Ділянка високошвидкісного змотування нескінченної тонкої гарячекатаної штаби
Номер патенту: 53264
Опубліковано: 15.01.2003
Автори: Каушанський Ігор Борисович, Барабаш Андрій Володимирович, Стеч Володимир Станіславович, Єлецьких Володимир Іванович
Формула / Реферат
1. Ділянка високошвидкісного змотування нескінченної тонкої гарячекатаної штаби, що містить летючі ножиці, кілька моталок, розташованих під підлогою послідовно одна за одною, встановлені перед моталками задавальні ролики, кожні з яких, крім останніх, обладнані роздільним роликом, закріпленим у хитному важелі верхньої проводки, зчленованим з гідроциліндром хитання, і транспортні засоби між моталками, яка відрізняється тим, що вона обладнана додатковими пристроями для напрямку штаби, встановленими на всіх задавальних роликах, крім останніх, кожен з яких виконано у вигляді рами, що несе додатковий роздільний ролик, нижню проводку, і тяги, шарнірно зчленовані одними кінцями з рамою, а іншими - зі згаданими хитними важелями, при цьому рама розміщена співвісно з нижнім роликом з пари задавальних роликів, а несучі елементи транспортних засобів між моталками встановлені таким чином, що обвідна їхніх несучих поверхонь утворює увігнуту криву, розташовану в площині, що проходить через вертикальні осі моталок.
2. Ділянка високошвидкісного змотування нескінченної тонкої гарячекатаної штаби за п. 1, яка відрізняється тим, що задавальні ролики встановлені одні відносно інших на одній висоті.
3. Ділянка високошвидкісного змотування нескінченної тонкої гарячекатаної штаби за п. 1, яка відрізняється тим, що задавальні ролики встановлені одні відносно інших на різній висоті зі зниженням рівня встановлення кожних наступних задавальних роликів відносно попередніх.
Текст
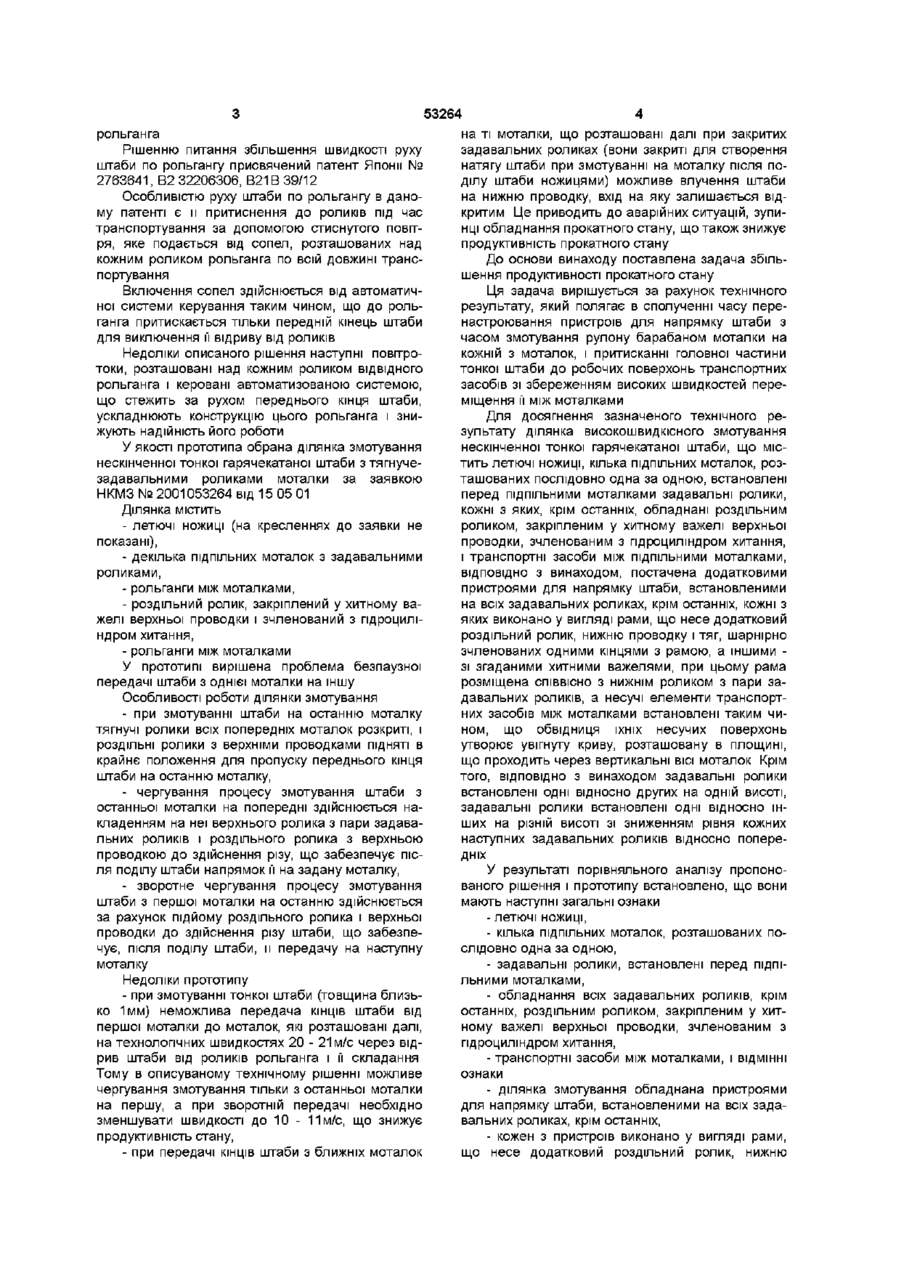
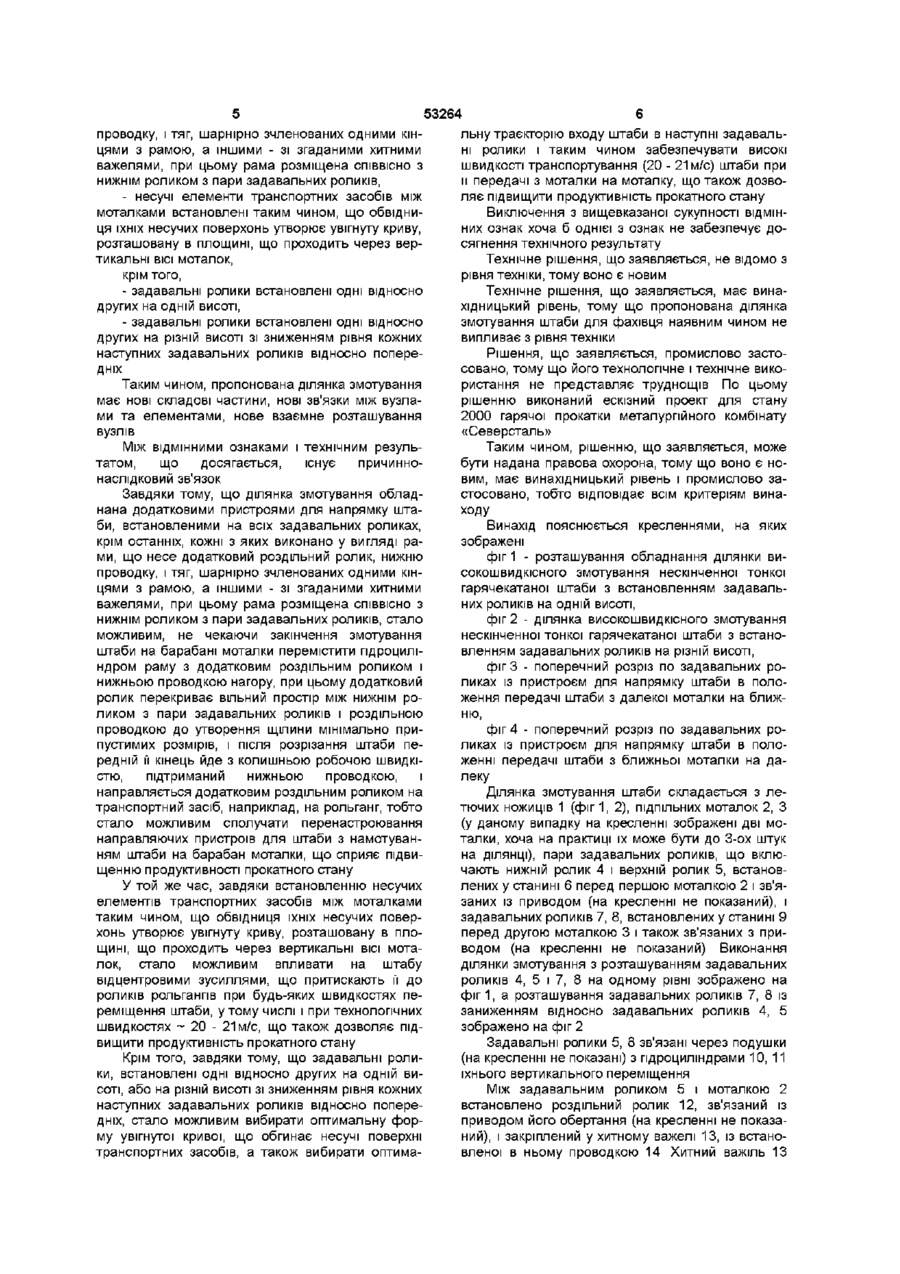
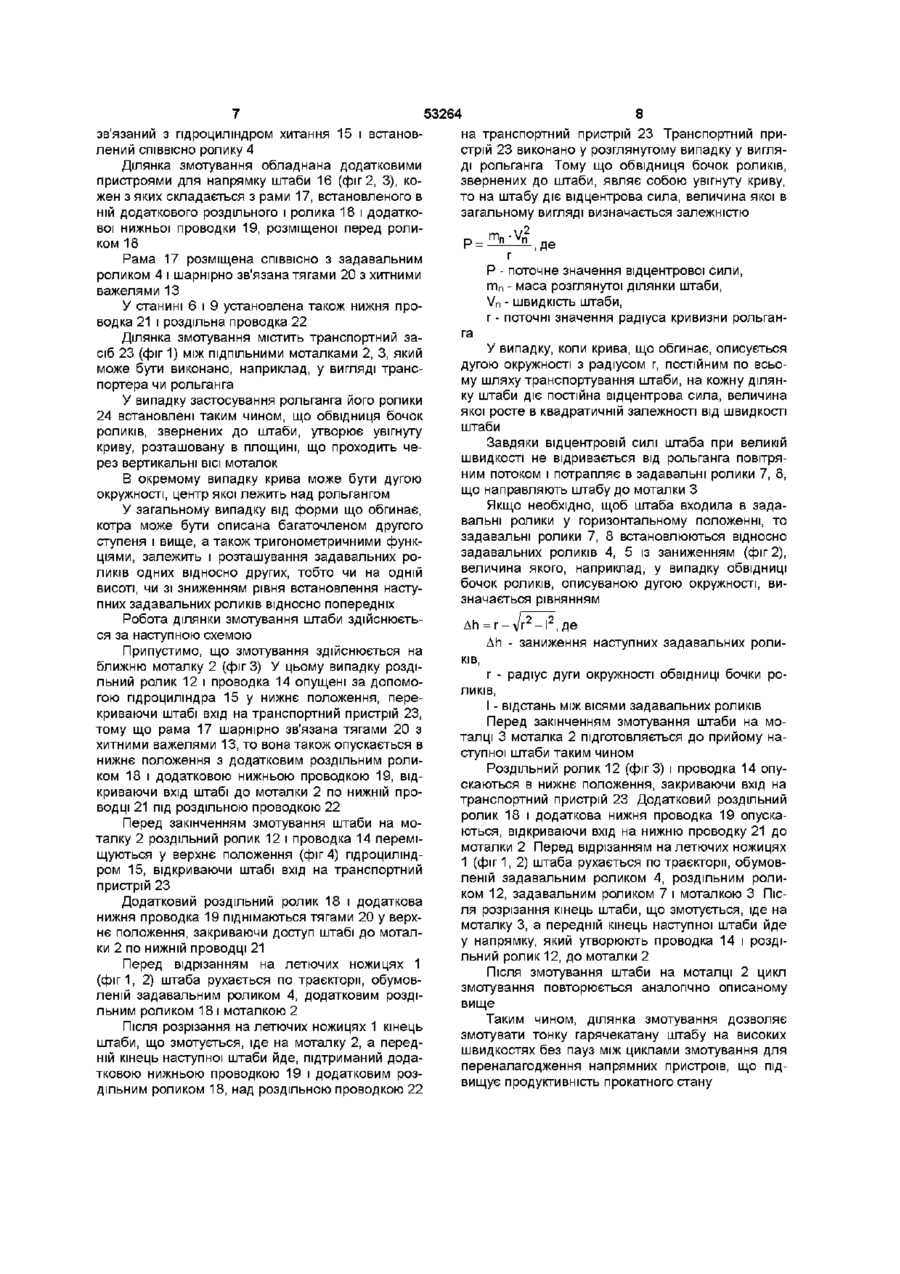
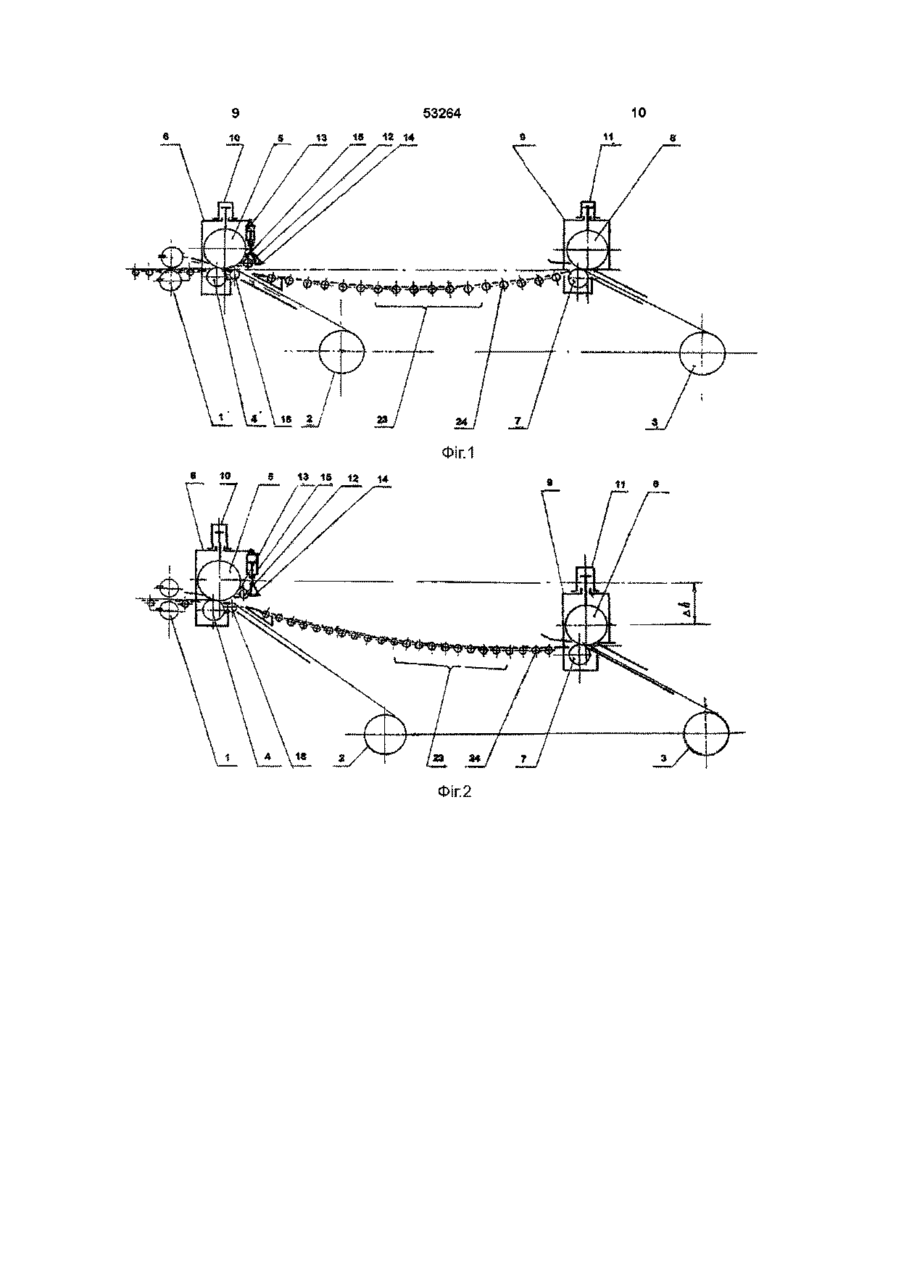
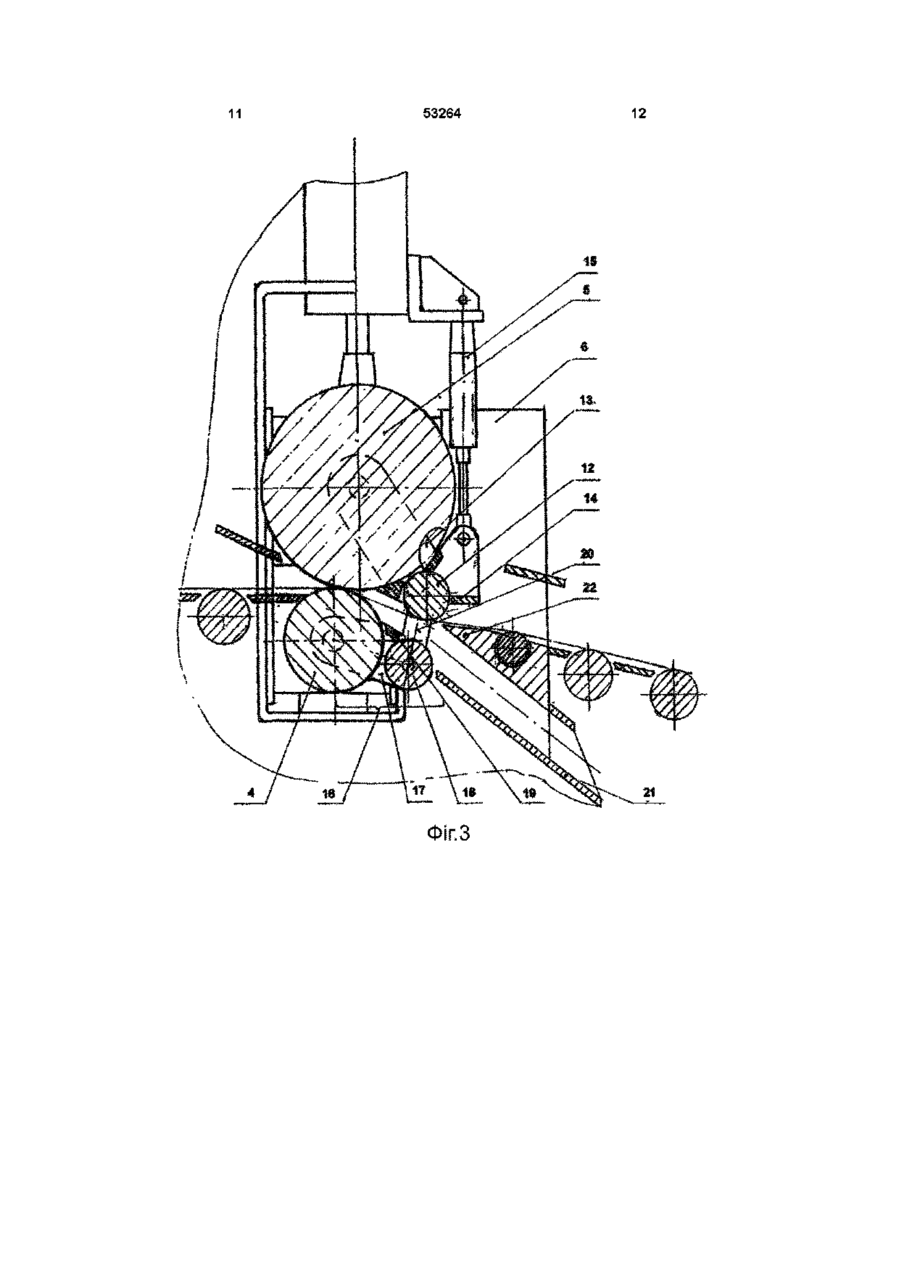
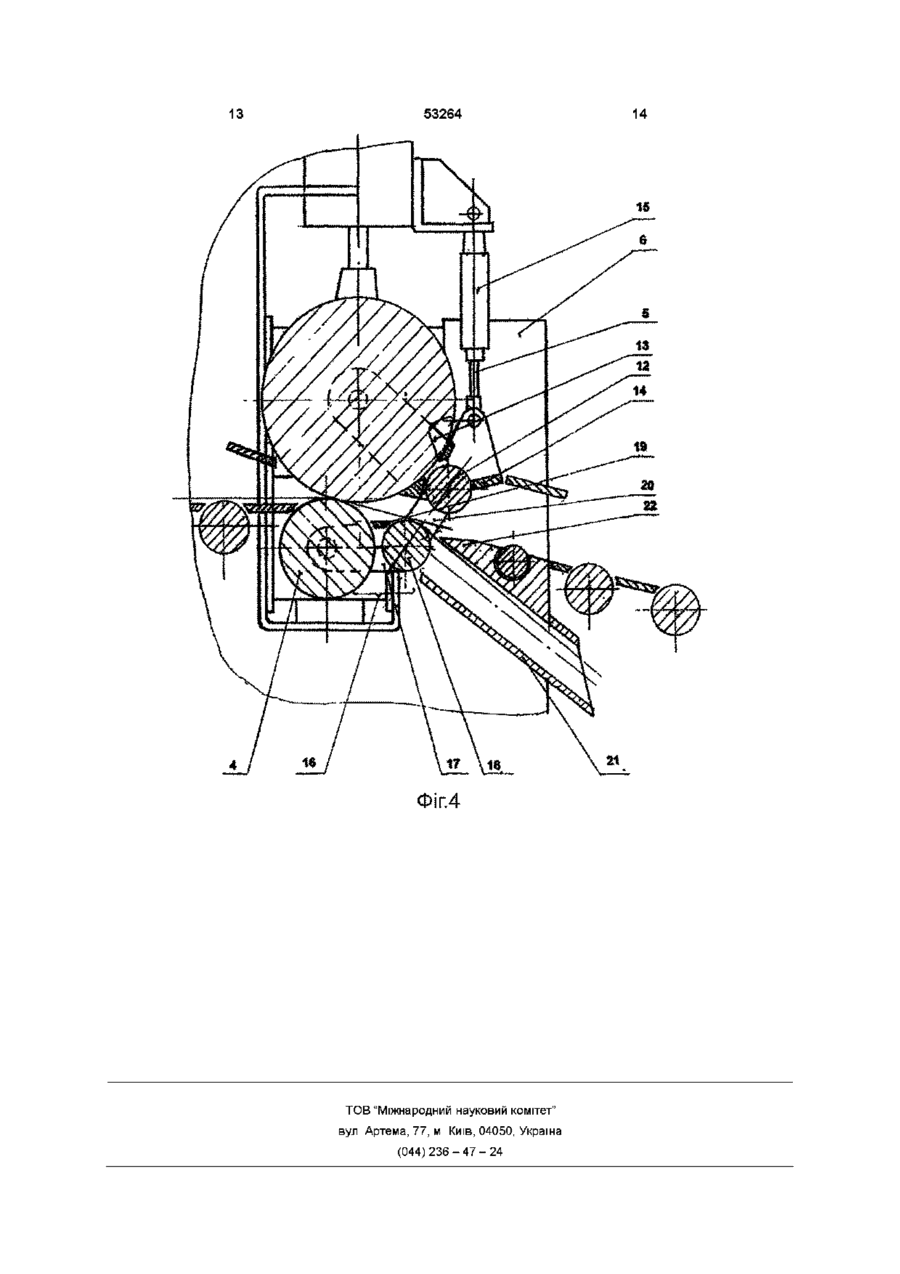
1 Ділянка високошвидкісного змотування нескінченної тонкої гарячекатаної штаби, що містить летючі ножиці, кілька моталок, розташованих під підлогою послідовно одна за одною, встановлені перед моталками задавальні ролики, кожні з яких, крім останніх, обладнані роздільним роликом, закріпленим у хитному важелі верхньої проводки, зчленованим з гідроциліндром хитання, і транспортні засоби між моталками, яка відрізняється тим, що вона обладнана додатковими пристроями для напрямку штаби, встановленими на всіх задавальних роликах, крім останніх, кожен з яких виконано у вигляді рами, що несе додатковий роздільний ролик, нижню проводку, і тяги, шарнірно зчленовані одними кінцями з рамою, а іншими - зі згаданими хитними важелями, при цьому рама розміщена СПІВВІСНО з нижнім роликом з пари задавальних роликів, а несучі елементи транспортних засобів між моталками встановлені таким чином, що обвідна їхніх несучих поверхонь утворює увігнуту криву, розташовану в площині, що проходить через вертикальні осі моталок 2 Ділянка високошвидкісного змотування нескінченної тонкої гарячекатаної штаби за п 1, яка відрізняється тим, що задавальні ролики встановлені одні відносно інших на одній висоті 3 Ділянка високошвидкісного змотування нескінченної тонкої гарячекатаної штаби за п 1, яка відрізняється тим, що задавальні ролики встановлені одні відносно інших на різній висоті зі зниженням рівня встановлення кожних наступних задавальних роликів відносно попередніх Винахід відноситься до галузі металургійного машинобудування, а саме, до устаткування для змотування в гарячому стані прокатаної штаби, що встановлюється в прокатних цехах металургійних заводів для виробництва в режимі нескінченної і напівнескінченної прокатки тонкої гарячекатаної штаби Відома ділянка змотування гарячекатаної штаби по патенту України № 42585 В21С 47/34, до складу якої входять - декілька ПІДПІЛЬНИХ моталок для змотування штаби, - рольганги між моталками для транспортування штаби, - задавальні ролики встановлені перед моталками До складу задавальних роликів входять нижній і верхній ролики, нижня проводка, що примикає до нижнього ролика, рухлива верхня проводка, що примикає до верхнього ролика Особливості роботи ділянки змотування наступні - при змотуванні штаби на одну з моталок у задавальних роликах, встановлених перед моталкою, верхній задавальний ролик і верхня проводка займають положення для задачі штаби в моталку, - після змотування штаби на моталку верхній задавальний ролик і верхня проводка встановлюються в положення для пропуску наступної штаби на іншу моталку Для виконання цих переустановлювань потрібно визначений час Недоліком ділянки змотування є незадовільна продуктивність прокатного стану, викликана - втратами часу на переустановлювання верхніх проводок і тягнучих роликів, - неможливістю забезпечення високої швидкості руху штаби по рольгангах між моталками, що досягає по технологічних вимогах 20м/с, через аеродинамічний відрив переднього кінця штаби від (О со Ю 53264 рольганга Рішенню питання збільшення швидкості руху штаби по рольгангу присвячений патент Японії № 2763641, В2 32206306, В21В 39/12 Особливістю руху штаби по рольгангу в даному патенті є и притиснення до роликів під час транспортування за допомогою стиснутого повітря, яке подається від сопел, розташованих над кожним роликом рольганга по всій довжині транспортування Включення сопел здійснюється від автоматичної системи керування таким чином, що до рольганга притискається тільки передній кінець штаби для виключення її відриву від роликів Недоліки описаного рішення наступні повітротоки, розташовані над кожним роликом ВІДВІДНОГО рольганга і керовані автоматизованою системою, що стежить за рухом переднього кінця штаби, ускладнюють конструкцію цього рольганга і знижують надійність його роботи У якості прототипа обрана ділянка змотування нескінченної тонкої гарячекатаної штаби зтягнучезадавальними роликами моталки за заявкою НКМЗ № 2001053264 від 15 05 01 Ділянка містить - летючі ножиці (на кресленнях до заявки не показані), - декілька ПІДПІЛЬНИХ моталок з задавальними роликами, - рольганги між моталками, - роздільний ролик, закріплений у хитному важелі верхньої проводки і зчленований з гідроциліндром хитання, - рольганги між моталками У прототипі вирішена проблема безпаузної передачі штаби з однієї моталки на іншу Особливості роботи ділянки змотування - при змотуванні штаби на останню моталку тягнучі ролики всіх попередніх моталок розкриті, і роздільні ролики з верхніми проводками ПІДНЯТІ в крайнє положення для пропуску переднього кінця штаби на останню моталку, - чергування процесу змотування штаби з останньої моталки на попередні здійснюється накладенням на неї верхнього ролика з пари задавальних роликів і роздільного ролика з верхньою проводкою до здійснення різу, що забезпечує після поділу штаби напрямок її на задану моталку, - зворотне чергування процесу змотування штаби з першої моталки на останню здійснюється за рахунок підйому роздільного ролика і верхньої проводки до здійснення різу штаби, що забезпечує, після поділу штаби, и передачу на наступну моталку Недоліки прототипу - при змотуванні тонкої штаби (товщина близько 1 мм) неможлива передача КІНЦІВ штаби від першої моталки до моталок, які розташовані далі, на технологічних швидкостях 20 - 21м/с через відрив штаби від роликів рольганга і її складання Тому в описуваному технічному рішенні можливе чергування змотування тільки з останньої моталки на першу, а при зворотній передачі необхідно зменшувати швидкості до 10 - 11м/с, що знижує продуктивність стану, - при передачі КІНЦІВ штаби з ближніх моталок на ті моталки, що розташовані далі при закритих задавальних роликах (вони закриті для створення натягу штаби при змотуванні на моталку після поділу штаби ножицями) можливе влучення штаби на нижню проводку, вхід на яку залишається відкритим Це приводить до аварійних ситуацій, зупинці обладнання прокатного стану, що також знижує продуктивність прокатного стану До основи винаходу поставлена задача збільшення продуктивності прокатного стану Ця задача вирішується за рахунок технічного результату, який полягає в сполученні часу перенастроювання пристроїв для напрямку штаби з часом змотування рулону барабаном моталки на кожній з моталок, і притисканні головної частини тонкої штаби до робочих поверхонь транспортних засобів зі збереженням високих швидкостей переміщення її між моталками Для досягнення зазначеного технічного результату ділянка високошвидкісного змотування нескінченної тонкої гарячекатаної штаби, що містить летючі ножиці, кілька ПІДПІЛЬНИХ моталок, розташованих послідовно одна за одною, встановлені перед ПІДПІЛЬНИМИ моталками задавальні ролики, кожні з яких, крім останніх, обладнані роздільним роликом, закріпленим у хитному важелі верхньої проводки, зчленованим з гідроциліндром хитання, і транспортні засоби між ПІДПІЛЬНИМИ моталками, ВІДПОВІДНО з винаходом, постачена додатковими пристроями для напрямку штаби, встановленими на всіх задавальних роликах, крім останніх, кожні з яких виконано у вигляді рами, що несе додатковий роздільний ролик, нижню проводку і тяг, шарнірно зчленованих одними кінцями з рамою, а іншими зі згаданими хитними важелями, при цьому рама розміщена СПІВВІСНО з нижнім роликом з пари задавальних роликів, а несучі елементи транспортних засобів між моталками встановлені таким чином, що обвід ниця їхніх несучих поверхонь утворює увігнуту криву, розташовану в площині, що проходить через вертикальні ВІСІ моталок Крім того, ВІДПОВІДНО з винаходом задавальні ролики встановлені одні відносно других на одній висоті, задавальні ролики встановлені одні відносно інших на різній висоті зі зниженням рівня кожних наступних задавальних роликів відносно попередніх У результаті порівняльного аналізу пропонованого рішення і прототипу встановлено, що вони мають наступні загальні ознаки - летючі ножиці, - кілька ПІДПІЛЬНИХ моталок, розташованих послідовно одна за одною, - задавальні ролики, встановлені перед ПІДПІЛЬНИМИ моталками, - обладнання всіх задавальних роликів, крім останніх, роздільним роликом, закріпленим у хитному важелі верхньої проводки, зчленованим з гідроциліндром хитання, - транспортні засоби між моталками, і ВІДМІННІ ознаки - ділянка змотування обладнана пристроями для напрямку штаби, встановленими на всіх задавальних роликах, крім останніх, - кожен з пристроїв виконано у вигляді рами, що несе додатковий роздільний ролик, нижню 53264 льну траєкторію входу штаби в наступні задавальпроводку, і тяг, шарнірно зчленованих одними кінні ролики і таким чином забезпечувати високі цями з рамою, а іншими - зі згаданими хитними швидкості транспортування (20 - 21м/с) штаби при важелями, при цьому рама розміщена СПІВВІСНО з и передачі з моталки на моталку, що також дозвонижнім роликом з пари задавальних роликів, ляє підвищити продуктивність прокатного стану - несучі елементи транспортних засобів між Виключення з вищевказаної сукупності ВІДМІНмоталками встановлені таким чином, що обвідниНИХ ознак хоча б однієї з ознак не забезпечує доця їхніх несучих поверхонь утворює увігнуту криву, сягнення технічного результату розташовану в площині, що проходить через вертикальні ВІСІ моталок, Технічне рішення, що заявляється, не відомо з рівня техніки, тому воно є новим крім того, - задавальні ролики встановлені одні відносно Технічне рішення, що заявляється, має винадругих на одній висоті, хідницький рівень, тому що пропонована ділянка змотування штаби для фахівця наявним чином не - задавальні ролики встановлені одні відносно випливає з рівня техніки других на різній висоті зі зниженням рівня кожних наступних задавальних роликів відносно попереРішення, що заявляється, промислово застодніх совано, тому що його технологічне і технічне використання не представляє труднощів По цьому Таким чином, пропонована ділянка змотування рішенню виконаний ескізний проект для стану має нові складові частини, нові зв'язки між вузла2000 гарячої прокатки металургійного комбінату ми та елементами, нове взаємне розташування «Северсталь» вузлів Між ВІДМІННИМИ ознаками і технічним резульТаким чином, рішенню, що заявляється, може татом, що досягається, існує причиннобути надана правова охорона, тому що воно є нонаслідковий зв'язок вим, має винахідницький рівень і промислово застосовано, тобто відповідає всім критеріям винаЗавдяки тому, що ділянка змотування обладходу нана додатковими пристроями для напрямку штаби, встановленими на всіх задавальних роликах, Винахід пояснюється кресленнями, на яких крім останніх, кожні з яких виконано у вигляді разображені ми, що несе додатковий роздільний ролик, нижню фіг 1 - розташування обладнання ділянки випроводку, і тяг, шарнірно зчленованих одними кінсокошвидкісного змотування нескінченної тонкої цями з рамою, а іншими - зі згаданими хитними гарячекатаної штаби з встановленням задавальважелями, при цьому рама розміщена СПІВВІСНО З них роликів на одній висоті, НИЖНІМ роликом з пари задавальних роликів, стало фіг 2 - ділянка високошвидкісного змотування можливим, не чекаючи закінчення змотування нескінченної тонкої гарячекатаної штаби з встаноштаби на барабані моталки перемістити гідроцилівленням задавальних роликів на різній висоті, ндром раму з додатковим роздільним роликом і фіг 3 - поперечний розріз по задавальних ронижньою проводкою нагору, при цьому додатковий ликах із пристроєм для напрямку штаби в полоролик перекриває вільний простір між нижнім роження передачі штаби з далекої моталки на ближликом з пари задавальних роликів і роздільною ню, проводкою до утворення щілини мінімально прифіг 4 - поперечний розріз по задавальних ропустимих розмірів, і після розрізання штаби пеликах із пристроєм для напрямку штаби в полоредній її кінець йде з колишньою робочою швидкіженні передачі штаби з ближньої моталки на дастю, підтриманий нижньою проводкою, і леку направляється додатковим роздільним роликом на Ділянка змотування штаби складається з летранспортний засіб, наприклад, на рольганг, тобто тючих ножиців 1 (фіг 1, 2), ПІДПІЛЬНИХ моталок 2, З стало можливим сполучати перенастроювання (у даному випадку на кресленні зображені дві монаправляючих пристроїв для штаби з намотуванталки, хоча на практиці їх може бути до 3-ох штук ням штаби на барабан моталки, що сприяє підвина ДІЛЯНЦІ), пари задавальних роликів, що вклющенню продуктивності прокатного стану чають нижній ролик 4 і верхній ролик 5, встановлених у станині 6 перед першою моталкою 2 і зв'яУ той же час, завдяки встановленню несучих заних із приводом (на кресленні не показаний), і елементів транспортних засобів між моталками задавальних роликів 7, 8, встановлених у станині 9 таким чином, що обвідниця їхніх несучих поверперед другою моталкою 3 і також зв'язаних з прихонь утворює увігнуту криву, розташовану в пловодом (на кресленні не показаний) Виконання щині, що проходить через вертикальні ВІСІ мотаділянки змотування з розташуванням задавальних лок, стало можливим впливати на штабу роликів 4, 5 і 7, 8 на одному рівні зображено на відцентровими зусиллями, що притискають її до фіг1, а розташування задавальних роликів 7, 8 із роликів рольгангів при будь-яких швидкостях пезаниженням відносно задавальних роликів 4, 5 реміщення штаби, утому числі і при технологічних зображено на фіг 2 швидкостях ~ 20 - 21м/с, що також дозволяє підвищити продуктивність прокатного стану Задавальні ролики 5, 8 зв'язані через подушки Крім того, завдяки тому, що задавальні роли(на кресленні не показані) з гідроциліндрами 10, 11 ки, встановлені одні відносно других на одній виїхнього вертикального переміщення соті, або на різній висоті зі зниженням рівня кожних Між задавальним роликом 5 і моталкою 2 наступних задавальних роликів відносно поперевстановлено роздільний ролик 12, зв'язаний із дніх, стало можливим вибирати оптимальну форприводом його обертання (на кресленні не показаму увігнутої кривої, що обгинає несучі поверхні ний), і закріплений у хитному важелі 13, із встанотранспортних засобів, а також вибирати оптимавленої в ньому проводкою 14 Хитний важіль 13 8 53264 зв'язаний з гідроциліндром хитання 15 і встановлений СПІВВІСНО ролику 4 Ділянка змотування обладнана додатковими пристроями для напрямку штаби 16 (фіг 2, 3), кожен з яких складається з рами 17, встановленого в ній додаткового роздільного і ролика 18 і додаткової нижньої проводки 19, розміщеної перед роликом 18 Рама 17 розміщена СПІВВІСНО З задавальним роликом 4 і шарнірно зв'язана тягами 20 з хитними важелями 13 У станині 6 і 9 установлена також нижня проводка 21 і роздільна проводка 22 Ділянка змотування містить транспортний засіб 23 (фіг 1) між ПІДПІЛЬНИМИ моталками 2, 3, який може бути виконано, наприклад, у вигляді транспортера чи рольганга У випадку застосування рольганга його ролики 24 встановлені таким чином, що обвідниця бочок роликів, звернених до штаби, утворює увігнуту криву, розташовану в площині, що проходить через вертикальні ВІСІ моталок В окремому випадку крива може бути дугою окружності, центр якої лежить над рольгангом У загальному випадку від форми що обгинає, котра може бути описана багаточленом другого ступеня і вище, а також тригонометричними функціями, залежить і розташування задавальних роликів одних відносно других, тобто чи на одній висоті, чи зі зниженням рівня встановлення наступних задавальних роликів відносно попередніх Робота ділянки змотування штаби здійснюється за наступною схемою Припустимо, що змотування здійснюється на ближню моталку 2 (фіг 3) У цьому випадку роздільний ролик 12 і проводка 14 опущені за допомогою гідроциліндра 15 у нижнє положення, перекриваючи штабі вхід на транспортний пристрій 23, тому що рама 17 шарнірно зв'язана тягами 20 з хитними важелями 13, то вона також опускається в нижнє положення з додатковим роздільним роликом 18 і додатковою нижньою проводкою 19, відкриваючи вхід штабі до моталки 2 по нижній проводці 21 під роздільною проводкою 22 Перед закінченням змотування штаби на моталку 2 роздільний ролик 12 і проводка 14 переміщуються у верхнє положення (фіг 4) гідроциліндром 15, відкриваючи штабі вхід на транспортний пристрій 23 Додатковий роздільний ролик 18 і додаткова нижня проводка 19 піднімаються тягами 20 у верхнє положення, закриваючи доступ штабі до моталки 2 по нижній проводці 21 Перед відрізанням на летючих ножицях 1 (фиг 1, 2) штаба рухається по траєкторії, обумовленій задавальним роликом 4, додатковим роздільним роликом 18 і моталкою 2 Після розрізання на летючих ножицях 1 кінець штаби, що змотується, іде на моталку 2, а передній кінець наступної штаби йде, підтриманий додатковою нижньою проводкою 19 і додатковим роздільним роликом 18, над роздільною проводкою 22 на транспортний пристрій 23 Транспортний пристрій 23 виконано у розглянутому випадку у вигляді рольганга Тому що обвідниця бочок роликів, звернених до штаби, являє собою увігнуту криву, то на штабу діє відцентрова сила, величина якої в загальному вигляді визначається залежністю Р - поточне значення відцентрової сили, піп - маса розглянутої ділянки штаби, Vn - швидкість штаби, г - поточні значення радіуса кривизни рольганга У випадку, коли крива, що обгинає, описується дугою окружності з радіусом г, постійним по всьому шляху транспортування штаби, на кожну ділянку штаби діє постійна відцентрова сила, величина якої росте в квадратичній залежності від швидкості штаби Завдяки відцентровій силі штаба при великій швидкості не відривається від рольганга повітряним потоком і потрапляє в задавальні ролики 7, 8, що направляють штабу до моталки З Якщо необхідно, щоб штаба входила в задавальні ролики у горизонтальному положенні, то задавальні ролики 7, 8 встановлюються відносно задавальних роликів 4, 5 із заниженням (фіг 2), величина якого, наприклад, у випадку обвідниці бочок роликів, описуваною дугою окружності, визначається рівнянням Дп = г Дп - заниження наступних задавальних роликів, г - радіус дуги окружності обвідниці бочки роликів, І - відстань між вісями задавальних роликів Перед закінченням змотування штаби на моталці 3 моталка 2 підготовляється до прийому наступної штаби таким чином Роздільний ролик 12 (фіг 3) і проводка 14 опускаються в нижнє положення, закриваючи вхід на транспортний пристрій 23 Додатковий роздільний ролик 18 і додаткова нижня проводка 19 опускаються, відкриваючи вхід на нижню проводку 21 до моталки 2 Перед відрізанням на летючих ножицях 1 (фиг 1, 2) штаба рухається по траєкторії, обумовленій задавальним роликом 4, роздільним роликом 12, задавальним роликом 7 і моталкою 3 Після розрізання кінець штаби, що змотується, іде на моталку 3, а передній кінець наступної штаби йде у напрямку, який утворюють проводка 14 і роздільний ролик 12, до моталки 2 Після змотування штаби на моталці 2 цикл змотування повторюється аналогічно описаному вище Таким чином, ділянка змотування дозволяє змотувати тонку гарячекатану штабу на високих швидкостях без пауз між циклами змотування для переналагодження напрямних пристроїв, що підвищує продуктивність прокатного стану 10 5 13 1 12 14 S 11 53264 12 1S Фіг.З 13 53264 14 15 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюArea for high-speed winding of endless thin hot-rolled strip
Автори англійськоюYeletskykh Volodymyr Ivanovych, Stech Volodymyr Stanislavovych, Barabash Andrii Volodymyrovych, Kaushanskyi Ihor Borysovych
Назва патенту російськоюУчасток высокоскоростного сматывания бесконечной тонко горячекатаной полосы
Автори російськоюЕлецких Владимир Иванович, Стеч Владимир Станиславович, Барабаш Андрей Владимирович, Каушанский Игорь Борисович
МПК / Мітки
МПК: B21C 47/34
Мітки: штаби, змотування, ділянка, тонкої, нескінченної, високошвидкісного, гарячекатаної
Код посилання
<a href="https://ua.patents.su/7-53264-dilyanka-visokoshvidkisnogo-zmotuvannya-neskinchenno-tonko-garyachekatano-shtabi.html" target="_blank" rel="follow" title="База патентів України">Ділянка високошвидкісного змотування нескінченної тонкої гарячекатаної штаби</a>
Ділянка змотування гарячекатаної штаби
Номер патенту: 53400
Опубліковано: 15.01.2003
Автори: Барабаш Андрій Володимирович, Колесников Юрій Миколайович, Стеч Володимир Станіславович, Погребняк Микола Прокопович, Білобров Юрій Миколайович, Єлецьких Володимир Іванович
МПК: B21C 47/34
Мітки: гарячекатаної, ділянка, штаби, змотування
Формула / Реферат:
Ділянка змотування гарячекатаної штаби, що містить встановлені в технологічній послідовності летючі барабанні ножиці, кожен барабан яких обладнаний одним ножем, карусельну моталку, кілька підпільних моталок, розташованих послідовно один за одним і транспортні рольганги, при цьому карусельна моталка включає поворотний стіл із установленими на ній привідними барабанами, розвантажувальний візок з піднімальним роликовим столом і роликовий...
Спосіб намотування штаби на барабан моталки в печі
Номер патенту: 48850
Опубліковано: 15.08.2002
Автори: Білобров Юрій Миколайович, Осокін Анатолій Андрійович, Єршов Валентин Олександрович, Тіщенко Андрій Миколайович
МПК: B21C 47/02
Мітки: намотування, моталки, спосіб, штаби, печі, барабан
Формула / Реферат:
Спосіб намотування штаби на барабан моталки в печі, що складається з подачі штаби задавальними роликами у проріз барабана моталки, розгону барабана з наступним натягом штаби до її контакту з роликом, що відхиляє, який відрізняється тим, що після згаданого контакту здійснюють підйом штаби на ділянці між задавальними роликами i барабаном моталки, переміщаючи ролик, що відхиляє.
Тягнучі ролики моталки гарячої штаби
Номер патенту: 40444
Опубліковано: 16.07.2001
Автори: Осокін Анатолій Андрійович, Філь Андрій Васильович, Єршов Валентин Олександрович
МПК: B21C 47/34
Мітки: штаби, гарячої, ролики, моталки, тягнучі
Формула / Реферат:
1. Тягнучі ролики моталки гарячої штаби, до складу яких входять ролики, що встановлені у станині, розміщеній на фундаментній плиті, які відрізняються тим, що обладнані шарнірно сполученим зі станиною механізмом її переміщення та схемою його керування, а також вертикальною віссю, один торець якої жорстко прикріплено до фундаментної плити, а у станині виконано відповідний отвір, при цьому станину і фундаментну плиту відповідно оснащено...
Установка для змотування та видачі рулону
Номер патенту: 37914
Опубліковано: 15.05.2001
Автори: Осокін Анатолій Андрійович, Єршов Валентин Олександрович, Панченко Віктор Миколайович
МПК: B21C 47/24
Мітки: рулону, змотування, видачі, установка
Текст:
...візок-знімач, що скорочує фундаментні роботи і знижує витрати на установку. Завдяки з'єднанню візка-знімача з приводом горизонтального переміщення з можливістю вертикального переміщення візка-знімача відносно приводу, стає можливим знизити енергомісткість та габарити привода піднімання-опускання, що призведе до зменшення вартості приводу піднімання-опускання та зниження капітальних витрат установки для змотування та видачі рулон у....
Моталка гарячої штаби
Номер патенту: 40205
Опубліковано: 16.07.2001
Автори: Білобров Юрій Миколайович, Осокін Анатолій Андрійович, Єршов Валентин Олександрович
МПК: B21C 47/24
Мітки: гарячої, моталка, штаби
Формула / Реферат:
Моталка гарячої штаби, яка містить барабан з розташованими навколо нього формуючими роликами, що розміщені у роликотримачах, які з'єднані з приводами їх переміщення, що виконані у вигляді циліндрів, та засоби для регулювання зусилля притиску формуючих роликів, яка відрізняється тим, що засоби для регулювання зусилля притиску кожного з формуючих роликів виконані у вигляді керуючого пристрою, у якого датчик переміщення штоку закріплено на...
Попередній патент: Лезо ручного ґрунтообробного знаряддя
Наступний патент: Інтерференційний фільтр
Випадковий патент: Спосіб визначення функціонального стану клітин в судинному руслі