физико-механических показателей полученной из них комплексной нити, экструдируют смесь,...
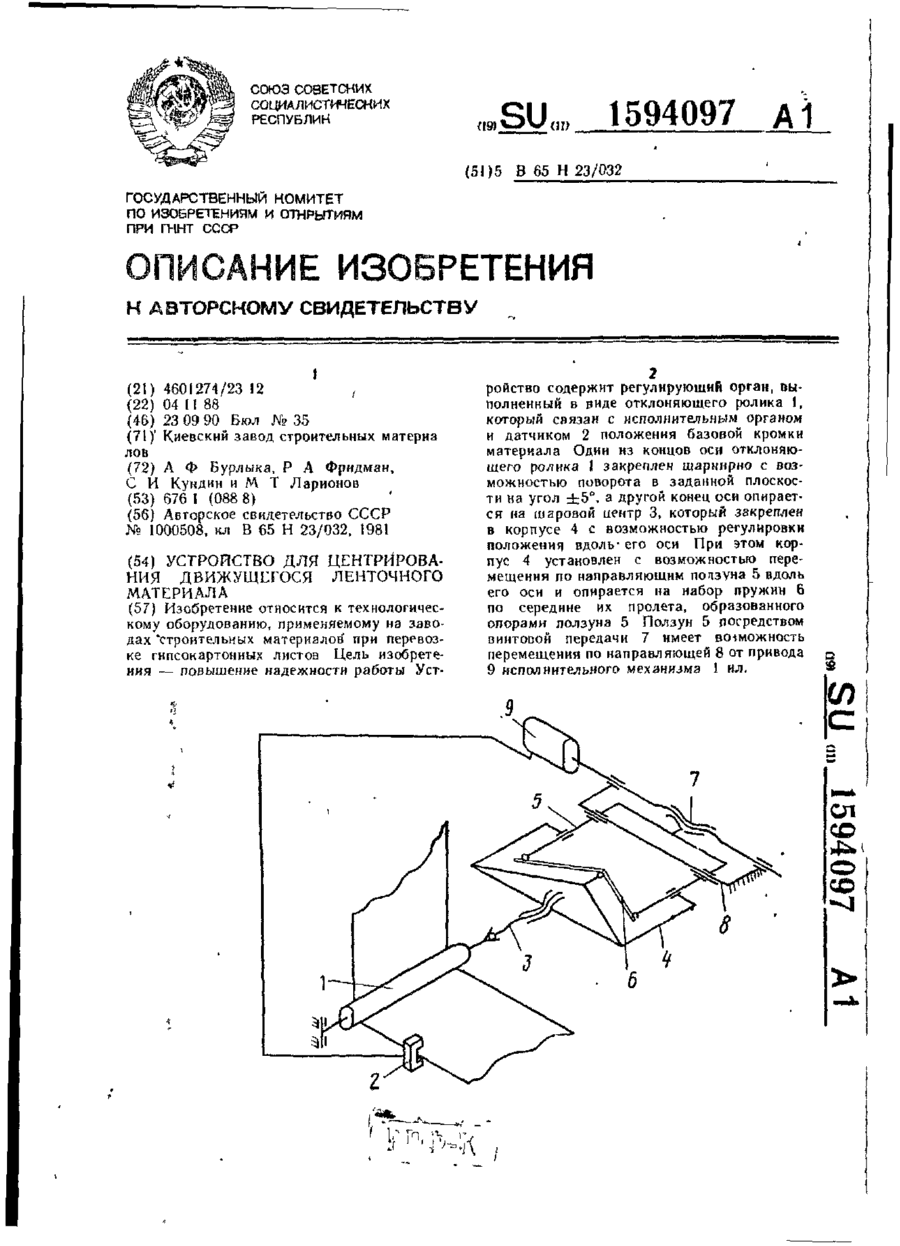
Пристрій для центрування рухомої стрічки
Номер патенту: 330
Опубліковано: 30.04.1993
Автори: Ларіонов Михайло Тихонович, Бурлика Анатолій Пилипович, Кундін Станіслав Ісакович, Фрідман Роман Аркадійович
МПК: B65H 23/032
Мітки: стрічки, центрування, пристрій, рухомої
Формула / Реферат:
Устройство для центрирования движущегося ленточного материала, содержащее отклоняющий ролик, установленный одним концом в шарнирной опоре с возможностью поворота в заданной плоскости и связанный другим концом посредством шарового центра с приводом исполнительного механизма, включающим винтовую передачу и связанный с ней ползун, управляемые от датчика положения базовой кромки материала, отличающееся тем, что, с целью повышения надежности...
Попередній патент: Спосіб покращання луків і пасовищ
Наступний патент: Алмазна бурова коронка
Випадковий патент: Пристрій стабілізації товщини листа на реверсивних станах гарячої прокатки