Спосіб змотування в рулон гарячекатаної штаби
Номер патенту: 79619
Опубліковано: 10.07.2007
Автори: Переходченко Віктор Олександрович, Тіщенко Андрій Миколайович, Білобров Юрій Миколайович
Формула / Реферат
Спосіб змотування в рулон гарячекатаної штаби, при якому здійснюють подачу штаби до обертового барабана моталки, діяння на штабу обертовими формувальними роликами, до яких прикладений робочий крутильний момент, формування витків рулону з перекриттям ними переднього торця штаби, розташованого на поверхні барабана моталки, з утворенням "сходинки" і накладенням на неї кожного витка, при якому в процесі формування кожного витка відводять формувальний ролик від ділянки рулону зі "сходинкою" на відстань, що перевищує величину "сходинки", з наступним поверненням формувального ролика і діянням його на штабу, що змотується, який відрізняється тим, що в процесі формування кожного витка рулону здійснюють зниження крутильного моменту, прикладеного до формувального ролика, відповідно з геометричними і фізико-механічними параметрами штаби, що змотується, з наступним його збільшенням до робочого значення, при цьому зниження крутильного моменту формувального ролика здійснюють на період відведення формувального ролика від ділянки рулону зі "сходинкою" і повернення його до рулону після перекриття штабою згаданої ділянки рулону.
Текст
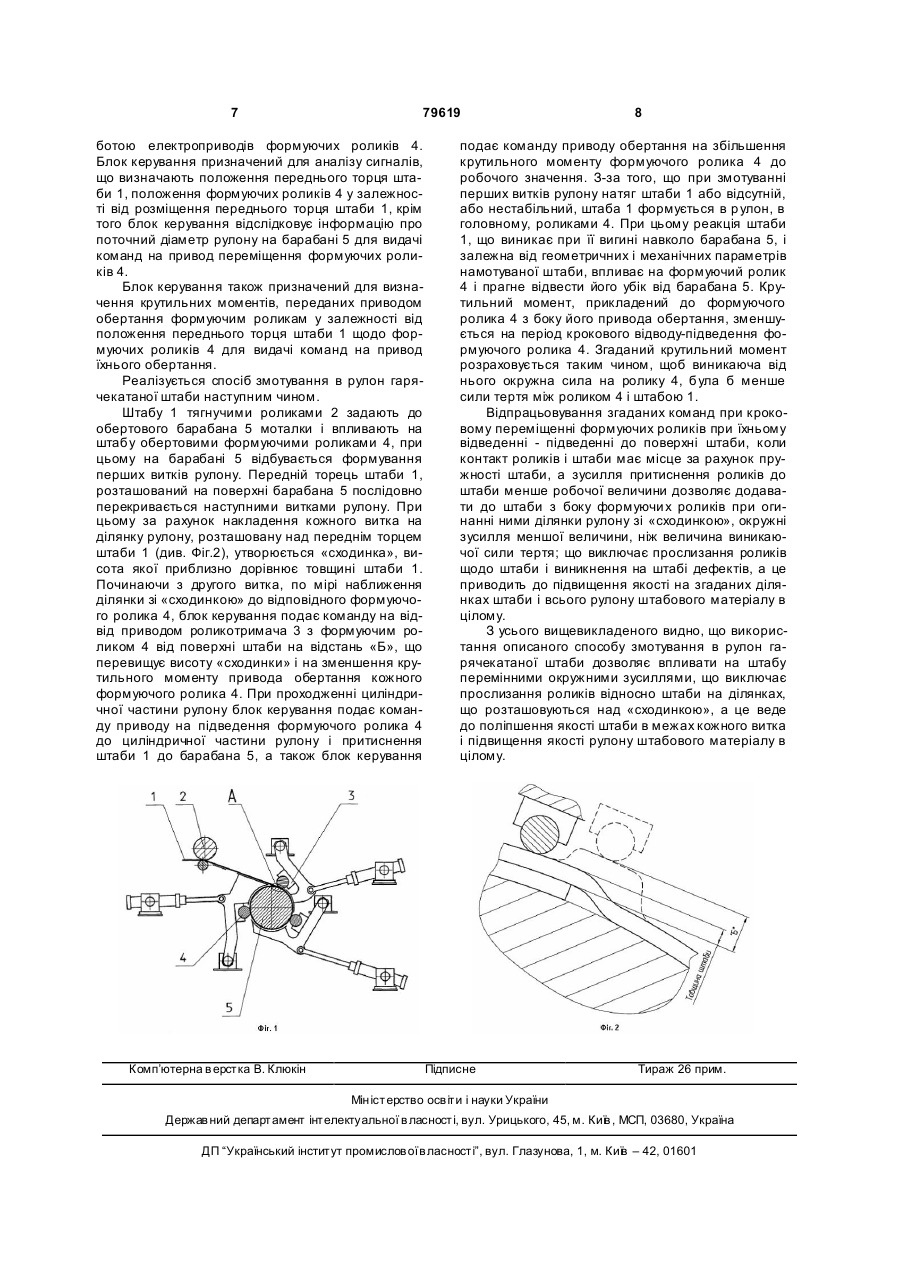
Спосіб змотування в рулон гарячекатаної штаби, при якому здійснюють подачу штаби до обертового барабана моталки, діяння на штабу обертовими формувальними роликами, до яких C2 1 3 79619 а потім, повертаючись під дією привода притиснення, співударяється з циліндричною частиною рулону. При змотуванні штаби окружне зусилля на формуючому ролику Ро=Мн/Rp ; де Мн - номінальний робочий момент, прикладений до формуючого ролика; Rp - радіус ролика. Для виключення прослизання формуючого ролика відносно штаби необхідно, щоб сила тертя між штабою і роликом (Рт) була не менше окружного зусилля на ролику: Pт ³ Po / f ; де f - коефіцієнт тертя ролика по штабі. При русі формуючого ролика, до якого прикладений крутильний момент, по циліндричній частині рулону, що змотується, робочі зусилля притиснення ролика до поверхні штаби достатні для формування штаби в рулон, а сила тертя, яка виникає при цьому, між штабою і роликом забезпечує зчеплення формуючого ролика зі штабою без прослизання. Однак під впливом ділянки рулону зі «сходинкою» відбувається відкидання формуючого ролика і його повернення до рулону після проходження ділянки зі «сходинкою». При цьому зусилля його притиснення до штаби відрізняється від робочих, а сила тертя між роликом і штабою при відкиданні, у моменти зменшення зусилля притиснення, (у порівнянні з величиною робочого значення), стає недостатньою для забезпечення потрібного зчеплення ролика і штаби, що приводить до прослизання ролика відносно поверхні штаби. У результаті прослизання на поверхні штаби з'являються дефекти у вигляді міток на ділянках розміщення «сходинки» у межах кожного витка. Від динамічного впливу на штабу формуючого ролика при відкиданнях і зіткненнях його зі штабою виникають «надави» на штабі, місцеві поперечні стоншення. Усе вищеописане приводить до погіршення якості штаби, що змотується, і до погіршення якості рулону штабового матеріалу в цілому. Таким чином, недоліком описаного способу змотування штаби є незадовільна якість рулону штабового матеріалу. Відомий також спосіб намотування штаби на барабан моталки, який реалізується в пристрої, приведеному в [журналі МРТ за 1989 рік стор. 72, мал. 22] найбільш близький до способу змотування штаби що заявляється, і прийнятий у якості прототипу. Пристрій для реалізації способу намотування штаби на барабан являє собою багатороликову моталку з барабаном і гідравлічно керованими формуючими роликами. При змотуванні рулону передбачений позиційний контроль формуючих роликів моталки. При формуванні рулону даним способом штаба подається до обертового барабана моталки, і обертові формуючі ролики впливають на штабу. Таким чином, відбувається формування витків рулону. Передній торець штаби, розташований на поверхні барабана послідовно перекривається наступними витками рулону. При формуванні кож 4 ного витка рулону утвориться «сходинка», розташована над місцем розміщення переднього торця штаби на барабані моталки. Висота «сходинки» приблизно дорівнює товщині штаби. При формуванні ділянки рулону зі «сходинкою», формуючі ролики гідроприводом відводяться від поверхні штаби на відстань, яка перевищує висоту «сходинки», а при проходженні циліндричної частини рулону ролики гідроприводом накладаються на штабу і притискають них до барабана. Наявність у прототипі засобів для переміщення формуючих роликів під час змотування витків рулону, що мають ділянки зі «сходинкою», дозволяє в порівнянні з аналогом виключати на перших витках рулон у сліди у вигляді «надавів» від формуючих роликів, що поліпшує якість штаби на зазначених ділянках і поліпшує якість рулону штабового матеріалу в цілому. Однак слід зазначити, що в період крокового переміщення формуючого ролика приводом щодо поверхні намотуваної штаби, розташованої над «сходинкою», крутильний момент, прикладений до формуючого ролика, залишається постійним. На початку змотування, коли використовується режим крокового переміщення формуючого ролика, натяг штаби між барабаном і тягнучими роликами, або відсутній, або нестабільний, отже, штаба формується в рулон, в головному, завдяки формуючим роликам. При цьому в період крокового переміщення формуючого ролика зусилля його притиснення до штаби змінюється від робочого значення до нуля. На початку крокового переміщення, по мірі віддалення ролика від центра барабана, зазор між твірницею ролика і твірницею барабана збільшується і перевищує товщину витків, змотаних на барабані, так що витки рулону за рахунок своєї пружності, яка залежить від геометричних і механічних параметрів штаби, що змотується, розміщаються в цьому зазорі і контакт поверхні штаби з роликом зберігається. При цьому зусилля притиснення ролика до штаби менше робочого через наявність зазору поміж витками. Сила тертя між формуючим роликом і штабою знижується, а робочий крутильний момент, прикладений до ролика, залишається постійним. У результаті окружна сила, прикладена до штаби з боку формуючого ролика у визначений момент стає більше, ніж сила тертя. Зчеплення формуючого ролика зі штабою стає недостатнім, а в результаті прослизання ролика щодо штаби на поверхні витків рулону виникають дефекти на ділянках розміщення «сходинки» у межах кожного витка, що у свою чергу погіршує якість штаби на окремих ділянках і всього рулону штабового матеріалу в цілому. Аналогічні процеси відбуваються при зворотному русі ролика до поверхні штаби наприкінці крокового переміщення. Таким чином, недоліком прототипу є незадовільна якість рулону штабового матеріалу. В основу винаходу поставлена задача підвищення якості рулону штабового матеріалу. Задача підвищення якості рулону штабового матеріалу вирішується за рахунок технічного результату, який полягає в тому, що після утворення 5 79619 першого витка при формуванні кожного наступного витка рулону на період крокового переміщення формуючого ролика щодо намотуваної штаби, на штабу впливають перемінними окружними зусиллями з боку формуючого ролика, величини яких менше робочих і залежать від механічних і геометричних параметрів штаби. Для досягнення вищевказаного технічного результату в способі змотування в рулон гарячекатаної штаби, при якому здійснюють подачу штаби до обертового барабана моталки, вплив на штабу обертовими формуючими роликами, до яких прикладений робочий крутильний момент, формування витків рулону з перекриттям ними переднього торця штаби, розташованого на поверхні барабана моталки, з утворенням «сходинки» і накладенням на неї кожного витка, при якому в процесі формування кожного витка відводять формуючий ролик від ділянки рулону зі «сходинкою» на відстань, яка перевищує величину «сходинки» з наступним поверненням формуючого ролика і впливом його на штабу, що змотується, відповідно до винаходу в процесі формування кожного витка рулону роблять зниження крутильного моменту, прикладеного до формуючого ролика відповідно з геометричними і фізико-механічними параметрами штаби, що змотується, з наступним його збільшенням до робочого значення, при цьому зниження крутильного моменту формуючого ролика здійснюють на період відведення формуючого ролика від ділянки рулону зі «сходинкою» і повернення його до рулону після перекриття штабою згаданої ділянки рулону. У результаті порівняльного аналізу пропонованого способу змотування в рулон гарячекатаної штаби і прототипу встановлено, що він має загальні ознаки (операції): - подачу штаби до обертового барабана моталки; - вплив на штабу обертовими формуючими роликами; - додатком до формуючих роликів робочого крутильного моменту; - формування витків рулону з перекриттям ними переднього торця штаби, розташованого на поверхні барабана моталки з утворенням «сходинки» і накладенням на неї кожного витка; - відведення в процесі формування кожного витка формуючого ролика від ділянки рулону зі «сходинкою» з наступним поверненням формуючого ролика і впливом його на штабу, що змотується; відмітні ознаки: - зниження крутильного моменту, прикладеного до формуючого ролика, у процесі формування кожного витка рулону; - зниження крутильного моменту здійснюють відповідно до геометричних і механічних параметрів намотуваної штаби з наступним його збільшенням до робочого значення; - зниження крутильного моменту, прикладеного до формуючого ролика, здійснюють на період відведення формуючого ролика від ділянки рулону зі «сходинкою» і повернення його до рулону після перекриття намотуваною штабою згаданої ділянки 6 рулону. Таким чином, що заявляється спосіб намотування штаби на барабан моталки має нові операції і нову послідовність операцій. Між сукупністю відмітних ознак і технічним результатом, що досягається, існує причиннонаслідковий зв'язок. Завдяки тому, що в процесі формування витків рулону на період переміщення ролика приводом щодо намотуваної штаби, розташованої над «сходинкою», здійснюють зниження крутильного моменту, прикладеного до формуючого ролика, з наступним його збільшенням до робочого значення на циліндричній частині рулону, а також зниженнюкрутильного моменту, який здійснюють у відповідності до геометричних і механічних параметрів намотуваної штаби, стало можливим у період крокового переміщення при відході - підході формуючого ролика щодо поверхні рулону, впливати на штабу при огинанні нею «виступаючої» частини рулону, окружним зусиллям, величина якого менше виникаючої сили тертя, що виключає прослизання формуючого ролика і зв'язані з цим дефекти на поверхні штаби, що приводить до підвищення якості штаби і підвищенню якості рулону штабового матеріалу в цілому. Виключення з вищевикладеної сукупності істотних ознак хоча б одної не забезпечує досягнення технічного результату. Запропоноване рішення не відоме з рівня техніки, тому воно є новим. Технічне рішення, що заявляється, має винахідницький рівень, тому що пропонований спосіб намотування штаби на барабан моталки для фахівця явно не випливає з рівня техніки. Технічне рішення, що заявляється, промислово застосовано і його технологічне і конструктивне виконання не представляє труднощів, наприклад, в умовах НКМЗ. З використанням рішення, що заявляється, виконаний технічний проект для стану 2000 г.п. Новоліпецького металургійного комбінату. Таким чином, рішенню, що заявляється може бути представлена правова охорона, тому що воно є новим, має винахідницький рівень і промислово застосовано, тобто відповідає всім критеріям винаходу. Винахід пояснюється кресленнями, на яких зображене наступне: Фіг.1 - пристрій для намотування штаби на барабан моталки; Фіг.2 - місце А на Фіг.1. Запропонований спосіб змотування в рулон гарячекатаної штаби 1 реалізується в пристрої, розміщеному на стані гарячої прокатки з моталкою, яку встановлюють за чистовою кліттю після відвідного рольганга (див. Фіг.1). Перед моталкою встановлені тягнучі ролики 2. Моталка оснащена трьома роликотримачами 3, що несуть формуючі ролики 4. Роликотримачі 3 розміщені симетрично по периметру утворюючої зовнішньої поверхні барабана 5 моталки. Кожен роликотримач 3 зчленований з гідроприводом переміщення, а кожен формуючий ролик 4 зв'язаний з електроприводом обертання. Роботу моталки відслідковує система керування, що включає в себе блок керування ро 7 79619 ботою електроприводів формуючих роликів 4. Блок керування призначений для аналізу сигналів, що визначають положення переднього торця штаби 1, положення формуючих роликів 4 у залежності від розміщення переднього торця штаби 1, крім того блок керування відслідковує інформацію про поточний діаметр рулону на барабані 5 для видачі команд на привод переміщення формуючих роликів 4. Блок керування також призначений для визначення крутильних моментів, переданих приводом обертання формуючим роликам у залежності від положення переднього торця штаби 1 щодо формуючих роликів 4 для видачі команд на привод їхнього обертання. Реалізується спосіб змотування в рулон гарячекатаної штаби наступним чином. Штабу 1 тягнучими роликами 2 задають до обертового барабана 5 моталки і впливають на штабу обертовими формуючими роликами 4, при цьому на барабані 5 відбувається формування перших витків рулону. Передній торець штаби 1, розташований на поверхні барабана 5 послідовно перекривається наступними витками рулону. При цьому за рахунок накладення кожного витка на ділянку рулону, розташовану над переднім торцем штаби 1 (див. Фіг.2), утворюється «сходинка», висота якої приблизно дорівнює товщині штаби 1. Починаючи з другого витка, по мірі наближення ділянки зі «сходинкою» до відповідного формуючого ролика 4, блок керування подає команду на відвід приводом роликотримача 3 з формуючим роликом 4 від поверхні штаби на відстань «Б», що перевищує висоту «сходинки» і на зменшення крутильного моменту привода обертання кожного формуючого ролика 4. При проходженні циліндричної частини рулону блок керування подає команду приводу на підведення формуючого ролика 4 до циліндричної частини рулону і притиснення штаби 1 до барабана 5, а також блок керування Комп’ютерна в ерстка В. Клюкін 8 подає команду приводу обертання на збільшення крутильного моменту формуючого ролика 4 до робочого значення. З-за того, що при змотуванні перших витків рулону натяг штаби 1 або відсутній, або нестабільний, штаба 1 формується в р улон, в головному, роликами 4. При цьому реакція штаби 1, що виникає при її вигині навколо барабана 5, і залежна від геометричних і механічних параметрів намотуваної штаби, впливає на формуючий ролик 4 і прагне відвести його убік від барабана 5. Крутильний момент, прикладений до формуючого ролика 4 з боку його привода обертання, зменшується на період крокового відводу-підведення формуючого ролика 4. Згаданий крутильний момент розраховується таким чином, щоб виникаюча від нього окружна сила на ролику 4, була б менше сили тертя між роликом 4 і штабою 1. Відпрацьовування згаданих команд при кроковому переміщенні формуючих роликів при їхньому відведенні - підведенні до поверхні штаби, коли контакт роликів і штаби має місце за рахунок пружності штаби, а зусилля притиснення роликів до штаби менше робочої величини дозволяє додавати до штаби з боку формуючи х роликів при огинанні ними ділянки рулону зі «сходинкою», окружні зусилля меншої величини, ніж величина виникаючої сили тертя; що виключає прослизання роликів щодо штаби і виникнення на штабі дефектів, а це приводить до підвищення якості на згаданих ділянках штаби і всього рулону штабового матеріалу в цілому. З усього вищевикладеного видно, що використання описаного способу змотування в рулон гарячекатаної штаби дозволяє впливати на штабу перемінними окружними зусиллями, що виключає прослизання роликів відносно штаби на ділянках, що розташовуються над «сходинкою», а це веде до поліпшення якості штаби в межах кожного витка і підвищення якості рулону штабового матеріалу в цілому. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of reeling of hot-rolled strip
Автори англійськоюTischenko Andrii Mykolaiovych, Bilobrov Yurii Mykolaiovych, Perekhodchenko Viktor Oleksandrovych
Назва патенту російськоюСпособ сматывания в рулон горячекатаной полосы
Автори російськоюТищенко Андрей Николаевич, Билобров Юрий Николаевич, Переходченко Виктор Александрович
МПК / Мітки
МПК: B21C 47/02
Мітки: рулон, штаби, змотування, гарячекатаної, спосіб
Код посилання
<a href="https://ua.patents.su/4-79619-sposib-zmotuvannya-v-rulon-garyachekatano-shtabi.html" target="_blank" rel="follow" title="База патентів України">Спосіб змотування в рулон гарячекатаної штаби</a>
Ділянка змотування гарячекатаної штаби
Номер патенту: 53400
Опубліковано: 15.01.2003
Автори: Єлецьких Володимир Іванович, Барабаш Андрій Володимирович, Білобров Юрій Миколайович, Колесников Юрій Миколайович, Погребняк Микола Прокопович, Стеч Володимир Станіславович
МПК: B21C 47/34
Мітки: ділянка, змотування, штаби, гарячекатаної
Формула / Реферат:
Ділянка змотування гарячекатаної штаби, що містить встановлені в технологічній послідовності летючі барабанні ножиці, кожен барабан яких обладнаний одним ножем, карусельну моталку, кілька підпільних моталок, розташованих послідовно один за одним і транспортні рольганги, при цьому карусельна моталка включає поворотний стіл із установленими на ній привідними барабанами, розвантажувальний візок з піднімальним роликовим столом і роликовий...
Ділянка високошвидкісного змотування нескінченної тонкої гарячекатаної штаби
Номер патенту: 53264
Опубліковано: 15.01.2003
Автори: Каушанський Ігор Борисович, Єлецьких Володимир Іванович, Барабаш Андрій Володимирович, Стеч Володимир Станіславович
МПК: B21C 47/34
Мітки: тонкої, змотування, високошвидкісного, штаби, гарячекатаної, ділянка, нескінченної
Формула / Реферат:
1. Ділянка високошвидкісного змотування нескінченної тонкої гарячекатаної штаби, що містить летючі ножиці, кілька моталок, розташованих під підлогою послідовно одна за одною, встановлені перед моталками задавальні ролики, кожні з яких, крім останніх, обладнані роздільним роликом, закріпленим у хитному важелі верхньої проводки, зчленованим з гідроциліндром хитання, і транспортні засоби між моталками, яка відрізняється тим, що вона обладнана...
Спосіб виміру швидкості руху штаби металу, яка намотується у рулон (розмотується з рулону)
Номер патенту: 7475
Опубліковано: 15.06.2005
Автори: Тютюник Євген Миколайович, Зайцев Вадим Сергійович
МПК: B21B 38/00
Мітки: руху, швидкості, яка, металу, спосіб, розмотується, намотується, рулон, виміру, штаби, рулону
Формула / Реферат:
1. Спосіб виміру швидкості руху штаби металу, яка намотується в рулон (розмотується з рулону), який відрізняється тим, що спочатку визначають швидкість обертання вала моталки, на якому розміщений рулон, і діаметр рулону, після чого визначають швидкість руху штаби металу за формулою:де V - лінійна швидкість штаби, яка намотується, м/с;Dp - діаметр рулону,...
Спосіб бокового направлення штабу при його беззупинному переміщенні рольгангом переважно від кліті до моталки для подальшого змотування у рулон
Номер патенту: 32105
Опубліковано: 15.12.2000
Автори: Погребняк Микола Прокопович, Глухов Володимир Васильович, Модєєв Віктор Федорович, Каушанський Ігор Борисович, Стеч Володимир Станіславович, Барабаш Андрій Володимирович, Малінін Леонід Вікторович, Білобров Юрій Миколайович, Сергійов Євген Павлович
МПК: B21B 39/14
Мітки: беззупинному, рольгангом, переважно, переміщенні, кліті, змотування, направлення, моталки, бокового, подальшого, штабу, спосіб, рулон
Текст:
...по меншій мірі двома приводними лінійками, одну з яких, що є базовою, переміщують та встановлюють у залежності від ширини штабу і здійснюють вимушений контакт торця штабу з робочою поверхнею базової лінійки, переміщують та встановлюють базову лінійку на відстань, що не менше половини номінальної ширини штабу відносно вісі рольгангу до початку переміщення штабу і спрямовують штаб у район лінійок під кутом до базової лінійки, здійснюючи...
Спосіб намотування штаби на барабан моталки в печі
Номер патенту: 48850
Опубліковано: 15.08.2002
Автори: Єршов Валентин Олександрович, Білобров Юрій Миколайович, Осокін Анатолій Андрійович, Тіщенко Андрій Миколайович
МПК: B21C 47/02
Мітки: спосіб, печі, моталки, штаби, барабан, намотування
Формула / Реферат:
Спосіб намотування штаби на барабан моталки в печі, що складається з подачі штаби задавальними роликами у проріз барабана моталки, розгону барабана з наступним натягом штаби до її контакту з роликом, що відхиляє, який відрізняється тим, що після згаданого контакту здійснюють підйом штаби на ділянці між задавальними роликами i барабаном моталки, переміщаючи ролик, що відхиляє.
Попередній патент: Посилене трубне нарізне з’єднання для поліпшеної герметизації після діаметрального пластичного розширення
Наступний патент: Спосіб хірургічного лікування розпластаності переднього відділу стопи з вальгусним відхиленням першого пальця
Випадковий патент: Механічна саморегулююча форсунка